基于PLC的起重机控制系统的设计
基于PLC的龙门吊车控制系统设计
基于PLC的龙门吊车控制系统设计摘要:本文基于PLC技术设计了一种龙门式起重机控制系统,该系统能够实现机械手的精确定位、物体的精准吊取与放置、各种运动参数的控制等多种功能,具有实用性和可靠性。
关键词:PLC;龙门式起重机;定位控制;吊取放置;运动控制1.引言随着科技的不断发展,各种机械设备在工业和生产中得到广泛应用,其中龙门式起重机是工业生产中常见的一种设备。
传统的龙门式起重机需要手工操作,不仅效率低下,而且易发生事故。
因此,如何实现龙门式起重机的自动化控制,成为了一个热门的研究领域。
而PLC 作为一种先进的自动化控制技术,已经成为各种工业设备控制的首选技术。
本文基于PLC技术设计了一种龙门式起重机控制系统,能够实现龙门吊车机械手的精确定位、物体的精准吊取与放置、各种运动参数的控制等多种功能,提高了龙门式起重机的工作效率和安全性。
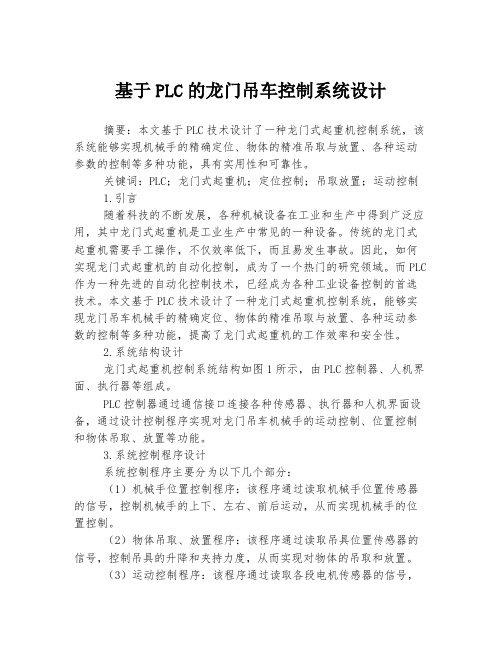
2.系统结构设计龙门式起重机控制系统结构如图1所示,由PLC控制器、人机界面、执行器等组成。
PLC控制器通过通信接口连接各种传感器、执行器和人机界面设备,通过设计控制程序实现对龙门吊车机械手的运动控制、位置控制和物体吊取、放置等功能。
3.系统控制程序设计系统控制程序主要分为以下几个部分:(1)机械手位置控制程序:该程序通过读取机械手位置传感器的信号,控制机械手的上下、左右、前后运动,从而实现机械手的位置控制。
(2)物体吊取、放置程序:该程序通过读取吊具位置传感器的信号,控制吊具的升降和夹持力度,从而实现对物体的吊取和放置。
(3)运动控制程序:该程序通过读取各段电机传感器的信号,控制电机的启停、转向和转速,实现龙门吊车的前行、后退、左右移动等各种运动。
(4)人机界面程序:该程序通过PLC控制器与人机界面设备进行通信,实现人机交互,包括输入指令、显示操作结果等。
4.系统实现系统实现需要通过PLC控制器进行程序编写,并通过调试和测试实现各种功能,具体步骤如下:(1)根据系统结构设计图进行硬件组装,包括PLC控制器、各种传感器和执行器,以及人机界面设备。
基于PLC的起重机控制系统设计

基于PLC的塔式起重机控制系统的设计摘要: 本文针对传统的由继电器接触器控制的塔式起重控制系统可靠性差、操纵复杂、故障率高、电能浪费大、效率低等缺点提出将可编程序控制器和变频器应用于其控制系统.在塔式起重机提升机构加上一套由旋转编码器、PG数模转换构成变频器闭环系统.结果表明:该系统使用方便,具有良好的动态调整性能,极大进步了系统的稳定性、可靠性.关键词:可编程序控制器;塔式起重机;稳定性1. 传统的塔式起重机的控制现状塔式起重机是我们建筑机械的关键设备,在建筑施工中起着重要作用,我们只用了五十年时间走完了国外发达国家上百年塔机发展的路程,如今已达到发达国家水平并跻身于当代国际市场.随着高层建筑发展,对施工机械提出了新的要求.于是,160TM附着式、45TM内爬式、120TM自升式等都由我国自己设计并制造;八十年代,国家建设突飞猛进,建筑用最大的250TM塔机也应运而生.进进九十年代,现代化进程不断加快,国内外市场对塔机要求越来越高,众多城市大型建筑、水利、电力、桥梁等不断增加,市场的要求加快了新产品开发的力度,先后有400TM、900TM水平臂和300TM动臂式塔机[1,、2].90年代开发生产的塔机产品技术性能均明显进步,起升机构采用三速电机驱动、涡流制动、电动换挡减速箱,变幅回转采用双速电机液力联轴节驱动,或采用变频调速,有多种速度,工作平稳生产效率高.安全装置齐全,动作灵敏可靠,装有防止误操纵和野蛮操纵装置,可杜尽安全事故[2].随着功率电子技术的发展,早在六十年代后期,国外就开始致力于晶闸管定子调压调速技术的开发研究.目前,该技术己进进了成熟稳定的发展应用阶段.可编程序控制器PLC引进到交流电气传动系统后[3,4],使传动系统性能发生了质的变化.在塔式起重机实现了抓斗的自动控制和故障诊断、检测显示等,达到了新的技术高度.由变频器构成的交流调速系统可取代直流调速系统,是随着计算机技术特别是大规模集成电路制造技术的不断发展的必然结果,符合起重机的发展趋势,适合发展大起重重量的起重机.2. 塔式起重机PLC控制系统原理本系统将塔式起重机控制系统由继电器控制改为PLC控制,四大机构调速均采用变频调速.