第四章-拉深工艺及拉深模具设计--复习题答案1
第四章第1、2、3、4、5节N
第四章 拉深
特点: 1.反拉深时变形集中在rd区,与rd区包角为1800,摩擦阻力比正 拉深时大,不易起皱,常可不用压边。 2.折弯要减少一半。材料硬化程度要比正拉深时低些。 3.反拉深允许变形程度可大些。 4.拉深系数不能太大。影响凹模壁厚。
结束
第四章 拉深
三、凹模圆角区摩擦对 的影响 将板料流经、区视为皮带绕带轮旋转,便可用欧拉张力公式 进行估算。
第四章 拉深
四、材料硬化对 的影响 当考虑材料硬化对筒壁处拉应力的影响时, 应为瞬时的屈服流动应力。 便不是常数,
缩颈点处断面收缩率 材料,硬化也越强烈,
,越大的
应力的最大值一般出现在板料包满凸模和凹模 圆角时,而这时材料已高度硬化,屈服流动应 力已远远超过其初始值。
第四章 拉深
第三节 影响径向拉应力的因素
一、压边对 的影晌 凸缘区板料在流入凹模过程中将受到压边圈与凹模端面的双重 摩擦阻力作用,使筒壁处拉应力增大
为筒壁截面积的近似值。
第四章 拉深
二、凹模圆角区弯矩对 的影响 处在位置1是平直的,进入rd区被弯曲,中心面曲率半径为R。位 置3,又被反弯拉直。凸缘区板料中被反复两次弯曲。
第四章 拉深
第四章拉深
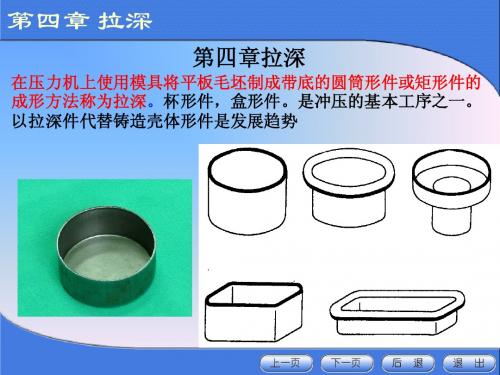
在压力机上使用模具将平板毛坯制成带底的圆筒形件或矩形件的 成形方法称为拉深。杯形件,盒形件。是冲压的基本工序之一。 以拉深件代替铸造壳体形件是发展趋势
第四章 拉深
第四章 拉深
第一节圆筒形件拉深变形分析
一、拉深变形过程及变形特点 无压边的拉深过程,有压边的拉深。
第四章 拉深工艺与拉深模设计
第四章 拉深
变形特点:变形区主要 集中在凸缘区,即D与d 之间的环形部分。变形 区任一点在径向受到了 拉伸,而切向受到了压 缩。同一圆周上的各点 的切向压缩变形是相等 的。径向变形不具有均 匀性,越靠近凸缘边缘, 径向拉伸变形与切 拉深
拉深模设计习题答案

拉深工艺与拉深模设计习题答案1、填空题(1)圆角、直线、大于(2)凸缘部分、弯曲、伸长(3)弯曲半径所对的圆形角(4)由于切向压应力过大、变薄(5)可通过拉深前后毛坯和制件的重量不变或体积不变的原则求得(6)增加、缩小、增加(7)差、容易(8)拉伸高度、修边(9)大于极限拉伸系数(10)圆、长圆、椭圆(11)解析法与作图法(12)材料的力学性能、拉伸条件和材料的相对厚度(13)变形抗力、厚度变薄、制件质量(14)减小、过大、起皱(15)小、大(16)相对厚度、(17)大于、大于(18)大于工艺总压力、工艺曲线位于压力机滑块的许用压力(19)凹模圆角、小、拉深力(20)润滑、2、选择题⑴B ⑵A ⑶C ⑷B ⑸B ⑹A ⑺B ⑻B、A ⑼D ⑽A ⑾A ⑿C ⒀C ⒁A ⒂A ⒃A ⒄B ⒅B ⒆B ⒇C3、判断题⑴×⑵×⑶√⑷×⑸×⑹×⑺×⑻√⑼√⑽×⑾×⑿√⒀×⒁×⒂√4、问答题(1)答:①拉深(又称拉延)是利用拉深模在压力机的压力作用下,将平板坯料或空心工序件制成空心零件的加工方法,是冲压生产中应用最广泛的工序之一。
② 1)材料分析,拉深件材料应具有高的塑性、低屈强比。
2)拉深件的形状分析,拉深件的形状应简单、对称,不应有急剧的转角和凸台,拉深高度尽可能小,拉深圆角半径不能过小。
3)拉深件的精度分析,拉深件精度应在IT13级以下,不应高于IT11级。
③拉深可分为变薄拉深和不变薄拉深两大类。
