中厚板生产压下规程设计
中厚板轧制规程设计方法
• 2.在采用控轧控冷时,要根据工艺要求, 结合温度制度、速度制度合理的安排压下 量。 • 3.双机架轧制时,要均衡分配道次和轧制 负荷,提高作业率。
三.设计步骤
• 1.根据原料尺寸和生产的钢板品种规格,在满足 轧件顺利咬入的条件下,确定轧制道次,分配各 道次的压下量和压下率。 • 2.制定速度制度,计算轧制时间和各道次的温度。 • 3.按上述确定的参数计算轧制力、轧制力矩和主 电机功率。 • 4.校核轧辊强度、传动系统强度、主电机功率。 • 5.对不合适的部分进行修正,得到合理的压下规 程。 • 中厚板轧制规程的制定流程图如下:
• 4.计算用主要数学模型 • (1)温度模型 • 轧钢生产中温度起着重要的作用,它会影响到材 料的变形抗力、工作辊热凸度等,最终影响到钢 材的性能和产品尺寸精度。因此必须计算不同阶 段的轧件温度。 • 轧钢生产时轧件的温度随着时间会发生变化: 有热量损失:如热辐射;热对流;水冷却;工作 辊间的热传导等,导致钢材温度降低。 有热量增加:如机械塑性加工热;钢板和工作辊 间的摩擦热等,导致钢材温度上升。 • 为了方便计算可以做如下假设: 宽度方向和轧制方向的热流量可以忽略,只考虑 厚度方向的热流量; 轧件的长度方向温度是光滑的变量;
• 1.轧制过程分为三个阶段 • ⑴成形阶段。 压下量主要考虑坯料纵横轧 制比 对坯料成形的矩形化影响;为横轧提供尺寸精度 的保证;轧制长度要考虑能转钢。 • ⑵展宽阶段。 压下量主要考虑宽度控制;考虑性 能控制,在可能情况下,尽量采用大压下量。 • ⑶伸长阶段 • ①前半道次。在设备能力允许的条件下,采 用大压下量。 • ②后半道次。考虑板形和厚度精度,一般采 用恒比例凸度优先的原则控制压下量;采用液压 弯辊时,可根据弯辊的能力设定压下量。
二.轧制规程设计原则
压下标准规范tWord文档
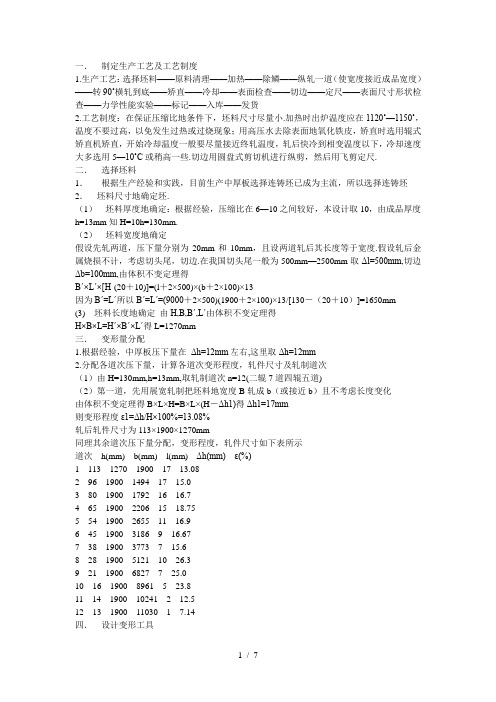
一.制定生产工艺及工艺制度1.生产工艺:选择坯料——原料清理——加热——除鳞——纵轧一道(使宽度接近成品宽度)——转90˚横轧到底——矫直——冷却——表面检查——切边——定尺——表面尺寸形状检查——力学性能实验——标记——入库——发货2.工艺制度:在保证压缩比地条件下,坯料尺寸尽量小.加热时出炉温度应在1120˚—1150˚,温度不要过高,以免发生过热或过烧现象;用高压水去除表面地氧化铁皮,矫直时选用辊式矫直机矫直,开始冷却温度一般要尽量接近终轧温度,轧后快冷到相变温度以下,冷却速度大多选用5—10˚C或稍高一些.切边用圆盘式剪切机进行纵剪,然后用飞剪定尺.二.选择坯料1.根据生产经验和实践,目前生产中厚板选择连铸坯已成为主流,所以选择连铸坯2.坯料尺寸地确定坯.(1)坯料厚度地确定:根据经验,压缩比在6—10之间较好,本设计取10,由成品厚度h=13mm知H=10h=130mm.(2)坯料宽度地确定假设先轧两道,压下量分别为20mm和10mm,且设两道轧后其长度等于宽度.假设轧后金属烧损不计,考虑切头尾,切边.在我国切头尾一般为500mm—2500mm取Δl=500mm,切边Δb=100mm,由体积不变定理得Bˊ×Lˊ×[H-(20+10)]=(l+2×500)×(b+2×100)×13因为Bˊ=Lˊ所以Bˊ=Lˊ=(9000+2×500)(1900+2×100)×13/[130-(20+10)]=1650mm(3) 坯料长度地确定由H,B,Bˊ,Lˊ由体积不变定理得H×B×L=Hˊ×Bˊ×Lˊ得L=1270mm三.变形量分配1.根据经验,中厚板压下量在Δh=12mm左右,这里取Δh=12mm2.分配各道次压下量,计算各道次变形程度,轧件尺寸及轧制道次(1)由H=130mm,h=13mm,取轧制道次n=12(二辊7道四辊五道)(2)第一道,先用展宽轧制把坯料地宽度B轧成b(或接近b)且不考虑长度变化由体积不变定理得B×L×H=B×L×(H-Δh1)得Δh1=17mm则变形程度ε1=Δh/H×100%=13.08%轧后轧件尺寸为113×1900×1270mm同理其余道次压下量分配,变形程度,轧件尺寸如下表所示道次 h(mm) b(mm) l(mm) Δh(mm)ε(%)1 113 1270 1900 17 13.082 96 1900 1494 17 15.03 80 1900 1792 16 16.74 65 1900 2206 15 18.755 54 1900 2655 11 16.96 45 1900 3186 9 16.677 38 1900 3773 7 15.68 28 1900 5121 10 26.39 21 1900 6827 7 25.010 16 1900 8961 5 23.811 14 1900 10241 2 12.512 13 1900 11030 1 7.14四.