30×2000×6000(Q235) 中厚板生产规程设计
某中厚板厂车间设计与生产工艺流程的制定
某中厚板厂车间设计与生产工艺流程的制定一、前言某中厚板厂是一家专业生产中厚板的工厂,拥有先进的设备和技术,具有较强的生产能力。
为了提高生产效率和产品质量,厂方决定对车间设计和生产工艺流程进行制定和优化。
二、车间设计1. 车间布局•根据生产需要和设备尺寸,设计合理的车间布局,保证物料、设备和人员之间的合理距离,提高生产效率。
•设计安全通道和应急出口,确保车间安全。
2. 设备配置•选择适合中厚板生产的设备,包括剪板机、压延机、焊接设备等,确保设备的性能和稳定性。
•安排设备的位置和连接方式,保证生产连续进行。
3. 环境要求•设计合理的通风系统和照明系统,提供良好的工作环境。
•考虑噪音和粉尘控制,保护员工健康。
三、生产工艺流程1. 材料准备•对原材料进行检验和筛选,保证材料质量。
•制定合理的存储和搬运计划,减少材料浪费和损失。
2. 加工工艺•设定合理的加工流程,包括剪切、翻边、压延等步骤,确保产品尺寸和质量稳定。
•制定工艺参数和操作规程,培训员工,提高生产效率。
3. 质量控制•实行严格的质量控制标准,对产品进行抽检和全检,确保产品质量符合要求。
•定期对设备进行维护和保养,保证设备正常运转。
四、总结某中厚板厂车间设计和生产工艺流程的制定,是为了提高生产效率和产品质量,确保工厂的可持续发展。
通过合理的车间设计和生产工艺流程制定,可以实现生产流程的规范化和标准化,提高生产效率和产品质量,满足市场需求。
最后,希望厂方能根据本文档提供的建议和指导,不断优化和改进车间设计和生产工艺流程,使中厚板产品更具竞争力。
中厚板热处理工艺设计技术规程
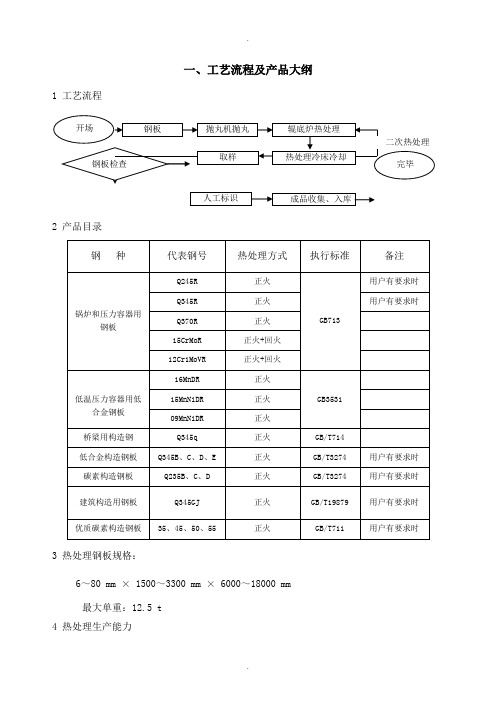
一、工艺流程及产品大纲1 工艺流程2 产品目录3 热处理钢板规格:6~80 mm × 1500~3300 mm × 6000~18000 mm最大单重:12.5 t4 热处理生产能力钢板的正火或钢板的高温回火,年处理量20.5万吨,其中正火钢板19万吨/年;回火钢板1.5万吨/年。
二抛丸清理区域工艺技术操作规程1、抛丸清理区域主要设备及性能1.1 抛丸清理机总体性能参数1.2 抛丸清理机前上料、机后输送辊道:1.3 抛丸室输送辊道:1.4 抛丸除锈系统1.5 丸料清扫系统对钢板的清理采用二级清扫加二级风吹的方式:一级滚扫采用传统的高强度尼龙滚刷+收丸螺旋的方式;二级横扫采用钢丝侧刷+压轮方式,清扫大量弹丸;一级风吹采用高压风机在清扫室内吹丸。
二级风吹采用高压空气在清扫室进展吹丸。
1.6 丸料循环系统1.7抛丸器1.8 除尘系统1.9 气控系统1.10 起重设备2 抛丸清理机的工艺操作规程2.1抛丸清理运行方式的选择运行方式分为自动和手动两种方式。
自动方式为总操作台上"自动/手动〞转换开关位于"自动〞位置,按压自动起动按钮后,抛丸机按PC内预定程序顺序起动。
在进展完毕时,按压自动停顿按钮后,抛丸机的电气设备将顺序关机。
手动方式为"自动/手动〞转换开关位于"手动〞位置,操作人员可按照预处理的要求,分别按压相关的起动停顿按钮,来控制电气设备的工作状态。
如从"手动〞转为"自动〞运行时,要保证抛丸机和辊道上没有钢板,然后将转换开关扳向"自动〞位置,进入启动自动开机程序。
在"手动〞和"自动〞方式中,操作人员均可通过观察模拟屏上设备的运行状态的显示,来判断抛丸机的工作状况。
2.2 钢板抛丸清理工艺规定2.2.1 按炉〔批〕进展钢板抛丸清理,严禁混炉混号。
2.2.2 钢板的摆放吊板放在抛丸机前上料辊道上一定要放正,使其摆放在上料辊道的中间位置。
30×2100×6000(Q215) 中厚板生产规程设计
