基于PowerMILL的数控加工技术在模具制造中的应用
加工圣手PowerMILL在模具制造上的应用
加工圣手PowerMILL在模具制造上的应用初次见到PowerMILL便被其简洁的界面所吸引。
几项菜单,几个图标便是其全部内容的函括,全中文化的界面,更体现DELCAM公司对国人的一份关注......初次见到PowerMILL便被其简洁的界面所吸引。
几项菜单,几个图标便是其全部内容的函括,全中文化的界面,更体现DELCAM公司对国人的一份关注。
PowerMILL使用过程全智能化,对于有经验的数控加工程序编制工艺人员可在一、二天内即可用其进行工作,大大缩短学习时间。
制造模具的核心在于复杂型腔的加工。
模具型腔内的复杂型面绝大多数是由铣削加工完成,其余铣加工不能完成的型腔面则由电加工完成。
因此,模具设计制造的速度直接影响公司的经济效益。
PowerMILL快速生成数控程序,从而大大缩短了开发周期。
PowerMILL与PRO/E,UG,CATIA等软件生成的数据及x_t、ige、stl等文件格式都有数据接口。
三维造型输入,毛坯计算,定义刀具,调整加工的各种参数控制零件的精度及表面粗糙度,进行模拟加工,输出刀位文件直至输出NC程序,过程清晰明了。
铣加工提供了,区域清除、模式精加工、等高加工精加工、三维偏置精加工、旋转精加工、投影精加工等模式。
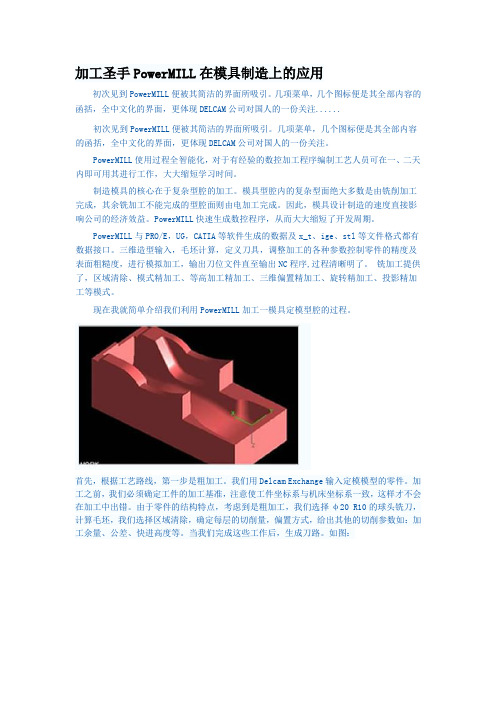
现在我就简单介绍我们利用PowerMILL加工一模具定模型腔的过程。
首先,根据工艺路线,第一步是粗加工。
我们用Delcam Exchange输入定模模型的零件。
加工之前,我们必须确定工件的加工基准,注意使工件坐标系与机床坐标系一致,这样才不会在加工中出错。
由于零件的结构特点,考虑到是粗加工,我们选择φ20 R10的球头铣刀,计算毛坯,我们选择区域清除,确定每层的切削量,偏置方式,给出其他的切削参数如:加工余量、公差、快进高度等。
当我们完成这些工作后,生成刀路。
如图:仔细观察刀轨,你可以利用加工仿真工具,对你的毛胚进行试切削加工,防止过切等问题。
仿真加工后留下的加工毛胚,可以储存留待精加工时使用如果刀路没有问题,就可以将其输出为机床认识的通用NC程序,开始型腔的粗加工。
powermill 2020五轴数控加工编程应用实例

powermill 2020五轴数控加工编程应用实例PowerMill 2020是一款功能强大的五轴数控加工编程软件,可以用于制造复杂的零件和模具。
下面是一个应用实例,演示如何使用PowerMill 2020进行五轴数控加工编程。
1. 打开PowerMill 2020软件,并导入要加工的零件模型。
2. 在软件中创建新的加工操作,选择合适的加工策略,例如五轴联动加工、五轴侧铣等。
3. 设定加工参数,例如刀具、切削参数、冷却方式等。
4. 进行加工模拟,检查加工过程是否正确。
如果有错误,需要进行调整。
5. 将加工代码导出到数控机床中,进行实际加工。
在应用实例中,我们需要注意以下几点:
1. 在选择加工策略时,需要考虑零件的形状、材料和加工要求等因素,以确保加工效率和精度。
2. 在设定加工参数时,需要结合实际情况进行调整,例如切削速度、进给速度和切削深度等。
3. 在进行加工模拟时,需要仔细检查加工过程,特别是刀具路径和切削参数等方面,以确保实际加工中不会出现错误。
4. 在实际加工中,需要确保数控机床的精度和稳定性,同时需要操作人员的技能和经验,以确保加工质量和效率。
总之,PowerMill 2020五轴数控加工编程软件的应用实例需要结合实际情况进行调整和优化,以确保加工质量和效率。
PowerMILL高速铣削加工技术在模具制造中的应用