不变薄拉深成形后的零件,其各部分的厚度与拉深前的厚度相比,基本不变;而变薄拉深成形后的零件,其壁厚与原坯料厚度相比则有明显的变薄。
(2)答:1)分平面凸缘部分、凸缘圆角部分、筒壁部分、底部圆角部分、圆筒件底部2)板料的厚度是筒形件的底部最薄顶端逐渐变厚。
硬度也一样。
3)危险部位在筒壁和底部转角的地方。
(3)答:起皱:发生在材料的凸缘部位,原因为切向压应力过大;拉裂:发生在凸模圆角上部,原因为径向拉应力过大。
拉伸工艺和拉深模具设计培训教材
《冲压工艺与模具设计》
第二页,共46页。
第4章 拉深工艺及拉深模具的设计
《冲压工艺与模具设计》
第三页,共46页。
第4章 拉深工艺及拉深模具的设计
4.1 拉深变形过程的分析
板料拉深变形过程及其特点(tèdiǎn)
在毛坯上画作出距离为a的等距离的同心圆与
相同弧度b辐射线组成的网格(如图) ,然后将带
(1)半成品直径
拉深次数确定(quèdìng)后,再根据计算直径 应等于
则对
dn
d工
各次拉深系数进行调整,使实际采用的拉深系数大于推算拉
深次数时所用的极限拉深系数。
《冲压工艺与模具设计》
第二十七页,共46页。
的原
第4章 拉深工艺及拉深模具的设计
零件实际需拉深系数(xìshù)应调整为:
m1 0.57, m2 0.79, m3 0.82, m4 0.85 调整好拉深系数(xìshù)后,重新计算各次拉深的圆筒直径即得 半成品直径。零件的各次半成品尺寸为 :
(qíngkuàng)()
主要变形区
过渡区
传力区
过渡区
《冲压工艺小与变模形具区设计》
第九页,共46页。
第4章 拉深工艺及拉深模具的设计
图 4.1.5 拉深中毛坯(máopī)的应力应变 情况
《冲压工艺与模具设计》
第十页,共46页。
第4章 拉深工艺及拉深模具的设计
4.1.3 拉深成形的障碍及防止措施
第一次 第二次 第三次 第四次
d1 160mm m1' 160 283 0.57 d2 126mm m2' 126 160 0.79 d3 104mm m3' 104 126 0.82 d4 88mm m4' 88 104 0.85
第4章拉深工艺与拉深模

一方面要通过改善材料的力学性能,提高筒壁抗拉强度; 另一方面通过正确制定拉深工艺和设计模具,降低筒壁所 受拉应力。
三.拉深时凸缘变形区的应力分布和起皱
图5-7 圆筒形件拉深时的应力分析
1.凸缘变形区的力学分析
(σ1
+
dσ1
)(R
+
dR)φt
-
σ1Rφt
+
2σ
3dRtsin
φ 2
=
0
σ1 (σ3)=βσs
拉深时扇形单元的受力与变形情况
二.拉深过程中毛坯的应力和应变状态
图5-4 拉深时毛坯的变形特点 a)平板毛坯的一部分 b)毛坯在拉深过程中的变形 c)拉深成圆筒形件
图5-5 拉深时毛坯内各部分的内应力
第五章 拉深
第一节 拉深的基本原理
拉深件的起皱与拉裂
拉深过程中的质量问题: 主要是凸缘变形区的起皱和筒壁传力区的拉裂。
σ1
=1.1σ sm
ln
Rt R
σ3
=1.1σ
sm
(1
ln
Rt R
)
σ1max
=1.1σ sm
ln
Rt r0
σ3max =1.1σ sm
拉深某一瞬间|σ1|=|σ3 |的位置
1.1σ sm
ln
Rt R
1.1σsm(1 ln
Rt R
)
R 0.61Rt |σ3 |=|σ1 |
R > 0.61Rt |σ3 |>|σ1 |
1—凸模
图5-1 拉深示意图
2 —压边圈
3 —毛坯
4 —凹模
第四章 拉深工艺与拉深模设计
