10000字毕业实习报告

毕业实习总结
一沃德(天津)传动实习
我今天来到了沃德实习刚来的新的环境有一点陌生和好奇,不知道今后的工作会怎么样。第一天的安排就是办理入职手续,然后安排住宿。在将这一期办理完后由公司员工带领我们去买一些生活的必须用品。第一天就这样过去了,第二天我们开始了真正的入职培训,开始了紧凑培训生活。
通过前七天的培训我了解到,沃德(天津)传动的产品技术实力主要有设计软件
的开发实力、国际最强的供应商以及现代的生产装配工艺。
研发人员为我们讲解专业技术,技术优势主要有以下几方面:
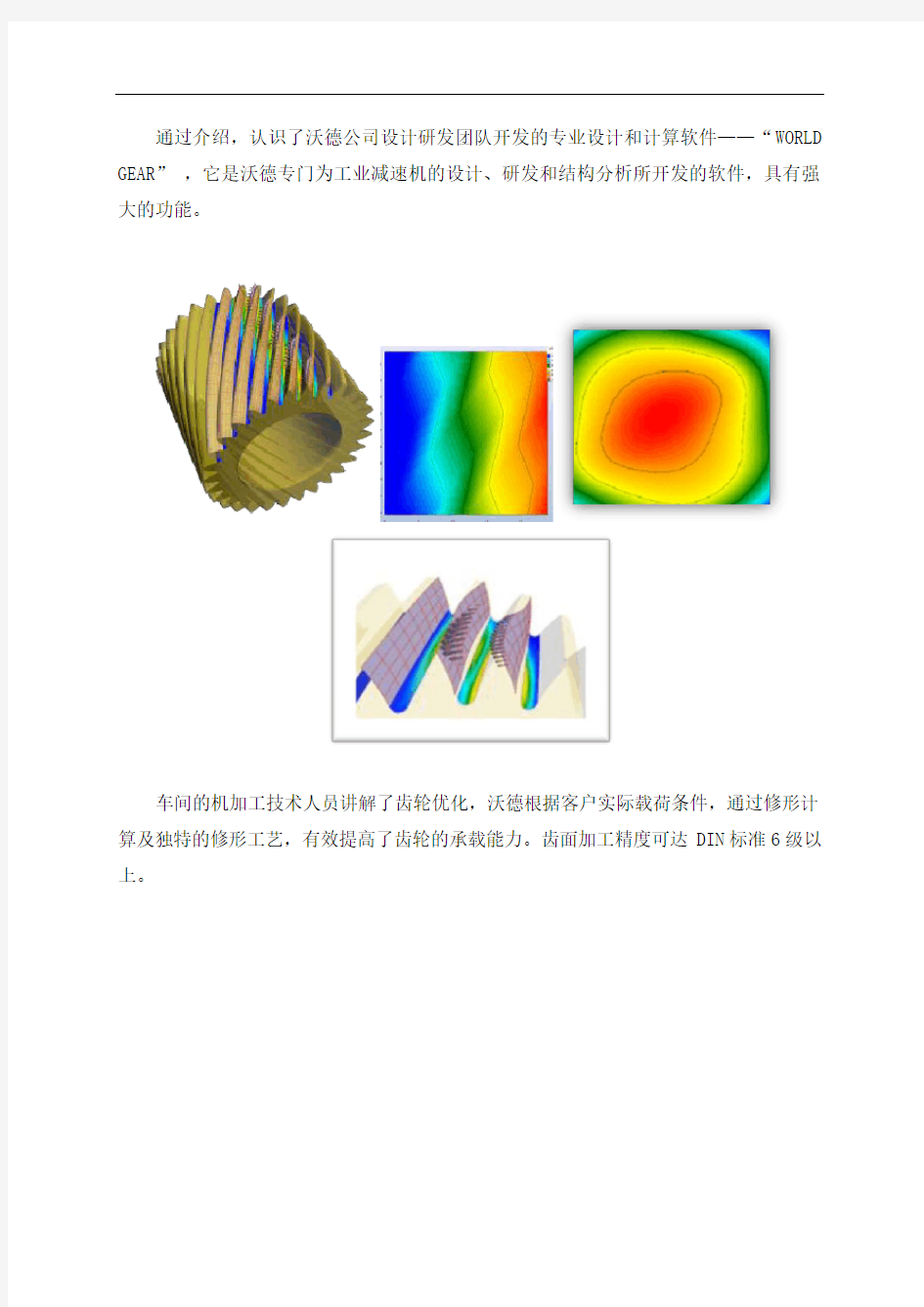
通过介绍,认识了沃德公司设计研发团队开发的专业设计和计算软件——“WORLD GEAR”,它是沃德专门为工业减速机的设计、研发和结构分析所开发的软件,具有强大的功能。
车间的机加工技术人员讲解了齿轮优化,沃德根据客户实际载荷条件,通过修形计算及独特的修形工艺,有效提高了齿轮的承载能力。齿面加工精度可达DIN标准6级以上。
: 车间的装配人员讲解了箱体优化,通过模拟箱体在动态载荷下的状态,优化箱体结构设计,有效提高了箱体刚性;箱体外部设计应用空气动力学原理,有效提高箱体的散热性能;箱体部采用特有的吸噪音设计,有效降低整机运行噪音。
设计专业人员讲解了轴的优化,根据应用现场实际载荷情况,对轴的受力和寿命进行分析,并对圆角、沟槽、径向孔、表面加工质量等各种疲劳特征进行精确计算,优化设计,提高轴的强度和刚度。
售后技术部门的专业人员讲解了振动和噪音方面的处理,在设计过程中,通过采用特有的齿顶和齿向修形方案及高精度的磨削加工,有效提高齿轮的重合度值;加强型箱体设计和吸噪音式箱设计,降低运行过程中产生的振动和噪音。
沃德(天津)传动有着卓越的设计研发优势,其设计研发部门的专业技术人员能够根据各行业客户的需求设计各种工业用减速机,并在最短的时间为客户提供最佳解决方案。
沃德和许多世界知名的企业建立了战略合作伙伴关系,行业知名的品牌有轴承生产供应商:FAG、 SKF;磨齿机供应商:H?FLER;润滑油供应商:BP;密封件:FREUDENBERG 公司的Simrit油封。
目前公司的市场业绩也在不断的上升过程中,沃德传动产品已广泛应用于国电力、煤矿、橡胶、钢铁、起重等行业。煤矿用专用减速机如图2所示。
