水刺工艺和水刺对非织造布性能的影响
非织造材料的生产工艺与质量控制

非织造材料的生产工艺与质量控制非织造材料,作为一种具有独特性能和广泛应用的新型材料,在现代工业中扮演着越来越重要的角色。
从医疗卫生用品到汽车内饰,从环保过滤材料到服装面料,非织造材料的身影无处不在。
要生产出高质量的非织造材料,就需要深入了解其生产工艺和质量控制的关键环节。
一、非织造材料的生产工艺1、梳理成网工艺梳理成网是非织造材料生产中常用的一种工艺。
其工作原理是通过梳理机将纤维原料进行充分的开松、梳理,使纤维相互交叉、纠缠,形成均匀的纤维网。
在这个过程中,梳理机的针布配置、梳理速度以及纤维的喂入量等参数都会对纤维网的质量产生重要影响。
例如,针布的齿形和密度会决定对纤维的梳理效果,如果针布选择不当,可能会导致纤维损伤或者梳理不均匀。
2、气流成网工艺气流成网则是利用高速气流将纤维分散并沉积在成网帘上形成纤维网。
这种工艺适用于处理短纤维和超短纤维,能够生产出蓬松度高、透气性好的非织造材料。
然而,气流成网的过程中,气流速度、压力以及纤维的输送方式等因素都需要精确控制,否则容易出现纤维分布不均匀、网面不平整等问题。
3、熔喷成网工艺熔喷成网是通过将聚合物原料在高温下熔融,并经高速热气流喷吹使其细化、拉伸,形成超细纤维,然后在接收装置上凝聚形成纤维网。
熔喷法生产的非织造材料具有纤维细、孔隙小、过滤效率高等优点,在医疗卫生和过滤领域应用广泛。
但是,熔喷工艺对原料的性能、温度控制和气流速度的要求非常严格,任何微小的偏差都可能影响产品的质量。
4、水刺成网工艺水刺成网是利用高压微细水流对纤维网进行喷射,使纤维相互缠结而形成非织造材料。
水刺工艺生产的产品具有柔软、吸水性好等特点。
在水刺过程中,水压、水流量、喷射角度以及纤维网的输送速度等参数的优化配置是保证产品质量的关键。
二、非织造材料的质量控制1、原材料的质量控制原材料的质量是影响非织造材料最终质量的基础。
纤维的长度、细度、强度、卷曲度等性能指标都会对非织造材料的物理性能和使用性能产生重要影响。
影响涤纶水刺非织造布质量的因素

表 1 1 6 tx . 7de 涤纶 单纤维机械性能
主要 原因 , 一是 受产 品使 用性 能 限制 ; 二是 聚 酯纤 维 易产 生静
电, 梳理成 网效果相对 较差 , 水刺不 易缠 结 , 定量 产 品布面 效 低
果 较 差 。
11 纤维的机械・ . 眭能
水刺 非织 造布是 由单根纤维的集合体构成 的网状结构 。由 拉伸 断裂 特征 可知 , 非织 造布 的断裂强 力 由纤 维 间的摩擦 阻力 和纤维本 身的断裂强力组合 而成 , 当拉 力作用 于非 织造 布时首
纤维 的含 油率 直接影响 到纤维 的可 纺性 , 油剂 不 同其含量
20 年 第 5 08 期
纺
技 进
・ 1・ 5
量要求也不 同 。纤 维油剂含 量越 高 , 纤维 间 的摩擦 力越 大。在
一
梳理的次数 。另外 , 理过 程会 造成一些落丝 , 种落丝会缠 绕 梳 这 罗拉 , 严重 时可导致设 备无 法正常 运行 。梳 理过 程是水 刺法 成 网的重要环节 , 梳理的工作 好坏直接影响到产 品的质量 。
表 2 水 刺甩 1 5 tx涤纶短纤 的单纤维强力 . 6de