第一节 拉深的基本原理
拉深工艺和拉深模设计

公差、材料上旳要求,掌握拉深件工序安排旳一般 原则。
教学要求: 根据弯曲件旳构造工艺性要求改善拉深件旳结
构设计;能够根据拉深件旳工艺条件,拟定拉深件 圆角半径,拟定带孔拉深件旳孔旳位置。
4.2.1 对拉深件形状尺寸旳要求
1)拉深件形状应尽量简朴、对称,尽量一次拉 深成形。
1)孔位应与主要构造面(凸缘面)在同一平面, 或孔壁垂直该平面,便于冲孔与修边在同一 道工序中完毕。
2)拉深件侧壁上旳冲孔与底边或凸缘边旳距离 h 2d t
3)拉深件凸缘上旳孔距:
D1 (d1 3t 2r2 d )
4)拉深件底部孔距:
d d1 2r1 t
4.2.3 拉深件旳精度等级 主要指其横断面旳尺寸精度;一般在IT13级
2)叠加各段中间层面积,求出制件中间层面积;
3)根据“等面积原则”求出毛坯直径。
D
4S
4
f
式中
S——毛坯面积(涉及修边余量); f——简朴旋转体拉深件各部分面积; D——毛坯直径。
案例分析: 带凸缘制件
无凸缘制件
将制件分割为: 1)1/4凹球环 2)圆柱
3)1/4凸球环 4)圆板
计算:
1)1/4凹球环
要求:
1)rpg≥t,一般取:rpg≥(35)t 2)rpg<t,增长整形工序,每整形一次,rpg
可减小1/2。
pg
pg
py
3.矩形拉深件壁间圆角半径rpy 矩形拉深件壁间圆角半径rpy:
指矩形拉深件旳四个壁旳转角半径。
要求:rpy≥3t及rpy≥H/5
pg
pg
py
4.2.2 拉深件上旳孔位布置
冲压工艺学 第四章 拉深工艺及模具设计.

拉深工艺及模具设计
(a) 图4-9 拉深件的工艺性
(b)
拉深工艺及模具设计
(5)拉深件的精度要求不宜过高 拉深件的精度包括
拉深件内形或外形的直径尺寸公差、高度尺寸公差等,一般
合适的精度在GB6(IT11)级以下,其精度等级如表4-1所示。 (6)拉深件的尺寸标注应合适 拉深件直径尺寸应明
显注明必须保证外部尺寸或是必须保证内部尺寸,不能同时
2 D d12 6.28rd1 8r 2 d32 d2 )
拉深工艺及模具设计
表4-2 拉深件展开尺寸计算公式(四)
D d12 4d 2 h 6.28rd1 8r 2 或D d12 4d 2 H 1.72rd 2 0.56r 2
2 D d12 2 r2 d1 8r22 4d 2 h 2 r1d 2 4.56r12 d 4 d32
拉深工艺及模具设计
4.1.2 以后各次拉深 通常,当筒形件高度较大时,由于受板料成形极限的限 制,不可能一次拉成,而需要二次或二次以上拉深。以后各 次拉深,就是指由浅筒形件拉成更深筒形件的拉深。 以后各次拉深大致有两种方法:一种是正拉深,如图47(a)所示,另一种是反拉深,如图4-7(b)所示。反拉深就是 将经过拉深的半成品倒放在凹模上再进行拉深。这时,材料 的内、外表面将互相转换。
12
若r1 r2 r3时,则 D d12 4d 2 h 2 r (d1 d 2 ) 4 r 2
拉深工艺及模具设计
表4-2 拉深件展开尺寸计算公式(五)
13
D d12 4d2 h 2 r d1 8r 2 2L(d 2 d3 )
14
D d12 2 r (d1 d2 ) 4 r 2
习题答案:第5章拉深
第5章拉深一、填空1.拉深系数m是筒形直径和坯料直径的比值,m越小,则变形程度越大。
(5-1)2.拉深过程中,变形区是坯料的凸缘部分,其它部分是传力区。
(5-1)3.拉深中,产生起皱现象是因为该区域内受较大压应力的作用,导致材料失稳而引起的。
