产品制程不良率统计表
产品不良分析报告表格
产品不良分析报告表格1. 引言该报告旨在对公司的产品不良情况进行分析并提供解决方案。
通过对不良产品的统计和分析,我们将揭示不良产生的原因,并提出相应的改进措施,以提高产品质量。
2. 数据搜集和分析为了获取产品不良的数据,我们对以下方面进行了调查和分析:2.1 不良产品的类型及数量我们对过去一个月的生产批次进行了不良产品的统计。
统计结果如下:产品类型不良数量A 50B 30C 20D 10总计110从上表可以看出,不良产品最多的是产品A,共有50个。
2.2 不良产品的产生原因通过对不良产品的分析和追溯,我们归纳了以下主要原因:•材料质量不合格:20%的不良产品是因为使用了不合格的材料。
•设计问题:30%的不良产品是由于产品设计存在缺陷导致。
•加工过程问题:40%的不良产品是由于生产过程中的操作失误或技术问题引起的。
•人员技术水平问题:10%的不良产品是由于操作人员技术水平不达标导致的。
2.3 不良产品的影响不良产品不仅会给公司带来经济损失,还会影响公司声誉和客户满意度。
具体影响如下:•经济损失:出现不良产品会造成材料和劳动力的浪费,增加公司成本。
•客户满意度下降:不良产品会影响客户使用体验,降低客户满意度。
•公司声誉受损:频繁出现不良产品会对公司品牌形象造成负面影响。
3. 改进方案针对以上不良产品产生的原因,我们提出了以下改进方案:3.1 材料质量管控•加强对供应商的材料质量审核和监督。
•加强对材料检验过程的把控,确保只使用符合质量标准的材料。
3.2 产品设计优化•设计部门应跟踪客户反馈和市场需求,及时修改产品设计,并通过有效的测试验证产品质量。
3.3 加强生产过程管控•加强对生产过程的监控,确保操作规范和操作人员技术水平达标。
•实施严格的生产工艺流程,避免操作失误和技术问题。
3.4 培训和技术提升•加强对操作人员的培训和技术提升,提高其技术水平和质量意识。
4. 结论通过对产品不良情况的分析,我们发现不良产品主要是由于材料质量、设计问题、加工过程和人员技术水平等多方面原因导致的。
不良率的算法

各位大侠:下文是台湾一位质量管理大师的文章,其中蓝色部分(不良率计算公式)我看不太懂,请各位指点一二,谢谢!还有,如何根据良率计算出6sigma水平,请详细介绍!万分感谢!● 计量值的质量指标制程能力指标Cp或Cpk之值在一产品或制程特性分配为常态且在管制状态下时,经由常态分配之机率计算,可以换算为该产品或制程特性的良率或不良率,同时亦可以几个Sigma来对照。
兹以产品或制程特性中心没偏移目标值,中心偏移目标值1.5σ及中心偏移目标值T/8分别说明之,品管先进陈文化先生认为对于Sigma水平较小时,偏移的幅度应相对的小,才较合理,因此提出偏移目标值T/8的考虑。
先定义以下几个符号● X:个别产品或制程特性值● USL:规格上限● LSL:规格下限● m:目标值或规格中心,一般为(USL+LSL)/2● T=USL-LSL:规格界限宽度● μ:产品或制程特性中心或平均数● σ:产品或制程特性标准差(1)产品或制程特性中心没偏移目标值;即μ=m=(USL+LSL)/2 Sigma 水平= + - kσ;即 T = USL - LSL = 2 kσCp=规格界限宽度/ 6σ=T / 6σ=(USL - LSL)/ 6σ=2 kσ/ 6σ=k / 3=Cpk不良率= P [ | X | > kσ ] = P [ | Z | > k ] =标准常态分配右尾机率 × 2良率=( 1-不良率)Sigma水平+ - kσ CpCpk 良率% 不良率PPM1σ 0.33 68.27% 317,4002σ 0.67 95.45% 45,6003σ 1.00 99.73% 2,7004σ 1.33 99.9937% 635σ 1.67 99.999943% 0.576σ 2.00 99.9999998% 