速度 ,减少刀具磨损 ;③最佳等高加工, Pw r IL系统会 自动利用 区域分析算法 o eM L 对 陡峭和平 坦 区域分 别处理 ,计 算适合 等高及适合使用类似3偏置 的区域 ,并且 D 同时可 以使用螺旋方式 ,在很少抬刀的情 况下生成优化 的刀具路径 ,获得更好 的表
相应 的刀轨规划就成 了关键。 对高 速铣 削刀轨 的主要 要求 是 ① 刀具 不能 与零件 产生 碰撞 ;②避 免材料 切除率的突然 变化 ;③ 切削方式 ( 顺铣
或 逆 铣 )应 保 持 恒 定 ;④ 应 避 免 切 削 方
径 ,能适应模具高速加工要求 ,具有较好
的应 用 价 值 。
大 部 分 的 切 削 热 通 过 切 屑 带 走 , 以 减 少
2 Po we M I L r L
高速/ -策 略 jr n-
21 加工策 略 .粗
粗 加 工 的主 要 目标 是 追 求 单 位 时
间 内 的 材 料 去 除 率 , 并 为 半 精 加 工 准 备 工 件 的 几 何 轮 廓 。 P w r I L 粗 加 工 oeML的
P A TCSMA F C U E 塑料制造 L S I NU A T R 8 3
零件 的热变 形 ;低 负荷 切削 意味 着可通
过 减 小 切 削 深 度 而 减 轻 切 削 力 ,从 而 减 少 切 削 过 程 中的 振 动 和 变 形 。 同 传 统 铣 削 相 比 ,高 速 铣 削 工 艺 有
( i j a g T a y ( r u ) C . L d T c n l g e t r S i e i 3 0 0 C i a X n i n i n e C o p o , t , e h o o y C n e h h z 8 2 0 h ) y l
PowerMILL软件在模具加工中的技巧

PowerMILL软件在模具加工中的技巧PowerMILL软件在模具加工中的应用技巧摘要主要阐述了使用PowerMILL软件在模具加工中的一些应用技巧,并针对转向机壳体模具加工工艺过程进行了分析。
关键词:PowerMILL软件 PowerShape Delcam Plc CAM系统PowerMILL是一种专业的数控加工编程软件,由英国Delcam Plc 公司研制开发。
它是世界上功能最强大、加工策略最丰富的数控加工编程软件体系,同时也是CAM软件技术最具代表性的,增长率最快的加工软件。
它是独立运行的、智能化程度最高的三维复杂形体加工CAM系统,它能由输入的模型快捷、准确地产生无过切粗加工和精加工路径。
这些模型可以是由其它软件产生的曲面,如IGES文件、STL 文件等,也可以是来自PowerSHAPE 的模型(实体或曲面)或Solid Edge 、SolidWorkS、UG、Pro/ENGINEER、CATIA等PART 模型。
它功能强大,易学易用,计算速度快,能最大限度地发挥CNC数控机床的效率,确保生产出高质量工模具。
下面简单阐述一下使用PowerMILL软件在模具加工中的一些应用技巧。
一、粗加工PowerMILL以其独特、高效的区域清除方法而领导区域清除加工潮流。
这种加工方法的基本特点是尽可能地保证刀具负荷的稳定,尽量减少切削方向的突然变化。
PowerMILL中所使用的粗加工策略为三维区域清除加工策略,包括偏臵区域清除模型、平行区域清除模型、轮廓区域清除模型3种方式。
其中用得最多的是偏臵区域清除模型加工。
粗加工采用偏臵加工策略,并在刀具半径的尖角处采用圆角光顺处理。
PowerMILL 的"赛车线加工"可减少任何切削方向的突然转向,生成的刀具路径非常光顺,这样就大大减少切削速度的突然变化,保持均匀的加速度,同时最大程度减少刀具磨损和机床主轴的切削压力,符合了高速加工的需求。