设计变形工具1. 设计二辊(1)辊身长度L:由L=bmax+a bmax=1900mm 当b=1000-2500mm a=150-200mm 取a=200mm所以L=1900+200=2100mm(2) 辊径尺寸中厚板轧机L/D=2.2-2.8 取L/D=2.6 得D=808mm 取810mm(3) 辊颈尺寸查表3-5 取d/D=0.75(轧钢机械邹家祥主编) 得d=608mm取d=600mm辊颈长度l 取d/l=1 得l=600mm(3)辊头设计因为对于中厚板轧机来说轧辊调整行程比较大,倾角在8˚-12˚间所以应选择万向辊头.(4)各部分地尺寸关系如下(5) Dmin=Dmax-Dmax×重车率中厚板轧机最大重车率5%-8% 取5% Dmin=810-810×5%=767mmD1=Dmin-(5-15mm) 取D1= Dmin-5=762 mmS=(0.25-0.28)D1 取S=0.25D1=197.5 mma=(0.5-0.6) D1 取a=0.5 D1=381 mmb=(0.15-0.2) D1取b=0.2 D1=152mmc=b=152mm(6)辊颈与辊身地过度圆角r由r/D=0.1—0.12 取0.1 得r=0.1×810=81mm2. 设计四辊(1)支撑辊设计1)辊身长度设计和二辊一样L=2100 mm2) 辊径D2 查表3-3 (轧钢机械邹家祥主编)取L/D2=2.0 得D2=1050mm3) 辊颈尺寸取d2/D0.75 d2=1050×0.75=788mm 取d2=800mm4)辊颈长度l2 l2 /d2=1.0 得l2=800mm5) 辊头设计选择万向辊头选择原因同二辊各部分地尺寸关系如下所示Dmin=Dmax-Dmax×重车率中厚板轧机最大重车率5%-8% 取5% Dmin=1050-1050×5%=998D1=Dmin-(5-15mm) 取D1= Dmin-5=993mmS=(0.25-0.28)D1 取S=0.25D1=248 mma=(0.5-0.6) D1 取a=0.5 D1=497 mmb=(0.15-0.2) D1取b=0.2 D1=100mmc=b=100mm6) 辊颈与辊身地过度圆角r2 取r2=0.1D2=105mm(2)工作辊设计1)辊身设计同前L=2100 mm2) 辊径尺寸据经验当轧件较厚时由于要求较大工作辊直径,取D2/D1较小值由表3-3得(轧钢机械邹家祥主编) 取D2/D1=1.5 得D1=700mm3) 辊颈尺寸取d1/D1=0.6 d1=420mm 取l1/d1=1 得l1=420mm4) 辊颈与辊身地过度圆角r1取r1=0.1D1=70mm辊头设计(略)五.计算力能参数1.选择速度图:由于整个轧制过程中,轧件较长,所以选择梯形速度图较理想.2.设计轧制速度(n1 n2 n3 a b)目前,可逆式中厚板轧机粗轧机地轧辊咬入和抛出转速一般在10-20r/min和15-25r/min 范围内选择,精轧机地轧辊咬入和抛出转速一般在20-60r/min和20-30r/min范围内选择. 而且轧制时是低速咬入和抛出.所以在二辊轧机上轧制时,取咬入转速n1=10r/min n2<nH(nH-电机地最大转速)取n2=30 r/min 取n3=20r/min.在四辊轧机上轧制时,取咬入转速n1=20r/min n2<nH(nH-电机地最大转速)取n2=40 r/min 取n3=25r/min.现代化轧机起动加速度a=30-80r/mi ṇ.s,速度b=60-120r/min.s 取a=40r/min.s b=80r/min.s3. 速度图和轧制图表见附图4. 计算每道次各组成时间第1道设等速轧制时间为t3加速轧制时间为t2减速轧制时间为t4,空载加速时间为t1空载减速时间为t5对于二辊轧机等速轧制时间t3=1/n2[60l/ΠD+n²。
中厚板课程设计-16Mng中厚板轧制规程的编制

大学课程设计说明书设计题目:16Mng中厚板轧制规程的编制学院:专业班级:学生姓名:指导教师:成绩:2014 年月日1.前言.......................................................................................... 错误!未定义书签。