先要克服纤维 间的摩擦力 , 然后 才是 单根纤 维 的断裂 。所 以一
般认为 , 纤维的断裂强度越高 , 非织造 布的拉伸强度就 越高 。但
是非织造布 的强度不仅 仅取决 于单 根纤维 的强度 , 它还与 纤维
的断裂伸长 , 维的长度 , 曲度 , 纤 卷 细度等有关 。众 多实验证 明 , 纤维伸长 、 卷曲数越 大 , 摩擦力 及抱 和力就 越好 , 品强度 就越 产 大 。纤维越长 , 缠结效果越好 , 缠结点数越 多 , 机械性 能就越好 。 但是 , 由于受水刺生 产设备及 工艺 条件 的影 响 , 度不 宜过 长 , 长
水刺无纺布生产及性能
水刺无纺布生产及性能水刺法又称射流喷网成布法,是一种重要的非织布加工工艺,由于水刺法的独特工艺技术,它广泛应用与医疗卫生产品和合成革基布、衬衫、家庭装饰领域。
其纤维原料来源广泛,可以是涤纶、锦纶、丙纶、粘胶纤维等。
目前水刺布的主要用途为三大类,即医用、人革用和擦洁用,其销售方向:人革用水刺布主要是内销,医用水刺布主要是外销出口,擦洁用水刺布则出口与内销各占一部分。
一、新技术:1、水刺复合技术:水刺复合技术的研究与发展,不仅克服了部分非织造产品的局限性,增加了花色品种,大大拓宽了水刺非织造布的应用领域,而且促进了水刺技术乃至整个非织造布工艺的发展和提高。
(1)水刺与木浆气流成网复合技术。
由于木浆价格比水刺法常用的短纤维便宜得多,而绒毛浆吸湿性和手感均很好,因此制成的产品比全部用纤维的产品便宜,在价格上很竞争力,但在工艺上对过滤系统要求很高。
产品可用作揩布(70%g/m2)、尿布及卫生巾内芯材料。
水刺与木浆气流成网复合的设备有Fleissner公司的Aquapulp、Perfojet 公司的Airlace。
(2)水刺与长丝纺粘纤网复合技术。
该方法复合的产品兼具纺粘非织造布较市制强力和短纤维良好的吸收性能,并且较纺粘非织造布均匀柔软,有吸水吸油功能,强度又较高,可用作食品包布、装饰用布及清洁用布等。
水刺与纺粘法复合的设备有Flerssner 公司的Aquqspun、Aquasplit。
以及Freudenberg公司的Evolon加工技术。
(3)水刺与湿法成网复合技术。
典型的工艺Detex公司的Hydraspun技术,由Detex公司的湿法成网技术结合日本Unicharm公司注册的Soflom水刺方法组成。
Hyderaspun湿法水刺非织造布的强力和柔软性等同于甚至超过传统干法水刺非织造布,而且湿法水刺非织造布不掉毛屑,其线缝拉伸强力是干法水刺非织造布的两倍,尤其适用于服装领域。
2、水刺的织物整理功能新技术:1995年美国的BBA公司开发了Interspun工艺并申请了专利。
7种无纺布的生产工艺详解

7种无纺布的生产工艺详解无纺布(英文名:Non Woven Fabric 或者 Nonwoven cloth)又称非织造布,是由定向的或随机的纤维而构成。
因具有布的外观和某些性能而称其为布。
简单的讲就是:它不是由一根一根的纱线交织、编结在一起的,而是将纤维直接通过物理或化学的方法粘合在一起的,所以,当你拿到你衣服里的粘称时,就会发现,是抽不出一根根的线头的。
