金属硬密封球阀制造工艺
法兰连接金属硬密封球阀简介、设计及施工安装要点
法兰连接金属硬密封球阀简介、设计及施工安装要点法兰连接金属硬密封球阀,金属硬密封球阀产品结构特点经过特殊处理的球体与阀座,特别适用于高温度及含各种粉尘与固体颗粒的介质。
1、采用特别设计的补偿性可动金属阀座结构,密封可靠。
2、本系列球阀应按规定流向使用。
3、本系列球阀可配多种驱动装置。
随着现代机械加工工艺和新材料的不断发展,球阀已不仅仅用在输送水、压缩空气等低温介质以及对密封性能要求较低的管道上,在石油化工、冶金、电力等行业中,钢制球阀已被广泛应用在工艺条件要求苛刻、介质比较特殊的工业装置上。
尤其是金属硬密封球阀已被越来越多的人们所熟知和青睐。
阀门供应网的金属硬密封球阀为金属密封结构,密封形式为金属对金属密封。
应用范围:气动金属密封球阀广泛应用于化工,石油,轻纺,电力,食品制药,制冷,航空,航天,造纸等工业领域,Class150~1500、PN1.6~16.0MPa,工作温度-29℃~425℃(碳钢)或-40℃~550℃(不锈钢),不仅能控制气体,液体和蒸汽介质.也适用于控制污水和含有纤维的本质。
选用不同的材质,可分别适用于水、蒸汽、油品、硝酸、醋酸、氧化性介质、尿素等介质。
金属密封球阀的(DN15~200mm)中小口径采用浮动球结构,(DN125~500mm)大中口径采用固定球结构。
阀体材料:WCB、CF8、CF3、CF8M、CF3M、ZG1Cr18Ni9Ti、ZG1Cr18Ni12Mo2Ti连接形式:法兰、焊接驱动方式:手动、蜗轮蜗杆传动、气动、电动结构特点:1、流体阻力小、球阀是所有阀门中流体阻力最小的一种,即使是缩径球阀,其流体阻力也相当小。
2、止推轴承减小阀杆磨擦力矩,可使阀杆长期操作平稳灵活。
3、阀座密封性能好,采用聚四氟乙烯等弹性材料制成的密封圈,结构易于密封,而且球阀的阀封能力随着介质压力的增高而增大。
4、阀杆密封可靠,由于阀杆只作彷转动运而不做升降运动,阀杆的填料密封不易破坏5、由于聚四氟乙烯等材料具有良好的自润滑性,与球体的磨擦损失小,故球阀的使用寿命长。
金属硬密封球阀密封面硬化处理技术简述

金属硬密封球阀密封面硬化处理技术简述一、概述在火力发电厂、石油化工系统、煤化工领域的高粘性流体、带粉尘及固体颗粒状的混合流体、强腐蚀的流体等介质中,球阀需要选用金属硬密封的球阀,所以选用合适的金属硬密封球阀阀球和阀座的硬化工艺是十分重要的。
二、常用的硬化工艺主要有以下几种:(1)球体表面堆焊硬质合金,硬度可达30HRC以上,球体表面堆焊硬质合金工艺复杂,生产效率低,且大面积堆焊易使零件产生变形,目前对球体表面硬化的工艺使用较少。
(2)球体表面镀硬铬,硬度可达40~55HRC,厚度0.07~0.10mm,镀铬层硬度高、耐磨、耐蚀并能长期保持表面光亮,工艺相对简单,成本较低。
但硬铬镀层的硬度在温度升高时会因其内应力的释放而迅速降低,其工作温度不能高于427℃。
另外镀铬层结合力低,镀层易发生脱落。
(3)球体表面采用等离子氮化,表面硬度可达50~55HRC,氮化层厚度0.20~0.40mm,等离子氮化处理硬化工艺由于耐腐蚀性较差,不能在化工强腐蚀等领域使用。
(4)球体表面超音速喷涂(HVOF)工艺,硬度最高可达60~70HRC,集合强度高,厚度0.3~0.4mm,超音速喷涂是球体表面硬化主要工艺手段。
在火力发电厂、石油化工系统、煤化工领域的高粘性流体;带粉尘及固体颗粒状的混合流体、强腐蚀的流体介质中大部分使用该硬化工艺。
超音速喷涂工艺是氧燃料燃烧产生高速气流加速粉末粒子撞击工件表面,形成致密表面涂层的一种工艺方法。
