制程不良统计表
合集下载
制程每天不良登记表
登记
员 人 登记日期 登记
员 人 登记日期 登记员 人 登记源自期 登记员 人 登记日期 登记
员 人 登记日期
处
登记
员 人 登记日期 登记
员 人 登记日期 登记
员 人 登记日期 登记
员 人 登记日期 登记
员 人 登记日期 登记
员 人 登记日期
置
班组长确认:
质检确认:
(必要时生产主管确认):
XXXXXXXXXXXXXXXXXXXXXX有限公司
制程组 每天不良登记表
产品名称 产品图号 产品名称 产品图号 产品名称 产品图号 产品名称 产品图号 产品名称 产品图号 产品名称 产品图号 产品名称 产品图号 产品名称 产品图号 产品名称 产品图号 产品名称 产品图号 产品名称 产品图号 发现工序 发现者 责任工序 发现工序 发现者 责任工序 发现工序 发现者 责任工序 发现工序 发现者 责任工序 发现工序 发现者 责任工序 发现工序 发现者 责任工序 发现工序 发现者 责任工序 发现工序 发现者 责任工序 发现工序 发现者 责任工序 发现工序 发现者 责任工序 发现工序 发现者 责任工序 不良原因 不良数量 不良原因 不良数量 不良原因 不良数量 不良原因 不良数量 不良原因 不良数量 不良原因 不良数量 不良原因 不良数量 不良原因 不良数量 不良原因 不良数量 不良原因 不良数量 不良原因 不良数量
员 人 登记日期 登记
员 人 登记日期 登记员 人 登记源自期 登记员 人 登记日期 登记
员 人 登记日期
处
登记
员 人 登记日期 登记
员 人 登记日期 登记
员 人 登记日期 登记
员 人 登记日期 登记
员 人 登记日期 登记
员 人 登记日期
置
班组长确认:
质检确认:
(必要时生产主管确认):
XXXXXXXXXXXXXXXXXXXXXX有限公司
制程组 每天不良登记表
产品名称 产品图号 产品名称 产品图号 产品名称 产品图号 产品名称 产品图号 产品名称 产品图号 产品名称 产品图号 产品名称 产品图号 产品名称 产品图号 产品名称 产品图号 产品名称 产品图号 产品名称 产品图号 发现工序 发现者 责任工序 发现工序 发现者 责任工序 发现工序 发现者 责任工序 发现工序 发现者 责任工序 发现工序 发现者 责任工序 发现工序 发现者 责任工序 发现工序 发现者 责任工序 发现工序 发现者 责任工序 发现工序 发现者 责任工序 发现工序 发现者 责任工序 发现工序 发现者 责任工序 不良原因 不良数量 不良原因 不良数量 不良原因 不良数量 不良原因 不良数量 不良原因 不良数量 不良原因 不良数量 不良原因 不良数量 不良原因 不良数量 不良原因 不良数量 不良原因 不良数量 不良原因 不良数量
生产车间制程不良总统计表

月不良分类 制程不良 数量 不良率
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
备注
序 班组
36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70
岗位
生产车间制程不良总统计表
产品型 号
月产量 计划产 合格产
量
出
总合格率
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
总不良统计 数量 不良率
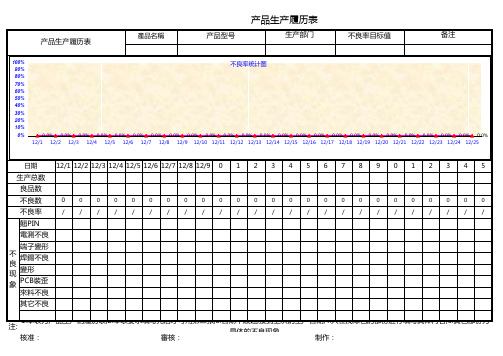
产品制程不良率统计表

产品生产履历表产品型号生产部门不良率目标值备注制程不良統計表不良項目電測不良端子變形焊錫不良端子鉚壓變形來料不良其它不良不良數量100080060040023010050203200累計不良比率3135637508759479789941000不良率div0
产品生产履历表
产品生产履历表
產品名稱
产品型号
核准:
審核:
制作:
不良項目
不良數量 累計不良比率
不良率
翹PIN 1000 31.3% #DIV/0!