湖南工业大学课程设计资料袋冶金工程学院(系、部)2012 ~ 2013 学年第 1 学期课程名称金属材料专业课程设计2 指导教师王生朝职称副教授学生姓名xx 专业班级金属材料工程学号xxxx题目30×2000×6000(Q235)中厚板生产规程设计成绩起止日期2013 年1 月7 日~2013 年1 月18 日目录清单金属材料专业课程设计2设计说明书30×2000×6000(Q235)中厚板生产规程设计起止日期:2013 年 1 月7 日至2013 年 1 月18 日学生姓名xxx班级金属材料093班学号xxxx成绩指导教师(签字)冶金工程学院2013年1月17 日湖南工业大学课程设计任务书2012 —2013 学年第 1 学期冶金工程学院学院金属材料工程专业金属材料093 班级课程名称:金属材料专业课程设计2设计题目:30×2000×6000(Q235)中厚板生产规程设计完成期限:自2013 年 1 月7 日至2013 年 1 月17 日共两周指导教师(签字):王生朝2013年 1 月7 日系主任(签字):王生朝2013年1 月7 日冶金工程学院课程设计指导教师评阅表冶金工程学院课程设计答辩及最终成绩评定表说明:采用百分制计分,最终评定成绩=答辩评分(20%)+指导教师评分(80%),根据综合分值给出相应等级。
目录1 制定生产工艺 (1)1.1制定生产工艺 (1)1.2制定工艺制度 (1)2 制定压下规程 (1)2.1原料设计 (1)2.1.1原料的质量 (1)2.1.2原料的尺寸 (2)2.2轧制规程的设计 (2)2.2.1坯料的选择 (2)2.2.2道次压下量分配的影响因素 (2)2.2.3道次压下量的分配规律 (3)2.3轧制速度制度 (5)2.3.1轧辊的咬入和抛出转速及轧辊加速度的确定 (5)2.3.2最大轧制转速及最大轧制速度的确定 (5)2.3.3纯轧时间及间隙时间的确定 (6)2.4温度制度的确定 (8)2.5变形制度的确定 (9)2.5.1变形程度的计算 (9)2.5.2平均变形速度 (10)2.5.3变形抗力的计算 (10)2.6轧制力能参数计算 (13)2.6.1轧制压力的计算 (13)2.6.2计算各道传动力矩 (14)典型产品生产规程设计1 制定生产工艺1.1制定生产工艺选择坯料→原料清理→加热→除磷→横轧两道次(使宽度接近成品宽度)→转90°纵轧到底→矫直→冷却→表面检查→切边→定尺→表面尺寸形状检查→力学性能检测→标记→入库→发货。
宽厚板生产工艺设计

宽厚板生产工艺设计摘要本文对中厚板目前在我国的发展状况形式及中厚板轧制过程中的轧制规程、轧制方法及道次的确定进行阐述,并且对中厚板在轧制中的工艺、参数、设备,进行了进一步说明。
关键词:中厚板 ;轧钢工艺;轧钢设备Design of the production process of heavy plateAbstractIn this paper, plate current form of development in China and in the process of plate rolling schedule, rolling method and passes the determination to elaborate, and on the plate in the rolling process, parameters, equipment, further instructions.Key words: plate; steelrolling process; steelrolling equipment目录第1章绪论.......................................... 错误!未定义书签。