在撞击过程中,由于粒子的速度较快(500~750m/s)且粒子温度较低(-3000℃),因此撞击工件表面后,可以获得高结合强度、低空隙率、低氧化物含量的涂层。
HVOF的特点是合金粉末粒子速度超过音速,甚至是音速的2~3倍,气流速度是音速的4倍。
HVOF是一种新的加工工艺,喷涂厚度0.3~0.4mm,涂层与工件之间是机械结合,结合强度高(77MPa),涂层孔隙率低(<1%)。
该工艺对工件加热温度低(<93℃),工件不变形,可进行冷喷涂。
硬密封球阀阀座加工工艺

硬密封球阀阀座加工工艺
硬密封球阀是一种由硬密封球阀阀座、阀杆、阀瓣、压紧圈和止回销等部件组成的球阀,它主要用于关断、调节和分级控制流体。
硬密封球阀优点是其结构简单、操作可靠。
与金属密封球阀相比,其开闭时间短、安装空间小、控制精度高等显著优势。
但由于硬密封球阀是由大量不同材料加工而成,其加工工艺复杂,也是硬密封球阀必须要求的限制因素。
因此,正确的硬密封球阀阀座加工工艺,对于保证硬密封球阀的正常使用和有效性性能,具有至关重要的作用。
高品质的硬密封球阀阀座加工工艺,主要包括以下三个方面:(1)阀座加工。
阀座的加工主要是用来阀座的制造,采用了最先进的CNC数控机床,并采用多段加工技术,进行精加工,以保证阀座的成型精度,提高阀座使用寿命。
(2)阀杆加工。
阀杆加工是采用精确的车床加工进行加工,确保阀杆外锥度、螺纹、侧面面积,从而确保正常工作时硬密封球阀的性能特性。
(3)阀瓣加工。
阀瓣加工工艺主要是采用凸轮床和平面磨床加工,有效的确保阀瓣的表面平整度,以提高其磨损性能。
硬密封球阀阀座加工工艺的优势,主要在于它可以减少加工过程中材料塑性变形,提高产品加工精度,改善产品结构及使用寿命,减少制造成本,缩短物料周转时间,并实现轮换利用,从而使产品质量得以提高。
总之,硬密封球阀的阀座加工工艺的正确实施,无疑是保证硬密
封球阀的正常使用和有效性能的关键,也是硬密封球阀的成功实施的基础。
因此,在进行硬密封球阀的加工时,必须正确实施各个环节的工艺,并确保达到加工要求,使其达到最佳状态。
硬密封球阀球体工艺流程
硬密封球阀球体工艺流程英文回答:The manufacturing process of a hard-sealed ball valve involves several steps to ensure the quality and functionality of the valve. Here, I will walk you through the process in detail.1. Material Preparation: The first step is to prepare the materials required for the ball valve. This typically involves selecting a suitable metal alloy for the valve body and ball, such as stainless steel or carbon steel. The materials are then cut and shaped into the desired sizes.2. Machining: Once the materials are prepared, machining processes are carried out to create the necessary features on the valve body and ball. This includes drilling holes for the