塔式起重机控制系统的系统总框图如图1所示[5,8,9].塔式起重机的起升、变幅、回转、运行电动机都需要独立运行,整个系统由6台电动机和4台变频器传动,使用一台PLC加以控制.图1 系统总框图运行机构的起动时间应尽量符合实际需要,起动迅速而平稳;机构的电气制动方式必须着重考虑.对不同的工况,可选择自由制动方式与强制制动方式.在运行机构正常停止时,可选用自由停止方式,其停止时间可按实际生产中的运行情况设定,以尽量满足司机操纵塔式起重机的需要为主.为保证起升机构起动时具有足够大的起动转矩,可以通过设定机械制动器的打开时间、变频器的最低运行频率、运行电流之间的关系,以满足机构负载特性的要求.变频器内部参数的设定能保证机构具有良好的调速精度及起制动性能,由于起升机构电机需使用脉冲编码器作为速度反馈装置.通过丈量脉冲编码器的脉冲数,利用二者之差控制电机的速度,所以选择脉冲编码器及其安装时,应当考虑周全[6,7,10].3. 系统硬件设计电气控制系统原理图主要包括主电路和PLC外围接线图.1.主电路共有六台电机,同时带有风机冷却装置.2.PLC外围接线电路的I/O接线信号分别与表1中的I/O名称相对应.表1 S7-200 I/O分配表4. 系统软件设计根据塔式起重机控制电路的工作原理,绘制软件流程图如图2所示.图2 系统软件流程图在本系统中,PLC程序设计的主要任务是接受外部开关信号(按钮、联动控制台继电器)的输进,判定当前的系统状态以及输出信号往控制接触器等器件,以完成相应的控制任务。
基于PLC、变频器的桥式起重机控制系统的设计

桥式起重机俗称行车,是工矿企业应用非常广泛的起重机械。
传统的桥式起重机为了提高起动转矩,采用绕线式异步电动机拖动,通过鼓形凸轮控制器的操作来改变其转子所串电阻调速。
随着新技术和控制设备的发展,现在人们普遍采用变频器作为变频调速电源,用笼形异步电动机取代原来的绕线异步电动机,用PLC作为控制装置进行无触点控制。
从而改善了调速性能,增加了系统的可靠性。
本文通过一个实例分析变频器和PLC在系统中的具体应用。
1、桥式起重机拖动系统1.1 桥式起重机的运行机构1)大车拖动系统拖动整台起重机顺着车间方向左右移动(以司机的坐向为参考)2)小车拖动系统拖动吊钩及重物顺着桥架作前后运动。
3)吊钩拖动系统拖动重物作吊起或放下的上下运动。
大型起重机(超过10t)有两个起升机构:主起升机构(主钩)和副起升机构(副钩)。
通常主钩与副钩不能同时起吊重物。
1.2 负荷特点桥式起重机的拖动系统负载都属于恒转矩性质,且其起升机构为位能性负载,当起升机构起吊重物下降或者快速减速运行时,电动机处于再生发电制动状态。
需要将电能通过反馈装置反送给电网或消耗在制动电阻上,以防直流处的泵升电压影响制动效果。
1.3 控制要求1)起升机构要求起动转矩大,起动运行平稳。
能够实现正反转运行且要有超载、限位、限流等多种保护。
2)起升机构在启停过程中易出现“溜钩”问题。
由于制动器从抱紧到松开,以及从松开到抱紧的动作过程需要时间(约0.65),而电动机转矩的产生或消失,是在通电或断电瞬间就立刻反应的。
因此,制动器和电动机在动作的配合上极易出现问题。
如电动机已经通电,而制动器尚未松开,将导致电动机的严重过载;反之,如电动机已经断电,而制动器尚未抱紧,则重物必将下滑,即出现溜钩现象。
因此要有相应的防止措施。
起升机构中要有机械制动器。
起重用变频器具有零速全转矩功能(又称零伺服功能,即零速时电动机仍能输出150%的额定转矩,使重物停在空中),但是若重物停在空中时出现电源瞬间停电等情况,就会有重物下滑的危险。
基于PLC的塔式起重机控制系统设计浅谈

基于PLC的塔式起重机控制系统设计浅谈摘要:在众多工程建设当中,需要通过塔式起重机运输建筑材料,塔式起重机是非常重要的起重机械,也是施工中不可缺少的部分。
本文对基于PLC的塔式起重机控制系统进行了研究,分析了其软件和硬件设计。
关键词:塔式起重机;控制系统;设计1硬件设计1.1PLC选择根据实际输入输出信号可以了解到,该系统需要小型的PLC,通常会对整体式进行选择。
对于光洋系列PLC来说,其自身所具有的结构、体积适中,不仅要具有相对低廉的价格,还要具有扩展功能。
在PLC端点总数选择时,需要留有10%~20%的余量,在根据统计的输入、输出点数后,确定输入为38、输出为28。