電測不良 800
56.3% #DIV/0!
端子變形 600
75.0% #DIV/0!
制程不良統計表
焊錫不良 400
87.5% #DIV/0!
端子鉚壓變形 230
94.7% #DIV/0!
PCB裝歪 100
日期
12/1 12/1 12/1 12/1 12/1 12/1 12/1 12/1 12/1 12/1 12/2 12/2 12/2 12/2 12/2 12/2 12/1 12/2 12/3 12/4 12/5 12/6 12/7 12/8 12/9 0 1 2 3 4 5 6 7 8 9 0 1 2 3 4 5
97.8% #DIV/0!
來料不良 5099.4% DIV/0!其它不良 20
100.0% #DIV/0!
合計 3200
#DIV/0!
1200 1000
800 600 400 200
0
1000 31.3%
翹PIN
800 56.3%
電測不良
75.0% 600
端子變形
87.5%
94.7%
400 230
生产部门
不良率目标值
产品生产履历表
产品生产履历表
產品名稱
产品型号
核准:
審核:
制作:
不良項目
不良數量 累計不良比率
不良率
翹PIN 1000 31.3% #DIV/0!
電測不良 800
56.3% #DIV/0!
端子變形 600
75.0% #DIV/0!
制程不良統計表
焊錫不良 400
87.5% #DIV/0!
端子鉚壓變形 230
94.7% #DIV/0!
PCB裝歪 100
日期
12/1 12/1 12/1 12/1 12/1 12/1 12/1 12/1 12/1 12/1 12/2 12/2 12/2 12/2 12/2 12/2 12/1 12/2 12/3 12/4 12/5 12/6 12/7 12/8 12/9 0 1 2 3 4 5 6 7 8 9 0 1 2 3 4 5
97.8% #DIV/0!
來料不良 5099.4% DIV/0!其它不良 20
100.0% #DIV/0!
合計 3200
#DIV/0!
1200 1000
800 600 400 200
0
1000 31.3%
翹PIN
800 56.3%
電測不良
75.0% 600
端子變形
87.5%
94.7%
400 230
生产部门
不良率目标值
产品制程不良率统计表
/
/
/
/
/
/
/
/
累計不良比率 不良率
1200 1000
不良項目 不良數量
翹PIN 1000 31.3% #DIV/0!
電測不良 800 56.3% #DIV/0!
端子變形 600 75.0% #DIV/0!
焊錫不良 400 87.5% #DIV/0!
端子鉚壓變形 230 94.7% #DIV/0!
日期
12-1 12-2 12-3 12-4 12-5 12-6 12-7 12-8 12-9 12-10 12-11 12-12 12-13 12-14 12-15 12-16 12-17 12-18 12-19 12-20 12-21 12-22 12-23 12-24 12-25
生产总数 良品数 不良数 不良率 翹PIN 電測不良 端子變形 不 焊錫不良 良 端子鉚壓變形 现 象 PCB裝歪 來料不良 其它不良
87.5%
94.7%
80.0% 60.0%
400 230 100 50
40.0% 20.0%
20
0.0%
翹PIN
電測不良
端子變形
焊錫不良
端子鉚壓變形
PCB裝歪
來料不良
其它不良
不良項目
不良率
原因分析
改善對策
負責人
預完日
PCB裝歪 100 97.8% #DIV/0!
97.8%
來料不良 50 99.4% #DIV/0!
99.4%
其它不良 20 100.0% #DIV/0!
合計 3200 #DIV/0!