1.1国内中厚板生产简介................................... 错误!未定义书签。
1.2国外中厚板轧机的发展................................. 错误!未定义书签。
1.3中厚板生产的进步 (4)1.3.1生产技术方面的进步 (4)1.3.2装备方面的进步........................................................................... 错误!未定义书签。
1.4我国中厚板发展的不足................................. 错误!未定义书签。
普通中板执行标准
普通中板执行标准中厚板标准如下:1.普通中板(Q235B/C/D/E)、低合金中板(Q345B/C/D/E) 厚度10mm-150mm、宽度1600mm-3250mm、长度5000mm-15000mm,可做探伤、保机械性能。
执行标准GB3274-1988。
2. 高强度低合金中板(Q370、Q390、Q420、Q460、AH60、AH70、AH80) 厚度10mm-50mm、宽度1600mm-3250mm、长度5000mm-15000mm,可做探伤、保机械性能。
执行标准GB3274-1988。
3. 锅炉容器中板(Q245R、Q345R) 厚度10mm-50mm、宽度1600mm-3250mm、长度5000mm-15000mm,可做探伤、保机械性能。
执行标准GB713-1988、GB6654-1997。
4.大型钢结构用材(Q345B/C/D-Z15/Z25、Q345GJB/GJC/GJD、Q345GJB/GJC/GJD-Z15) 厚度10mm-60mm、宽度1600mm-3250mm、长度5000mm-15000mm,可做探伤、保机械性能。
执行标准GB3274-1988、执行标准GB/T5313-1985。
5.桥梁中板(Q345qc/qd) 厚度10mm-50mm、宽度1600mm-3250mm、长度5000mm-15000mm,可做探伤、保机械性能。
执行标准GB/T714-2000。
6. 造船中板(A、B、D、AH32、AH36、DH32、DH36) 厚度8mm-36mm、宽度1600mm-3250mm、长度5000mm-15000mm。
经中国(CCS)、美国(ABS)、英国(LR)、法国(BV)、德国(GL)、挪威(DNV)、意大利(RINA)、日本(NK)、韩国(KP)等九国认证。
中厚板厂安全操作规程内容
中厚板厂安全操作规程内容1.1 安全通则1.1.1 所有人员必须自觉遵守《安全生产法》等法律、法规及其他要求;严格执行安全程序文件和安全作业文件。
1.1.2 入厂、转岗、变工种的职工必须经三级安全教育,考试合格后方可上岗。
实习、参观人员、返岗职工必须按规定进行安全教育合格后才能上岗或实习、参观。
1.1.3 新入厂职工经三级安全教育合格后,在实习前必须与实习老师签定导师带徒合同,在导师的监护和指导下进行实习和操作。
1.1.4 从事特种作业的人员应身体健康,不得有妨碍工作的各种禁忌症。
必须经专门的安全技术培训并考核合格,取得《中华人民共和国特种作业操作证》后,方可上岗作业。
在没有取得特种操作证之前不准单独进行操作。
1.1.5 全体员工必须严格遵守劳动纪律和操作纪律,严禁班前、班中饮酒,生产作业活动中不得脱岗、睡岗、串岗、打架斗殴、洗刷衣物、玩手机、干私活、看与本职工作无关的书籍或戴耳塞收听广播和mp3。
1.1.6 进入生产现场的所有人员,必须穿戴齐全符合国家劳动防护用品技术标准的防护用品,凡是防护用品穿戴不符合技术标准要求的不得进入生产现场。
1.1.7 防护用品的穿戴应符合安全规定。