人事行政部门的讲解员为我们详细介绍了公司的企业文化,对我的感染很大,作为一个新兴企业,沃德(天津)传动不仅对客户认真负责、尊重员工利益与合作伙伴的利益,更勇于承担社会责任;在做好优秀企业的同时,追求公司与客户、员工、股东、社会的持续共赢。公司的核心价值观:责任、尊重、创新、共赢。使命:创造更可靠、高效、环保的传动设备,为人类进步传递动力;信念:质量文本,精益求精,服务为先,不断创新;愿景:造就世界知名的传动设备供应商和最佳服务商。沃德(天津)传动的服务理念:为客户提供用心、专业的全程服务,为客户的生产保驾护航。公司承诺:8小时快速反应,第一时间为客户解决问题。
从公司员工的言行举止中可以清楚的了解到,沃德关注生态环境,提倡低碳环保的生活与工作方式。他们希望通过每一位沃德人的行动,可以影响到商业伙伴,朋友,家人及更多的人,共建美好地球。
来到车间后我熟悉了一下公司的整个生产流程销售卖出东西-客户下订单并提供
相关参数-公司设计人员根据参数设计出符合客户要求的产品-采购够买零件-入库检测质量是否合格合格入库不合格退回供应商-合格后发的装配部装配-装配合格后送的质
量部进行试车检测-合格后送到库存包装发货。这个大体流程就是我们公司把一个个零件变成能够应用到实际生产上的减速机的流程下面我主要介绍一下下面几个部门
1设计部
在设计部实习学到了如何对产品进行选型,根据客户给的要求和环境的数据来算出产品大体的型号步骤如下:
(1)根据已知信息初步确定: WH□□SH□-LR-□
(2)确定减速机速比i r=n1
n2
=?确定输入功率和减速机型号
p 1=m2
9.55
*n2
n
p
1
=?kw(客户提供)
p 1*f s=?→p
n
p
n
=(查表)>p
1
*f s
确定出机型和型号
(3)校验最大载荷:
P max*T pk
p
n
>F1max*P pk
(4)确定润滑方式:
浸油润滑,飞溅润滑,压力润滑。
(5)检验热功率:
查表得P1P TF P TW P TFW
热功率校核f t=f1*f2*f3*f4=
得出的数据与查表得比较是否小于查表数如果小于合格如果大于加装水冷或者风冷2机加工部
在机加工部有两台德国HOFLER的自动磨齿机主要应用于对齿的修形下图就是德国HOFLER H800型号磨齿机
磨齿机的工作原理分成形法和展成法(见齿轮加工)两类。
成形法
