整机装配工艺流程卡精编版
总装装配及调整工艺卡
安装工
编制
校对
审核
批准
第7页
日期
日期
日期
日期
共8页
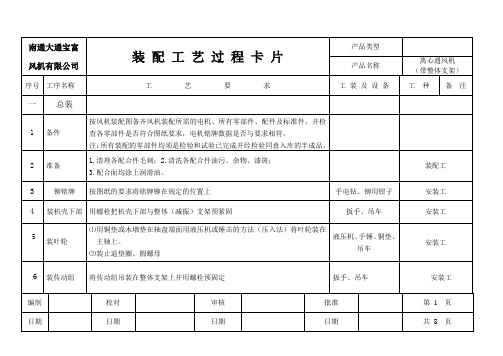
南通大通宝富风机有限公司
装配工艺过程卡片
产品类型
产品名称
离心通风机
(带整体支架)
序号
工序名称
工艺要求
工装及设备
工种
备注
二
检 验
按图纸技术条件及有关标准规定的要求检验
检验员
三
运 转
(1)如带减振器,将减振器以风机基础平面图的位置将其放置在风机整体与试车台之间,若各减振器的变形量不相等时,可以适当移动减振器的位置,以使其变形量相等。清除机内杂物用手搬动叶轮检查是否有擦壳,连接部分是否牢固,保证在无异常现象后方可试运转,并按图纸上技术要求进行。
⑵装止退垫圈、圆螺母
液压机、手锤、铜垫、吊车
安装工
6
装传动组
将传动组吊装在整体支架上并用螺栓预固定
扳手、吊车
安装工
编制
校对
审核
批准
第1页
日期
日期
日期
日期
共8页
南通大通宝富风机有限公司
装配工艺过程卡片
产品类型
产品名称
离心通风机
(带整体支架)
序号
工序名称
工艺要求
工装及设备
工种
备注
7
校正校平
1)校正可用大平尺按中心线量取平行线进行检查,若偏斜可用撬杠拨正。
(2)如不带减振器,将风机整体置于试车台上压紧,清除机内杂物用手搬动叶轮检查是否有擦壳,连接部分是否牢固,保证在无异常现象后方可试运转。
(3)按QP/NFJ(Q)8.2.4-03《组件、成品装配、油漆、包装检验技术规范》的有关规定执行。
整机装配工艺流程卡

整机装配工艺流程卡
一、总体目标
二、流程步骤
1. 前期准备:检查机器设备,核实所有零部件的数量及其状态,确定制造所需的材料;
2. 检查零件:根据零件图样及规格,检查所有零件是否符合要求,并检查连接件的状态;
3. 装配零件:将零件装配到机器上,并根据工艺图规定的标准进行组装,要求安装质量达到设计要求;
4. 检查安装:检查安装的零件是否符合要求,如果有不符合要求的,应及时更换;
5. 调试测试:组装好的机器装配完毕后,应进行调试测试,检查每一个子系统和总体系统的功能及性能是否符合要求;
6. 完善报告:完成测试合格后,应形成完整的报告,清楚地记录装配工艺的所有细节;
7. 存储维护:机器装配完成后,应根据具体情况将装配信息存储于记录,以便日后维护及保养。
三、再检查
1. 总结检查:在装配结束后,应仔细检查机器组装是否有问题,及时发现问题,提出解决方案;
2. 质量检测:检查机器装配是否符合要求,根据相关标准,要求质量符合要求。
发动机总装工艺过程卡片
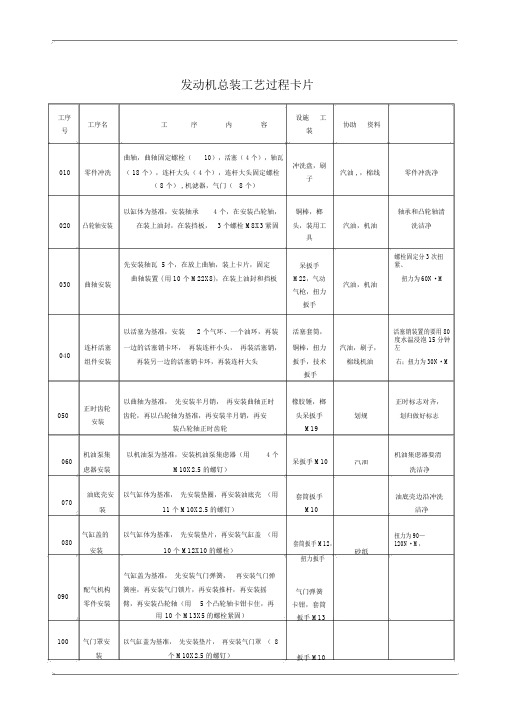