安全帽要系带、衣服扣紧各部位钮扣、不准穿着化纤服装、女员工不准穿高跟鞋、长头发的女员工应将头发盘入安全帽内、坐通勤车员工不准穿拖鞋。
1.1.8 进入高温、噪声作业区域的人员(参观、检查、临时通过的人员执行相关方管理规定),必须佩戴防高温面罩和防噪声耳塞。
1.1.9 工作前应认真检查自己使用的工具、仪器、材料及所需物件,确认无缺陷、无损坏、无异常后方可使用。
1.1.10 生产工作场所、人行通道的上方都应设有足够的照明,作业中上下走梯、进行平台作业,环境不熟悉区域作业时脚要站稳、手要抓牢,不准进入视线不清的地段。
1.1.11 非本岗位人员不准随便触动各种操作手柄、按钮、操作键、电气开关及各种阀门。
1.1.12 设备在运转过程中(包括机械设备、电气设备、煤气设备、压力容器等),不得靠近、清扫、检查、修理、人工调整或测量。
中厚板生产压下规程设计
`第一章选择坯料1.1制定生产工艺产品牌号:45钢产品规格:l⨯=10⨯1900⨯10000mmbh⨯本次所设计的产品为中厚板,连铸坯节能,组织和性能好,成材率高,主要用于生产厚度小于80mm中厚板,所以坯料选用连铸坯。
根据车间设备条件及原料和成品的尺寸,确定生产工艺过程如下:原料的加热→除鳞→轧制(粗轧、精轧)→矫直→冷却→划线→剪切→检查→清理→打印→包装。
板坯加热时宜采用步进式连续加热炉,加热温度应控制在1200℃左右,以保证开轧温度达到1150℃的要求。
另外,为了消除氧化铁皮和麻点以提高加热质量,可采用“快速、高温、小风量、小炉压”的加热方法。
该法除能减少氧化铁皮的生成外,还提高了氧化铁皮的易除性。
板坯的轧制有粗轧和精轧之分,对双机架轧机通常将第一架称为粗轧机,第二架称为精轧机。
粗轧阶段主要是控制宽度和延伸轧件。
精轧阶段主要使轧件继续延伸同时进行板形、厚度、性能、表面质量等控制。
精轧时温度低、轧制压力大,因此压下量不宜过大。
1.2 确定坯料尺寸所设计的产品的尺寸为l⨯=10⨯1900⨯10000mm,加上切边余量,将宽度设计为bh⨯1950mm,长度暂时不定,设计坯料的尺寸。
产品的厚度h为10mm,首先选取压缩比,压缩比由经验值选取,选取的最低标准为6-8,因此压缩比选取9,则坯料厚度H为90mm,由b=1950mm,坯料L=b-600, 取坯料长度L=1350mm,由于体积不变,坯料在轧制过程中会产生废料,选择烧损为98%,切损设计为98%,所以成材率K=98%×98%=96%,则h⨯⨯=KblH⨯⨯⨯HB计算得到B=1680mm,最终确定坯料尺寸为:L⨯=90⨯1680⨯1350mm 。
H⨯B第二章变形量分配2.1 确定轧制方法先经过二辊轧机纵轧一道,在不考虑切边的情况下,使板坯长度等于成品宽度,然后转90°横轧到所需规格。
2.2 确定道次压下量坯料尺寸:LBH⨯⨯ =90⨯1680⨯1350mm,则总的压下量为90-10=80mm。
中厚板轧制规程设计方法
• 2.在采用控轧控冷时,要根据工艺要求, 结合温度制度、速度制度合理的安排压下 量。 • 3.双机架轧制时,要均衡分配道次和轧制 负荷,提高作业率。
三.设计步骤
• 1.根据原料尺寸和生产的钢板品种规格,在满足 轧件顺利咬入的条件下,确定轧制道次,分配各 道次的压下量和压下率。 • 2.制定速度制度,计算轧制时间和各道次的温度。 • 3.按上述确定的参数计算轧制力、轧制力矩和主 电机功率。 • 4.校核轧辊强度、传动系统强度、主电机功率。 • 5.对不合适的部分进行修正,得到合理的压下规 程。 • 中厚板轧制规程的制定流程图如下:
