华中数控系统与国内外数控系统与之比较
华中与其他系统的异同

三种国产数控系统华中HNC-21/22T、广数GSK 980TD及华兴31XTA/32XTA的G71/G73指令应用的异同李海斌温岭市太平高级职业中学摘要:针对本地学生学习的是华中数控系统,而企业大多使用的是广州数控及华兴系统的实际情况,通过对比分析G71/G73指令在这三种系统中的编程格式、要求和指令执行过程,得出G71/G73指令在三种系统中的应用区别。
本文所作的分析已通过实际机床验证,可以作为实际应用的参考。
关键词:华中HNC-21/22T、广数GSK 980TD、华兴31XTA/32XTA、G71/G73指令、产业升级在经济体制转型和经济全球化的背景下,尤其是近年来东部地区私营企业所面临的各种各样的问题和挑战,产业结构升级已经有许多的企业在悄悄的做,并且取得了不小的效益。
从2008年开始,特别是私营机械制造企业一要面对出口订单的减少;其次在国内市场还没有培育起来的同时又要面临已经起步成长的内地企业的竞争,某些行业产能进一步过剩;第三方面是人民币的升值,出口订单很大的比例是用美元签的,出口加工企业承受不起汇兑的损失;第四是农民工大量回流,且工资增长的幅度很大,许多企业不好招工。
在这多重的冲击下,不少的企业主选择了离开,也有一部分在苦苦的挣扎而无良好的解决方法。
当然有许多有实力有经营思路的企业主在这危机的情况下看到了机遇,埋头在做产业升级,积极的更新设备,调整升级产品及生产工艺,一是拿新产品占领市场,二是新设备新工艺减少成本。
在目前的情况下,在机械制造企业里旧设备的淘汰,新设备的购置已经成为共识,而新设备添置都围绕着数控化、自动化的方向进行。
到目前为止,数控车床在浙江的机械制造发达地区已经普及化,其他的数控设备也逐渐的深入到各个生产的企业中。
作为中等职业学校,我们面对产业的升级也作了很多的工作,培训了无数的掌握数控技能的学生,同时温岭市政府也拨出了大笔的资金,要求职业学校对农村劳动力及进城农民工进行数控技能的培训,为企业培养合格的操作人员。
12.国产数控系统价格优势分析与比较

国内外数控系统价格优势分析与比较武汉华中数控股份有限公司有一种舆论认为:国产数控系统与国外数控系统相比,仅仅便宜1万多元,在价格方面没有什么优势。
事实真的如此吗?进行价格对比的规则应该是在相同档次、相同配臵、相同订货批量、相同付款条件及稳定的汇率情况下进行对比,而不应将国内的高档系统与国外的低档系统相比较。
我们在《进口数控系统与华中数控系统之比较》一文中,介绍了华中世纪星数控系统在功能和配臵方面远优于国外普及型数控系统。
特别是在多轴(9轴)联动、三维图形显示、动态仿真、大容量程序内存、双向螺距补偿、汉字介面、网络功能、开放体系结构、TFT彩色薄形显示器等配臵方面,已达到国外高档系统(如FANUC-18、SIMENSE-840)的水平。
因此,与华中世纪星数控系统对比的对象应是:国外中高档数控系统。
众所周知,国外的高档数控系统价格非常昂贵。
此外,对于五轴联动以上的数控系统,需对最终用户和最终用途进行调查,限制其使用。
若认为与军事工业有关,则不予批准。
即使我国民用工业能购进口这类设备,其价格也非常昂贵,仅一套CNC单元价格高达二十多万人民币,而华中数控五轴CNC,价格约为其1/4。
此外,国外的专用数控系统价格也非常昂贵,如意大利Fidia仿形数控系统价格为60~70万人民币,英国的雷尼绍仿形测头价格高达28万元人民币;德国Walter的数控工具磨床,仅一种刀具的编程软件即需1万美元。
而我公司与菲地亚相同档次的仿形数控系统价格约仅为其1/3。