(5-1)4.影响拉深坯料起皱的主要因素有:材料相对厚度,拉深系数和拉深模工作部分的几何形状和尺寸。
(5-1)5.防止圆筒形件拉深起皱的方法通常是采用压料装置,并采用适当的压边力。
(5-1) 6.利用拉深模将一定形状的平面坯料或空心件制成开口件的冲压工序叫做拉深。
(5-1)7.拉深件的壁厚是不均匀的,下部壁厚略有变薄,上部分却有所增厚。
(5-1)8.板料的相对厚度t/D越小,则抗失稳能力越小,越容易起皱。
(5-1)9.一般情况下,拉深件的尺寸精度应在 IT13级以下,不宜高出 IT11 级。
(5-2)10.实践证明,拉深件的平均厚度与坯料厚度相差不大,由于塑性变形前后体积不变,因此,可以按坯料面积等于拉深件表面积原则确定坯料尺寸。
(5-3)11.拉深件的毛坯尺寸确定依据是等面积法。
(5-3)12.确定拉深件坯料形状和尺寸的原则是久里金法则。
(5-3)13.影响极限拉深系数的因素有:材料的组织与力学性能、板料的相对厚度、拉深工作条件等。
(5-4)14.有凸缘拉深件多次拉深必须遵循一个原则,即第一次拉深成有凸缘的工序件时,其凸缘的外径应等于成品零件的尺寸,在以后的拉深工序中仅仅使已拉深成形的工序件的直筒部分参与变形,逐步减少其直径并增加其高度,而第一次拉深时已成形的凸缘外径必须保持不变。
即在以后的拉深工序中不再收缩。
(5-4)15.为了提高工艺稳定性,提高零件质量,必须采用稍大于极限值的拉深系数。
(5-4)16.窄凸缘圆筒形状零件的拉深,为了使凸缘容易成形,在拉深窄凸缘圆筒零件的最后两道工序可采用锥形凹模和锥形压料圈进行拉深。
(5-4)17.压料力的作用为:防止拉深过程中坯料起皱(5-5)18.目前采用的压料装置有弹性压料和刚性压料装置。
第四章 拉深工艺及模具设计

拉深过程中影响起皱的主要因素
板料的相对厚度 t/D
t dt d
t/D 越小,拉深变形区抗失稳的能力越差,越易起皱。
拉深系数 m(切向压应力的大小)
m 越小,拉深变形程度越大,切向压应力的数值越大;另外, 变形区的宽度越大,抗失稳的能力变小,越易起皱。
模具工作部分几何形状
用锥形凹模拉深时,由于毛坯的 过渡形状使拉深变形区有较大的抗失 稳能力,与平端面凹模相比可允许用 相对厚度较小的毛坯而不致起皱。
划分为五个区: I 凸缘部分 II 凹模圆角部分 III 筒壁部分 IV 凸模圆角部分 V 筒底部分
下标1、2、3分别代表 坯料径向、厚向、切 向的应力和应变
坯料各区的应力与应变是很不均匀的。
24.10.2023
IV
24.10.2023
I II
III V
三、拉深变形过程中凸缘变形区的应力分布
拉深至某一瞬时 R t
使
max 1 max
出现在
R t0.7~0.9R 0
即拉深早期。
24.10.2023
四、筒壁传力区的受力分析
(1)压边力Q 引起的摩擦应力
M
2 Q dt
(2)材料流过凹模圆角半径产生弯 曲变形的阻力
W 14b
rd
t t
2
(3)材料流过凹模圆角后又被拉直 成筒壁的反向弯曲力
'WW14b
t rdt
2
24.10.2023
§4-3 直壁旋转体零件的拉深
一、拉深毛坯尺寸的确定
拉深毛坯尺寸的确定原则: 体积不变原则: 若拉深前后料厚不变,拉深前坯料表面积与拉深后
冲件表面积近似相等,得到坯料尺寸。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第四章拉深工艺及拉深模具设计复习题答案一、填空题1.拉深是是利用拉深模将平板毛坯压制成开口空心件或将开口空心件进一步变形的冲压工艺。