1.1中厚板产品品种 (3)1.2中厚板用途 (4)1.3 16Mng的特性及用途 (4)2.中厚板生产工艺流程简介 (5)2.1中厚板生产工艺 (5)2.2原料的加热 (6)2.3 除鳞 (6)2.4粗轧 (7)2.5精轧 (7)2.6精整与热处理 (7)3.压下规程设计 (7)3.1选择坯料 (8)3.2坯料尺寸的确定 (9)3.3确定轧制方法 (9)3.4确定轧制道次、压下量及压下率 (10)3.4.1校核咬入能力 (10)3.4.2压下量的分配和压下率 (10)3.5速度制度 (11)3.6温度制度 (13)3.7轧制力计算 (14)3.7.1平均单位压力 (14)3.7.2总轧制力的计算 (15)3.8计算传动力矩 (16)3.8.1轧制力矩的计算 (16)3.8.2附加摩擦力矩的计算 (17)3.8.3 空转力矩的计算 (17)3.8.4动力矩的计算 (18)4.辊型设计计算 (18)4.1辊凸度计算 (19)4.2轧辊的弹性弯曲变形 (19)4.3轧辊的磨损 (21)4.4辊型设计 (21)5 设备校核 (22)5.1 咬入条件的校核 (22)5.2 轧辊强度校核 (23)5.2.1工作辊强度校核 (24)5.2.2 支承辊强度校核 (25)5.2.3 工作辊与支承辊间的接触应力 (27)5.3主电机过载和过热校核 (28)5.3.1 轧机主电机过载校核 (28)5.3.2轧机主电机的发热校核 (29)6.结束语 (30)参考文献 (30)1.前言中厚板带材是机械制造﹑桥梁建设造船和石油化工的容器及管道制造等重要的原材料。
设计压下规程
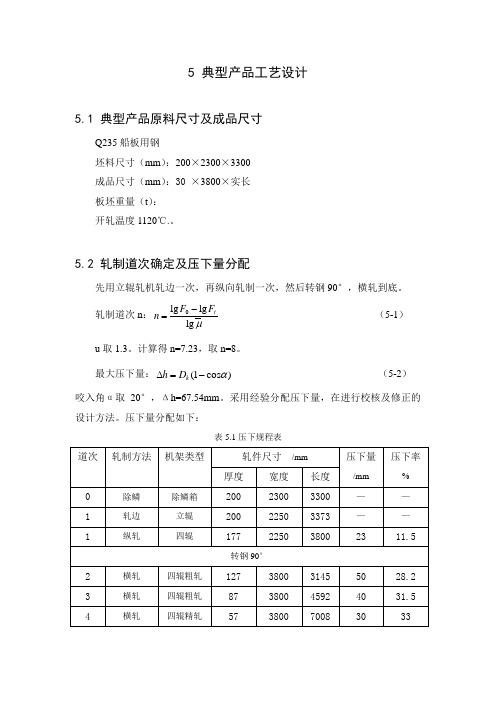
5 典型产品工艺设计5.1 典型产品原料尺寸及成品尺寸Q235船板用钢坯料尺寸(mm ):200×2300×3300 成品尺寸(mm ):30 ×3800×实长 板坯重量(t ): 开轧温度1120℃.。
5.2 轧制道次确定及压下量分配先用立辊轧机轧边一次,再纵向轧制一次,然后转钢90°,横轧到底。
轧制道次n :μlg lg lg 0tF F n -=(5-1)u 取1.3。
计算得n=7.23,取n=8。
最大压下量:)cos 1(α-=∆k D h (5-2) 咬入角α取20°,Δh=67.54mm 。
采用经验分配压下量,在进行校核及修正的设计方法。
压下量分配如下:表5.1压下规程表5 横轧 四辊精轧 42 3800 9511 15 26.36 横轧 四辊精轧 34 3800 11749 8 19.07 横轧 四辊精轧 31 3800 12886 3 8.8 8 横轧四辊精轧3038001331613.25.3 轧制各工艺参数的计算5.3.1 轧制速度制度的确定根据宽厚板的生产经验,为操作方便,粗轧阶段与精轧阶段均采用梯形速度图。
根据经验资料可得,取平均角加速度a=40r/(min ·s),平均角减速度b=60r/(min ·s),由于咬入能力很大,且咬入时速度高更利于轧机轴承油膜的形成,所以采用稳定速度咬入。
第1,2,3道次,n=20r/min 第4,5道次,n=40r/min 第6,7,8道次,n=60r/min 。
抛出速度:n p =20r/min 。
图5.1 梯形速度图5.3.2 确定轧制延续时间在梯形速度图下,每道次轧制延续时间0t t t z +=,其中t 0为间隙时间,t Z 为纯轧时间,21t t t z +=。
设v 1是t 1内的轧制速度,v 2是t 2时间内的平均速度,l 1及l 2为在t 1及t 2时间内轧过的轧件长度,l 为该道次轧后轧件长度,有:mm/s 2.11726020112014.3601=⨯⨯==yDn v π (5-3)mm/s 2.117260112014.3220206022=⨯⨯+=⎪⎪⎭⎫ ⎝⎛+=D n n v py π (5-4) mm/s 06020202=-=-=bn n t py (5-5) 所以减速阶段轧件轧后长度:mm/s 0222=⋅=v t l(5-6)∴121v l l t -= (5-7) 所以:第一道次: s 24.32.11723800111z ===v l t 第二道次:s 69.22.11723154222z ===v l t 第三道次:s v l t 92.32.11724592333z === 对于第4,5道次,y n =40r/min p n =20r/min,有:mm/s 5.23446040112014.3601=⨯⨯==yDn v πmm/s 4.175860112014.3220406022=⨯⨯+=⎪⎪⎭⎫ ⎝⎛+=D n n v py π mm/s 33.06020402=-=-=bn n t py mm/s 2.5804.175833.0222=⨯=⋅=v t l 所以:s v l l 74.25.23442.5807008t 1244-1=-=-=s v l l 81.35.23442.5809511t 1255-1=-=-=第四道次:s t t t z 07.333.074.22414=+=+=-第五道次:s t t t z 