无纺布生产工艺流程,无纺布生产用纤维主要是丙纶(PP)、涤纶(PET)。
此外,还有锦纶(PA)、粘胶纤维、腈纶、乙纶(HDPE)、氯纶(PVC)。
按应用要求,无纺布分为一次性应用型和耐用型两大类。
根据生产工艺分为:1.水刺无纺布:水刺工艺是将高压微细水流喷射到一层或多层纤维网上,使纤维相互缠结在一起,从而使纤网得以加固而具备一定强力。
2.热合无纺布:热粘合无纺布是指在纤网中加入纤维状或粉状热熔粘合加固材料,纤网再经过加热熔融冷却加固成布。
3.浆粕气流成网无纺布:气流成网无纺布又可称做无尘纸、干法造纸无纺布。
它是采用气流成网技术将木浆纤维板开松成单纤维状态,然后用气流方法使纤维凝集在成网帘上,纤网再加固成布。
4.湿法无纺布:湿法无纺布是将置于水介质中的纤维原料开松成单纤维,同时使不同纤维原料混合,制成纤维悬浮浆,悬浮浆输送到成网机构,纤维在湿态下成网再加固成布。
5.纺粘无纺布:纺粘无纺布是在聚合物已被挤出、拉伸而形成连续长丝后,长丝铺设成网,纤网再经过自身粘合、热粘合、化学粘合或机械加固方法,使纤网变成无纺布。
6.熔喷无纺布:熔喷无纺布的工艺过程:聚合物喂入---熔融挤出---纤维形成---纤维冷却---成网---加固成布。
7.针刺无纺布:针刺无纺布是干法无纺布的一种,针刺无纺布是利用刺针的穿刺作用,将蓬松的纤网加固成布。
8.缝编无纺布:缝编无纺布是干法无纺布的一种,缝编法是利用经编线圈结构对纤网、纱线层、非纺织材料(例如塑料薄片、塑料薄金属箔等)或它们的组合体进行加固,以制成无纺布。
水刺工艺对水刺非织造布性能的影响

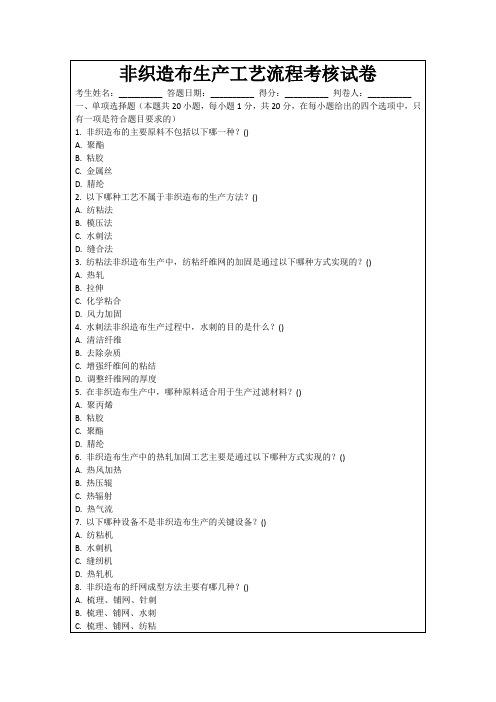
能量比对纵向抗拉强度的影响如图7所示,当纤
图2单位能量与产品厚度的关系
维两面能量被平均分配时,强度最低;当能量比最小时,
纵向抗拉强度增大,而横向抗搜嘲小(见图8)。
,140
‘-萄O
-
≥l∞
盏l∞
器 嚣 匣 《 ∞
≥l如
萋l∞
翎
∞ ∞∞∞卯 ∞70∞粥 纤网克重(g/r)
釜110
《啪
静30柏30
60
70∞
果也就更好,而且被“剪”、“扯”断的纤维也比较
项目
Rx Bl Bz B3
× × ×
_——
E3 R3 ×
× ×
少,从而既节省了原材料、减轻了循环水的污染,
又减少了设备的维修量,增加了设备的使用周期,
R2 ×
× ×
R3
× × ×
R1
×
R2 × ×
×
_——
RI ×
×
R2
×
R3
×
× ×
×
×
×
×
实现降低成本、节能的目的。
一种产品,I车间的产品强力比I车间产晶的强
预湿
在水刺处理之前,一般需要预先将梳好的纤 维网稍喷洒一些水,使准备接受水刺处理的纤维 网预先吸收部分水分,再将其稍压实后,送入水刺 装置进行处理。这样做的目的是使纤维网尽可能 充分地吸收水刺能量、增加水刺效果、提高生产效
率。 3.3.2水刺头
万方数据
22
输送网的结构紧密,则产品呈细纹机织布的外观。 因此,为了加工有花纹的外观结构产品时,一定要
选用特征与产品外观要求一致的输送网帘(托网 帘)。依次从目数多、线径细的输送网帘到目数少、 线径粗的输送网帘生产的产品,其强力、克重呈递
水刺非织造材料发展现状及应用前景的介绍