inlet and outlet ports, as well as machining the ball to achieve the desired shape and dimensions.3. Welding: In some cases, the valve body and ball may need to be welded together. This is done using specialized welding techniques to ensure a strong and leak-proof joint. The welded parts are then carefully inspected for any defects.4. Surface Treatment: After the machining and welding processes, the valve body and ball undergo surface treatment to enhance their corrosion resistance and improve their appearance. This may involve processes such as polishing, plating, or coating.5. Assembly: Once all the individual components are ready, they are assembled together to create the complete ball valve. This includes attaching the valve stem, handle or actuator, and any necessary seals or gaskets. The assembly is done with precision to ensure smooth operation and proper sealing.6. Testing: Before the ball valves are ready for use, they undergo rigorous testing to ensure their performance and reliability. This includes pressure testing to checkfor leaks, as well as functional testing to ensure smooth operation and proper sealing.7. Packaging and Shipping: Finally, the finished ball valves are packaged and prepared for shipping to the customers. They are carefully packed to prevent any damage during transportation.中文回答:硬密封球阀的制造过程包括多个步骤,以确保阀门的质量和功能。
阀里面的球生产工艺
阀里面的球生产工艺
阀门是工业领域中重要的流体控制装置之一,球阀作为阀门的一种,具有开启、关闭快速、密封性好等优点,被广泛应用于石油、化工、冶金、制药等行业。
球阀的关键部件是阀内球体,球体的制造工艺直接影响到球阀的品质和性能。
一般来说,球阀的球体包括两种材料:金属球体和塑料球体。
金属球体的生产工艺主要分为铸造、锻造和球体焊接三种。