基于PowerMill的深腔模具加工方法

1引言激光选区熔化(SLM)打印零件过程中,存在部分未完全熔化的粉末粘附在侧表面形成挂渣的现象[1~3]。
这些挂渣会影响零件的尺寸精度和表面粗糙度值,一般只能通过喷砂、抛光等后处理工序进行去除,而部分结构复杂的零件内部的挂渣,即使采用后处理工序也无法去除。
这不仅影响零件的生产效率和打印成本,而且也限制了SLM的应用范围[4]。
为解决此类问题,研究者提出了将SLM与数控铣削加工相结合的增减材复合制造技术。
Du等结合SLM与精密铣削技术[5],对18Ni300马氏体时效钢进行增减材复合制造,发现与锻造和SLM相比,增减材复合制造的零件具有更好的表面质量和更高的硬度。
Philipp Wüst等采用正交法[6],优化了增减材复合制造铣削过程中的切削速度、每齿进给量和径向切削深度等工艺参数,认为径向切削深度是对表面质量影响最大的参数,优化后的侧表面粗糙度值降低了23.1%。
Bai等研究了6511马氏体不锈钢的增减材复合制造工艺[7],发现当轴向铣削深度为0.1mm时,表面粗糙度值达到最低值0.32μm,此时刀具会对试件表面产生超过500MPa的压应力。
SLM与数控铣削加工相结合的增减材复合制造技术,尽管已经应用于实际生产[8],但由于刀具尺寸的限制及铣削力的存在,使其难以加工具有薄壁和微孔等结构的零件。
Yasa等提出了一种新的增减材复合制造思路[9],即在SLM设备上,采用Nd:YAG激光器的连续模式进行增材打印,采用脉冲模式进行减材加工,这种增减材复合3D打印工艺可以提高SLM的精细加工能力,但是长脉冲激光对零件侧表面的加工存在一定的局限性。
因此,本文采用SLM与皮秒激光切割相结合的激光增减材复合3D打印工艺,针对GH3536合金,研究了皮秒激光工艺参数对打印零件尺寸精度和表面粗糙度值的影响规律,并采用这种工艺打印了薄壁、圆孔等典型几何特征结构,以解决SLM打印零件侧表面的粘附挂渣问题,提高3D打印零件的尺寸精度和表面质量。
CAXA制造工程师结合PowerMILL在模具制造中的应用

三维 空 间造 型 , 目前 大 多数 都是根据二维 图样来做 的。所 以如
何很好地理解:维三视图是能否做 二
出实体造型的第一步。根据 图样提
供的5 个视图,我们要想象出这个
表面造型 、实体造型等造型 功能。
零件是一个什么样 的空 间形状。图
软件提供 的基 于实体精确造 型的技 样中确定零件形状的关键截面有四 术 ,包括拉伸增料 、导动增 料等五 个 :主视图的Z端面、右端面和 中 E 种增加材料 的方法 , 转除料、放 间的B B _A 面,造型 的主要 旋 — 、A 截
样除料、曲面裁剪等六种减少材料 工作就是根据这 四个截面来完成。 的方法,过渡、抽壳、拔模等特征 利用给定的截面来做造型 ,首选的
编辑功能 以及 缩放 、型腔 、分模 等 功能就是放样增料、放样除料。模
模具相关 的功 能。由于 采用了精确 具 四 周是 四 个三 种 不 同角 度 的斜 的 造 型技 术 ,使 曲面 融合 进 实体 面 ,这三个面可 以考虑 多曲面裁实 中,形成统一 的曲面实体复合造 型 体 ,也可以考愿根据四 周斜面的斜 技术 。利 用这 一模 式 ,可实现 曲面 度求出上端的矩形 , 利用上下两个
经做好的模型做布尔运算 :
() 6按图倒各圆角。 通过这 六大造型步骤的完成 ,
文件格式,用它们进行文件交换一 Pw r IL o e M L 中。在点击P w r IL oeML 中
般不会 出现问题。C X - E AA M 在读入 “ 件 ” 菜 单 下 面 的 “ 入 模 文 输 框中 “ 文件类型 ”下选 择需输入 的