14.433.081.32515=+=+=-对于第6,7,8道次,y n =6r/min p n =20r/min,有:mm/s 8.35166060112014.3601=⨯⨯==yDn v πmm/s 5.234460112014.3220606022=⨯⨯+=⎪⎪⎭⎫ ⎝⎛+=D n n v py π mm/s 67.06020602=-=-=bn n t py mm/s 8.15705.234467.0222=⨯=⋅=v t l 所以:s v l l 89.28.35168.157011749t 1266-1=-=-=s v l l 22.38.35168.157012886t 1277-1=-=-=s v l l 34.38.35168.157013316t 1288-1=-=-=第六道次:s t t t z 56.367.089.22616=+=+=- 第七道次:s t t t z 89.367.022.32717=+=+=- 第八道次:s t t t z 01.467.034.32818=+=+=- 间歇时间确定:根据经验资料,在四辊轧机上可逆轧制时。
中厚板生产压下规程设计
中厚板生产压下规程设计一、前言中厚板是建筑、桥梁、船舶、核电等重要领域的重要材料,在工业生产中应用广泛。
因此,设计一套中厚板生产压下规程,能够实现标准化、规范化、集约化生产,不仅有利于提高生产效率,也有利于确保产品质量,达到生产企业的可持续发展目标。
二、压下规程设计的目的和意义中厚板压下制造是钢铁加工行业不可或缺的工序之一,同时也是一项非常复杂的工艺。
中厚板压下时材料发生塑性变形,需要用到相应的压下工艺进行制造。
制定中厚板生产压下规程,可以通过规范化生产流程和流程控制,确保产品的质量、增加生产的效率,降低制造成本。
此外,设计一套中厚板生产压下规程,还可以有效地减少生产过程中的浪费和失误,提高生产过程的安全性和可靠性。
从而在满足不同行业对中厚板品质和数量的要求方面,提供有效的技术支持和保障。
1、计划规划确定生产压下规程的制定目标和任务,并制定详细的计划。
根据产品要求和技术规范,确定生产压下规程的书写格式。
2、资料收集和技术规范的编制收集有关中厚板压下生产工艺技术方面的资料,对其进行系统分析和整理,并根据国家对钢铁产业的政策、标准和技术规范编制符合标准的生产压下规程。
3、生产工艺流程和控制设计生产工艺流程、制定生产规程和安全生产标准。
制定详细完整正确的生产操作程序和操作规范,详细规定生产中出现问题应怎么处理,以保证中厚板生产质量的稳定和提高生产效率。
4、参数设置和操作规范应根据中厚板生产过程的要求,确定可靠的压下工艺参数设置和安全操作规范,严格执行压下工艺参数设置和操作规范。
5、人员培训和实施对管理人员和操作人员进行生产压下规程培训,宣传和推广生产压下规程;制定全员参加的生产压下规程宣传计划,方便所有员工能够逐步规范化生产压下工艺操作,从而提高工作效益,生产高质量的中厚板。
四、总结本文通过制定中厚板生产压下规程的步骤和意义、可以在工业生产中采用规范化和科学化的方法,规避不良产生,并为保证产品质量和生产效率提供技术支持和保障。
中厚板轧制规程设计课程设计

前言板钢轧制制度的确定要求充分发挥设备潜力、提高产量、保证制度,并且操作方便、设备安全。
合理的轧制规程设计必须满足下列原则和要求:在设备允许的条件下尽量提高产量,充分发挥设备潜力提高产量的途径不外是提高压下量、减少轧制道次、确定合理速度规程、缩短轧制周期、提高作业率、合理选择原料增加坯重等。
在保证操作稳定的条件下提高质量,为保证钢板操作的稳定,要求工作辊缝成凸型,而且凸型值愈大操作愈稳定。
压下规程是钢板轧制制度中最基本的核心内容,它直接关系着轧机的产量和产品的质量。
轧制制度中得其他内容如温度制度、速度制度都是以压下制度为核心展开的。
反过来,温度制度、速度制度也影响到压下速度。
目录1·制定生产工艺和工艺制度…………………………………………………………1·1制定生产工艺流程……………………………………………………………1·2制定生产工艺制度……………………………………………………………2·压下规程制定……………………………………………………………………2·1坯料的选择………………………………………………………………………2·2确定轧制方法……………………………………………………………………2·3轧制道次的确定,分配各道次压下量…………………………………………2·4咬入能力的校核…………………………………………………………………3·速度制度确定…………………………………………………………………………4·温度制度确定…………………………………………………………………………5·压下规程表的制定……………………………………………………………………6·各道次变形程度和变形速率的制定…………………………………………………6.1 