其中,铸造法是球体生产中主要工艺之一,一般采用砂型铸造或精密铸造,可以制造出各种规格、形状、压力等级的球体。
锻造法则是通过金属材料的加热、变形和冷却等工艺加工而成,相比于铸造法,锻造法的球体密度更高,抗拉强度和冲击韧性更好。
球体焊接法是将两个半球体焊接在一起形成整个球体,适用于小型和低压球阀。
塑料球体的制造工艺主要包括注塑法、挤出法和吹塑法。
注塑法是将塑料颗粒加热熔融后注入模具中成型,可以制造出各种颜色、形状和大小的球体;挤出法是将塑料颗粒通过挤出机挤压成型,适用于生产较长的球体;吹塑法则是将塑料颗粒加热后通过空气吹成球体,可以制造出较大尺寸的球体。
总体来说,球阀的球体生产工艺因材料、形状、尺寸和压力等级不同而异,但无论采用何种工艺,都要严格按照相关标准和规范进行制造和检验,以确保球阀的品质和安全性。
- 1 -。
金属硬密封耐磨球阀的设计、制造与工艺

1
2
采用上下支承轴定位球体的结构设计
球体采用上下支承轴定位的结构设计,上下支承轴与阀体静配合,不会产生支承轴的倾斜,阀杆设置在上支承轴内部,介质对球体的推力由上下支撑轴承受,阀杆仅仅传递启闭阀门的扭矩,因此可以大大减少阀杆的扭矩。
02
采用上下支承轴定位球体的结构设计
01
3.4、高温工况的结构设计
典型的超音速喷涂设备(HVOF)
典型的超音速喷涂系统
球体的超音速喷涂
超音速火焰喷涂技术(HVOF)
考虑到超音速喷涂的结合力以及喷涂的成本,喷涂层的厚度通常控制在0.3mm左右,为了确保涂层的均匀性,球体喷涂前的圆度以及喷涂的均匀性非常重要,一般需要通过研磨以保证球体喷涂前的圆度,采用电脑控制的机械手对喷枪进行控制能够确保涂层的均匀性,而采用人工控制喷枪的方法则很难保证涂层的均匀性。
采用上下阀轴直接定位球体的结构设计
采用上下阀轴直接定位球体的结构设计
采用上下阀轴直接定位球体,该结构设计尽管简单,但是由于阀轴既要承受管道中的介质推力,又要承受启闭球阀的扭矩,因此,阀门的启闭扭矩较大。另一方面,由于阀轴与阀体为动配合,有一定的配合间隙,阀门关闭时介质作用在球体上的巨大推力必然会使阀轴产生一定的倾斜,从而导致阀门启闭时扭矩的增大,另一方面,阀轴的倾斜还容易引起阀轴部位的介质泄漏。
镍基合金热喷涂技术
镍基合金热喷涂是目前在金属硬密封球阀上成功应用的一种密封面硬化方法,镍基合金耐磨、耐腐蚀、耐温等,其综合性能优良,根据我们的实践,镍基合金适用于灰水、黑水、煤浆、煤渣等多种工况介质。
镍基合金热喷涂技术
镍基合金是一种自溶合金,主要成分包括镍、铬、硼、硅,其中镍是主要成分,也是耐磨材料与基体材料的粘合剂,根据配比成分的不同,可以获得不同的硬度,金属硬密封球阀一般采用HRC55~64的硬度。通过对基体材料及镍基合金材料的高温加热,能够使基体与密封面耐磨材料达到冶金结合,因此,镍基合金热喷涂具有结合强度高的特点。与超音速火焰喷涂相比,镍基合金热喷涂的另一个优点是涂层的厚度较大,一般为0.5~1.0mm。
硬密封固定球阀结构及工作原理
硬密封固定球阀结构及工作原理一. 概述流体的最佳运输方式是管线运输。
硬密封球阀相对于软密封球阀除了具有流体阻力小、开关迅速方便、密封性好、寿命长、可靠性高、易于配电动、气动装置等特点外,还可适应更宽范围的温度和流体介质领域,因此被广泛应用在管线运输当中。
硬密封球阀的球体和阀座均是用金属材料制造,金属与金属材料组成的密封副,通常被称为硬密封。
二.用途硬密封球阀主要用于石油、天然气以及化学工业的管路中,相对于软密封球阀,硬密封球阀主要用在以下两种工况:①高温场合(石墨填料密封结构);②常温,但是管路中为粉末或颗粒状介质(O形圈密封结构)。
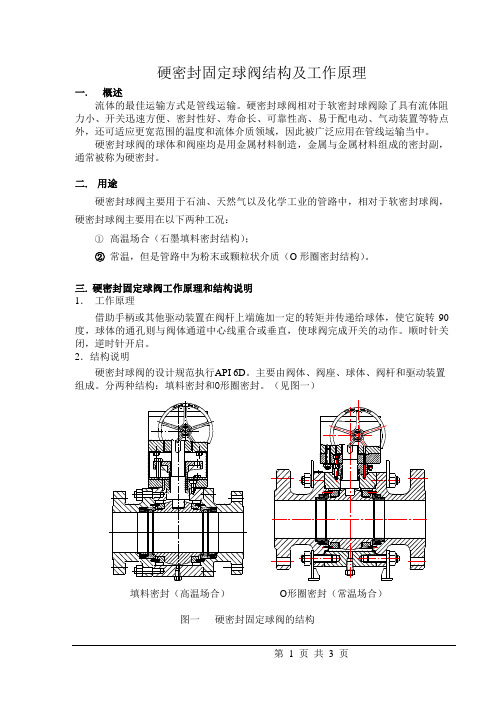