水刺非织造布的发展现状及应用前景介绍摘要:水刺法是非织造布领域中年轻而有发展前景的高端技术,自70年代问世以来经历了迅猛的发展,其产品大量应用于医疗卫生用品、服装衬里、包装材料等领域。
本文从水刺设备、水刺产品、使用纤维原料三方面介绍了水刺法非织造布的发展现状,并通过对其良好发展现状的说明,展示水刺法非织造布广阔的应用前景。
关键词:水刺非织造布水刺法现状应用前景非织造工业以惊人的发展速度被誉为纺织界的“朝阳工业”,其中的水刺非织造布也以迅猛之势蓬勃发展。
20世纪70年代中期由美国杜邦(DuPont)公司和奇考比公司(Chicopee, Johnson & Johnson 公司的一部分,1995年被 PGI 公司并购)研究开发的水刺产品问世,随后欧美地区研究发展迅速,商业化生产线自欧美扩展到日本、中国台湾和亚洲其他国家。
由于水刺法非织造材料具有吸湿性和透气性好、手感柔软、强度高、悬垂性好等优点,在医疗卫生用品、家用和工业用擦布、服装及衬布、合成革基布和过滤材料、服装用和传统产品修饰方面得到广泛应用,并在其新产品不断涌现的过程中,市场应用领域不断扩大,显示出其广阔的应用前景。
本文着重从水刺设备、水刺产品两方面介绍水刺非织造布的发展现状,并通过介绍典型的水刺法纤维原料展示水刺法非织造布广阔的应用前景。
1.水刺设备1.1 水刺法加固工艺过程水刺法工艺流程一般为:纤维成网→预湿→正反面多到水刺加固→{花纹水刺}→脱水→{预烘干}→后整理{印花、浸胶、上色、上浆等}→干燥定性→分切→卷绕→包装纤维可采用干法的梳理成网或气流成网,湿法成网及聚合物直接成网法的纺丝成网或熔喷成网,其中以干法输理成网应用最多、最普遍,其次是气流成网和湿法成网,而纺丝成网或熔喷成网应用最少。
气流成网工艺适合生产中厚型产品,太薄或太厚都容易使产品产生明显的不均[1]。
而湿法成网非织造布材料是非织造布材料生产速度最高的一种[2]。
影响水刺法非织造布产品质量因素的探讨

1 水 刺 生 产 工 艺 流 程
无 论是 国产还 是 进 口生 产 线 , 了近 年 出现 的 除
浆 粕气 流成 网和 纺丝成 网水刺 工艺在 成 网系统 上有 较 大差别 , 其生 产工 艺流 程原理 上大 致相仿 , 中短 其 纤 梳理水 刺法 非织造 布 的生产工 艺流 程如 下 :
制 屏 上显示 , 大大 提高 了喂 入精度 。 在开松 系统 中, 除杂 系统不仅 对产 品质 量有较 大 影响 , 而且决定着整条 生产 线的运 转正常与 否。若此 系统 出故障, 轻者 纤 网上 会 出现杂 质疵 点 , 而硬 质 杂 质则 可能导致梳理机 的瘫 痪, 造成停 产。 因此 我 们应
水刺法是诸多非织 造布加工方法 中的一种 , 它利 用高压高速细 水 流冲击 纤 网, 使纤 维 相互 缠结 抱 合 , 从而使纤 网得 到固结, 是一种独特 的新型非 织造布 加 工技术。水刺产 品不施加任何化 学粘合剂 , 具有 吸湿 性好 、 不起绒 、 掉 毛、 湿柔 软 、 垂性 好 等优 点 而 不 吸 悬 广泛应用于卫 生材料、 家庭用 品和服 饰等领 域。 相 对 于其 它 非 织造 布 生产 技术 而 言 , 刺工 艺 水 流程较 长 , 生产线 设备 系统较 为复 杂 , 只有 对 各系统 加 深 了解 , 才能制定 出合适 的生产 工艺 , 产 出满足 生 客户要 求 的产 品。