因此,我们认为华中数控系统与国外高档数控系统(如FANUC-18、SIMENSE-840)相比价格优势很大,仅为国外系统的20~30%。
高性能的华中数控系统与国外中档数控系统(如FANUC-0、SIMENSE-802D)相比价格是否有优势?结论是:有!!!以国外三轴联动铣削数控系统为例,国外数控系统批量订货(10台以上)的价格通常为7~9万元(CNC单元和三个伺服)。
华中系统与FANUC0I系统数控车编程的区别-最新文档
华中系统与FANUC0I系统数控车编程的区别-最新文档华中系统与FANUC 0I系统数控车编程的区别我们国产的华中数控系统,编程指令是在FANUC基础之上而来的,所以大部分指令是相同的,但毕竟还有些区别。
我们国家很多职业学校数控实训的设备都是华中系统,在此针对两种系统在数控车削编程指令方面不同进行比较。
1程序名的区别华中:以%+数字(1~4位)表示,如%1200。
FANUC:以O+数字(1~4位)表示,如O1200。
2有关进给功能F单位的区别华中:G94F_;单位为mm/min G95 F_;单位为mm/r。
机床上电时默认是G94,如G94F100,即100mm/min的进给速度。
FANUC:G98F_;单位为mm/minG99 F_;单位为mm/r。
机床上电时默认是G99,如G99 F0.2,即0.2mm/r的进给速度。
注意:两种系统在机床一上电时,对进给速度的单位默认是不同的,一定要注意换算。
3有关单一循环指令的区别3.1 外圆切削单一循环华中:G80X(U)_Z(W)_I_F_;其中,X、Z是切削终点坐标。
I_是锥面切削起点与锥面切削终点的半径差,有符号。
FANUC:G90X(U)_Z(W)_R_F_;其中,X、Z是切削终点坐标。
R_是锥面切削起点与锥面切削终点的半径差,有符号。
3.2 端面切削单一循环华中:G81X(U)_Z(W)_K_F_;其中,X、Z是切削终点坐标。
K_是锥端面切削起点与锥端面切削终点在Z方向的差值,有符号。
FANUC:G94X(U)_Z(W)_R_F_;其中,X、Z是切削终点坐标。
R_锥端面切削起点与锥端面切削终点在Z方向的差值,有符号。
4暂停指令的区别华中:G04 P_;P后的单位是秒。
如G04 P2,表示暂停2秒。
FANUC:G04 P_;P后的单位是毫秒。
如G04 P2000,表示暂停2秒。
5复合循环的区别5.1 内外径粗车复合循环G71华中:G71U(△d)R(e)P (ns)Q(nf)X(△u)Z(△w)F(f)。
我国常用数控系统功能比较

我国常用数控系统功能比较数控加工作为现代制造业先进生产力的代表,在航空航天机械电子船舶化工汽车等行业得到广泛应用并逐渐被其它行业广泛使用。
fanuc数控系统和sinumerik数控系统是目前国内最流行的机床控制系统,华中数控系统作为国产数控系统中的代表,正逐步扩大自己在行业内的市场份额.本文着重介绍三种系统各自特点,供购买者或选用系统人员参考。
关键字:数控系统fanucsinumerik华中数控abstractthenumericalcontrolprocessingasthemodernmanufacturingrepresentativesofadvanced productivity,inaerospacemachineryandelectronicsshipchemicalautomotiveindustrie swidelyusedbyotherindustryandgraduallywidelyused.fanucncsystemsandsinumeriknum ericalcontrolsystemisthepresentdomesticmostpopularmachinecontrolsystem,huazhon