发动机总装工艺过程卡片工序工序名工序内容设施工协助资料号装曲轴,曲轴固定螺栓(10),活塞( 4 个),轴瓦冲洗盘,刷010 零件冲洗( 18 个),连杆大头( 4 个),连杆大头固定螺栓汽油 , ,棉线零件冲洗净子( 8 个) , 机滤器,气门(8 个)以缸体为基准,安装轴承 4 个,在安装凸轮轴,铜棒,榔轴承和凸轮轴清020 凸轮轴安装在装上油封,在装挡板, 3 个螺栓 M8X3紧固头,装用工汽油,机油洗洁净具先安装轴瓦 5 个,在放上曲轴,装上卡片,固定呆扳手螺栓固定分3 次扭紧、030 曲轴安装曲轴装置 ( 用 10 个 M22X8),在装上油封和挡板M22,气动汽油,机油扭力为60N·M气枪,扭力扳手以活塞为基准,安装 2 个气环、一个油环,再装活塞套筒,活塞销装置的要用 80040 连杆活塞一边的活塞销卡环,再装连杆小头,再装活塞销,铜棒,扭力汽油,刷子,度水温浸泡15分钟左组件安装再装另一边的活塞销卡环,再装连杆大头扳手,技术棉线机油右;扭力为30N·M扳手以曲轴为基准,先安装半月销,再安装曲轴正时正时齿轮050齿轮,再以凸轮轴为基准,再安装半月销,再安安装装凸轮轴正时齿轮机油泵集以机油泵为基准,安装机油泵集虑器(用 4 个060M10X2.5 的螺钉)虑器安装油底壳安以气缸体为基准,先安装垫圈,再安装油底壳(用07011 个 M10X2.5 的螺钉)装气缸盖的以气缸体为基准,先安装垫片,再安装气缸盖(用08010 个 M12X10的螺栓)安装气缸盖为基准,先安装气门弹簧,再安装气门弹配气机构簧座,再安装气门锁片,再安装推杆,再安装摇090零件安装臂,再安装凸轮轴(用 5 个凸轮轴卡钳卡住,再用10 个 M13X5的螺栓紧固)100气门罩安以气缸盖为基准,先安装垫片,再安装气门罩(8 装个 M10X2.5 的螺钉)橡胶锤,榔正时标志对齐,头呆扳手划规划归做好标志M19呆扳手 M10机油集虑器要清汽油洗洁净套筒扳手油底壳边沿冲洗M10洁净套筒扳手M12,扭力为90—120N·M,扭力扳手砂纸气门弹簧卡钳,套筒扳手 M13扳手 M10排气支,10 个的套以气缸体为基准,先安装垫片,再安装排气支管110管的安筒扳手(用 4 个 M10X5和 4 个 M10X8的螺栓)装进气支10 个的套以气缸体为基准,先安装垫片,再安装进气支管120管的安(用 8 个 M10X5的螺栓)筒扳手装- 带轮发动机皮带安装附件部安装发电机——水泵——油泵控制器——扳手130 要调理,张紧轮件安装——张紧轮——皮带——电扇——发动机支架M14,M17需要调整产品名称产品代号零件名称零件代号工艺过程编号装置工序卡片设施和工艺装置名称型号编号装置件明细表工工步内容工作业标准工具辅料序名称数步时1 缸体 12 活塞 13 气环 1 14 气环 2 15 活塞销 16 连杆 17 连杆固定螺 2栓8 连杆大头 19 轴瓦 1 110 曲轴 111 轴盖 112 轴瓦 2 113 螺母 2产品名称产品代号零件名称零件代号工艺过程编号装置工序卡片设施和工艺装置名称型号编号装置件明细表工步工步内容工作业标准工具辅料号时序代数目号号(个)123456789101112131415。