• 4.计算用主要数学模型 • (1)温度模型 • 轧钢生产中温度起着重要的作用,它会影响到材 料的变形抗力、工作辊热凸度等,最终影响到钢 材的性能和产品尺寸精度。因此必须计算不同阶 段的轧件温度。 • 轧钢生产时轧件的温度随着时间会发生变化: 有热量损失:如热辐射;热对流;水冷却;工作 辊间的热传导等,导致钢材温度降低。 有热量增加:如机械塑性加工热;钢板和工作辊 间的摩擦热等,导致钢材温度上升。 • 为了方便计算可以做如下假设: 宽度方向和轧制方向的热流量可以忽略,只考虑 厚度方向的热流量; 轧件的长度方向温度是光滑的变量;
• 1.轧制过程分为三个阶段 • ⑴成形阶段。 压下量主要考虑坯料纵横轧 制比 对坯料成形的矩形化影响;为横轧提供尺寸精度 的保证;轧制长度要考虑能转钢。 • ⑵展宽阶段。 压下量主要考虑宽度控制;考虑性 能控制,在可能情况下,尽量采用大压下量。 • ⑶伸长阶段 • ①前半道次。在设备能力允许的条件下,采 用大压下量。 • ②后半道次。考虑板形和厚度精度,一般采 用恒比例凸度优先的原则控制压下量;采用液压 弯辊时,可根据弯辊的能力设定压下量。
二.轧制规程设计原则
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
湖南工业大学课程设计资料袋冶金工程学院(系、部)2012 ~ 2013 学年第 1 学期课程名称金属材料专业课程设计2 指导教师王生朝职称副教授学生姓名xx 专业班级金属材料工程学号xxxxx题目30×2000×6000(Q235)中厚板生产规程设计成绩起止日期2013 年 1 月7 日~2013 年 1 月18 日目录清单序号材料名称资料数量备注1 课程设计任务书 1 份2 课程设计说明书 1 本3 课程设计图纸0 张456金属材料专业课程设计2设计说明书30×2000×6000(Q235)中厚板生产规程设计起止日期:2013 年1 月7 日至2013 年1 月18 日学生姓名xxxx班级金属材料093班学号xxxxx成绩指导教师(签字)冶金工程学院2013年1月17 日湖南工业大学课程设计任务书2012 —2013 学年第 1 学期冶金工程学院学院金属材料工程专业金属材料093 班级课程名称:金属材料专业课程设计2设计题目:30×2000×6000(Q235)中厚板生产规程设计完成期限:自2013 年 1 月7 日至2013 年 1 月17 日共两周内容及任务一、设计的主要技术参数(1)3800或2800中厚板轧机等(2)原料规格:厚度:180、220、260、300mm宽度:1200—2300mm长度:双排2200—3600mm 单排4200—7500mm标准板坯尺寸:220×2100×3300mm最大坯料尺寸:单排料:260×2300×7500mm双排料:260×2300×3600mm(3)成品尺寸:20—100×1500—3600×长度二、设计任务(1)收集设计所需的资料(2)确定生产设计产品的典型工艺流程(3)确定生产方式及生产主设备的布置形式,并确定其主要参数(4)选择生产产品的原料,确定轧制规程(5)力能参数计算(6)书写或打印说明书(7)设计答辩三、设计工作量按要求写出设计任务书进度安排起止日期工作内容2013.1.7至2013.1.8查阅相关书籍资料2013.1.9至2013.14计算相关参数2013.1.15至2013.1.17输入计算机并整理成设计说明书2013.1.18答辩主要参考资料[1]《中厚板生产应用技术》王生朝冶金工业出版社[2]《板带钢生产工艺学》冯光纯重庆大学出版社[3]《中厚板生产》孙本荣冶金工业出版社[4]《金属塑性变形与轧制理论》赵志业冶金工业出版社[5] 武钢湘钢等中厚板生产资料[6]《轧钢工艺学》曲克冶金工业出版社指导教师(签字):王生朝2013年 1 月7 日系主任(签字):王生朝2013年 1 月7 日冶金工程学院课程设计指导教师评阅表学生姓名xxxx 