gncsystemasthedomesticallyproducednumericalcontrolsystemofrepresentative,isgra duallyexpandyourmarketshareintheindustry.thispaperintroducesthreesystemcharact eristics,purchaserorchoosesystemforreference.keywords:numericalcontrolsystemfanucsinumerikhuazhongnc一、日本fanuc数控系统日本fanuc公司的数控系统具有高质量、高性能、全功能,适用于各种机床和生产机械的特点,在市场的占有率远远超过其他的数控系统,主要体现在以下几个方面。
国内外数控系统现状及发展趋势

国内外数控系统现状及发展趋势随着信息技术的不断发展,数控系统在现代制造业中的应用越来越广泛。
数控系统以其高效、精准、灵活的特点,成为现代制造业提高生产效率和产品质量的重要手段。
本文将从国内外数控系统的现状和发展趋势两个方面进行探讨。
一、国内数控系统的现状国内数控系统市场逐渐成熟,已经形成了以华中数控、广州数控、海天数控等为代表的一批龙头企业。
这些企业在数控系统的研发、生产和销售方面具有较强的实力和技术优势。
同时,国内数控系统的应用领域也在不断拓展,除了传统的金属加工行业外,还涉及到了航空航天、汽车制造、电子信息等领域。
国内数控系统的发展受到多方面因素的影响。
首先是技术水平的提升。
随着国内制造业的转型升级,对数控系统的需求越来越高,这就要求国内数控系统企业不断提升自身的研发和创新能力,不断推出更加先进、功能更强大的产品。
其次是市场需求的扩大。
随着国内经济的快速发展,各个行业对数控系统的需求不断增加,这为数控系统企业提供了广阔的市场空间。
最后是政策的支持。
国家对于数控系统产业给予了大力支持,并出台了一系列的政策措施,鼓励企业加大研发投入,提高产品质量,提升企业竞争力。
二、国外数控系统的现状国外数控系统的发展相对较早,技术水平较高。
目前,德国、日本、美国等国家的数控系统企业处于行业的领先地位。
这些企业在数控系统的研发和创新方面具有显著的优势,其产品不仅在国际市场上有很大的市场份额,而且在技术水平上也遥遥领先于其他国家。
国外数控系统企业的成功主要得益于以下几个方面的因素。
首先是技术积累的优势。
这些企业在数控系统的研发和生产方面已经有着多年的经验和积累,具备了先进的技术和工艺手段。
其次是市场运作的能力。
这些企业在国际市场上有着广泛的渠道和客户资源,能够灵活地应对市场需求的变化。
最后是品牌影响力的积累。
这些企业多年来通过不断提升产品质量和服务水平,已经建立起了良好的品牌形象和口碑。
三、数控系统的发展趋势随着科技的不断进步,数控系统将会呈现出以下几个发展趋势。
华中数控车床和广州数控车床系统编程比较略谈
T 1 1( 前 面数 字 1 表 示指定 1 号刀 号 ;后 面数 字 1 表示
指定 1 号刀补 ) 取消刀补 T I O ( 取消 1号刀的刀补 )。 2 . 6 绝对 ( 相对 )坐标 编程 在华 中数控 中用指令 G g o 表示绝对坐标编程( 默认方式 )
G 9 1 表示相对坐标编程 。
Rb — Re ;
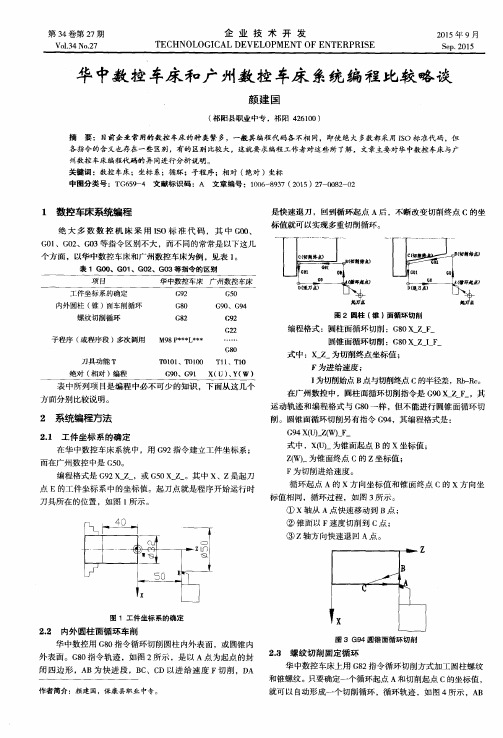
F为螺 纹导程 。 广州数控指令格式 为 G 9 2 x ( u )z ( w) R L 。
参数含 义 : x ( U ) 、z ) 为螺纹终点 C坐标值 ;