100.0% 100.0%
1000 800 800 600 400 200 0 31.3% 56.3% 600 75.0%
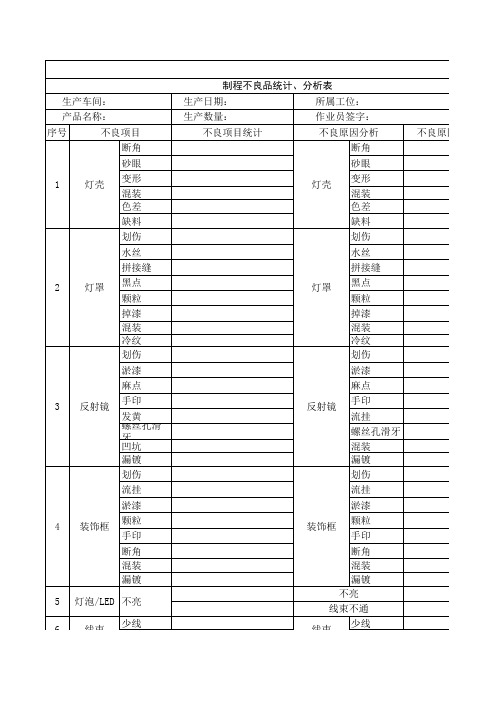
制程不良统计、分析
不良原因分析统计
”字标识;
改的上报品管部。
不良原因分析统计6Biblioteka 线束装反线束
装反
调节螺丝自身铆接漏气
调节螺丝与灯壳配合处漏气
后盖与灯壳配合处漏气
7
灯具气密
灯具漏气
线束与灯壳配合处漏气 线束里面线塞漏气 灯壳胶水漏气 灯壳砂眼
8
灯具调光
调光不良
银碗转不动
注:“不良项目”由生产班组所属工位人员进行统计,以“正”字标识; “不良原因”由品保部检验员和车间班组长共同分析原因,由检验员完成填写,同样以“正”字标识; 此表单由品管部检验员收集,并于每月3日前,将超过4%的不良品或者认为需要进行质量整改的上报品管部。
制程不良品统计、分析表 生产车间: 产品名称: 序号 不良项目 断角 砂眼 1 灯壳 变形 混装 色差 缺料 划伤 水丝 拼接缝 2 灯罩 黑点 颗粒 掉漆 混装 冷纹 划伤 淤漆 麻点 3 反射镜 手印 发黄 螺丝孔滑牙 凹坑 漏镀 划伤 流挂 淤漆 4 装饰框 颗粒 手印 断角 混装 漏镀 5 6 灯泡/LED 不亮 线束 少线 装饰框 反射镜 灯罩 灯壳 生产日期: 生产数量: 不良项目统计 所属工位: 作业员签字: 不良原因分析 断角 砂眼 变形 混装 色差 缺料 划伤 水丝 拼接缝 黑点 颗粒 掉漆 混装 冷纹 划伤 淤漆 麻点 手印 流挂 螺丝孔滑牙 混装 漏镀 划伤 流挂 淤漆 颗粒 手印 断角 混装 漏镀 不亮 线束不通 少线 线束
制程不良率差异分析表

擬制:宋友兵日期:2005.7.13.
審批人評語:
審批:日期:
KFM/QR.GM–024(REV:2)
注解: 1.達成率在80%或以下的,必須附具體的改善計劃提交給直屬上司.
2.對策完成日期最長不得超過1個月,特殊情況另行說明.