装配工艺过程卡

GS16a 装配工艺过程卡片 产品名称 金龙卡控水器 名称 装配准备1,2产品型号 QYKS-1SGA 图号3XZX2.301.129GZP装入件及辅助材料工作地 工 序号 工 种工序(步)内容及要求设 备 及 工 装 工时 定额 序号 代号、名称 、规格数量 1 阀门基表连线(5芯或6芯) 1 内容:2 通讯线XZX5.379.041 1 1. 取阀门基表连线插入橡胶环4.5内,通讯线插入橡胶环4.0内, 分别穿过内壳体中间位置相对应的两只圆孔,将带有端头的一端留在内壳体内,绕过内壳体的两个接线柱,用2个电线固定扣和螺钉紧固。
注意,在从螺钉固定处至连线端头一端预留12CM 左右线长,以保证足够的装配线长。
2. 用金属绑线将通讯线及阀门连线捆扎整齐.3 电线固定扣CC-1SS 24 螺钉PA3*8 25 金属绑线100mm 26 橡胶环4.0 17 橡胶环4.5 18 9要求:1:掌握生产节拍,不得延误生产。
2: 操作中不得造成外观划伤。
3:阀门基表连线根据计划任务所配的水表进行选配。
工艺定额:旧底图总号底图总号设计 3XZX2.301.129GZP审核日期 签名作地序号种工序(步)内容及要求及工装定额序号代号、名称、规格数量1 窗口镶件3XZX8.088.0101 内容: 烙铁1把2 外罩衬板3XZX8.077.01111.将窗口镶件1个按正确方向装配到外罩上相应的显示窗位置上,并用烙铁热熔铆接(共4处)。
2.将外罩衬板1个按正确方向装配到外罩上相应的读卡槽位置上,并用烙铁热熔铆接(共6处)。
3.将铭牌1个装配到外罩左上方的相应孔内,并将铭牌两个固定柱向内扳弯,与外罩贴牢。
4.将标牌粘到外罩上椭圆形凹槽内。
注意方向。
3 铭牌XZX8.807.170 14 标牌3XZX8.807.319 15 外罩3XZX8.074.025 167要求:1:掌握生产节拍,不得延误生产。
2: 操作中不得造成外观划伤。
装配工艺过程卡片
日期
标记
处数
更改文件号
签字
日期
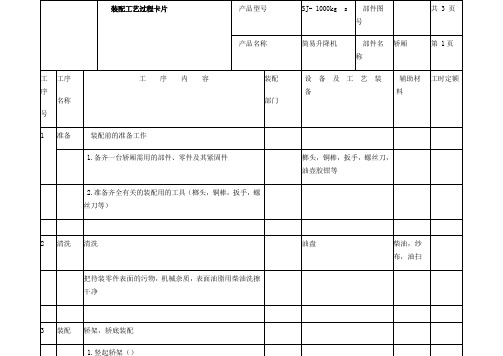
装配工艺过程卡片
产品型号
SJ-1000kgs
部件图号
共1页
产品名称
简易升降机
部件名称
轿架
第1页
工序
号
工序
名称
工序内容
装配
部门
设备及工艺装备
辅助材料
工时定额
一
准备