彭富兵 , 焦晓宁 : 影响水刺法 非织造布产品质量 因素的探讨
1 5
分 梳使其 混合均 匀 , 使单 根纤维 互相 交叉 抱合 , 并 依 靠其 自身 的卷 曲和摩 擦形成 均匀 的纤维 网。 梳 理是 短纤 水 刺 技术 的 核心 , 网的均 匀 度 和 纤 纤 网中纤维 的分 布 排列 方 向均与 梳 理 有 关 , 对 产 这 品的性 能和用途 具有 直接 的影响 。为 了提 高梳理 质 量, 生产 中常采 用 预梳 和 多道 梳 理 工 艺 。生 产 中 不
非织造布生产工艺流程考核试卷
D.热轧机
8.非织造布的纤网成型方法主要有哪几种?()
A.梳理、铺网、针刺
B.梳理、铺网、水刺
C.梳理、铺网、纺粘
D.梳理、铺网、热轧
9.以下哪种特点不属于非织造布的特点?()
A.透气性好
B.拉伸强度高
C.吸湿性强
D.织物结构紧密
10.非织造布在医疗卫生领域的应用主要包括以下哪些?()
A.医疗器械包装
C.增强纤维间的粘结
D.调整纤维网的厚度
5.在非织造布生产中,哪种原料适合用于生产过滤材料?()
A.聚丙烯
B.粘胶
C.聚酯
D.腈纶
6.非织造布生产中的热轧加固工艺主要是通过以下哪种方式实现的?()
A.热风加热
B.热压辊
C.热辐射
D.热气流
7.以下哪种设备不是非织造布生产的关键设备?()
A.纺粘机
B.水刺机
A.聚丙烯
B.聚乙烯
C.木材
D.腈纶
14.非织造布的纺粘法生产过程中,纺粘纤维的拉伸方式主要有哪两种?()
A.热拉伸和机械拉伸
B.热拉伸和化学拉伸
C.机械拉伸和化学拉伸
D.热拉伸和热轧拉伸
15.以下哪种设备主要用于非织造布的水刺加固工艺?()
A.纺粘机
B.水刺机
C.针刺机
D.热轧机
16.非织造布在汽车内饰领域的应用主要包括以下哪些?()
7.针刺加固工艺对纤维的损伤较大,会影响非织造布的柔软度。()
8.非织造布在环保方面的优势之一是易于回收利用。()
9.非织造布的生产过程中不需要进行纤网成型。()
10.非织造布的过滤性能仅与纤维的直径有关。()
五、主观题(本题共4小题,每题5分,共20分)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
水刺产品和水刺产品性能的影响因素摘要 : 非织造产品越来越受欢迎,而水刺法是一门正在蓬勃发展的非织造布加工新技术。
近年来水刺非织造布获得快速发展。
水水刺产品的影响因素有很多,这里我们主要研究两类:纤网的成网特性、水刺加固的工艺参数。
关键词 : 水刺非织造布,水针压力,水针头水过滤系统的效率水刺非织造布工艺是70年代中期由美国DuPont和Chicopee公司开发成功的。
1958年,美国Chicopee公司首先申请了利用加压的水流使纤维重新排列的专利,这项专利技术被成功地用于干揩布的生产实际中[1]。
20世纪70年代中期有美杜邦公司(dupont)和奇考比公司<chicopee.johnson&johnson)公司的一部分,1995年被PGI公司并购>研究开发的水刺产品问世。