R为螺纹导程 ; L为螺纹头数 ; 其中 x ( u ) = 0表示直 螺纹 ,L = I 可省略 。 螺纹切削循环之前应 编写 x方 向进入指令 ,以确定 螺纹 循环退 刀方 向。 2 . 4 子 程序 ( 或 程序 段 )多次调 用
表示被 调用 的子程序 名 ( 去掉 程序名 的地
L表示调用子程序 的次数。
如M 9 8 P 1 0 0 1 L 5 意思为子程序 O 1 0 0 1 被连续调 用 5 次。
子程 序格式 :O1 0 0 1为子程序 名
【 1 ]吕斌杰 , 高长银, 赵汶 . 华中系统数控车床 培训 教程【 M ] . 北京: 化学工
G2 2 L
G8 o
其 中 ,G 2 2为定义程序循环开始 ;
图 4圆柱 ( 锥 )面螺纹循环切削
L为定义循环次数 ;
编程格式 :圆柱螺纹切削循环 G 8 2 x —z _F 一
圆锥螺纹切 削循环 G 8 2x - Z — LF _
G8 0为循环结束 。 2 . 5 刀具 功能 T 华 中数控 指定 刀具 和刀补号 :
业 出版社 , 2 0 1 3 .
华中系统与FANUC系统的编程区别
华中系统与FANUC0i系统的编程区别1.程序名字的命名规则传程序时,计算机内部的名字必须是Oxxx,大小写无所谓,主程序和子程序的内容都在1个文件内。
使用专用的软件来传输。
主程序的内容在最前面,第1行必须是%xxx,例如%1.子程序是放在主程序结束M30;的后面,子程序名字的命名规则是%加子程序名字。
例如M98 P100,则子程序名字是%100。
,2.子程序调用子程序的调用指令是M98 Pxxx,与Fanuc系统相同。
区别在于:Fanuc系统的子程序是单独存在的,而华中系统的子程序是放在主程序结束M30;的后面,子程序名字的命名规则是%加子程序名字。
例如M98 P100,则子程序名字是%100。
华中系统没有G65指令,只能用M98 Pxxx的方式来调用宏程序。
子程序的名字序号,不得超过%2000。
3.钻孔指令的区别G81指令与Fanuc相同。
G73指令有区别,华中系统中,Q参数为负值,增加K参数,为每次提刀的高度,相当于Faunc中未设置的d参数。
G83指令有区别,华中系统中,Q参数为负值,增加K参数,为每次提刀的高度,相当于Faunc中未设置的d参数。
4.镜像指令有区别Fanuc为G50.1和G51.1,华中系统对应指令为G25和G24,指令参数没有区别相同。
5.宏程序的区别较大X、Y和Z后面的宏,华中系统需要加[],例如X[#1],而Fanuc系统可以不加。
IF指令,华中系统没有GOTO参数,不能跳转,增加了ELSE参数,必须要有ENDIF 来结束IF指令。
IF指令只支持1行。
WHILE指令,华中系统没有DO1等参数,用ENDW 来结束WHILE指令。
宏程序参数传递,华中系统直接按照ABC…等26个字母的顺序,对应#0、#1、#2到#26与Fanuc系统的参数传递有很大不同。
取整函数,Fanuc系统上取整函数为FIX,下取整函数玩FUP,而华中系统上取整函数为INT,没有下取整函数,增加了SIGN,取符号函数。
知名数控系统 对比

华中数控系统的优势在于:直接利用通用工业PC,以软代硬,避“硬”重“软”,硬件最简,自制最少,易生产组织;自主版权、PC兼容,系统开放,可充分利用PC资源,升级容易,易于派生,利于发展延续;数控系统软件终身免费升级.直接利用通用工业PC,以软代硬,避“硬”重“软”,硬件最简,自制最少,易生产组织;自主版权、PC兼容,系统开放,可充分利用PC资源,升级容易,易于派生,利于发展延续;数控系统软件终身免费升级.高集成度设计,提高可靠性。