装配前的准备工作
10’
1.备齐一台轿底所需的零件及配件
2.准备齐全有关装配用的工具
活手板,钢卷尺
10’
5’
装配工艺过程卡片
产品型号
SJ-1000kgs
部件图号
共3页
产品名称
简易升降机
部件名称
轿厢
第1页
工序
号
工序
名称
工序内容
装配
部门
设备及工艺装备
辅助材料
工时定额
1
准备
装配前的准备工作
1.备齐一台轿厢需用的部件、零件及其紧固件
榔头,铜棒,扳手,螺丝刀,油壶胶钳等
2.准备齐全有关的装配用的工具(榔头,铜棒,扳手,螺丝刀等)
辅助材料
工时定额
四 轿顶护栏和拉杆转配
10’
1.安装轿顶护栏
2.安装拉杆
10’
3.检验
5’
15’
五 安全钳装配
六 门机和轿门试装
5’
1.在下梁上安装安全钳底座
1.安装门机和轿门
20’
2.在上梁上安装其安全钳的传动机构,并用拉条拉杆与
2.门机调试
安全钳底座连接
3.检验
3.检验
编制
审核
装配工艺过程卡片
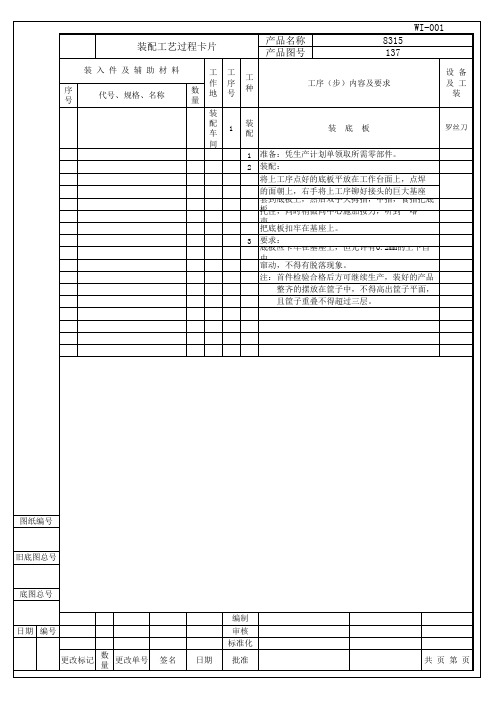
装 入 件 及 辅 助 材 料 序 号 代号、规格、名称 数 量 工 作 地 装 配 车 间 工 序 号 工 种
产品名称 产品图号
8315 137
工序(步)内容及要求 设 备 及 工 装
1 装配
装
底
板
பைடு நூலகம்
罗丝刀
1 准备:凭生产计划单领取所需零部件。 2 装配: 将上工序点好的底板平放在工作台面上,点焊 的面朝上,右手将上工序铆好接头的巨大基座 套到底板上,然后双手大拇指,中指,食指把底板 托住,同时稍微向中心施加按力,听到“喀”声, 把底板扣牢在基座上。 3 要求: 底板应卡牢在基座上,但允许有0.2mm的上下自由 窜动,不得有脱落现象。 注:首件检验合格后方可继续生产,装好的产品 整齐的摆放在筐子中,不得高出筐子平面, 且筐子重叠不得超过三层。
图纸编号
旧底图总号
底图总号 编制 审核 标准化 批准
日期 编号 更改标记 数量 更改单号 签名 日期
共 页 第 页
整机装配工艺流程卡

3、主板要轻拿轻放,注意检查主板上北桥芯片卡扣、无器件有无脱落,避免主板碰到机箱。
4、固定主板4颗M3*5圆头镙钉,注意检查定位柱是否正常;
物料:主板、CPU、内存条、CPU风扇
拟制:
年月日
工具:电动螺丝刀
批准:
2、固定孔位准确,固定牢固
3、固定光驱、软驱的电动改锥扭力为7~8KGF.CM
物料:软驱、光驱、音频线、M3*6螺钉
拟制
年月日
工具:电动螺丝刀
批准
年月日
整机装配工艺流程卡产品源自四通电脑工序硬盘安装
作业
工位
006
工时
人数
1
作业步骤:
1、从包装箱中取出拷贝好的硬盘,注意检查硬盘的外观、型号,贴好硬盘条码;