2.拉深凸模和凹模与冲裁模不同之处在于,拉深凸、凹模都有一定的圆角而不是锋利的刃口,其间隙一般稍大于板料的厚度。
3.拉深系数m是拉深后的工件直径和拉深前的毛坯直径的比值,m越小,则变形程度越大。
4.拉深过程中,变形区是坯料的凸缘部分。
坯料变形区在切向压应力和径向拉应力的作用下,产生切向压缩和径向伸长的变形。
5.对于直壁类轴对称的拉深件,其主要变形特点有:(1)变形区为凸缘部分;(2)坯料变形区在切向压应力和径向拉应力的作用下,产生切向压缩与径向的伸长,即一向受压、一向收拉的变形;(3)极限变形程度主要受传力区承载能力的限制。
6.拉深时,凸缘变形区的起皱和筒壁传力区的拉裂是拉深工艺能否顺利进行的主要障碍。
7.拉深中,产生起皱的现象是因为该区域内受较大的压应力的作用,导致材料失稳_而引起。
8.拉深件的毛坯尺寸确定依据是面积相等的原则。
9.拉深件的壁厚不均匀。
下部壁厚略有减薄,上部却有所增厚。
10.在拉深过程中,坯料各区的应力与应变是不均匀的。
即使在凸缘变形区也是这样,愈靠近外缘,变形程度愈大,板料增厚也愈大。
11.板料的相对厚度t/D越小,则抵抗失稳能力越愈弱,越容易起皱。
12.因材料性能和模具几何形状等因素的影响,会造成拉深件口部不齐,尤其是经过多次拉深的拉深件,起口部质量更差。
因此在多数情况下采用加大加大工序件高度或凸缘直径的方法,拉深后再经过切边工序以保证零件质量。
13.拉深工艺顺利进行的必要条件是筒壁传力区最大拉应力小于危险断面的抗拉强度。
14.正方形盒形件的坯料形状是圆形;矩形盒形件的坯料形状为长圆形或椭圆形。
15.用理论计算方法确定坯料尺寸不是绝对准确,因此对于形状复杂的拉深件,通常是先做好拉深模,以理论分析方法初步确定的坯料进行试模,经反复试模,直到得到符合要求的冲件时,在将符合要求的坯料形状和尺寸作为制造落料模的依据。
16.影响极限拉深系数的因素有:材料的力学性能、板料的相对厚度、拉深条件等。
17.一般地说,材料组织均匀、屈强比小、塑性好、板平面方向性小、板厚方向系数大、硬化指数大的板料,极限拉深系数较小。
18.拉深凸模圆角半径太小,会增大拉应力,降低危险断面的抗拉强度,因而会引起拉深件拉裂,降低极限变形。
19.拉深凹模圆角半径大,允许的极限拉深系数可减小,但过大的圆角半径会使板料悬空面积增大,容易产生失稳起皱。
20.拉深凸模、凹模的间隙应适当,太小会不利于坯料在拉深时的塑性流动,增大拉深力,而间隙太大,则会影响拉深件的精度,回弹也大。
21.确定拉深次数的方法通常是:根据工件的相对高度查表而得,或者采用推算法,根据表格查出各次极限拉深系数,然后依次推算出各次拉深直径。
22.有凸缘圆筒件的总拉深系数m大于极限拉深系数时,或零件的相对高度h/d小于极限相对高度时,则凸缘圆筒件可以一次拉深成形。
23.多次拉深宽凸缘件必须遵循一个原则,即第一次拉深成有凸缘的工序件时,其凸缘的外径应等于工件的凸缘直径,在以后的拉深工序中仅仅使已拉深成的工序件的筒壁部分参与变形,逐步减少其直径和圆角半径并增加高度,而第一次拉深时已经成形的凸缘外径不变。
为了防止在以后拉深工序中,有凸缘圆筒形件的凸缘部分产生变形,在调节工作行程时,应严格控制拉深高度;在工艺计算时,除了应精确计算工序件的高度,通常有意把第一次拉入凹模的坯料面积多拉5%~10%。
这一工艺措施对于板料厚度小于0.5mm的拉深件,效果较为显著。