最终根据多种设备型号的选择,确定选择光洋SH2-64R2作为本系统的PLC,这款PLC不仅价格相对便宜,其输入输出点的剩余还能够应用在扩展方面。
对于该PLC来说,其具有螺钉和标准导轨两种安装方式,根据具体需求,最终确定以导轨方式进行安装。
1.2接触器选择在接触器选择方面,主要在对电路当中额定电流进行考虑的基础上公司原有的接触器进行参考。
在实际选择当中,对施耐德国产D2系列交流接触器进行了选择,回转、变幅以及起升机构电路电流则根据电动机额定电流进行确定。
根据对相关资料的查阅发现,该起升机构电机最大额定电流57A,以此即可以选择LC1-D65接触器进行,即单个接触器、交流线圈、最大额定电流65A的接触器。
制动接触器方面,对LC1-D09进行了选择。
回转机构方面,其所具有的最大额定电流为15A,交流主接触为LC1-D25,使用了LC1-D09为制动接触器。
变幅机构方面,确定其最大的额定电流为7A。
主电路交流主接触器方,需要考虑结构的电流以及其余消耗,最终选择LC1-D80为电路交流主接触器,其具有80A的最大额定电流,能够满足系统方面的需求。
1.3短信模块选择在实际设计当中为了避免出现过期不缴纳租金或者野蛮操作的情况,需要一种工控PLC自动化、现场数据采集传送、专门应用在短信收发以及能够进行无线远程监控的设备进行应用。
PLC和变频器桥式起重机控制系统设计毕业设计

PLC和变频器桥式起重机控制系统设计毕业设计毕业设计题目:PLC和变频器桥式起重机控制系统设计摘要:本文以桥式起重机为研究对象,通过PLC和变频器控制系统设计,实现对桥式起重机的自动化控制。
首先,对桥式起重机的工作原理和结构进行了详细介绍;然后,分析了PLC和变频器在桥式起重机控制系统中的优势和应用;最后,进行了PLC和变频器桥式起重机控制系统设计。
关键词:桥式起重机;PLC;变频器;控制系统;自动化一、引言桥式起重机是一种非常常见的起重设备,广泛应用于工厂、码头、港口等场所。
它具有运载能力强、工作灵活、结构稳定等特点。
目前,为了提高桥式起重机的操作效率和安全性,许多企业将自动化控制引入到桥式起重机中。
二、桥式起重机的工作原理和结构桥式起重机一般由桥架、行车和起重机构等组成。
工作时,起重机电机通过驱动机构提供动力。
起重机构由卷筒、悬挂系统和钩组成。
具体工作原理和结构可参考相关教材。
三、PLC和变频器在桥式起重机控制系统中的应用PLC和变频器作为现代自动化控制的重要组成部分,广泛应用于桥式起重机控制系统中。
PLC主要负责控制逻辑的实现,如控制起升、小车前后移动、大车左右移动等操作;变频器则用于控制电机的转速,实现对起重机各部分的精确控制和调速。
四、PLC和变频器桥式起重机控制系统设计1.系统硬件设计根据桥式起重机的实际需求和控制要求,选择合适的PLC和变频器设备,并搭建起相应的控制系统硬件平台。
2.系统软件设计利用PLC编程软件进行控制逻辑的设计和实现,包括起升、小车前后移动、大车左右移动等操作的代码编写。
同时,利用变频器的调试软件,设置合适的参数,实现电机的精确调速。
3.系统测试和调试将设计好的控制系统连接到实际的桥式起重机上,进行系统的测试和调试。
通过不断调整参数,检查系统运行状态,确保系统性能满足要求。
五、总结通过本文的研究,我们成功设计出了基于PLC和变频器的桥式起重机控制系统。
该控制系统具有自动化程度高、操作灵活、性能稳定等优点,可以提高桥式起重机的工作效率和安全性。
基于PLC的塔式起重机控制系统的设计
基于PLC的塔式起重机控制系统的设计摘要: 本文针对传统的由继电器接触器控制的塔式起重控制系统可靠性差、操作复杂、故障率高、电能浪费大、效率低等缺点提出将可编程序控制器和变频器应用于其控制系统.在塔式起重机提升机构加上一套由旋转编码器、PG数模转换构成变频器闭环系统.结果表明:该系统使用方便,具有良好的动态调整性能,极大提高了系统的稳定性、可靠性.关键词:可编程序控制器;塔式起重机;稳定性1. 传统的塔式起重机的控制现状塔式起重机是我们建筑机械的关键设备,在建筑施工中起着重要作用,我们只用了五十年时间走完了国外发达国家上百年塔机发展的路程,如今已达到发达国家水平并跻身于当代国际市场.随着高层建筑发展,对施工机械提出了新的要求.于是,160TM附着式、45TM内爬式、120TM自升式等都由我国自己设计并制造;八十年代,国家建设突飞猛进,建筑用最大的250TM塔机也应运而生.