其后,水刺工艺因突破非织造布的传统工艺而迅速发展。
水刺法又称射流喷网成布法,是一种重要的非织布加工工艺。
水刺工艺具有很多其他工艺非织造布的特性,因此被广泛应用在很多领域。
不水刺工艺唯一的不足就是能耗较高,但是随着水刺非织造布技术的发展,其能耗正在明显下降。
通过各个发面的完善,水刺非织造布逐渐占领市场上的其他工艺的非织造布。
下面我们主要来研究一下水刺产品和水刺产品的影响因素。
Ⅰ. 水刺技术的现状与发展水刺工艺自20 世纪90年代进入中国以来,发展迅猛,目前已有100多条生产线,多数用于生产革基布、医用材料、卫生材料等。
一般水刺压力较低,产品克重在200g/m2以下,否则成布后极易出现分层[2]。
近年来,随着国际上水刺技术的不断进步,突破了水刺压力的瓶颈,开始进入工业滤料领域[3]。
世界水刺布的增长率高一其他工艺非织造布,而且每年都在以很高的速率在增加,见表1、表3[4]由于水刺法工艺织成的布具有透气性好、手感柔软、悬垂性好、外观多样多变、无需粘合剂加固、耐洗、强度高、低起毛性、高吸湿性、外观比其他非织造材料更接近传统纺织品的特点。
水刺工艺被越来越多的人所接受,虽然水刺法非织造布技术的主要不足是能耗较高,但是随着科学技术的发展,其能耗也在明显下降。
目前,水刺非织造布的应用领域也在慢慢扩大,慢慢在市场上占有一定的地位。
现在主要应用于医疗卫生用品、家用和工业用檫布、服装及衬布、合成革基布和过滤材料、服装用和传统产品修饰等。
水刺在医疗上的应用主要有手术衣和手术帘,因为水刺布可以防止病毒感染,而且具有很好的通气性,所以水刺手术衣一直占有主导地位。
目前,孩子的健康更受关注,所以基于水刺产品良好的通气性,其被应用在婴儿湿尿布行业。
当然其还有很多其他的特点,总之水刺非织造布已经被很多领域认可。
Ⅱ. 水刺工艺的设备对于非织造布的发展与快速进步,那么水刺设备就有更大的要求与改善。
美国赫尼柯姆公司的水刺设备是开发最早的水刺设备之一,在水刺技术发展史上具有一定的地位。
早在1973年,美国honeycomb公司已成为DuPont公司开发出水刺法非织造布生产设备,是DuPont公司此类产品在世界上占领了近10年的领导地位[5].虽然现在的水刺设备很多(如帕弗杰特公司、德国福来司拿公司、常熟飞龙公司、郑州纺织机械股份有限公司等),但是他们他们的水刺设备的基本原理还是相同的,技术也各有千秋。
Ⅲ. 水刺法工艺的流程水刺法非织造布与其他的干法非织造布的工艺过程相似,但也有其特有的过程:纤维计量→开松混合→梳理成网→纤网正反面水刺缠结→烘燥→卷取Ⅳ. 水刺法加固原理水刺非织造布与其它干法非织造布生产工艺过程类似,需对纤维进行喂料、开松、精密开松的处理,纤维经梳理机械成网后,通过高压水柱的水流(水针)对纤网进行喷射,在水针直射或托网反射产生的水力作用下使纤网中的纤维产生相对运动而重新排列和相互缠结,从而使纤网得以加固而具备一定强力后,再经烘燥卷取而获得[6]。
Ⅴ. 水刺法工艺过程纤维计量开松混合-梳理成网-纤维正反面水刺缠结-烘燥-卷取Ⅵ. 影响水刺产品的因素影响水刺非织造布性能的因素很多,主要分为两大类:一是纤网的成网特性;另一类是水刺加固的工艺纤维性能对水刺产品性能的影响:在一定的水刺压力下缠结的水刺产品,其断裂强度与纤维长度有关,在一定的长度范围内,断裂强度随纤维的增加而增加,这是因为纤维的长度增加,每根纤维受到水流冲击的部位增加,纤维的缠结度随之增加,从而提高了产品的断裂强度。