变形程度的确定…………………………………………………………………6.2 变形速率的确定…………………………………………………………………7·轧制压力的制定…………………………………………………………………………7.1 变形抗力的确定…………………………………………………………………7.2 平面变形抗力的确定……………………………………………………………7.3 计算平均压力p…………………………………………………………………7.4 轧制压力的确定…………………………………………………………………8·电机输出力矩的制定…………………………………………………………8.1 传动力矩的计算………………………………………………………8.2 附加摩擦力矩的确定…………………………………………………8.3 空转力矩的计算………………………………………………………8.4 动力矩的计算…………………………………………………………8.5 电机输出力矩的计算…………………………………………………8.6 电机额定力矩的计算…………………………………………………9·电机的校核…………………………………………………………………9.1 主电机能力的限制…………………………………………………9.2 各机架电机输出力矩等效力矩的计算……………………………9.3 校核各机架的电机输出力矩………………………………………9.4 校核各机架的电机输出力矩………………………………………10·电机输出负荷图……………………………………………………………10.1 速度制度图………………………………………………………10.2 电机负荷图………………………………………………………参考文献…………………………………………………………………………………1·制定生产工艺和工艺制度1·1制定生产工艺选择坯料→原料清理→加热→除磷→纵轧到底→矫直→冷却→表面检查→切边→定尺→表面尺寸形状检查→力学性能检测→标记→入库→发货。
中厚板生产压下规程课程设计概论
《塑性成型工艺(轧制)》中厚板轧制设计说明书课题名称12×1800×10000mm轧制规程设计指导教师. 专业小组.2015年06月18日目录第一章制定生产工艺及工艺制度 ........................................................... - 3 -一、制定生产工艺及工艺制度 ............................................................................... - 3 -二、坯料选择 ........................................................................................................... - 3 -三、中厚板压下量 ................................................................................................... - 3 -第二章设计变形工具................................................................................ - 5 -一、设计二辊 ........................................................................................................... - 5 -二、设计四辊 ........................................................................................................... - 5 -第三章计算力能参数................................................................................ - 7 -一、选择速度图 ....................................................................................................... - 7 -二、设计轧制速度(n1、n2、n3、a、b)....................................................... - 7 -三、速度图 ............................................................................................................... - 7 -四、计算各道次时间 ............................................................................................... - 7 -五、计算各道次轧制温度 ....................................................................................... - 8 -六、计算各道次变形抗力 ....................................................................................... - 9 -七、选用Sims公式计算各道次轧制力 ................................................................. - 9 -第四章轧辊强度校核............................................................................... - 11 -一、二辊轧机强度校核 ......................................................................................... - 11 -二、四辊轧机强度校核 ......................................................................................... - 12 -第五章主电机容量校核.......................................................................... - 14 -一、绘制力矩图 ..................................................................................................... - 14 -二、计算各机架电机最大输出力矩及等效力矩 ................................................. - 15 -三、校核各机架主电机容量 ................................................................................. - 16 -参考文献.................................................................................................... - 23 -第一章制定生产工艺及工艺制度一、制定生产工艺及工艺制度1.制定生产工艺选择坯料→原料清理→加热→除鳞→纵轧一道(使长度接近成品宽度)→转90°横轧到底→矫直→冷却→表面检查→切边→定尺→表面尺寸形状检查→力学性能试验→标记→入库。
中厚板压下规程课程设计
中厚板压下规程课程设计(总24页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--辽宁科技大学课程设计说明书设计题目: EH32中厚板轧制规程的编制学院、系:材料与冶金学院专业班级:材料加工工程11级2班学生姓名:指导教师:成绩:2014年 12 月 31 日目录1前言............................................................................................................................... 错误!未定义书签。
EH32中厚板产品介绍 .......................................................................................... 错误!未定义书签。
EH32中厚板成分介绍: ...................................................................................... 错误!未定义书签。