24.拉深时,对于单动压力机,除了使其公称压力大于工艺力以外,还必须注意,当拉深行程较大,尤其落料拉深复合时,应使工艺力曲线位于压力机滑块的许用负荷曲线之下。
25.当任意两相邻阶梯直径之比都大于相应的圆筒形件的极限拉深系数时,其拉深方法为:由大到小拉出,这时的拉深次数等于阶梯数目。
26.盒形件拉深时圆角部分与直边部分间隙不同,其中圆角部分应该比直边部分间隙大。
27.一般情况下,拉深件的公差不宜要求过高。
对于要求高的拉深件应加整形工序以提高其精度。
28.在拉深成形中,需要摩擦力小的部位必须进行润滑,凹模表面粗糙度应该小,以降低摩擦力,减小拉应力,以提高极限变形程度。
29.拉深时,凹模和卸料板与板料接触的表面应当润滑,而凸模圆角与板料接触的表面不宜太光滑,也不宜润滑,以减小由于凸模与材料的相对滑动而使危险断面易于变薄破裂的危险。
二、选择题(将正确的答案序号填到题目的空格处)1.拉深前的扇形单元,拉深后变为____B_______。
A、圆形单元B、矩形单元C、环形单元2.拉深后坯料的径向尺寸_____A_____,切向尺寸____A______。
A、增大减小B、增大增大C、减小增大D、减小减小3.拉深过程中,坯料的凸缘部分为_____B_____。
A、传力区B、变形区C、非变形区4.拉深时,在板料的凸缘部分,因受_____B_____作用而可能产生起皱现象。
A、径向压应力B、切向压应力C、厚向压应力5.与凸模圆角接触的板料部分,拉深时厚度____B______。
A、变厚B、变薄C、不变6.拉深时出现的危险截面是指_____B_____的断面。
A、位于凹模圆角部位B、位于凸模圆角部位C、凸缘部位7.用等面积法确定坯料尺寸,即坯料面积等于拉深件的_____B_____。
A、投影面积B、表面积C、截面积8.拉深过程中应该润滑的部位是______A、B____;不该润滑部位是_____ C_____。
A、压料板与坯料的接触面B、凹模与坯料的接触面C、凸模与坯料的接触面9._____D_____工序是拉深过程中必不可少的工序。
A、酸洗B、热处理C、去毛刺D、润滑E、校平10.需多次拉深的工件,在两次拉深间,许多情况下都不必进行____B______。
从降低成本、提高生产率的角度出发,应尽量减少这个辅助工序。
A、酸洗B、热处理C、去毛刺D、润滑E、校平11.经过热处理或表面有油污和其它脏物的工序件表面,需要_____A _____方可继续进行冲压加工或其它工序的加工。
A、酸洗B、热处理C、去毛刺D、润滑E、校平12.有凸缘筒形件拉深、其中______A____对拉深系数影响最大。
A、凸缘相对直径B、相对高度C、相对圆角半径13.在宽凸缘的多次拉深时,必须使第一次拉深成的凸缘外径等于_____C_____直径。
A 、坯料B 、筒形部分C 、成品零件的凸缘14.为保证较好的表面质量及厚度均匀,在宽凸缘的多次拉深中,可采用______C____ 的工艺方法。
A 、变凸缘直径B 、变筒形直径C 、变圆角半径15.板料的相对厚度t /D 较大时,则抵抗失稳能力______A____。
A 、大B 、小C 、不变16.有凸缘筒形件的极限拉深系数_____A_____无凸缘筒形件的极限拉深系数。
A 、小于B 、大于C 、等于17.无凸缘筒形件拉深时,若冲件h/d _____C_____极限h /d ,则可一次拉出。
A 、大于B 、等于C 、小于18.平端面凹模拉深时,坯料不起皱的条件为t/D _____C_____。
