阴极电泳涂料简介
PPG阴极无铅电泳漆介绍

完善的内腔保护-高泳透力
夹板泳透力实验
完善的内腔保护-高泳透力
方箱泳透力实验
完善的内腔保护-高泳透力
H F D B A C E G
完善的内腔保护-高泳透力
25 2222 20 15 10 5 0 A B C D Box Panel E F G 20 18 15 16 14 12 9 6 2 12 11 10
PPG产品/技术介绍 电泳漆膜常见缺陷及 解决方法
电泳ED-6无铅电泳漆
PPG-Jacky Zhou 2010.09.13
PPG 电泳产品发展
ED-7 ED- 6 ED-5 ED- 4 ED- 3 ED- 2 ED- 1
2003 无中涂电泳 1994 无铅电泳 1991 低膜密度电泳 1988 高泳透力 1981 厚膜 1976 第一条阴极电泳线 1967 第一条阳极电泳线
宽的烘烤窗口
• 烘烤15’@150°C即可将溶剂烤 干
• 烘烤10’@160°C即可烘干漆膜
ED-6 电泳漆 固化窗口
420
6‘@2120°C 410 15'@212°C 210 216
400
204
390
199
金属温度 ° C
380 7'@190°C
193
ห้องสมุดไป่ตู้
金属温度 ° F
370
标准 电泳漆 固化
稳定的现场施工性能
• 高槽液温度35° • 施工电压可以降至220V-广泛选择底材
结论
• ED-6电泳漆技术将会提高质量、是环保型、同时被世界领先 汽车生产厂商认可的技术
•
在产品设计方面 – PPG的低颜料技术在相同的膜厚的情况下提 供更少的油漆耗量(相等于客户的节省)
阴极电泳
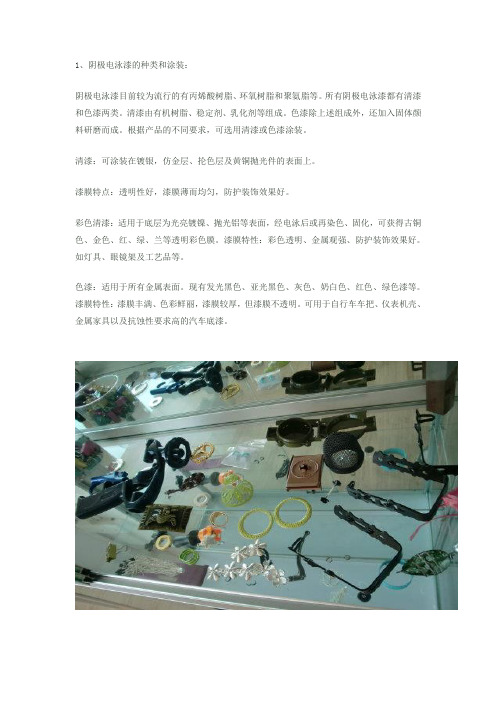
1、阴极电泳漆的种类和涂装:阴极电泳漆目前较为流行的有丙烯酸树脂、环氧树脂和聚氨脂等。
所有阴极电泳漆都有清漆和色漆两类。
清漆由有机树脂、稳定剂、乳化剂等组成。
色漆除上述组成外,还加入固体颜料研磨而成。
根据产品的不同要求,可选用清漆或色漆涂装。
清漆:可涂装在镀银,仿金层、抡色层及黄铜抛光件的表面上。
漆膜特点:透明性好,漆膜薄而均匀,防护装饰效果好。
彩色清漆:适用于底层为光亮镀镍、抛光铝等表面,经电泳后或再染色、固化,可获得古铜色、金色、红、绿、兰等透明彩色膜。
漆膜特性:彩色透明、金属观强、防护装饰效果好。
如灯具、眼镜架及工艺品等。
色漆:适用于所有金属表面。
现有发光黑色、亚光黑色、灰色、奶白色、红色、绿色漆等。
漆膜特性:漆膜丰满、色彩鲜丽,漆膜较厚,但漆膜不透明。
可用于自行车车把、仪表机壳、金属家具以及抗蚀性要求高的汽车底漆。
2、阴极电泳的涂装工艺:1)主要设备:电泳槽可用聚氯乙烯板制成。
分阳极室和阴极室,两室之间用渗析膜隔开。
电泳槽同时装有超滤设备和热交换器,工作时还需用泵循环搅拌。
电源为0-100V可调的直流电源,电流容量约30~50A。
另有烘箱或烘道(根据零件大小及量而定)。
2)电泳工艺参数:漆液组成:有机树脂、稳定剂、乳化剂等;PH:不同漆有不同的要求;导电率:(微西门子/厘米)1000±400施工电压:30~100V;漆液温度:25~32℃;电泳时间:0.5~2分钟;固化条件:120℃~170℃、30分钟。