三塞具 嘉 兰圣的 言 竺模设 兰兰至 茎 实三 现
核心 件P w 。e
束 实体 等 混 合操 作 。 最 主要 的 是 如果也采用放样增料或除料的方法 CX ̄造工程师软件是专 门针 对中 AA ] 可能 比较困难 ,这时可 以采 用实体
PowerMILL在汽车覆盖件模具数控加工中的应用
Power MILL在汽车覆盖件模具数控加工中的应用摘要:在汽车覆盖件模具生产中,成形工艺是一个非常关键的环节。
本文主要阐述了以 Power MILL为核心的汽车覆盖件模具的数控编程过程,并着重论述了其加工思想和优化刀具轨迹的经验与方法。
最后,以汽车后裙内板拉深凹模为实例,介绍了 Power MILL在汽车外罩模具数控加工中的应用。
关键词:Power MIL;覆盖件模具;数控编程汽车覆盖件模具是一种大型汽车覆盖件,它具有工作型面复杂、自由曲面多、加工精度高、成本高等特点。
近年来,由于汽车模型的更新率不断提高,模具的制造周期也在不断的缩短。
已经成为当今模具企业面临的一个重要课题。
以某汽车后裙内板覆盖件模具为实例,介绍了运用 Power MILL软件进行汽车外罩模具设计的具体步骤与方法。
一、 Power MILL软件的开发与实现Power MILL是英国德尔康公司开发的一款高质量的3D加工软件,该软件拥有多种加工策略、高效的防冲断、防过切等功能,以及以工艺知识为基础的模版库,满足了高质量、安全、高效生产的需要。
在 Power MILL平台上进行汽车外罩模具的数控编程,其工作流程如下。
(一)模型的输入和分析在 Power MILL中使用的数字模型通常是从 UG,CATIA等软件中得到的。
在程序编制之前,将覆盖件模具的数模输入到 Power MILL中,之后利用计算等方法,得到凹面半径等数据。
以便进行工艺设计。
(二)加工座标的确定覆盖件模型的建立主要以车身座标系为基础,而覆盖件的模具设计则是以模架为基础。
为了方便在模具制造过程中进行定位和校正,采用 Power MILL程序的加工坐标系统可以直接选择模具座标系。
(三)建造基础设施坯料是形成刀痕的重要依据。
汽车覆盖件的毛坯尺寸分布不均匀,如陡峭面、局部镶块、刀具磨损严重等,其切削陡度较大,若在较大的区域进行大面积的粗加工,会影响切削稳定性。
因而在程序编制之前,必须先确定一个能反映实际陡度信息的坯料。
PowerMILL在模具数控编程中的应用
的截 面 宽度 1.6nn 45 l 。因此 , r 需要 换 尺寸 小 的 圆角刀
3 相机外壳模具 的数控编程
D0 1 1R 进行二次开粗 , 对粗加工刀具路径进行复制 , 得 到 一新 的 刀具 路 径 ,需 要 修 改 的参 数 :刀 具 下面 以相机外壳模具的数控编程来介绍 Pw r D 0 1行距 4 下切步距 0 ; 留加工采用 “ oe 1R ; ; .残 5 刀具路 ML IL的编程过程 。相机外壳模具 的三维 图如图 1 所 径” 方式 , 相对于粗加工刀具路径 , 其余默认设置。
2 操作方法与步骤
数 控编程存在一个基本的框架 , 型输入 、 如模 毛
坯定义、刀具定义 、刀具路径 的产生、 C程序的生 N
Hale Waihona Puke 这几个步骤必不可少 , 且不能颠倒次序 。 Pw r IL操 作完全符 合数控加工工程概念 , 成 , o e L M
收稿 日期 :0 1 0 — 6 2 1- 9 2
作者简 介: 王桂林 (95 ) , 17 - , 内蒙古赤峰人 , 男 工程师 , , 讲师 研究方 向为模具设计 与制造 、 模具 C DC EC M A /A /A 。 17 3