三.硬密封固定球阀工作原理和结构说明1.工作原理借助手柄或其他驱动装置在阀杆上端施加一定的转矩并传递给球体,使它旋转90度,球体的通孔则与阀体通道中心线重合或垂直,使球阀完成开关的动作。
顺时针关闭,逆时针开启。
2.结构说明硬密封球阀的设计规范执行API 6D。
主要由阀体、阀座、球体、阀杆和驱动装置组成。
分两种结构:填料密封和O形圈密封。
(见图一)填料密封(高温场合)O形圈密封(常温场合)图一硬密封固定球阀的结构①>100℃的场合,使用填料密封结构。
球体与阀座采用硬密封。
阀座静压面与阀杆处均采用石墨填料密封。
取消阀杆与压盖法兰之间、球体与支撑板之间的推力垫。
压盖法兰与支撑板渗氮。
(该结构不受使用温度的限制,一般可使用到500℃左右);②≤100℃的场合,使用O形圈密封结构。
与常规固定球阀结构大体相同(阀座与阀杆处需要有注油装置),阀座静压面与阀杆处均采用O形圈密封,只是球体与阀座处采用硬密封。
阀杆与压盖法兰之间、支撑板与球体之间用纯PTFE推力垫。
下面对填料密封的硬密封固定球阀的结构做一下具体介绍:(1)密封结构采用弹性阀座,沿阀门通道横截面圆周布置一组弹簧,始终保持阀座压紧球体而达到预紧状态。
阀座当其流体压力很底时,借弹簧的推力;而当流体压力较高时,借助流体压力在阀座上所产生的不平衡力保证密封。
硬密封球阀制造工艺

硬密封球阀制造工艺好的,以下是为您生成的一篇关于“【硬密封球阀制造工艺】”的文章:---# 【硬密封球阀制造工艺】一、硬密封球阀的历史其实啊,球阀这玩意儿可不是什么新鲜发明。
球阀的历史可以追溯到很久很久以前,但是硬密封球阀的出现相对较晚。
早期的球阀大多采用软密封材料,在一些特殊的工况下,比如高温、高压、强腐蚀性介质等环境中,软密封球阀就有点力不从心了。
随着工业技术的不断发展,对阀门的性能要求越来越高,硬密封球阀应运而生。
它的出现,说白了就是为了解决那些软密封球阀搞不定的难题,让工业生产能够更加高效、稳定地进行。
比如说,在石油化工行业,介质的温度和压力都很高,普通的软密封球阀很容易就损坏了,这时候硬密封球阀就派上了用场。
二、硬密封球阀的制作过程# 1. 设计与选材要制造一个好的硬密封球阀,第一步当然是设计和选材啦。
这就好比你要盖一座房子,得先有个好的设计图纸,然后选好建筑材料。
设计的时候,工程师们得考虑球阀的使用环境、压力等级、温度范围等因素。
比如说,如果是用在高温环境下,就得选择能够耐高温的材料;如果是用在高压环境下,材料就得有足够的强度。
选材方面,常用的硬密封材料有金属材料,如不锈钢、硬质合金等。
这些材料可都不简单,它们有着出色的耐磨性、耐腐蚀性和耐高温性能。
# 2. 零部件加工选好了材料,接下来就是加工零部件啦。
这就像是在打造一件精美的艺术品,每个零部件都得精雕细琢。
首先是球体和阀座的加工。
球体一般要经过车削、磨削等工艺,使其表面达到很高的精度和光洁度。
阀座也不例外,同样需要经过精密加工,以确保与球体的配合精度。
然后是阀杆、阀体等其他零部件的加工。
这些零部件的加工精度也直接影响着球阀的性能和密封效果。
# 3. 装配与调试零部件加工好了,接下来就是装配和调试。
这就好比把一堆零件组装成一辆汽车,而且还得保证这辆汽车能跑得又快又稳。
在装配过程中,要确保各个零部件的安装位置准确无误,密封件的安装要恰到好处。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
定义 (2)
球体的圆度控制 (2)
几种表面硬化处理工艺比较 (2)
密封面配对材料的选择 (3)
金属硬密封球阀球体的典型工艺过程 (7)