0.002(表2)中心没偏移目标值(2)产品或制程特性中心偏移目标值1.5σ;即μ=(USL+LSL)/2 + -1.5σ Sigma 水平= + - kσ;即 T=USL-LSL= 2 kσ ●产品或制程特性中心大于目标值1.5σ CPU=(USL - μ)/3σ=(kσ - 1.5σ ) / 3σ=( k-1.5 ) / 3 CPL=(μ - LSL) / 3σ = ( kσ + 1.5σ ) / 3σ = (k+1.5) /3 Cpk = MIN{CPU,CPL}=(k-1.5)/3 不良率=P [ X > USL ] + P [ X < LSL ] = P [ Z > 3 x CPU ] + P[ Z > 3 x CPL ] =P [ Z > ( k - 1.5 ) ] + P [ Z > ( k + 1.5 ) ] 良率 =( 1- 不良率) ●产品或制程特性中心小于目标值1.5σ CPU=(USL-μ) / 3σ =(kσ + 1.5 σ )/ 3σ =(k+1.5) /3 CPL=(μ-LSL) / 3σ =(kσ + 1.5 σ )/ 3σ=(k-1.5) /3 Cpk= MIN{CPU,CPL}=(k-1.5) /3 不良率= P [ X > USL ] + P [ X < LSL ] =P[ Z > 3 x CPU ] + P[ Z > 3 x CPL ] = P[ Z > ( k + 1.5 )] + P[ Z > 3 x ( k - 1.5 ) ] 良率 =( 1- 不良率)Sigma水平+ - kσ Cp Cpk 良率% 不良率PPM1σ 0.33 -0.17 30.23% 697,6722σ 0.67 0.17 69.13% 308,7703σ 1.00 0.50 93.32% 66,8114σ 1.33 0.83 99.379% 6,2105σ 1.67 1.17 99.99767% 2336σ 2.00 1.50 99.99966% 3.4(表3)中心偏移目标值1.5σ(3)产品或制程特性中心偏移目标值T/8;即μ=(USL+LSL)/2 + -T / 8 Sigma 水平= + - kσ;即T=USL-LSL= 2kσ ●产品或制程特性中心大于目标值T/8=2kσ / 8=(k / 4)σ CPU=(USL-μ)/ 3σ =(kσ-( k / 4) σ )/ 3σ=3k/12 CPL=(μ-LSL)/3σ=(kσ+( k / 4) σ )/ 3σ=5k/12 Cpk= MIN{CPU,CPL}=3k/12 不良率=P [ X > USL ] + P [ X < LSL ] =P[ Z > 3 x CPU ] + P[ Z > 3 x CPL ] =P[ Z > 3k / 12 )] + P[ Z > P [ Z > 5k /12 ] 良率=( 1- 不良率) ●产品或制程特性中心小于目标值T/8=2kσ / 8=( k / 4)σ CPU=(USL-μ)/ 3σ =(kσ + (k / 4)σ) / 3σ = 5k/12 CPL=(μ-LSL)/ 3σ =(kσ - (k / 4)σ) / 3σ = 3k/12 Cpk= MIN{CPU,CPL}=3k/12 不良率=P [ X > USL ] + P [ X < LSL ] =P[ Z > 3 x CPU ] + P[ Z > 3 x CPL ] =P[ Z > 5k /12 )] + P[ Z > P [ Z > 3k /12 ] 良率=( 1- 不良率)Sigma水平+ - kσ Cp Cpk 良率% 不良率PPM1σ 0.33 0.25 73.33% 266,6862σ 0.67 0.50 92.698% 73,0173σ 1.00 0.75 98.7687% 12,3134σ 1.33 1.00 99.8650% 1,3505σ 1.67 1.25 99.99116% 88.46σ 2.00 1.50 99.99966% 3.4(表4)中心偏移目标值T/8不管是计数值或计量值,产品或制程的良率均可依制程记录计算或预估出来,我们以(表2)、(表3)、(表4)可以比对其质量水平达到几个Sigma。