3)工艺流程:(1)电泳清漆、基材前处理→镀金;镀银;镀仿金;镀彩色层或黄铜抛光→清洗→去离子水洗→阴极电泳清漆→去离子水洗→清洗→固化。
(2)彩色清漆:基村前处理→光亮镀镍或抛光铝等→清洗→去离子水洗→阴极电泳→去离子水洗→染色→清洗→固化。
(也有直接电泳成彩色清漆工艺)(3)色漆:基材前处理(包括磷化)→清洗→去离子洗→阴极电泳→去离子水洗→清洗→固化。
3、漆膜质量:1)漆膜硬度:4H~5H(中华牌铅笔)2)盐雾试验:漆膜厚度10μm时大于300小时。
2023年阴极电泳涂装简介及其工艺发展前景

阴极电泳涂装简介及其工艺发展前景所谓阴极电泳涂装,是一种特别的涂膜形成方法,以被涂物为阴极,所采纳的电泳涂料是阳离子型(带正电荷)它是将具有导电性的被涂物浸渍在装满水稀释的、浓度比较低的电泳涂料槽中作为阳极,在槽中另设置与其相对应的阳极,在两极间通直流电,在被涂物上析出均一、水不溶的涂膜的一种涂装方法。
电泳涂料源于20世纪30年月,从20世纪60年月中期开头讨论合成阳离子型树脂,并于20世纪70年月初用于对耐腐蚀性能要求高的家用电器上作底漆,随后渐渐开发出了耐蚀性能更高且具有装饰性效果的阴极电泳涂料,由于其具有优良的防腐蚀性、高泳透率、高流平性、高装饰性且涂装自动化程度高、涂装污染少等特点,广泛应用于机动车工业中,并推广应用到建材、轻工、家用电器等工业领域以及五金和工艺品的表面防腐和装饰。
1.阴极电泳原理阴极电泳是带正电荷的阳离子树脂通电后向阴极移动,由于阴极四周pH值上升,发生粒子交换,阴极涂料就析出覆到试件上。
概括起来,它包括电解、电泳、阴极电沉积、电渗四种现象。
下面以环氧树脂类阴极电泳漆为例,来分析阴极电泳过程。
环氧树脂一般带有碱性基团,用有机酸(如醋酸)中和后生成盐而溶于水。
同时,由于水的离解,在直流电场作用下,阴极电泳过程如下:(1)电解反应:2H20+2e-=H2↑+20H-;(2)电泳:RN+H(C2H4OH)2:和H+向阴极运动;(3)阴极电沉积:由H+在阴极放电,阴极和漆液界面处,OH-浓度上升,当OH-浓度增加到肯定数值时(pH值最高可达12),漆膜便在阴极(工件)表面产生沉积;(4)电渗:电泳涂装过程中,漆膜沉积的初始阶段,粒子(或离子)电荷不肯定全部被中和、放电。
沉积所得的漆膜结构是疏松的,含水量相当高,离子能通过。
因此,电渗的作用是:当连续通电时,阴极表面产生的阴离子通过漆膜向阳极方向移动,并在漆膜表面与涂料粒子中和形成新的沉积漆膜。
同时,阴离子渗出时夹带着水分子移动,使漆膜内所含水分渐渐排到漆膜外,最终形成含水率很低,电阻相当高的致密漆膜,这种漆膜就可直接进入烘箱中固化,形成最终的电泳涂层。
阴极电泳涂料简介
阴极电泳涂料简介低温固化环氧阴极电泳涂料的研究阴极电泳涂料起源于20世纪70年代,1971年美国PPG公司首先研制成功第1代阴极电泳涂料。
工业发达国家的汽车车身涂装线均已改为阴极电泳涂装线,并且阴极电泳涂料的品种在不断更新。
20世纪90年代初国内开始了阴极电泳漆的研究工作,进展也很快。
由于它是一种水性涂料,具有防腐蚀性优良、涂装自动化程度高、环境污染少等特点,目前阴极电泳涂料已广泛应用于汽车、轻工、农机、家电、仪表、文教用品、工艺品、军工、建材等许多部门,并深受好评。
一.阴极电泳涂料的特点与其他浸涂、喷涂水性烘烤漆相比,电泳涂料具有无可比拟的优越性。