学号xxxxx 班级金属材料093专业金属材料工程指导教师姓名王生朝设计题目30×2000×6000(Q235)中厚板生产规程设计评语:(包括以下方面,①学习态度及过程表现、工作量完成情况;②检索和利用文献能力、计算机应用能力;③学术水平或设计水平、综合运用知识能力和创新能力)指导教师评定成绩分值:指导教师签字:年月日冶金工程学院课程设计答辩及最终成绩评定表专业金属材料工程班级金属材料093 答辩日期2013.1.18 学号xxxxx 姓名xxxx 指导教师王生朝设计题目30×2000×6000(Q235)中厚板生产规程设计答辩表现答辩评分分值:最终评定成绩分值:等级:指导教师签名:年月日说明:采用百分制计分,最终评定成绩=答辩评分(20%)+指导教师评分(80%),根据综合分值给出相应等级。
目录1 制定生产工艺 (1)1.1制定生产工艺 (1)1.2制定工艺制度 (1)2 制定压下规程 (1)2.1原料设计 (1)2.1.1原料的质量 (1)2.1.2原料的尺寸 (2)2.2轧制规程的设计 (2)2.2.1坯料的选择 (2)2.2.2道次压下量分配的影响因素 (2)2.2.3道次压下量的分配规律 (3)2.3轧制速度制度 (5)2.3.1轧辊的咬入和抛出转速及轧辊加速度的确定 (5)2.3.2最大轧制转速及最大轧制速度的确定 (5)2.3.3纯轧时间及间隙时间的确定 (6)2.4温度制度的确定 (8)2.5变形制度的确定 (9)2.5.1变形程度的计算 (9)2.5.2平均变形速度 (10)2.5.3变形抗力的计算 (10)2.6轧制力能参数计算 (13)2.6.1轧制压力的计算 (13)2.6.2计算各道传动力矩 (14)典型产品生产规程设计1 制定生产工艺1.1制定生产工艺选择坯料→原料清理→加热→除磷→横轧两道次(使宽度接近成品宽度)→转90°纵轧到底→矫直→冷却→表面检查→切边→定尺→表面尺寸形状检查→力学性能检测→标记→入库→发货。
1.2制定工艺制度在保证压缩比的情况下,坯料尺寸尽量小,加热时出炉温度应在1120-1300℃,温度不要过高,以免发生过热或过烧现象;用高压水去除表面的氧化铁皮;矫直时采用辊式矫直机矫直,开使冷却温度一般要接近纵轧温度,轧后快冷到相变温度以下,冷却速度大都选用5-10°或稍高一些,切边时用圆盘式剪切机进行纵剪,然后用飞剪定尺。
2 制定压下规程2.1原料设计2.1.1原料的质量按成品钢板的质量和计划成材率计算出原料的质量。
计划成材率指的是在设计原料尺寸时的成材率,计算成材率可以按下面的公式计算。
=()()()()rp twlt t w w l l l s +∆+∆++计划成材率式中t —成品板厚度 W —成品板宽度 L —成品板长度t t +∆—轧制平均厚度w w +∆—轧制平均宽度rp l —试样长度S —烧损 △t —宽度余量△w —厚度余量2.1.2原料的尺寸由计算出的原料质量和连铸坯或初轧坯,钢锭的规格范围,考虑到压缩比,横轧时轧机送钢的最小长度,轧机允许最大轧制长度,加热炉允许装入长度等因素,决定原料的厚度、宽度和长度。
在选择原料尺寸时应注意尽可能采用倍尺轧制,即当计算出原料质量小于最大允许原料质量的一半时,应按倍尺轧制考虑选用厚度尺寸。
由于厚板特别是较厚板的订货坯料一般不大,甚至几家用户订货的钢板需要编组在一起进行轧制,因此在选择厚板原料的计算中需要考虑的因素很复杂,而且这些因素互相影响,互相制约。
选择成品尺寸为h ×b ×l=30mm ×2000mm ×6000mm 坯料尺寸:H=220mm B=1500mm取切边为30m m ∆=,切头、尾为50m m δ=,每块板坯轧成n 块成品,n=3 根据体积不变原理有:(b +2∆)×(l ×n +2δ)×h=H ×B ×L 代入数据求得:L=3390mm2.2轧制规程的设计2.2.1坯料的选择中厚板的原料的主体是连铸坯,为了确保成品钢板的综合性能,连铸坯与成品钢板间的最小压缩比保持在6:1以上。