2中厚板生产工艺流程简介........................................................................................... 错误!未定义书签。
3. 轧制规程编制.............................................................................................................. 错误!未定义书签。
轧制工艺参数设计................................................................................................. 错误!未定义书签。
30mm×2100mm×5000mm中厚板生产规程设计
典型产品生产规程设计1 制定生产工艺1.1制定生产工艺选择坯料→原料清理→加热→除磷→横轧两道次(使宽度接近成品宽度)→转90°纵轧到底→矫直→冷却→表面检查→切边→定尺→表面尺寸形状检查→力学性能检测→标记→入库→发货。
1.2制定工艺制度在保证压缩比的情况下,坯料尺寸尽量小,加热时出炉温度应在1120-1300℃,温度不要过高,以免发生过热或过烧现象;用高压水去除表面的氧化铁皮;矫直时采用辊式矫直机矫直,开使冷却温度一般要接近纵轧温度,轧后快冷到相变温度以下,冷却速度大都选用5-10°或稍高一些,切边时用圆盘式剪切机进行纵剪,然后用飞剪定尺。
2 制定压下规程2.1原料设计2.1.1原料的质量按成品钢板的质量和计划成材率计算出原料的质量。
计划成材率指的是在设计原料尺寸时的成材率,计算成材率可以按下面的公式计算。
=()()()()rp twlt t w w l l l s +∆+∆++计划成材率式中t —成品板厚度 W —成品板宽度 L —成品板长度t t +∆—轧制平均厚度 w w +∆—轧制平均宽度rp l —试样长度S —烧损 △t —宽度余量 △w —厚度余量2.1.2原料的尺寸由计算出的原料质量和连铸坯或初轧坯,钢锭的规格范围,考虑到压缩比,横轧时轧机送钢的最小长度,轧机允许最大轧制长度,加热炉允许装入长度等因素,决定原料的厚度、宽度和长度。
在选择原料尺寸时应注意尽可能采用倍尺轧制,即当计算出原料质量小于最大允许原料质量的一半时,应按倍尺轧制考虑选用厚度尺寸。
由于厚板特别是较厚板的订货坯料一般不大,甚至几家用户订货的钢板需要编组在一起进行轧制,因此在选择厚板原料的计算中需要考虑的因素很复杂,而且这些因素互相影响,互相制约。
选择成品尺寸为h ×b ×l=30mm ×2100mm ×5000mm 坯料尺寸:H=220mm B=1600mm取切边为30mm ∆=,切头、尾为50mm δ=,每块板坯轧成n 块成品,n=4 根据体积不变原理有:(b +2∆)×(l ×n +2δ)×h=H ×B ×L 代入数据求得:L=3700mm2.2轧制规程的设计2.2.1坯料的选择中厚板的原料的主体是连铸坯,为了确保成品钢板的综合性能,连铸坯与成品钢板间的最小压缩比保持在6:1以上。
中厚板轧机压下规程设计说明
中厚板轧机压下规程设计原料:200×1500×2500mm ,45#钢,T k =1150℃, 切边量=100~150mm 成品:20×2200mm轧机:双机架四辊可逆轧机,无立辊,D g =900mm ,D 支=1800mm ,L=2800mm ,P Z =5000t ,扭转力矩=2×172kn *m , W=2×4000KW设计及校核:1.轧制方法:切边量2.采用按经验分配压下量再进行校核及修订的设计方法:先按经验分配各道压下量,排出压下规程如表-1。
3.校核咬入能力:热轧钢板时最大咬入角一般为15°~22°,低速咬入时取为20°,则最大压下量△h max =900(1一cos20°) =53毫米。
故咬入不成问题(D 取900毫米)。
4.确定速度制度:为操作方便,采用梯形速度图。
根据经验资料取平均加速度a=40转/分/秒,平均减速度b=60转/分/秒。
由于咬入能力很富余,且咬入时速度高更有利于轴承油膜的形成,故采用稳定速度咬入。
对第1~4道,咬入速度等于抛出速度,n 1=n 2=20转/分;对5~9道取n 1=40转/分;对10~14道取n 1=60转/分,为了减少反转的时间,采用较低的抛出速度n 2=20转/分。
5.确定轧制延续时间:㈠、对1~4道,如图-1,取n 1=20=n 2,轧制周期时间t =t z h 十t 。
,其中t 。