进入九十年代,现代化进程不断加快,国内外市场对塔机要求越来越高,众多城市大型建筑、水利、电力、桥梁等不断增加,市场的要求加快了新产品开发的力度,先后有400TM、900TM水平臂和300TM动臂式塔机[1,、2].90年代开发生产的塔机产品技术性能均显著提高,起升机构采用三速电机驱动、涡流制动、电动换挡减速箱,变幅回转采用双速电机液力联轴节驱动,或采用变频调速,有多种速度,工作平稳生产效率高.安全装置齐全,动作灵敏可靠,装有防止误操作和野蛮操作装置,可杜绝安全事故[2].随着功率电子技术的发展,早在六十年代后期,国外就开始致力于晶闸管定子调压调速技术的开发研究.目前,该技术己进入了成熟稳定的发展应用阶段.可编程序控制器PLC引入到交流电气传动系统后[3,4],使传动系统性能发生了质的变化.在塔式起重机实现了抓斗的自动控制和故障诊断、检测显示等,达到了新的技术高度.由变频器构成的交流调速系统可取代直流调速系统,是随着计算机技术特别是大规模集成电路制造技术的不断发展的必然结果,符合起重机的发展趋势,适合发展大起重重量的起重机.2. 塔式起重机PLC控制系统原理本系统将塔式起重机控制系统由继电器控制改为PLC控制,四大机构调速均采用变频调速.塔式起重机控制系统的系统总框图如图1所示[5,8,9].塔式起重机的起升、变幅、回转、运行电动机都需要独立运行,整个系统由6台电动机和4台变频器传动,使用一台PLC加以控制.图1 系统总框图运行机构的起动时间应尽量符合实际需要,起动迅速而平稳;机构的电气制动方式必须着重考虑.对不同的工况,可选择自由制动方式与强制制动方式.在运行机构正常停止时,可选用自由停止方式,其停止时间可按实际生产中的运行情况设定,以尽量满足司机操作塔式起重机的需要为主.为保证起升机构起动时具有足够大的起动转矩,可以通过设定机械制动器的打开时间、变频器的最低运行频率、运行电流之间的关系,以满足机构负载特性的要求.变频器内部参数的设定能保证机构具有良好的调速精度及起制动性能,由于起升机构电机需使用脉冲编码器作为速度反馈装置.通过测量脉冲编码器的脉冲数,利用二者之差控制电机的速度,所以选择脉冲编码器及其安装时,应当考虑周全[6,7,10].3. 系统硬件设计电气控制系统原理图主要包括主电路和PLC外围接线图.1.主电路共有六台电机,同时带有风机冷却装置.2.PLC外围接线电路的I/O接线信号分别与表1中的I/O名称相对应.表1 S7-200 I/O分配表4. 系统软件设计根据塔式起重机控制电路的工作原理,绘制软件流程图如图2所示.图2 系统软件流程图在本系统中,PLC程序设计的主要任务是接受外部开关信号(按钮、联动控制台继电器)的输入,判断当前的系统状态以及输出信号去控制接触器等器件,以完成相应的控制任务。
浅谈PLC的塔式起重机控制系统的设计

浅谈PLC的塔式起重机控制系统的设计由于传统的塔式起重控制系统由继电器接触器控制,其控制系统操作复杂、安全性差、电能浪费大、故障率高、效率低。
本文建议设计塔式起重机的多参数监控方法,将变频器与可编程序控制器在控制系统中使用,从而构建基于PLC 核心控制器的塔式起重机多参数安全控制系统。
并于塔式起重机提升机构之上加一套由PG数模转换与旋转编码器构成变频器闭环系统。
经过试验验证,该系统使用较为简便,其调整性能非常好,系统的稳定性、安全性也很好。
标签:PLC;塔式起重机;控制系统引言国家相关标准规定塔机应安装一定的安全装置,按照功能划分,主要有超载保护装置与行程限位器两种。
在塔机作业中,由于某些驾驶员不按照塔机起重特性要求严格操作而野蛮作业,更为严重的是还拆掉了限制器,因此,因违规操作、超重等原因而导致的倒塔事发生非常多。
所以应当对塔机的关键参数进行实时监测,可以增加新的安全监控装置从而实现更智能化、更精确的安全保证。
本文则以PLC为安全系统的核心,从而实现对塔机的变幅位置、起升高度、起重量还有回转状态进行实时监控,在保留原有的安全装置作为二级保护的基础上,进一步提高塔机在工作运行中的安全可靠性。
1 传统的塔式起重机的控制现状在建筑机械中,塔式起重机占据着十分重要的位置,在建筑施工过程中极为关键,我国只费了五十年便完成了发达国家上百年的塔机发展的过程,现在已经与发达国家水平相当,并打入了国际市场。
由于高层建筑的迅速发展,对施工机械要求也越来越高。