2.2.2道次压下量分配的影响因素道次压下量分配轧制总道次数应根据从坯料到成品钢板厚度上的压下量和平均压下量,参照类似的轧制规程来确定,对于单机架、总道次数应为奇数,对于双机架应为偶数,并且要考虑两架轧机的轧制节奏要大致平衡。
道次压下量的分配要考虑以下因素:2.2.2.1咬入条件成形轧制阶段由于板坯的厚度大、温度高、轧制速度低、道次压下量大,所以咬入条件可能成为限制压下量因素。
每道次的压下量应该小于由最大咬入角所确定的最大压下量。
21(1cos )(1)1m as m as h D a D f∆=-=-+式中D ——轧辊直径,mm F ——摩擦系数。
二辊和四辊可逆式中厚板轧机的轧制厚度可调,因此可以采用低速咬入,所以实际的最大咬入角可以达到22°到25°。
在这类轧机中厚板,咬入条件将不是限制压下量的主要因素,在实际生产中,热轧钢板时,咬入角一般为15°到22°,低速咬入可取为20°。
2.2.2.2主电机的能力限制新建中厚板轧机的主电机不应成为一个限制最大压下量的因素,主电机能力限制是指电机语序温升和过载能力的直接关系,因此,必须通过设定的道次压下量来计算出轧制力和力矩,然后再来校核电机温升条件过载能力。
2.2.2.3轧辊及辊颈的强度条件中厚板轧制过程中,轧辊辊身的轻度经常是限制压下量的重要因素,尤其是二辊轧机轧制宽厚板时更为突出。
因此道次压下量的分配除考虑咬入条件之外,还要考虑轧辊本身的强度条件。
2.2.3道次压下量的分配规律轧机采用连铸坯作为原料时,除鳞道次之后可以采用大压下量轧制,中间道次为了充分利用钢坯温度高,变形抗力低的优势,采用较大压下量。
然后随着钢坯温度降低,压下量逐渐减少,最后1~2道次为了保持板形和温度精度也要采用较小压下量。
总压下量:000010084.6H h Hε∑-=⨯=粗轧压下量:一般在总压下量的75%以上,取85% 则:=85%=71.9%εε∑⨯二辊 又 00100H h Hε-=⨯二辊二辊则:=75.66m m h 二辊根据分配规律分配道次压下量如下: 粗轧:第1道次整形:110h m m ∆=第2、3、4道次展宽:225h m m ∆= 320h m m ∆= 413h m m ∆= 第5~9道次延长:530h m m ∆= 630h m m ∆= 725h m m ∆=820h m m ∆= 911.34h m m ∆=精轧:第10~14道次:1010.66h m m ∆= 1110h m m ∆= 127h m m ∆= 135h m m ∆= 143h m m ∆=由上可得:根据体积不变定律,有H×B×L=h×b×l可得出表格:道次压下量mm 厚度mm 宽度mm 长度mm粗轧0 260 2000 23641 10 250 2000 24592 25 225 2459 22223 20 205 2459 24394 13 192 2459 26005 30 162 2600 29196 30 132 **** ****7 25 107 2600 44198 20 87 2600 54349 11.34 75.66 2600 6249精轧10 10.66 65 2600 727411 10 55 2600 859612 7 48 2600 985013 5 43 2600 1099514 3 40 2600 11820成品40 2500 60002.3轧制速度制度在选好速度图的基础上,确定轧制速度制度的内容包括轧辊咬入和抛出速度,计算轧辊最大转速和纯轧时间以及确定间隙时间三项内容。