金属硬密封球阀工艺过程中应该注意的问题 (7)
硬化表面的加工 (8)
定义
金属硬密封球阀的制造工艺,主要分阀体和零部件的机加工工艺,球体的圆度控制工艺以及球体和阀座表面的樱花工艺。
金属硬密封球阀的阀体和零部件的机加工工艺,虽因各制造厂结构设计的不同稍有区别,单答题和通用阀门的机加工工艺相同。
本文内容重点介绍球体的圆度控制工艺以及躯体和阀座表面硬化工艺。
球体的圆度控制
对于金属硬密封球阀,球体的圆度直接关系到阀门的密封性能。
通常球体在球面车床精车后应预留一定的磨削余量,经数控球面磨床磨削后进行表面处理。
表面处理后再进行数控球阀磨床精磨,然后再采用特制的球体研磨设备进行球面精密研磨。
研磨后的圆度采用三坐标测量仪检测,控制圆度误差在0.02-0.03mm以内。
几种表面硬化处理工艺比较
由于金属硬密封球阀通常都应用在一些恶劣工况,如高温,高压且含有大量固体颗粒物的煤液化装置等。
同事,介质的腐蚀性也不尽相同,因此,金属硬密封球阀的阀体和阀座表面应根据具体工况采用不同的表面处理工艺。
尤其是抗硬固体颗粒介质的冲刷和磨损,以及腐蚀性介质的耐蚀表面,制备工艺较为复杂。
要全面提高密封面表面的埋没、耐蚀等性能,单靠改变基体材料的
硬度和组织显然是不够的,因此需要对密封面采取不同的硬化手段。
一般有表面热处理和化学处理两种方式。
对于不同的处理方法,最后得到的密封面材料金组织不同,能够达到的硬度不同,耐磨性能也是不仅相同的。
表1-1是几种常用的典型硬化方式的简单介绍和比较。
密封面配对材料的选择
密封面配对香料的选择,是金属密封球阀制造工艺的关键环节。
密封面配对材料的选择直接关系到阀门的性能、使用寿命、操作扭矩的大小。
因此,选择合适的密封面配对材料就非常重。
表1-1金属硬密封球阀的球体和阀座表面硬化处理工艺
工艺方法特点
表面化学沉积法(电镀硬铬、化学镀镍等)镀层薄,一般厚度为0.05-0.76mm,结合力差,长期使用后镀层磨损快且容易脱落,寿命不唱,工艺复杂,对于不规则零件难度更高,对环境污染严重,已逐渐淘汰
表面硬化热处理,渗氮处理等硬化层厚度较薄,热处理过程中
球体易表型,抗
热喷涂镍基合金涂层厚度较厚,永昌能达到
0.5-1.0mm,涂层结构力高,镍基
合金耐高温、耐磨毛腐蚀等综合
性能优良,能适用灰浆、煤粉、
灰渣等工况,自溶性好,并可以
通过改变配比获得不同的硬度
(通常采用54-65HRC的硬度,求
图硬度应高出阀座表面5HRV做
哟,形成硬度差),单镍基合金热
喷涂对基体材料和涅金合金材料
的加热温度要求严格
超音速火焰喷涂特曾厚度一般控制在0.3mm左
右,结合力稍低于热喷涂镍基合
金,通常为70-78mpa,硬度可高
达70HRC以上,涂层均与,空隙
率低,通常超音速火线喷涂的碳
化钨和碳化钨钴铬涂层能适用于
温度不超过540摄氏度的工况,
如采用碳化铬或者陶瓷喷涂材料
使用温度更高,根据工艺数据比
较分析,其耐磨性是镀铬的2.5倍
以上,而耐腐蚀性能与耐疲劳性
也同样由于其他硬化方式,因此
此硬化方式现在已被大多数用户
认可和采用,是目前最先进的阀门密封面硬化方式之一。
表面焊接法(司太立合金、镍基合金堆焊)工艺方法一般为等离子弧堆焊、氩弧焊等,主要采用stelite6或者stelite12,但是该焊层和工件间属于冶金结合,因稀释的缘故,对厚度要求很高,需要达到2mm以上,其性能才能充分体现,而且由于球体的特殊形状,很难实现在球面上的对焊工艺,因此主要应用在阀座和其他类型阀门的密封面上
激光熔覆合金喷焊涂层硬度高于镍基合金热喷涂,
球体热影响区小,单是涂层表面
粗糙,喷焊效率低
目前各种阀门常用密封面材料配对见表1-2.