生产车间制程不良总统计表

月不良分类 制程不良 数量 不良率
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
备注
序 班组
36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70
岗位
生产车间制程不良总统计表
产品型 号
月产量 计划产 合格产
量
出
总合格率
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
总不良统计 数量 不良率
产品制程不良率统计表

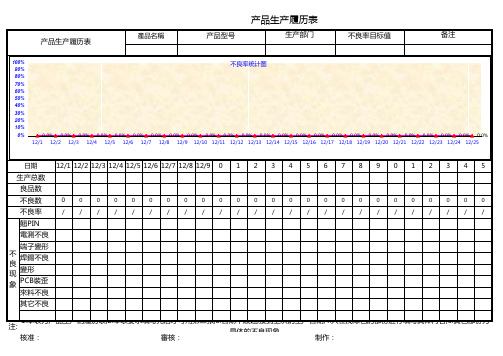
产品生产履历表
产品生产履历表
產品名稱
产品型号
核准:
審核:
制作:
不良項目
不良數量 累計不良比率
不良率
翹PIN 1000 31.3% #DIV/0!
電測不良 800
56.3% #DIV/0!
端子變形 600
75.0% #DIV/0!
制程不良統計表
焊錫不良 400
87.5% #DIV/0!
端子鉚壓變形 230
94.7% #DIV/0!
PCB裝歪 100
日期
12/1 12/1 12/1 12/1 12/1 12/1 12/1 12/1 12/1 12/1 12/2 12/2 12/2 12/2 12/2 12/2 12/1 12/2 12/3 12/4 12/5 12/6 12/7 12/8 12/9 0 1 2 3 4 5 6 7 8 9 0 1 2 3 4 5
97.8% #DIV/0!
來料不良 5099.4% DIV/0!其它不良 20
100.0% #DIV/0!
合計 3200
#DIV/0!
1200 1000
800 600 400 200
0
1000 31.3%
翹PIN
800 56.3%
電測不良
75.0% 600
端子變形
87.5%
94.7%
400 230
生产部门
不良率目标值
品质月报表

98%
98%
100% 90%
95.61%
2022年成品入库质量合格率趋势图
97.41%
97.92%
80%
70%
60%
50%
1月
2月
3月
4月
5月
6月
合格率
总结:3月份入库合格率为97.92%,成品 合格率每月呈上升趋势,已接近目标,主 要不良还是外观为主。
3月份成品入库质量报告汇总
类别
入库检验数
合格数
来料
627
572
55
10
26
19
挑选批次 /(工时)
5H
批合格率 目标值
91.23%
99%
按物料类别分类数据如下:包材类合格率最低,塑胶类合格率较 低。
序号 类别
来料批数 不良批
合格率
2022年3月来料类别合格率图
1
电子类
315
2
五金类
118
3
塑胶类
107
4
包材类
87
18
94.29%
7
94.07%
12
原因分析 待分析
经确认是没有保护膜,表面刮花造成的 员工装箱后未对照BOM核对配件
改善对策 待分析
F1出货需带保护膜,保护镜片 1.包装工序和入库检验增加录像;2.增加配件核对点检表
总结:3月份
80%
1月
2月
3月
4月
5月
6月
批合格率
总结: 本月来料合格率91.23%;来料共627
批,合格批数572批,不合格批数55批。 本月不良前三的分别为:昆明来料11
批不良,其中6批漏O型圈;鑫隆4批不 良、鑫达4批不良
产品制程不良率统计表
/
/
/
/
/
/
/
/
累計不良比率 不良率
1200 1000
不良項目 不良數量
翹PIN 1000 31.3% #DIV/0!
電測不良 800 56.3% #DIV/0!
端子變形 600 75.0% #DIV/0!
焊錫不良 400 87.5% #DIV/0!
端子鉚壓變形 230 94.7% #DIV/0!