对于纤维的细度来说,同样长度的同种纤维,在同种的水刺压力下缠结,细度细的纤维织物的强度比细度粗的纤维织物的强度大,这是因为同样克重的产品,细度细的纤维覆盖率要比细度粗的大,且其弹性模量也低,在水刺时的缠结点增加,从而提高了缠结度,增加了产品的强度。
纤维的抗弯刚度直接影响到水刺效率,抗弯刚度越大水刺效率越低。
可见,纤维的弯曲挠度只与水刺力成正比,而与纤维细度(纤维的折合直径)的四次方成反比,同时还与纤维的截面形态系数和纤维抗弯模量成反比。
也就是说,纤维细度对水刺效果的影响远大于水压对水刺效果的影响。
若纤维直径增加一倍,则水刺力增加十五倍才能使纤维达到相同的抗弯挠度。
纤维的截面形状和抗弯模量也影响到水刺效率,纤维的截面形状系数依次为:扁平形/圆形/中空圆形/三角形,即扁平纤维的水刺效率最高。
纤维得抗弯模量越小,水刺效率越高。
对于纤维的卷曲度来说,卷曲度愈高,纤维成网时有利于纤维间的相互抱合,使纤维的稳定性增加,同时纤维抗拒外力变形的能力增加;在水刺时,反纤维的缠结度降低,因此提高了最终产品的蓬松度,降低了织物的强度。
纤维表面处理的油剂性能,直接影响水刺产品的质量,纤维的含油量太低,则会影响纤维的成网均匀性。
用于水刺纤维的油剂应具有低泡特性,且含油量不能太大,如果含油量太高,水刺后油剂进入工艺水中,会产生大量的泡沫,这不仅影响过滤系统的过滤效率,而且泡沫一旦进入高压泵或管道,不仅使高压泵的柱塞磨损,而且泡沫进入水刺装置后影响高压水流的连续喷射,且不能维持高压,使布面出现稀密路,影响产品的表观质量。
在这种情况下,应适当添加消泡剂,消除泡沫,保证循环过滤系统的工作正常纤维的吸湿性也可以提高水刺带动纤维的效率[7]成网方式对产品的影响:对于相同克重的纤网,在同样的水刺加固条件下,成网方法不同,产品的纵横向强力比是不一样的[8].采用机械杂乱梳理成网的纤网,纵向排列的纤维多于横向排列的纤维,经过水刺后总是纵向强力大于横向强力。
因为,经水刺后只会加强这种现象,纵横向强力比得不到改善;采用交叉折叠铺网的纤网,由于横向排列的纤维多于纵向排列的纤维经过水刺后会使纵向排列的纤维增加,从而可以使产品的纵横向强力比接近1:1而得到改善。
水刺装置排列对水刺非织造布性能的影响:用同一台杂乱成网的梳理机梳理同样克重的纤网,若分别采用平板式排列和圆周排列的水刺装置以相同的水针压力进行水刺加固,最终水刺产品的横向强力,后者要比前者提高0.3~0.4。
这是因为纤网经过滚筒时,上部疏松,下部压缩,提高了纤维网之间的缠结度,滚筒上的金属网帘的开孔率仅在0.09~0.15,采用随机分布方式,高压水流在喷向纤网时,纤网的纤维被无规则地推向空的四周,促使纤维横向排列,故使纤网横向强力提高。
水质要求与影响:水刺工艺用水的处理是水刺非织造布的关键。
生产中要合理配置过滤系统,注意循环水的处理,定期更换滤布、滤袋和滤芯等器材,准确调整工艺用水的pH值,定时添加杀菌剂,防止细菌等微生物的滋生。