2、MINOLTA部品4011 574801A孔披鋒大占不良品總數的25%是未達成的次要原因。以及與圖紙不符的部品(少孔)佔不良品總數的8%也是未達成的原因之一。
1、制作培訓資料,針對各客戶外觀要求對IPQC進行全面系統的培訓,加強制程巡檢力度和監督力量。
2、通過日常的班前會及時地傳達品質信息,加強員工的工作責任心,總結失誤的經驗教訓,達到預防和杜絕目的。通過日品質會議向生產部員工傳達相關品質信息,加強員工自檢的責任心,以減少不良品的發生。
質量控制二課管理差异分析表( 2005年6月)
□公司目標管理□部門目標管理□日常管理版號:第頁共頁
工作要項
NO
衡量指標
目標值
實際值
負責人
達成狀況
達成率
未達成原因說明
對策(必須顯示5W1H)
制程品質的控制
1
制程抽檢不良率
9ห้องสมุดไป่ตู้0
(ppm)
1030.4
(ppm)
宋友兵
未達成
87.35%
1、外觀不良的部品佔不良品總數的36%,是未達成的主要原因。外觀不良品是由於在制程中操作、擺放、裝箱、周轉以及IPQC的首檢失誤造成的。
審批人評語:
審批:日期:
KFM/QR.GM–024(REV:2)
注解: 1.達成率在80%或以下的,必須附具體的改善計劃提交給直屬上司.
2.對策完成日期最長不得超過1個月,特殊情況另行說明.
2、MINOLTA部品4011 574801A孔披鋒大占不良品總數的25%是未達成的次要原因。以及與圖紙不符的部品(少孔)佔不良品總數的8%也是未達成的原因之一。
1、制作培訓資料,針對各客戶外觀要求對IPQC進行全面系統的培訓,加強制程巡檢力度和監督力量。
2、通過日常的班前會及時地傳達品質信息,加強員工的工作責任心,總結失誤的經驗教訓,達到預防和杜絕目的。通過日品質會議向生產部員工傳達相關品質信息,加強員工自檢的責任心,以減少不良品的發生。
質量控制二課管理差异分析表( 2005年6月)
□公司目標管理□部門目標管理□日常管理版號:第頁共頁
工作要項
NO
衡量指標
目標值
實際值
負責人
達成狀況
達成率
未達成原因說明
對策(必須顯示5W1H)
制程品質的控制
1
制程抽檢不良率
9ห้องสมุดไป่ตู้0
(ppm)
1030.4
(ppm)
宋友兵
未達成
87.35%
1、外觀不良的部品佔不良品總數的36%,是未達成的主要原因。外觀不良品是由於在制程中操作、擺放、裝箱、周轉以及IPQC的首檢失誤造成的。
制程不良率统计分析表
0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.08% 0.07% 0.19%
32
100.00%
26 80.00% 65.33% 57.336%0.00%
40.00%
22.67% 22.67% 22.67% 22.67% 22.67% 22.67% 22.67% 22.67% 22.67%
0
0
0
0
0
0
0
0
0
未入 多件 掉件 极性反 偏位 撞件 来料不良脚铜铂翘 溢胶 立片
20.00%
0.00% 线路断
检查人 完成日期
/
/
2
1
8
1
1
2
2
00 ///
掉件
极性反
偏位
撞件
来料不良
脚铜铂翘
溢胶
立片
线路断
注: 1:本表为产品生产的履历表;2:红色为旧件.