全部半长小卡,体积小至可整体放入悬挂操作箱中,比目前流行系统如FANUC 0、IBH等还小1/3独创的SDI曲面插补高级功能,经济地实现高效高质量曲面加工; 0.1um 、24m/min的高精高速控制;技术成套,具有交流伺服及电机配套,并有先进的数字接口; 模块化好、集成度高,可整机装入机床悬挂操作箱,体积为国内最小,并优于目前流行的国外FANUC 0等系统。
性能价格比高。
功能:比国外高档数控系统高;价格:比国外低档数控系统低。
内置以太网接口,轻松实现机床联网,实现车间群控。
支持远程诊断与远程机床共享,支持工厂工业加工网络与工厂办公网络进行快速简捷连接和相互共享各种资源。
超强抗干扰能力,电磁兼容性指标比国家标准高出一倍以上,达到欧洲四级标准。
华中世纪星系列数控系统已获得2002年度“国家重点新产品”称号 由于华中数控系统的以上优势,目前该系统己成为国产系统的品牌,成为国家第一届全国数控技能大赛的唯一指定国产数控系统。
目前国家教育部准备用该系统在全国各省建立160个国家级数控实训基地,现己建成四十多个,成为国家实训基地建设指定用数控系统请大家查看后,多多指正,并完善这份资料,分享一下使用技巧,为民族优秀品牌推广武汉科思达数控技术有限公司 湖北江山华科数字设备有限公司 驻嘉兴办事处 电话:158 **** ****经营: 各类机床生产销售,维修改造,机电改造配套 ,工艺方案推荐,各类模具,夹具设计,CAM加工, 激光晒图打标,数控改造普通车床,铣床,冲床,压铸注塑机。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
华中数控系统与国内外数控系统与之比较
武汉华中数控股份有限公司
为了垄断中国数控系统市场,扼杀中国的数控民族工业,国外一些知名厂家采用技术封锁和低价倾销的双重策略,利用其先进的技术和产品以及灵活多样的促销手段抢占中国市场。
但随着时间的迁移,国内用户已逐渐领略到使用国外系统的弊端:
1、不能及时维修及高昂的维修费用:武汉华中数控股份有限公司与长江机床厂共同研制开发的YK5612数控非圆齿轮插齿机,第一台产品用户为上海汇众汽车底盘厂,已经在生产线上使用四年多,今年四月该机出了毛病,厂方请求我公司派人前往修理,在现场很快修好,又投入生产。
该厂技术负责人深有感受的说:这种机床,我们有德国公司的产品,也有日本公司的产品,放在恒温车间里,现在都有毛病,他们不来修理。
就是来修理,对方要求按每小时几百元收费(且包括旅途的时间),我们不得不花费很大一笔开支。
且配件的价格非常昂贵。
还是你们好,一个电话就来了。
目前大部分国外产品是由中国的代理商销售的,这些代理商纯粹是做买卖的,没有能力进行技术支持,这种弊端将日益突出。
国产系统在可靠性、稳定性方面与进口系统有一定差距,但完善的廉价的售后服务将弥补这一不足。
2、不便于系统的更新:我国企业由于资金的短缺,购进的设备总希望多使用一些年限,数控机床亦如此。
但由于微电子技术日新月异,数控系统更新的速度异常迅速。
而数控机床的机械部分的寿命一般远比数控系统长。
目前国内许多厂家购进国外的二手设备,一般机械部分尚可,而数控系统已经不行。
这种情况下,由于其资料不全,且其升级换代的价格昂贵,改造的工程量也很大,导致系统不能正常使用。
3、难于进行二次开发:由于国外厂家技术封锁,国外系统难于作二次开发,而许多用户要求系统的开放性,以便根据实际情况扩展功能。
由于华中数控系统采用了以工业PC机为硬件平台,DOS、Windows及其丰富的支持软件为软件平台的技术路线,使主控制系统具有质量好,性能价格比高,新产品开发周期短,系统维护方便,系统更新换代和升降快,系统配套能力强,系统开放性好,便于用户二次开发和集成等许多优点。