A 、≥(0.09~0.17)(m -l)B 、 ≤(0.09~0.17)(l/m -l)C 、≥ (0.09~0017)(1-m )19.为了使材料充分塑性流动,拉深时坯料形状与拉深件横截面形状是____B______。
A 、等同的B 、近似的C 、等面积的20.当任意两相邻阶梯直径之比(dd i i 1 )都不小于相应的圆筒形的极限拉深系数时,其拉深方法是_____B_____ 。
A 、由小阶梯到大阶梯依次拉出B 、由大阶梯到小阶梯依次拉出C 、先拉两头,后拉中间各阶梯21.下面三种弹性压料装置中,____C______的压料效果最好。
A 、弹簧式压料装置B 、橡胶式压料装置C 、气垫式压料装置22.利用压边圈对拉深坯料的变形区施加压力,可防止坯料起皱,因此,在保证变形区不起皱的前提下,应尽量选用_____B_____。
A 、大的压料力B 、小的压料力C 、适中的压料力23.有凸缘圆筒形件的拉深系数d R d h d m d t 44.34)(12-+= ,从上式可以看出参数_____A_____对拉深系数影响最大。
A 、dd t B 、d h / C 、R /d 24.通常用_____C_____值的大小表示圆筒形件拉深变形程度的大小____C______愈大,变形程度愈小,反之亦然。
A 、d h /B 、KC 、m25.在拉深工艺规程中,如果选用单动压力机,其公称压力应 _____B_____工艺总压力,且要注意,当拉深工作行程较大时,应使工艺力曲线位于压力机滑块的许用曲线之下。
A 、等于B 、小于C 、大于三、判断题(正确的打√,错误的打×)1. 拉深过程中,坯料各区的应力与应变是很均匀的。
( × )2. 拉深过程中,凸缘平面部分材料在径向压应力和切向拉应力的共同作用下,产生切向压缩与径向伸长变形而逐渐被拉入凹模。
( × )3. 拉深系数m 恒小于1,m 愈小,则拉深变形程度愈大。
( √ )4. 坯料拉深时,其凸缘部分因受切向压应力而易产生失稳而起皱。
( √ )5. 拉深时,坯料产生起皱和受最大拉应力是在同一时刻发生的。
( × )6. 拉深系数m 愈小,坯料产生起皱的可能性也愈小。
( × )7.拉深时压料力是唯一的确定值,所以调整时要注意调到准确值。
(×)8.压料力的选择应在保证变形区不起皱的前提下,尽量选用小的压料力。
(√)9.弹性压料装置中,橡胶压料装置的压料效果最好。
(×)10.拉深模根据工序组合情况不同,可分为有压料装置的拉深模和无压料装置的拉深模。
(×)11.拉深凸、凹模之间的间隙对拉深力、零件质量、模具寿命都有影响。
间隙小,拉深力大,零件表面质量差,模具磨损大,所以拉深凸、凹模的间隙越大越好。
(×)12.拉深凸模圆角半径太大,增大了板料绕凸模弯曲的拉应力,降低了危险断面的抗拉强度,因而会降低极限变形程度。
(×)13.拉深时,拉深件的壁厚是不均匀的,上部增厚,愈接近口部增厚愈多,下部变薄,愈接近凸模圆角变薄愈大。
壁部与圆角相切处变薄最严重。
(√)14.拉深变形的特点之一是:在拉深过程中,变形区是弱区,其它部分是传力区。
(×)15.拉深时,坯料变形区在切向压应力和径向拉应力的作用下,产生切向伸长和径向压缩的变形。
(×)16.拉深模根据拉深工序的顺序可分为单动压力机上用拉深模和双动压力机上用拉深模。
(×)17.需要多次拉深的零件,在保证必要的表面质量的前提下,应允许内、外表面存在拉深过程中可能产生的痕迹。