可以归纳为以下几点:(1)涂料利用率高,漆料损失小。
涂料的利用率可达90��~95��(2)以水作溶剂,无有机物挥发,低污染,无火灾隐患,易洗净,工人的操作环境好。
(3)适宜于大规模生产的工业涂装线,实现涂装线的机械化、自动化,经济效益高。
(4)漆膜不溶于水,无流痕、不垂滴、不流挂。
(5)涂饰效果好,膜面光滑、涂层致密、富有金属光泽、膜厚均匀可控,湿膜含水量低。
特别是在被涂物外形复杂的情况下操作也一样简单、方便,所得涂层厚度均匀,防腐蚀性能优良且对金属基底无腐蚀。
二.低温固化阴极电泳涂料的研究现状阴极电泳涂料的烘烤温度一般为170~180℃,对于高温下烘烤易变形的材料不适合,因此开始出现低温固化型阴极电泳涂料。
它不但能减少能量消耗、降低成本、减少环境污染,而且可以减少漆膜因烘烤而变色,从而提高涂膜质量。
低温固化型阴极电泳涂料适用于橡胶塑料材质的零部件、汽车用钢板、铸件等。
这类涂料的技术关键是寻求新型交联剂或改进固化方式,同时还要解决低温固化和槽液稳定性的矛盾。
针对新型交联剂可以采取引入多官能团固化剂、开发低温分解的特殊封闭剂,目前国外已经推出150℃固化的阴极电泳涂料,如PPG公司的ED6,国内对这方面的研究还不是很成熟。
三.实验部分1)全封闭甲苯二异氰酸酯的合成在500ml的三口烧瓶中加入TDI和适量催化剂(10%二丁基二月桂酸锡的乙二醇单丁醚溶液),通N2保护,恒温水浴升温至40℃,保温搅拌0.5小时;用分液漏斗加入适量乙二醇单丁醚,升温至70℃,保温搅拌2小时,测定-NCO基含量达标,得到半封闭的TDI。
2021年中国阴极电泳漆(阴极电泳涂料)行业现状与展望

2021年中国阴极电泳漆(阴极电泳涂料)行业现状与展望一、阴极电泳漆行业概述阴极电泳漆也叫阴极电泳涂料,是一种以水溶性(或水乳型)树脂为成膜基料,利用微粒表面的电荷特性,用电泳法进行施工的涂料,并作为低污染且环保的新型涂料对金属表面起到良好的保护性和防腐作用。
与其他浸涂、喷涂水性烘烤漆相比,电泳涂料具有无可比拟的优越性。
阴极电泳漆具有以下特点:二、阴极电泳漆行业产业链阴极电泳漆行业产业链由上、中、下游三个环节组成,上游包括环氧树脂、聚氨酯、丙烯酸等原材料;下游主要应用于汽车和农业机械等领域。
三、阴极电泳漆行业现状电泳涂装是近30年来发展起来的一种特殊涂膜方法。
阴极电泳涂料是继阳极电泳涂料之后发展起来的一种新型涂料。
近年来,我国阴极电泳漆行业产能趋于平稳,截至2021年,中国阴极电泳漆产能约为50.3万吨,同比增长0.8%。
涂料对工业生产和居民生活举足轻重,而具有独特优越性能的电泳涂料对轻工业的影响更是无可比拟。
随着国内汽车产量的增速逐渐放缓,我国阴极电泳漆行业产量增速也在缓慢增长,2021年中国阴极电泳漆产量约为48.08万吨,同比上升1.43%。
需求端方面,2015-2021年,我国阴极电泳漆行业需求量呈现出波动增长态势,到2021年,阴极电泳漆行业需求量约为47.14万吨,同比上升1.44%。
四、阴极电泳漆行业展望电泳涂装的出现是工业发展的一次变革,尤其是阴极电泳涂装的出现,不仅消除了阳极电泳的弊端,更是拓宽了电泳涂装的应用领域。
涂料是涂装的核心,基体树脂是涂料的灵魂,树脂的特性决定了涂料的性能,涂装的工艺和涂装的效果,因此对涂料基体树脂的研究从来都没有终点。