所以,45TM内爬式、120TM自升式以及160TM附着式等都是我国自主设计制造;八十年代之后,国家建设事业迅猛发展,于是,最大建筑用的250TM塔机也随之产生。
至九十年代,现代化进程更加迅速,国内外市场对塔機性能的要求逐渐提升,各大城市大型建筑、桥梁、电力、水利也迅速增加,市场需要使新产品的开发力度加大,先后出现300TM动臂式,400TM、900TM 水平臂和塔机。
起重机PLC控制系统设计

0 前言我国是一个工业制造强国。
在21世纪我国已经成为了一个国际主要的劳动力市场。
在走向现代化道路的过程中,起重机扮演着越来越重要的角色。
起重机是建筑工地的主要机械生产力,担负着向高层工地运送建筑材料和人员的任务。
在煤矿企业中,起重机主要担负着重矿井提升煤炭的作用,并且还担负着运送井下工作人员和生产工具的任务。
起重机的质量和性能的好坏,直接决定了煤矿企业的工作效率。
在工厂中,起重机担负着生产材料的和商品的运送,是生产企业中物流部分的核心。
在我国自动化控制已经深入到了我们日常生活的每一个领域,在自动化控制领域,PLC 是一种重要的控制设备。
目前,世界上有200多厂家生产300多品种PLC产品,应用在汽车(23%)、粮食加工(16.4%)、化学/制药(14.6%)、金属/矿山(11.5%)、纸浆/造纸(11.3%)等行业。
使用PLC控制起重机能极大的节省成本,比如雇佣一位操作工人,得拿出6万的年薪和1万的保险金,而且操作失误会造成更大的损失,但是使用PLC控制可以使操作更加简便。
接触器的线圈年头长了就会坏,维修保养都不方便。
有软件代替硬件可以避免软件的磨损,有效的避免了事故的发生,避免了不必要的经济损失。
所以设计一套PLC控制起重机的系统是必要的,也是可行的。
在国外的西门子公司有同类型的产品,但成本很高功能很强大,不适合中小型企业使用,PLC的推广有十分的迫切,所以我设计了这个系统。
1 起重机概述1.1 起重机的起源中国古代灌溉农田用的桔是臂架型起重机的雏形。
14世纪,西欧出现了人力和畜力驱动的转动臂架型起重机。
19世纪前期,出现了桥式起重机;起重机的重要磨损件如轴、齿轮和吊具等开始采用金属材料制造,并开始采用水力驱动。
19世纪后期,蒸汽驱动的起重机逐渐取代了水力驱动的起重机。
20世纪20年代开始,由于电气工业和内燃机工业迅速发展,以电动机或内燃机为动力装置的各种起重机基本形成。
1.2 起重机的基本组成桥式起重机是桥架在高架轨道上运行的一种桥架型起重机,又称天车。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
毕业设计论文任务书一、题目及专题:1、题目基于PLC的起重机控制系统的设计2、专题二、课题来源及选题依据随着功率电子技术的发展, 早在六十年代后期, 国外就开始致力于晶闸管定子调压调速技术的开发研究.目前, 该技术己进入了成熟稳定的发展应用阶段. 可编程序控制器PLC 引入到交流电气传动系统后, 使传动系统性能发生了质的变化.在桥式起重机中实现大小车的自动控制和故障诊断、检测显示等, 达到了新的技术高度。
由变频器构成的交流调速系统可取代直流调速系统, 是随着计算机技术特别是大规模集成电路制造技术的不断发展的必然结果, 符合起重机的发展趋势, 适合发展大起重量的起重机。
三、本设计(论文或其他)应达到的要求:①熟悉基于PLC的起重机控制技术的发展历程,特别是近十年来提出的可编程控制器与变频器相结合的控制系统;②熟练掌握起重机的运动控制系统;③熟练掌握变频器的控制原理,以及熟知PLC的工作原理和熟练使用编程指令四、接受任务学生:五、开始及完成日期:自2012年11月12日至2013年5月25日六、设计(论文)指导(或顾问):指导教师签名签名教研室主任〔学科组组长研究所所长〕签名系主任签名2012年11月12日摘要桥式起重机是机械生产中最常用的一种起重机械,在生产过程中起着非常重要的作用。
所以提高桥式起重机的运行效率,确保运作过程中的安全保障和降低生产成本是非常重要的。
传统的桥式起重机一般都是采用起重用绕线式交流异步电动机拖动。
起升机构和运行机构上的电机一般都是采用转子串电阻调速方式。
这种调速方式操作复杂,可靠性差,故障率高,且电能浪费大,效率低。
随着近几年控制技术的飞速发展,我们可以针对桥式起重机控制系统中存在的上述问题,把可编程序控制器和变频器等技术应用到桥式起重机控制系统中。