核准:
審核:
32 26
制作:
0.0% /31
8/31
0 0 /
制程不良統計表
不良項目
少锡 偏位 浮高 漏焊 反片 损件 包焊 有异物 稀薄 模糊 连焊 缺件 锡洞 焊剂 内脏 引脚变形 支架反向
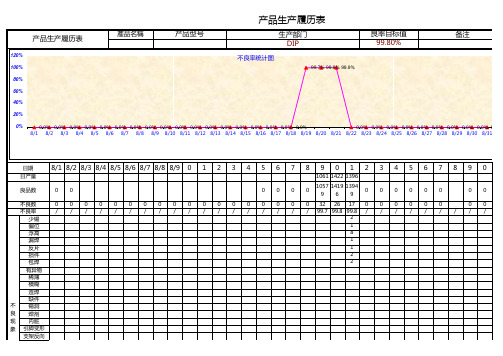
产品生产履历表
产品生产履历表
120% 100%
產品名稱
产品型号
生产部门 DIP
不良率统计图
99.7% 99.8% 99.9%
良率目标值 99.80%
备注
80%
60%
40%
20%
0%
0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0% 0.0%
SMT制程不良统计表

500 500 500 800 2000 100 1400 200 3000 1800 1400 2000 2000 200 3000 215 215 215 215 1000 2000 2000 2000 3000 3000 3000 3000 3000 3000 3000 3000 1000 6 √ 1 √ 1 2 √ √ 4 √ 3 √ 2 √ 2 √ 1 2 √ √ 1 √ 2 √ 1 36 √ 39 √ 4 5 √ √ 2 1 √ √ 3 1 √ √ 1 √ 12 √ 24 √ 2 4 √ √ 3 3 √ √ 1 √ 8 √ 2 √ 2 1 1 √ √ 2 √ 1 1 √ √ 1 √ 1 √ 1 2
31 √
13 130 √ 12 √ 3 √ 28
28 29 30 31
2014/2/18 2014/2/18 2014/2/19 2014/2/19
S1_LH_right A S1_RH_right A S1_RH_left A lower dekc PCB 03
BG30-1402003 BG30-1402004 BG30-1402006 BG30-1402017
LM-12DS02900 lower dekc PCB 03 lower deck PCB 04 upper deck PCB 02 corner LH STOP turn upper deck PCB 03 upper deck PCB 05 upper deck PCB 06 upper deck PCB 08 upper lower left upper lower right LM-12DS02900 lower RH STOP TURN upper lower right upper deck PCB upper deck PCB 08 upper deck PCB 05 lower deck PCB 4 lower deck PCB 01 upper left 2 G upper right upper deck 06 upper deck 08 lower deck PCB 01 lower deck PCB 05 LM-12DS02900 lower right
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
杨正华
4
生产反馈油墨中有杂质
由调墨室取一罐未使用银浆进行过滤,确 认新银浆无杂质,并将过滤后的银浆上线 使用确认印刷效果,生产需查核为何 KSK228机型ATE测试不能用自动ATE机,后 续如何解决。
陶厂长
5月7日
测试6102PCS,不 良10PCS,不良率 0.16%;同处漏墨 短路6PCS,划伤 1PC,打伤1PC,绝 缘不良2PCS。
杨正华
3
由工程与供应商沟通三片测试治具探针的 RUBBER头是否可由¢1.2更改成¢3.0进行 SK8821水胶到KEY不良品改良后的三片 测试,厂商回复不一定能解决KEY边上的异 测试治具目前无法测出。 物问题,故SK8821机种暂不处理,后续如 有同类水胶机型所开三片测试治具需参照 SK8821的三片测试治具要能够测FORCE。
5
印碳机型断线不良较高
针对印碳机型在裁切时只可使用小裁切 机,由李运刚负责处理追标问题,已OK; 针对大裁切机在裁切时减少绕圈,尽量减 少划断线SK293三片测试治具,厂内在测试过程 中发现烧出PIN不良率为1.6%,无法进行量 产,由工程主导与供应商沟通依现有靠位 作业方式无法解决,由工程采用出PIN定位 方式进行测试看是否仍有烧出PIN现象。
杨正华
工程回复定位 方式验证无效
2
由工程针对印刷碳墨贴LED灯,产品以单片 点LED灯后,采用不同时间/温度进行烘烤 光宝SK2028机种为成品后点LED灯,不 验证,并试产1000PCS验证结果OK,因考虑 利于生产。 到现生产状况决议在一个月内暂不对制程 进行变更。
会议主题 时间 主持人 參加人員 2015/5/7 周良喜 记录者 地点 周良喜
2015年17周品质检讨会议记录
小会议室 应到人数 7人 实到人数 7人
刘总,陶厂长,张经理,周良喜,杨正华,李凯欣,桑子银 會議內容
項次 问题点 改善对策
負責人
完成時間
执行状况
备注
1
光宝客诉KSK236有线路同处划伤不良