Eq i me t u p n Ma ua ti gT c n lg . 2, 0 n f cr e h oo y No 1 2 1 n 1
示 ,材质为 P 0 2 ,最大轮廓尺寸 10n x10 m X 8 ln 2 m l
3 . m, 07 7 m 上顶面有两个凹槽 , 大小分别是 3 n 4r l l l × 1.2mm 和 2 . l 45 . m 下 底 1 8 89 ni x1 .6mm X25 m, 4 n
() 3 定义 毛 坯 ;
PowerMILL在五轴机床上轮胎模具中的应用(Part 2)
PowerMILL在五轴机床上轮胎模具中的应用(Part 2)先导入三维模型,仔细分析并且测量图档,确定方便快捷的装夹方式,由此可以确定轮胎模具的尺寸并且创建工作坐标系,如图7所示。
Powermill提供强大的坐标系创建功能,按照加工的区域而异创建坐标系以满足加工需求。
根据三维模型的形状和尺寸,选择使用人性化控制系统HEIDENHAIN i TNC530和具备高扭距高进给(所有轴都采用直线电机驱动)的DMG HSC75 linear 5 Axis 上加工此轮胎模具。
一、PowerMILL加工轮胎花纹的数控编程1. 三维模型的分析A,首先,先导入三维模型,仔细分析并且测量图档,确定方便快捷的装夹方式,由此可以确定轮胎模具的尺寸并且创建工作坐标系,如图7所示。
Powermill提供强大的坐标系创建功能,按照加工的区域而异创建坐标系以满足加工需求。
根据三维模型的形状和尺寸,选择使用人性化控制系统HEIDENHAIN i TNC530和具备高扭距高进给(所有轴都采用直线电机驱动)的DMG HSC75 linear 5 Axis 上加工此轮胎模具。
以下是HSC75linear的技术参数和机床图片:主要特点 Highlights:所有轴都采用直线电机标准配置配有18,000rpm的主轴电机和提升式排削器两扇大型舱门提供了卓越的可操作性良好的排屑性能配置旋转工作台和摆动头可实现5轴加工B. 坐标系创建在毛坯的上表面正中心位置。
图7C. 刀具的选择,通过仔细的分析,创建符合加工要求的刀具。
可通过powermill特有的功能侦测三维模型的的最小半径,以方便确定最小刀具的使用,如图8所示。
图8按照三维模型选择盘形铣刀、平底端铣刀、刀尖圆角端铣刀、球头铣刀。
盘形铣刀主要用于切削毛坯开粗加工和两个倾斜端面的粗加工。
选用Φ40R5、Φ20R3。
刀尖圆角端铣刀主要用于花纹块型腔的开粗加工、型腔底面的清根精加工等,选用Φ10R0.5、Φ6R0.5、Φ8R0.5。
PowerMILL在汽车模具层切加工中的应用
全球 招 商热线 :5 8 2 9 9 0 1— 6 9 9 9 7
S T L
网址 : WW. lpc m W s e .o t
一 山)
P weMIL 汽车模具层切加 工 中的应 用 o r 在 关 中 L
张 林 浩
东风模具冲压技术有 限公司模具分公 司( 湖北武汉
司, 随着公 司的市场开拓 , 乘用 车外 覆盖件模具 已成 引言 我公司是 以生产 汽车覆盖件模具 为主的模 具公 为我公 司生产重点 。通过 与国外先进 的外覆盖件模
+ 实验结果 —》 s A PN 仿真结果 — 一JT M / V
艺参数和精确预测制件成形及 回弹 的结果 , 进而大幅
短 模 具生 产 周期 , 降低 制造 成 本 。
键词 : o eM L ; P w r IL 汽车模具; 层切加工; 可转位 刀具 图分类号 :P 9 .;G 8 . T 3 1 T 35 7 2 文献标识码 : B 文章编号 :0 2 0 - 5 0 5 2 1- 1 1- 1