1、单一的树脂已不能满足涂装工业的需求,而有机物间的反应是非常复杂的,因此涂料基体树脂的制备研究仍然至关重要。
2、随着涂装工业应用领域的拓宽和“绿色涂装”理念的落实,开发节能环保的功能型涂料是大势所趋。
阴极电泳漆定义及产品分类
阴极电泳漆定义及产品分类一、阴极电泳漆定义电泳:在导电介质中的带电荷的胶体粒子在电场的作用下,在阴极电泳过程中带正电荷胶体树脂离子和颜料离子由电泳过程移向阴极(被涂物)。
工件脱脂后,经过表调、磷化,使表面形成一层均匀致密的磷化膜,为进入电泳槽作好准备;进入槽液,在工件和对应电极间通直流电;在电场作用下,涂料粒子被吸附到工件上并在表面沉积;漆膜达到一定厚度,电泳停止;此时把工件从槽中取出,经后冲洗冲洗掉浮漆,最后送入烘箱固化。
电泳漆:也叫电泳涂料,是将具有导电性的被涂物浸渍在装满水稀释的、浓度比较低的电泳涂料槽中作为阳极(或阴极)、在槽中另设置与其相对应的阴极(或阳极),在两极间通直流电,在被涂物上析出均一、水不溶的涂膜的一种涂装方法。
阴极电泳漆:被涂物为阴极,所采用的电泳涂料是阳离子型(带正电荷)。
二、阴极电泳漆产品分类及特点1、阴极电泳漆分类及特点电泳涂料按被涂工件电极可分为阳极电泳涂料和阴极电泳涂料;按成膜物在水中存在的离子形态可分为阴离子电泳涂料和阳离子电泳涂料。
阴极电泳涂料按水分散状态可分为单组份电泳涂料和双组份电泳涂料;还可按膜厚度分为薄膜型、中厚膜和厚膜型阴极电泳涂料。
阴极电泳漆有清漆和色漆两类。
清漆由有机树脂、稳定剂、乳化剂等组成。
色漆除上述组成外,还加入固体颜料研磨而成。
根据产品的不同要求,可选用清漆或色漆涂装。
电泳涂料由水溶性树脂、颜料、填料、助剂、溶剂还有中和剂组成,其原料主要有环氧树脂、醚醇化合物、异氰酸酯等。
电泳涂装与其他涂装方法相比较,具有下述特点:A.采用水溶性涂料,以水为溶解介质,节省了大量有机溶剂,大大降低了大气污染和环境危害,安全卫生,同时避免了火灾的隐患;B.涂装效率高,涂料损失小,涂料的利用率可达90%~95%;C.涂膜厚度均匀,附着力强,涂装质量好,工件各个部位如内层、凹陷、焊缝等处都能获得均匀、平滑的漆膜,解决了其他涂装方法对复杂形状工件的涂装难题;D.生产效率高,施工可实现自动化连续生产,大大提高劳动效率;E.设备复杂,投资费用高,耗电量大,其烘干固化要求的温度较高,涂料、涂装的管理复杂,施工条件严格,并需进行废水处理;只能采用水溶性涂料,在涂装过程中不能改变颜色,涂料储存过久稳定性不易控制。
阴极电泳涂料涂装原理简介

阴极电泳涂料涂装原理简介一、电泳涂料成膜原理1.涂料工作原理电泳涂装(electro-coating)是利用外加电场使悬浮于电泳液中的颜料和树脂等微粒定向迁移并沉积于电极之一的基底表面的涂装方法。
电泳涂装的原理发明于是20世纪30年代末,但开发这一技术并获得工业应用是在1963年以后,电泳涂装是近30年来发展起来的一种特殊涂膜形成方法,是对水性涂料最具有实际意义的施工工艺。
具有水溶性、无毒、易于自动化控制等特点,迅速在汽车、建材、五金、家电等行业得到广泛的应用。
电泳涂装属于有机涂装,利用电流沉积漆膜,其工作原理为“异极相吸”。
电泳涂装最基本的物理原理为带电荷的涂料粒子与它所带电荷相反的电极相吸。
采用直流电源,金属工件浸于电泳漆液中。