本次设计主要讨论的是基于可编程序控制器(PLC)和变频器的桥式起重机控制系统的改进。
并且阐述了PLC和变频器控制的基本原理。
PLC系统采用西门子公司的S7-200,能控制起重机大车、小车的运行方向和速度,吊钩的升、降方向和速度,同时能检测各个电机故障现象。
该设计主电路中改变电动机的工作状态主要由变频器来实现,在控制电路中实现桥式起重机的各种功能主要由PLC来实现。
最后对可编程控制器进行软件设计,编制出安全可靠高效的控制程序。
关键词:桥式起重机;变频器;可编程控制器AbstractBridge crane is the mechanical production of the most commonly used as a hoisting machinery, plays a very important role in the process of production. So to improve the efficiency of bridge crane, ensure the security operation process and reduce cost of production is very important.Traditional bridge crane is used commonly on reuse of wound rotor asynchronous motor drag communication. Hoisting mechanism and operational mechanism on the motor rotor series resistance speed control mode is generally adopted. But this way of speed regulating operation complexity, poor reliability, failure rate is high, and the power waste, low efficiency. With the rapid development of control technology in recent years, we can according to the above problems existing in the bridge crane control system, the programmable controller and frequency converter is applied to the bridge crane control system, and has carried on the detailed design.This design is mainly discussed the improvement of the programmable controller (PLC) and inverter bridge crane control system. And expounded the basic principles of PLC and frequency converter control. Adopting Siemens S7-200 PLC system, can control the crane cart, the direction and speed of the car, the ascending and descending direction and speed of the hook, at the same time can detect various motor fault phenomenon. In this design,Changing the working state of the motor in circuit mainly by the frequency converter device to realize.In the control circuit to achieve the functions of bridge crane is mainly composed of PLC to