Ap l a i n o we M I p i t fPo r LL n S r t y n c o i tai i g f M a u a t r o t o d n f cu ef r Au o M l
【 bt c】 ae n t c a pout n ad cm ie i h hr t ii fte A s at B sd o h at l r c o n o b d wt t caa e sc o h r e u d i n h e c rt s
a p ia i n o AM o t r n o r c mp n ,t e a v n a e h tt e P we MI L s f r n p l t fC c o sf wa e i u o a y h d a t g s t a h o r L ot e i wa p o r mmi g a d p o e sn s d s u s d r ga n n r c s i g wa ic s e .An twa u c s f l p l d t h t t y n di s s c e su l a p i o t e sr i i g y e a f
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ie & Mould
D
模 具
69
滑块采用导销导向,其长圆孔距离可以大于需移动距离,斜楔角以使达到可成形为宜,不必滑动距离过长,并注意与板材接触一边要倒R 1~R 1.5mm 圆角过渡,以免使零件有压伤痕迹。
斜楔的斜楔角应与滑块斜楔角相配,并在与两直面交汇处倒圆角过渡。
4. 工作过程
随着上托3的下行(见图4),上托3上的弹簧2压住块1,块1随之下压锥块9水平涨开零件底板弯曲内腔的组合模芯10,使组合模芯10四侧面紧贴内腔,随着上托3的继续下行,上托3上的4个斜楔4推动凹模8上的四个方向的滑块6和滑块11水平向里移动,从而达到弯曲四个短边的目的;当上托3上行
基于PowerMILL的数控加工技术在模具制造中的应用
湖南化工职业技术学院 (株洲 412004) 刘 容
随着我国汽车、家电等工业的迅速发展,产品外形变得越来越人性化与完善,随之产品的更新换代、模具设计与制造越来越快。
利用当今流行的CAD/CAM 集成设计与制造技术与先进的管理手段,增强企业的竞争力,PowerMILL 作为Delcam 的旗舰多轴加工CAM 系统而享誉世界。
本文使用Delcam 的PowerSHAPE 对鼠标外壳零件进行造型设计,利用PowerMILL 软件的刀具策略对鼠标凸模进行加工,利用软件的后处理功能,生成数控机床能识别的NC 程序,导入数控机床进行凸模的数控加工。
1. 鼠标塑件分析
鼠标外壳零件如图1所示,整体为一薄壁壳体类零件。
壳体表面由曲面构成,塑件上表面要求光
图1 鼠标外壳
时,四个方向上的滑块6和滑块11在拉簧7的作用下复位,同时块1与锥块9脱离,零件在推板5的作用下被推出,完成弯曲动作。
5. 生产中应注意的问题
生产时,进行第二道弯曲前,在调整好模具的前提下,将组合模芯10和锥块9(见图4)依次装入半成品零件内,然后,通过手用工具水平放入弯曲模上的四滑块6和11内。
成形后,用手动工具取出零件,接着用专用螺钉旋入锥块9中将其拔出,然后用专用柱销分别插入图5所示的 4m m 孔内依次将模块Ⅱ、模块Ⅳ取出,然后再取出模块Ⅴ和模块Ⅰ,最后取出模块Ⅲ。
6. 结语
改进后的工艺方案特别是斜楔滑块式弯曲模弯曲功能的实现,保证了底板外形尺寸的一致性,同时生产效率也得到了很大的提高。
(收稿日期:20121010)
图8 斜楔
ie & Mould
D
模 具
冷加工
R 5~R 15mm 过渡的倒圆角,可变半径倒圆角完成后如图7所示。