华中数控系统在其操作界面,操作习惯和编程语言上按国际通用的数控系统设计。
国外系统所运行的G代码数控程序,基本不需修改,可在华中数控系统上使用。
但是,华中数控系统采用汉字用户界面,提供完善的在线帮助功能,便于用户学习和使用。
系统提供类似高级语言的宏程序功能。
具有三维仿真校验和加工过程图形动态跟踪功能,图形显示形象直观。
操作、使用方便容易。
与SIMENSE和FANUC的普及型数控系统相比较,华中数控系统在功能上毫不逊色,在价格上更为低廉,在维护和更新换代方面更为方便,但在外观和可靠性方面略差。
纵观国际上数控技术的发展的趋势,PC数控(即华中数控系统采用了以工业PC机为硬件平台)的技术路线是目前的主要潮流。
SIMENSE和FANUC也不得不开始转向PC数控。
国外PC-NC主要在原NC上增扩PC,用于图形、通讯和大容量存储,如FANUC 16、西门子840、和美国AB9360 等;另一种在PC上扩充带DSP处理器的控制卡,如FANUC open 4、美国DeltaTau 的PMAC等。
相比之下,华中数控系统比较彻底地贯彻了PC-NC的技术路线,以PC+软件完成全部的NC功能,因而以国外低档数控系统的价格,实现了国外高档系统的功能,具有优良的性能/价格比。
因此,由国家组织的专家鉴定会认为,华中数控系统是具有我国特色的高性能数控系统,是一项重大的科研成果,具有国际先进水平。
此外,华中数控系统的SDI算法在PC上实现了复杂曲面直接插补。
而国外目前还只有三轴的类似研究,且需高速硬件支持。
如苏黎世大学使用小型机和高速浮点阵列;日本铃木裕使用PC+15个Transputer 处理器;三菱公司认为需要2000个68020+68881 。
而华中I型已经实现了SDI算法,并成功地运用于3轴、4轴、5轴联动加工。
所以,由机
械部组织的专家鉴定会认为该技术“属国际首创”,“具有当前国际先进水平”。
华中数控系统的优势在于:
●直接利用通用工业PC,以软代硬,避“硬”重“软”,硬件最简,自制最少,易生产组织;
●自主版权、PC兼容,系统开放,可充分利用PC资源,升级容易,易于派生,利于发展延续;
●高集成度设计,提高可靠性。
全部半长小卡,体积小至可整体放入悬挂操作箱中,比目前流行系统如FANUC 0、IBH等还小1/3
●独创的SDI曲面插补高级功能,经济地实现高效高质量曲面加工;
●0.1um、24m/min的高精高速控制;
●技术成套,具有交流伺服及电机配套,并有先进的数字接口;
●模块化好、集成度高,可整机装入机床悬挂操作箱,体积为国内最小,并优于目前流行的国外FANUC 0等系统。
●性能价格比高。
功能:比国外高档数控系统高;价格:比国外低档数控系统低。
由于华中数控多年来一直坚持走PC数控的技术路线,在技术上已具有国内领先地位,在国际上也属起步较早企业。
因此,华中数控系统异军突起,出奇制胜,成为既具有国际先进水平又有我国技术特色的数控产品。
综上所述,进口系统的许多弊端恰好是国产系统的优点,我们相信随着国内电子技术的进步必将促进数控技术的进步,国产数控系统的前景将越来越好。
表一:华中数控系统的开发思路与创新点
表二:华中数控系统与其他数控系统的性能比较
表3:华中世纪星HNC-21数控系统与国外某系统的配置比较(仅供参考)
表4:华中世纪星HNC-21数控系统与国外XX0i、XX802C系统的功能比较(仅供参考)
表5:华中世纪星数控系统与国内⨯⨯980及XX2000M数控系统的配置比较(仅供参考)
表6:华中世纪星数控系统与国内XX980车床数控系统的功能比较
(仅供参考)
表7:华中世纪星数控系统与国内XX2000M铣床数控系统的功能比较(仅供参考)。