3、所有数据线、电源线不可碰到CPU风扇,确保不对风扇风道产生干扰。
物料:线扎
拟制
年月日
工具:剪刀
批准
年月日
整机装配工艺流程卡
产品
四通电脑
工序
点胶工位
作业
工位
009
工时
人数
1
作业步骤:
1、对连接主板电源线、复位线、灯线、音频线、USB线、
硬盘灯线处点胶
检查要求:
1、点胶牢靠、胶量适中
物料:胶棒
拟制
年月日
年月日
整机装配工艺流程卡
产品
四通电脑
工序
电源安装
作业
工位
004
工时
人数
1
作业步骤:
1、从包装箱中取出电源,去除包装袋和橡皮筋,摇晃电源有无异物,检查型号及电源标识;
装配工艺过程卡和工序卡
共2页
产品名称
注塑模
部件名称
动模板
第2页
车间
装配
装配部分
动模板、型芯1、型芯2、导柱
工序号
20
工序名称
装配动模板
1-M8 22螺栓2-型芯13-动模板4-导柱5-型芯2
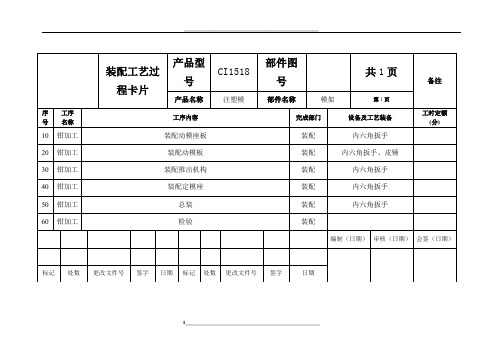
装配工艺卡片
产品型号
CI1518
部件图号
J30-1
共2页
产品名称
注塑模
部件名称
推出机构
第1页
车间
装配
装配部分
推杆固定板、推板、推杆、拉料杆、复位杆
装配工艺附图
产品型号
CI1518
部件图号
J50-1
共2页
产品名称
注塑模
部件名称
模架
第2页
车间
总装
装配部分
定模座、动模板、推出机构、动模座
工序号
50
工序名称
总装模架
工序号
30
工序名称
装配推出机构
工
序
号
工步内容
工艺装备及辅助材料
作业
时间
准备
时间
名称规格或编号
名称规格或编号
31
清理、去毛刺
棉纱、机油、锯条
32
找正
33
将6根φ6的推杆,1根拉料杆放入动模板上相应的推杆孔内。
(保证推杆、拉料杆与推杆固定板的垂直度,垂直精度为0.02)
34
将4根复位杆放入推杆固定板上的4个相应的孔。(保证复位杆与推杆固定板的垂直度,垂直精度为0.02,复位杆与推杆固定板为φ12F7/h6过渡配合)
装配工艺过程卡片
产品型号
CI1518
部件图号
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
整机装配工艺流程卡精
编版
MQS system office room 【MQS16H-TTMS2A-MQSS8Q8-MQSH16898】
整机装配工艺流程卡
整机装配工艺流程卡
整机装配工艺流程卡
整机装配工艺流程卡
整机装配工艺流程卡
整机装配工艺流程卡
整机装配工艺流程卡
整机装配工艺流程卡
整机装配工艺流程卡
整机装配工艺流程卡
整机装配工艺流程卡
整机装配工艺流程卡
整机装配工艺流程卡
整机装配工艺流程卡
整机装配工艺流程卡
整机装配工艺流程卡
整机装配工艺流程卡
整机装配工艺流程卡
整机装配工艺流程卡。