realize. Finally the programmable controller software design, develop the safe, reliable and efficient control program.Key words: Bridge crane; frequency converter; programmable logic controller目录摘要........................................................................................................................................... I II ABSTRACT .................................................................................................................................. I V 目录.. (V)1 绪论 (1)1.1桥式起重机的简介 (1)1.2本课题研究的内容和意义 (1)1.2.1 课题设计的内容: (1)1.2.2 课题设计的意义 (2)1.3国内外起重机控制系统的发展状况 (2)2桥式起重机的控制 (3)2.1桥式起重机的主要结构及运动形式 (3)2.2传统桥式起重机的控制原理 (4)2.3传统桥式起重机控制系统的缺点 (5)2.4控制方案的设计 (5)3 桥式起重机控制系统的硬件设计 (6)3.1系统硬件设计 (6)3.2PLC实现的主令控制器 (6)3.3电机的选用 (7)3.3.1 变频调速对电动机的要求 (7)3.3.2 变频起重机系统中电动机的选型 (7)3.3.4 计算及电机的选取 (8)3.4变频器 (10)3.4.1 变频器选型 (10)3.4.2 变频器的主电路 (10)3.4.3 变频器的控制电路 (11)3.4.4 变频器选择及电流验证 (12)3.4.5 变频器主要参数设置 (13)3.5制动电阻的选择 (14)3.6可编程控制器 (14)3.6.1可编程控制器的概述 (14)3.6.2 可编程控制器选型 (15)3.6.3 I/O端口分配 (16)3.6.4 PLC系统接线方式 (17)3.7安全措施 (18)4 系统软件设计 (19)4.1主程序 (19)4.2公用程序 (20)4.3大车控制程序 (23)4.4其他子程序设计 (25)5 结论及展望 (28)5.1结论 (28)5.2展望 (28)致谢 (29)参考文献 (30)1 绪论1.1桥式起重机的简介在工业生产中广泛使用各种起重机械,对物料作起重、运输、装卸和安装等作业,广泛应用在工矿企业、车站、港口、仓库、建筑工地等部门。
它对减轻工人劳动强度、提高劳动生产率、促进生产过程机械化起着重要作用,是现代化生产中不可缺少的工具。
时至今日,在其承载结构、驱动机构、取物装置、控制系统及安全装置各方面都有了很大的发展。
由于现代设计方法的建立和计算机辅助设计手段的应用,使起重机设计思维观念和方法有了进一步的更新。
因此,起重机将向现代化、智能化、更安全可靠的方向发展。
起重机械种类很多,其中桥架型起重机是使用最广泛的一种起重机械。
通用桥式起重机又称“天车”或“行车”,它是一种横架在固定的跨间上空用来吊运各种物件的设备。
桥式起重机按起吊装置不同,又可分为吊钩桥式起重机、抓斗桥式起重机和电磁盘桥式起重机等。
其中以吊钩桥式起重机应用最广。
本次设计就是以吊钩桥式起重机进行讨论与分析的。
[6]桥式起重机一般由可整体前后移动的横梁(大车)、左右移动的小车、固定在小车上可上下移动的主副钩、操纵室、小车导电装置(辅助滑线)、起重机总电源导电装置(主滑线)等部分组成。
图1.1为桥式起重机总体示意图。
1-驾驶室 2-辅助滑线架 3-交流磁力控制盘 4-电阻箱5-起重小车 6-大车拖动电动机 7-端梁 8-主滑线 9-主梁图1.1桥式起重机整体示意图1.2 本课题研究的内容和意义1.2.1 课题设计的内容:本次设计主要研究如何用可编程控制器与变频器相结合来取代传统的控制系统。
设计的起重机的起重量为20/5吨,其跨度(L)为19.5m主钩起升速度为7.5m/min,副钩起升速度为15m/min。