通电后,阳离子涂料粒子向阴极工件移动,阴离子涂料粒子向阳极工件移动,继而沉积在工件上,在工件表面形成均匀、连续的涂膜。
当涂膜达到一定厚度(漆膜电阻大到一定程度),工件表面形成绝缘层,“异极相吸”停止,电泳涂装过程结束。
整个电泳涂装过程可以概括为以下四个步骤:●电解:水的电解●电泳:带电的聚合物分别向阴极或阳极泳动的过程●电沉积:带电的聚合物分别在阴极或阳极沉积的过程●电渗:沉积的电泳涂膜收缩、脱去溶剂和水,形成均匀致密的湿膜电极附近主要的化学反应如下表所示:反应过程图如下所示:在电场作用下,涂料粒子向阴极移动(电泳),由于受到阴极附近碱扩散层(OH-)的影响,涂料粒子在阴极聚结(电沉积)。
槽液的流动影响扩散层,流动速率高,扩散层薄,流动速率低,扩散层厚。
刚沉积的湿膜含有大量水分,由于电流的影响,会发生部分脱水,使湿膜不挥发份达到80%(电渗)。
脱水后湿膜牢牢黏附在底材上,通常的清洗不能洗脱。
由于边缘电流密度高,电泳过程首先发生在这些区域。
如下图所示:2.电沉积类型●阳极电沉积(AED)阳极电泳涂装,金属工件为阳极,吸引漆液中带负电荷的涂料粒子,电沉积时,少量的金属离子(阳极氧化)迁移到涂膜表面,对涂膜的性能造成影响。
阴极电泳涂料
自分层涂料指涂料一次施工在底材上后,能自发的直接产生相分离,在成膜过程中分成两个连续的不同功能 涂层,形成不同组成的复合涂层系统,每层显示出不同的特性。这种一次施工的多层涂层,不仅节约了劳动力, 而且解决了多层涂装系统的层间附着力问题。其机理有如下几种:重力作用机理,选择性润湿机理,不同渗透速率 机理,颜料润湿机理,界面张力梯度机理,相收缩机理现在市场上开发研究的耐候性阴极电泳涂料就属于自分层 涂料的一种。这种涂料树脂的主要组成为环氧系树脂和丙烯酸系树脂,利用两者表面张力的不同,烘烤时表面张 力大的环氧树脂沉于下层,表面张力小的丙烯酸树脂浮于表面层,形成了耐候性和耐腐蚀性都较好的“底面合一” 型阴极电泳涂料。
制法
工艺流程为:投料→树脂溶解→环氧胺加成→异氰酸酯封闭剂→树脂中和→乳化→组分1乳液; 投料→树脂颜料→研磨分散→调整→组分2色浆。
生产厂家
沈阳油漆厂等
谢谢观看
产品特点
1、不含铅等重金属,低溶剂含量,属环保型产品; 2、水溶型,槽液稳定性好及有良好的电沉积性能; 3、pH值近中性,对设备腐蚀小,耐腐蚀性能高 。
类型
紫外光固化电泳涂料
紫外光(UV)固化涂料是利用紫外光照射涂料树脂发生聚合架桥反应的固化方式,在低温的条件下短时间内就 能完成涂料的固化过程。它能提高生产效率,同时具有节约能源、防止环境污染等许多优点。UV固化涂料由于其 固化温度低,除适用于一般的电泳涂装的产品外还用于金属镀层上的装饰、防腐,金属蒸发膜上的保护,受热易 变形材料上的涂装和电子产品及精密产品上的封闭、印刷等的加工。国内外研究的UV固化阴极电泳涂料的基体树 脂主要集中于丙烯酸树脂、环氧树脂及聚氨酯。
阴极电泳涂料
轻工、家用电器用涂料
Hale Waihona Puke 01 发展历史03 类型 05 生产厂家
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
低温固化环氧阴极电泳涂料的研究
阴极电泳涂料起源于20世纪70年代,1971年美国PPG公司首先研制成功第1代阴极电泳涂料。