按成形法加工的成形砂轮磨齿机的砂轮由成形砂轮修整器在轴向剖面修成齿形,砂轮架可作垂直方向进给。被磨齿轮由分度架和尾座支承,通过工作台作纵向往复运动以磨出齿面,每磨一齿后进行分度。在磨斜齿轮的机床上,砂轮可按工件螺旋角转一角度,工件能在往复运动的同时得到附加转动。如机床砂轮架能使砂轮进入齿轮工件中,便可磨削齿轮。成形砂轮磨齿机结构简单,效率高,精度可达5级,适用于成批生产,对齿数少(例如少于10个)的齿轮尤为合适。
展成法
按展成法加工的磨齿机根据砂轮形状可分为 4种。
①碟形砂轮磨齿机:两个旋转的碟形砂轮的窄边相当于齿条的两个齿面, 工件通过滚圆盘和钢带作展成运动,工作台沿工件轴向作往复运动以磨出整个齿宽。每磨完一齿后由分度头架通过分度盘分齿。这种机床还可利用附加装置磨削斜齿。若用一个砂轮伸入齿轮中,就可磨削齿轮。这种机床一般为卧式布局,加工直径大于1米时用立式布局,精度可达4级,适用于磨削高精度齿轮。
②锥面砂轮磨齿机:砂轮的轴向剖面修整成齿条的一个齿形,并沿齿向作直线往复运动。工件通过蜗轮、丝杠和交换齿轮完成展成和分度运动,但也有用滚圆盘和钢带作展成运动,利用蜗轮副或分度盘作分度运动的 (见彩图)。砂轮架按工件螺旋角转过一个角度时可磨削斜齿轮。这种机床调整方便,通用性好,适用于单件成批生产,应用较广。
③蜗杆砂轮磨齿机:原理与滚齿机相似,砂轮为大直径单头蜗杆(见蜗杆传动)形状,砂轮每转一转,工件转过一齿,其传动比准确,有的用机械传动,有的用同步电动机分别驱动,有的用光栅和伺服电机传动。磨削时工件沿轴向作进给运动(见机床),以磨出整个齿面。砂轮用金刚石车刀车削或用滚压轮滚成蜗杆形。机床为立式布局,连续分度,磨削效率高,适用于成批生产中加工中等模数的齿轮,对齿数多的齿轮尤为合适,精度可达4级。
④大平面砂轮磨齿机:砂轮的工作平面相当于齿条的一个齿面,用渐开线样板(也有用钢带和滚圆盘的)产生展成运动。砂轮和工件都不作工件轴向往复运动,磨出一侧齿面后利用分度盘分齿,依次磨出所有齿面。然后工件调头,再磨出另一侧齿面。机床为卧式布局,结构简单,性能稳定,精度可达3级,主要用于磨削插齿刀、剃齿刀和计量用的测量齿轮等。
磨齿后会出来一图纸通过观看磨齿后的线和标准线的重合度是不是好来判定磨过
后的齿是不是符合要求。如果通过观看发现符合要求还要进行三坐标测量看精度是否符合我们公司对产品的要求。三坐标测量仪如下图