循环水也要定期适量排放,添加新鲜水,使工艺水保持一定的纯度。
同时,还要注意水刺装置内安全过滤网和水针板的清洁,要定期用高压水枪冲洗水刺装置内腔。
如果工艺用水处理不当,会使设备无法正常运行。
如果细小的杂质和污垢会使水针板的针孔堵塞;如果纤维表面油剂选择不当,水刺后会产生大量泡沫,影响产品质量;如果工艺水中滋生微生物和藻类,会增加水针板针孔堵塞的概率,同时会污染空气。
为了保证设备的连续运行,工艺用水的要求必须严格,水中不能含有固体颗粒杂质,水质必须是中性,水中尽量减少金属离子的含量,特别是钙镁离子及其他无机物和有机物杂质,更不能有微生物的污染。
总之,工艺用水越清洁越干净,在生产中遇到的问题就越少。
在实际运行过程中,工艺用水的温度升高,有利于纤维的柔软,有利于纤维的缠结,但水温的升高也会促使泡沫产生、促使微生物生长,也会引起沉淀和水锈,使水针板的针孔受到磨损。
这就要求在生产过程中必须按时添加经过弱化处理的新鲜水,而对工艺过程中用过的水必须进行净化、过滤处理,滤去直径大于20微米的杂质后再循环使用。
水针压力对其影响:水刺法非织造布是由高压水流形成的“水针”作用纤网,使纤维相互缠结而形成的。
高压水流经水针头、水针板垂直射向纤网,形成连续呈圆柱状的水针。
在水针纤网的过程中,纤维在水力作用下从表面被带人网低,当水针穿过纤网射到托网帘后,形成不同方向的反射,又使纤网受到多方位水柱的穿刺,这些直射和反射动作的组合形成对纤网不同方向的缠结,使纤维网中的纤维向不同方向做无规则运动。
从而形成水刺非织造布[9]。
如表5、6并且通过实验可以得出在某种程度上,水针压力越高,水针的能量就越大,水刺布的强度也越高,但过高的水压对提高产品强度作用不大,有时甚至会出现反作用,而且会浪费大量能量,导致生产能耗增加,生产成本过高[10]。
结语非织造布的应用有很多实质性的优点,而非织造布的生产又有很多工艺,但上面所说的水刺工艺却有很多自身的优点,而很多因素又在影响着水刺非织造布的性能。
纤维的细度来说,同样长度的同种纤维,在同种的水刺压力下缠结,细度细的纤维织物的强度比细度粗的纤维织物的强度大。
纤维的抗弯刚度直接影响到水刺效率,抗弯刚度越大水刺效率越低。
纤维的卷曲度来说,卷曲度愈高,纤维成网时有利于纤维间的相互抱合,使纤维的稳定性增加,同时纤维抗拒外力变形的能力增加;在水刺时,反纤维的缠结度降低,因此提高了最终产品的蓬松度,降低了织物的强度。
所以对于不同的产品首先要选用合适的纤维,以满足产品的需要,降低生产成本。
过滤过程中,一定要选取合适的过滤方案和装置。
参考文献[1]马咏梅国外水刺非织造布的现状与发展[2]吴兵非织造布生产技术简介[3]马永梅国外水刺非织造布的现状与发展[4]浦松丹李洪水刺非织造布对纤维原料性能的要求[5]郭秉臣非织造布学[M] 北京中国纺织出版社 2002 113-116[6]焦晓宁水针压力对水刺非织造布质量的影响[7]马建伟纤维性能对水刺效果的影响[8]马建伟陈韶娟非织造布技术概论中国纺织出版社 2008[9]翁美玲张孝南侯伟丽水刺工艺在工业除尘滤料上的应用和发展趋势产业用纺织品 2011(11) 38-41[10]王晓婷陈廷水刺非织造布技术的新发展[J] 纺织导报 2006(6) 64-66。