日期
12-1 12-2 12-3 12-4 12-5 12-6 12-7 12-8 12-9 12-10 12-11 12-12 12-13 12-14 12-15 12-16 12-17 12-18 12-19 12-20 12-21 12-22 12-23 12-24 12-25
生产总数 良品数 不良数 不良率 翹PIN 電測不良 端子變形 不 焊錫不良 良 端子鉚壓變形 现 象 PCB裝歪 來料不良 其它不良
87.5%
94.7%
80.0% 60.0%
400 230 100 50
40.0% 20.0%
20
0.0%
翹PIN
電測不良
端子變形
焊錫不良
端子鉚壓變形
PCB裝歪
來料不良
其它不良
不良項目
不良率
原因分析
改善對策
負責人
預完日
PCB裝歪 100 97.8% #DIV/0!
97.8%
來料不良 50 99.4% #DIV/0!
99.4%
其它不良 20 100.0% #DIV/0!
合計 3200 #DIV/0!
100.0% 100.0%
1000 800 800 600 400 200 0 31.3% 56.3% 600 75.0%
制程质量异常报告单
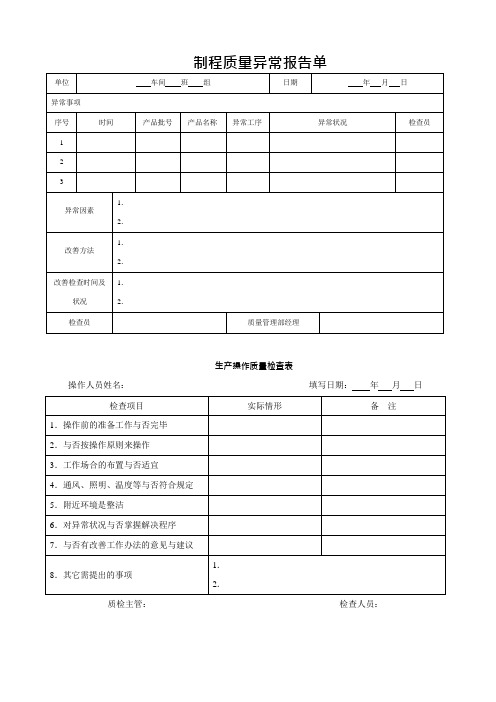
制程质量异常报告单
生产操作质量检查表
操作人员姓名:填写日期:年月日
质检主管:检查人员:
车间:班组:填写日期:年月日
产品质量抽样检测表
自我质量控制检查表
编号:填写日期:年月日
质检主管:检查人员:
质量管理工作计划表
编号:填写日期:年月日
质量管理小组活动表
部门主管:制表人:
生产物料检查流程阐明
生产物料特采作业流程财务部采购部质量管理部进料检查员
进料检查报告
编号:
制表:复核:审批:
制程异常报告
编号:填写日期:
制表:复核:审批:
质量异常统计表
编号:填写日期:
制表:复核:审批:
成品检查统计表
日期:
制表:复核:审批:
不合格品纠正、防止方法解决单
制表:复核:审批:
不合格品报告
编号:填写日期:
制表:复核:审批:。
不良品统计表图表
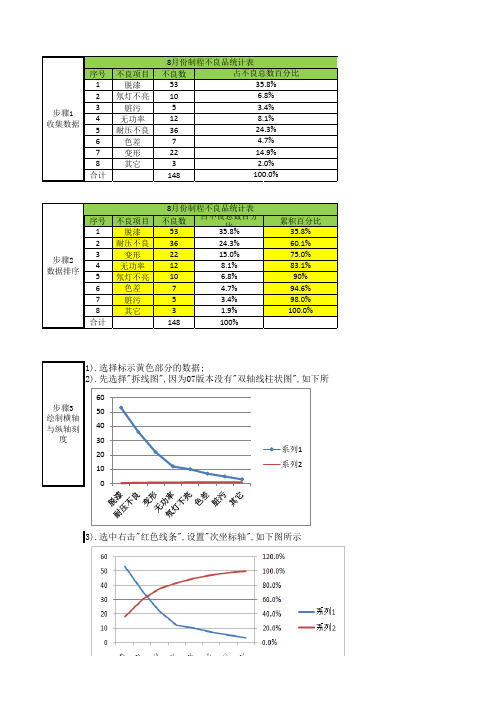
序号不良项目不良数1脱漆532氖灯不亮103脏污54
无功率125
耐压不良366
色差77
变形228
其它3合计148
序号不良项目不良数占不良总数百分比累积百分比1脱漆5335.8%35.8%2耐压不良3624.3%60.1%3变形2215.0%75.0%4
无功率128.1%83.1%5
氖灯不亮10 6.8%90%6
色差7 4.7%94.6%7
脏污5 3.4%98.0%8
其它3 1.9%100.0%合计148100%
步骤1
收集数据步骤2
数据排序步骤3
绘制横轴
与纵轴刻
度3).选中右击"红色线条",设置"次坐标轴",如下图所示
100.0%8月份制程不良品统计表1).选择标示黄色部分的数据;
2).先选择"拆线图",因为07版本没有"双轴线柱状图",如下所8.1%24.3%4.7%14.9%2.0%8月份制程不良品统计表占不良总数百分比35.8%6.8%3.4%010
20
30
405060
系列1系列2