表1-2常用密封面材料配对
序号
名称
配对材料硬度硬化层厚度/m 备注1球阀
不锈钢渗氮≤950HV ≤0.3适用于微腐蚀或者一般高温介质
工况阀座不锈钢堆钴基合金
≥45HRC ≥1.62球阀
氮化钢气体渗氮≤890HV ≤0.2适用于非腐蚀介质工况阀座不锈钢堆钴基合金
≥45HRC ≥1.6
3球阀不锈钢表面喷涂WC-Co ≥50HRC ≥0.3
适用于腐蚀性工况和一般颗粒介
质的工况阀座不锈钢喷涂钴基合金
≥45HRC ≥0.3
4球阀不锈钢表面喷涂镍基合金≥65HRC ≥0.3
适用于高温、颗粒硬度较高的介质
工况阀座不锈钢喷涂镍基合金
≥58HRC ≥0.3
5球阀不锈钢表面喷涂Cr-C ≥65HRC ≥0.3
适用于要求耐磨性非常高或者温
度很高的介质工
况阀座不锈钢表面喷涂Cr-C
≥58HRC ≥0.3
金属硬密封球阀球体的典型工艺过程
金属硬密封球阀球体的典型工艺过程,按结构方式的不同,浮动球和固定球的工艺路线稍有区别,
金属硬密封球阀工艺过程中应该注意的问题
首先确定好表面处理工艺,根据表面处理工艺方式确定机加工尺寸)例如要选择热喷涂镍基合金的表面处理工艺。
按最终涂层厚度0.5mm计,则应该在精车工序中将球体直径加工至图纸尺寸小0.5-0.6mm,再经过磨削工序精磨至比图纸尺寸小1.0mm后,进行热喷涂镍基合金,控制涂层厚度在0.6-0.7mm,然后磨床精磨留0.05-0.08mm余量进行精磨研磨,各工序欲裂余量应根据设备的制造精度和涂层质量适当调整。
在多晶硅、氧化铝等各种高冲刷磨损工况使用的金属硬密封球阀,除了必须对球体表面和阀座密封面进行硬化处理花,一般还要求对阀门内腔和留到进行耐磨处理,该工序应在阀体精加工后进行,一般有限选用超音速火焰喷涂的碳化钨涂层或者陶瓷涂层等。
喷涂中控制得当,可保证涂层厚度和均匀性。
喷涂后应严格检查各死角部位的涂层质量,尤其是中法兰连接部位的缝隙处,阀座与阀体的配合边缘,球体球面与流道孔过度的R角处应有足够的“包边”,避免基体材料裸露受到介质冲刷。
硬化表面的加工
由于金属密封球阀密封表面均采用超硬材料或者表面硬化处理,用普通道具无法加工,及时能加工其加工精度也不能满足要求,因此选择适合的道具加工就显得非常重要。
对喷焊硬质合金的球体、阀座加工选择立方氮化硼道具加工,对渗氮球、喷涂球采用金刚石砂轮磨削,这样既可以提高磨削效率又能保证零件的加工精度。
由于镍基合金的切削性能比较特殊,具有高韧性及好的好闻力学性能,加上硬度非常高,用普通道具很难加工,比较适合的方法是选用立方氮化硼刀具加工,它的硬度仅次于金刚石,但是人稳定高于金刚石,可耐1300-1500摄氏度高温,用于加工高温合金等难加工材料时候可以大大提高生产率。
生产批量较大时,对喷涂硬质合金的球应采用不同基材的金刚石砂轮粗磨、精磨;少量生产为了节约成本可直接采用一种规格的金刚石砂轮粗精磨,尤其对WC、Cr-C的加工采用金刚石刀具比较好的综合效果,用这样砂轮精磨后表面粗糙度可达Ra0.1-0.2μm。
球体精密研磨一般采用特制研磨机,其结果主要由安装夹球体的回转轴和研磨头组成。
研磨头的构成主要由与轴连接的定心法兰盘、弹簧浮动机构、磨条装夹盘和研磨条组成。
研磨条根据球体表面处理方式,可选用各种材质的油石砂条货人造金刚石材料制造,金属硬密封球阀阀座的机体材料应采用线胀系数接近于壳体材料的不锈钢材
料制造,密封面的樱花处理工艺除可选择表1-1的处理工艺外,还可以采用手工对焊或者等离子喷焊硬质合金。
对焊层最终厚度应大于等于1.6mm。
通常金属硬密封球阀阀座密封面,在特制磨球机上使用行星研磨原理与球体勇士进行精磨研磨,然后与球体进行一对一手工配研,用压痕法进行检验。