3. 利用PowerMILL 进行凸模的模拟加工
由于P o w e r S H A P E 中生成的是扩展名为Psmodel 模型文件,在PowerMILL 中无法直接打
(3)利用“特征”→“布尔”操作,利用曲面将实体修剪(在PowerSHAPE 中,曲面和实体之间能直接利用布尔运算进行修剪),如图5所示。
(4)利用“特征”→“倒圆角”,选择“可变半径圆倒角”,如图6所示,进行转角处圆角
洁平整,无缩孔、飞边及毛刺。
2. 利用PowerSHAPE 模块创建鼠标塑件外壳三维模型
(1)首先采用“绘图”绘制如图2所示截面线框,然后采用“实体”→“挤出”,生成如图3所示实体。
(2)然后,利用“绘图”→“圆弧”→“三点画弧”绘制两条圆弧,采用“曲面”→“智能曲面”,生成如图4所示曲面。
图2 截面线框
图3 挤出实体
图4 智能曲面
图5 修剪后实体
图7 鼠标外壳实体
图6 可变半径导圆角操作
图8 造型零件转至PowerMILL 模块
图9 毛坯参数设置
图10 面铣削参数设置
开,因此,必须在PowerSHAPE 中,利用“模块”→“P o w e r M I L L ”命令,即可将造型零件转到PowerMILL 的加工模块,如图8所示。
加工前首先进行“毛坯设置”(注意“坐标系选择”,对于此零件,毛坯选择“边界”),如图9所示,其加工策略:①用“2.5维模型区域清除”的“面铣削”快速铣面,要依次进行刀具参数选择
及加工参数选择,如图10所示。
②利用“三维模型区域清除”完成产品形状轮廓加工,留有精加工余量。
③先用模型残留区域清除进行半精加工,再用平行精加工和三维偏置精加工进行鼠标曲面的精加工。
刀具策略设置如图11~图13所示,仿真加工效果如图14所示。
ie & Mould
D
模 具
71
4. 后处理及G 代码的生成与修改
此零件为曲面加工,程序中含有大量共线的点和不必要的刀具移动,通过优化程序,刀具运行的时间变短,加工速度加快。
图15 加工过程图
6. 结语
Delcam 公司的PowerMILL 、PowerSHAPE 等软
件,体现了Delcam 软件在多轴加工、高速加工、产品设计和加工领域的领先优势,为企业节省了成本,增强企业在市场中的竞争力。
(收稿日期:20120920)
图14 仿真加工
图11 模型残留区域清除
图12 平行精加工
图13 三维偏置精加工
(1)根据机床类型选择合适的后处理文件,如选择F A N U C0i 系统,则应从安装文件中的“Post ”文件夹中找出“Fanuc.Opt ”文件,将Message Output = False 添加至两语句之间。
(2)选择P o w e r M I L L 浏览器中的“刀具路径”中所有的刀具路径,右键单击“增加到NC 程序选项”。
(3)选择所有NC 程序,在弹出的菜单中选择“写入” ;或者右键单击PowerMILL 浏览器中的“NC 程序”,在对话框中设置“输出文件”位置及选择机床选项文件(Fanuc.Opt ),在弹出的菜单中选择“全部写入”选项。
根据以上原则,输出该模型的NC 程序。
为将生成的N C 文档直接导入数控机床加工,需将NC 文档进行修改。
将NC 文档中的程序名及刀具号(按实际加工中所用刀具)进行修改,将带
括号的程序段(即程序名,程序生成时间及刀具参数)删除,在换刀指令M06前添加主轴暂停指令M05。
5. 利用数控机床进行凸模的加工
调用修改后的N C 程序,采用宇航数控加工仿真软件进行鼠标凸模的仿真加工,确保加工过程安全有效后,将NC 程序导入数控机床进行加工。
利用蜡模为毛坯,采用FANUC 0i 系统的加工中心进
行零件的数控加工,加工过程如图15所示。