5).再选中右击蓝色线条,更改图表类型为柱状图,如下所示6).再选中右击红色线条,更改"数据系列格式",如下图所示4).选中更改左右和下面轴线的格式,如下图所示
35.8%
60.1%75.0%83.1%90%94.6%98.0%0%10%20%30%40%50%60%70%80%90%100%0102030405060708090100110120130140系列1系列2。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品生产履历表
產品名稱
产品型号
生产部门
不良率目标值
备注
100% 90% 80% 70% 60% 50% 40% 30% 20% 10% 0%
不良率统计图
0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 12/1 12/2 12/3 12/4 12/5 12/6 12/7 12/8 12/9 12/10 12/11 12/12 12/13 12/14 12/15 12/16 12/17 12/18 12/19 12/20 12/21 12/22 12/23 12/24 12/25
生产总数
良品数
不良数
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
不良率
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
翹PIN
電測不良
端子變形
不 良
焊端錫子不 鉚良壓
现 變形
象 PCB裝歪
來料不良
其它不良
注:
1:本表为产品生产的履历表;2:本表要求填写完后才可用第二张;3:日期不顺延,接到上次的生产日期;4:只在浅绿色的部份进行填写具体内容;5:黄色部份为 具体的不良现象.
日期
12/1 12/1 12/1 12/1 12/1 12/1 12/1 12/1 12/1 12/1 12/2 12/2 12/2 12/2 12/2 12/2 12/1 12/2 12/3 12/4 12/5 12/6 12/7 12/8 12/9 0 1 2 3 4 5 6 7 8 9 0 1 2 3 4 5
97.8% #DIV/0!
來料不良 50
99.4% #DIV/0!
其它不良 20
100.0% #DIV/0!
合計 3200
#DIV/0!
1200 1000
800 600 400 200
0
1000 31.3%
翹PIN
800 56.3%
電測不良
75.0% 600
端子變形
87.5%
94.7%
400 230
核准:
審核:
制作:
不良項目
不良數量 累計不良比率
不良率
翹PIN 1000 31.3% #DIV/0!
電測不良 800
56.3% #DIV/0!
端子變形 600
75.0% #DIV/0!
制程不良統計表
焊錫不良 400
87.5% #DIV/0!
端子鉚壓變形 230
94.7% #DIV/0!
PCB裝歪 100
焊錫不良
端子鉚壓變形
97.8%
100 PCB裝歪
99.4%
50 來料不良Βιβλιοθήκη 100.0% 100.0%
80.0%
60.0%
40.0%
20 其它不良
20.0% 0.0%
不良項目
不良率
原因分析
改善對策
負責人
預完日