工业发达国家的汽车车身涂装线均已改为阴极电泳涂装线,并且阴极电泳涂料的品种在不断更新。
20世纪90年代初国内开始了阴极电泳漆的研究工作,进展也很快。
由于它是一种水性涂料,具有防腐蚀性优良、涂装自动化程度高、环境污染少等特点,目前阴极电泳涂料已广泛应用于汽车、轻工、农机、家电、仪表、文教用品、工艺品、军工、建材等许多部门,并深受好评。
一.阴极电泳涂料的特点
与其他浸涂、喷涂水性烘烤漆相比,电泳涂料具有无可比拟的优越性。
可以归纳为以下几点:
(1)涂料利用率高,漆料损失小。
涂料的利用率可达90﹪~95﹪
(2)以水作溶剂,无有机物挥发,低污染,无火灾隐患,易洗净,工人的操作环境好。
(3)适宜于大规模生产的工业涂装线,实现涂装线的机械化、自动化,经济效益高。
(4)漆膜不溶于水,无流痕、不垂滴、不流挂。
(5)涂饰效果好,膜面光滑、涂层致密、富有金属光泽、膜厚均匀可控,湿膜含水量低。
特别是在被涂物外形复杂的情况下操作也一样简单、方便,所得涂层厚度均匀,防腐蚀性能优良且对金属基底无腐蚀。
二.低温固化阴极电泳涂料的研究现状
阴极电泳涂料的烘烤温度一般为170~180℃,对于高温下烘烤易变形的材料不适合,因此开始出现低温固化型阴极电泳涂料。
它不但能减少能量消耗、降低成本、减少环境污染,而且可以减少漆膜因烘烤而变色,从而提高涂膜质量。
低温固化型阴极电泳涂料适用于橡胶塑料材质的零部件、汽车用钢板、铸件等。
这类涂料的技术关键是寻求新型交联剂或改进固化方式,同时还要解决低温固化和槽液稳定性的矛盾。
针对新型交联剂可以采取引入多官能团固化剂、开发低温分解的特殊封闭剂,目前国外已经推出150℃固化的阴极电泳涂料,如PPG 公司的ED6,国内对这方面的研究还不是很成熟。
三.实验部分
1)全封闭甲苯二异氰酸酯的合成
在500ml的三口烧瓶中加入TDI和适量催化剂(10%二丁基二月桂酸锡的乙二醇单丁醚溶液),通N2保护,恒温水浴升温至40℃,保温搅拌0.5小时;用分液漏斗加入适量乙二醇单丁醚,升温至70℃,保温搅拌2小时,测定-NCO基含量达标,得到半封闭的TDI。
半封闭的TDI降至室温,加适量封闭剂甲乙酮肟,滴完后升温至40℃,保温搅拌5小时,利用红外检测到-NCO完全封闭,得全封闭的TDI。
(2)环氧基料树脂的合成
在三口烧瓶中加入环氧树脂E-20和乙二醇单丁醚升温至90℃,保温搅拌1.5小时,使树脂完全溶解。
降温至80℃,加入二乙醇胺,升温至90℃,保温搅拌2小时。
降温至80℃,加入聚酰胺树脂,90℃反应2小时。
降温至50℃,加入全封闭的TDI,搅拌1小时。
加入冰醋酸,搅拌0.5小时,得环氧型基料树脂。
(3)阴极电泳涂料的制备
将基料树脂、钛白、滑石粉、乳化剂加入球磨机中研磨2h,再加蒸馏水使其固含量为18 %左右,pH值为5.8-6。
选用低碳不锈钢板作为阳极,处理过的马口铁板为阴极,挂好阳极板和阴极工件,调整阴、阳极板使其基本平行。
然后开始接通电路,定时2min,电压120V。
四.性能测试
采用红外光谱仪测得异氰酸酯已经完全封闭,并对漆膜的附着力、硬度、耐冲击性、耐盐水性进行综合测试,各项测试均符合标准,制得的漆膜在150℃的烘烤温度下各项性能良好,达到本实验制备低温固化阴极电泳涂料基料树脂的要求。