为间隙时间,t zh 为纯轧时间,v 为t zh 时间的轧制速度,l +为在t zh 时间轧过的轧件长度,l 为该道轧后轧件长度,则:l BHL h =v = 160D n π米/秒t zh =图 1对第1道 v = 160D n π米/秒 = 3.149002060⨯⨯=0.942米/秒t zh =166795942+=1.87秒 计算各道次v 、t zh 列入表-1。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《塑性成型工艺(轧制)》课程设计说明书课题名称14×2000×9000mm轧制规程设计指导教师XXXXX . 专业小组XXXXXXXXXXXXX . 小组成员XXXXXXXXXXXXXXX .2013年06月6日课程设计任务书10材料成型与控制工程专业设计课题:中厚板生产压下规程设计二、设计条件机组:双机架串列式可逆机组(二辊可逆轧机粗轧,四辊可逆轧机精轧)。
主电机:二辊轧机主电机型号ZD250/120,额定功率2500⨯2kw,转速0~40~80rpm,过载系数2.25,最大允许传递扭矩1.2⨯2MN.m;四辊轧机主电机型号ZD250/83,额定功率2050⨯2kw,转速0~60~120rpm,过载系数2.5,最大允许传递扭矩0.83⨯2MN.m。
三、设计内容制定生产工艺及工艺制度;确定轧制方法;确定轧制道次,分配道次压下量;设计变形工具;计算力能参数;校核轧辊强度及主电机负荷;绘制轧辊零件图、速度图;绘制轧制图表,轧制表。
四、设计时间设计时间从2012年05月21日至2012年06月01日,为期两周。
材料成型教研室2012.05.20目录7.6校核各机架主电机容量 (19)第一章制定生产工艺及工艺制度1.1生产工艺选择坯料——原料清理——加热——除鳞——纵轧一道(使宽度接近成品宽度)——转90˚横轧到底——矫直——冷却——表面检查——切边——定尺——表面尺寸形状检查——力学性能试验——标记——入库——发货。
1.2工艺制度在保证压缩比的条件下,坯料尺寸尽量小。
加热时出炉温度应在1120˚—1200˚,温度不要过高,以免发生过热或过烧现象;用高压水去除表面的氧化铁皮,矫直时选用辊式矫直机矫直,开始冷却温度一般要尽量接近终轧温度,轧后快冷到相变温度以下,冷却速度大多选用5—10˚C或稍高一些。
切边用圆盘式剪切机进行纵剪,然后用飞剪定尺。
第二章选择坯料设计中厚板产品牌号:12CrNi3A,产品规格:h×b×l=14×2000×9000。
按厚度分:我国分类方法如下:0.001—0.2mm箔材,0.2—4mm薄板,4—20mm中板,20—60mm厚板,60—500mm特厚板,则所设计的产品为中厚板。
因为连铸坯更加节能,组织和性能好,成材率高;主要用于生产厚度小于80mm中厚板,则产品所选的坯料用连铸坯。
根据所设计的产品的尺寸h×b×l=14×2000×9000,设计坯料的尺寸。
2.1坯料厚度的确定产品的厚度h为14mm,首先选取压缩比,压缩比由经验值选取,我国生产实践表明:一般用途的钢板宜取6-8倍以上,而重要用途的者宜在8-10倍以上。
而12CrNi3A是一种军工特钢,因此压缩比选取10,则坯料厚度H为140mm;2.2坯料长度的确定由成品(b+△b)←坯长L,展宽为500~700,取展宽为600mm,则L=(2000+200)-600=1600mm。
2.3坯料宽度的确定根据体积不变原理,坯料在轧制过程中会产生废料,金属烧损系数一般在1%-2%之间,我们选择1%。
切头尾△L=100mm,切边△b=30mm,根据体积不变定可得:99%×H×B×L=(l+2×100)×(b+2×30)×14;代入数据解得:B=1196mm,取B=1200mm,再次校核K=93.75%。
所以最终得到坯料尺寸为:H×B×L=140×1200×1600mm。
第三章变形量分配3.1轧制方法的确定先经过二辊轧机纵轧一道,然后转90度,横轧到底。
3.2道次压下量的确定坯料尺寸:H×B×L=140×1200×1600mm,则总的压下量为140–14=126mm。
根据经验值选取轧制道次n=8,制定压下规程。
由于开始轧制时受咬入能力限制,所以在轧制前设计一个除鳞箱,道次压下量与道次关系如图1所示。
由图1所示,各道次的压下量逐渐减小,同时幅度也在逐渐减小,所以粗轧的压下量较大,而精轧的压下量较小。
设定总轧制道次为八道次,粗轧为五道次(选取二辊可逆轧机),精轧为后三道次(选取四辊可逆轧机)。
制定压下规程如表1。
图1 道次压下量分配原则/%第四章变形工具的设计4.1二辊可逆轧机轧辊的确定初轧机轧辊受力较大且有冲击负荷,应有足够的强度,而辊面硬度可放在第二位,含Cr、Ni、Mo等合金的的铸钢轧辊使用于轧制合金钢,所以粗轧选用铸钢轧辊轧制合金钢。
4.1.1 辊身长度L由L=bmax+a 当b=1000-2500mm a=150-200mm 取a=200mm,所以L=2060+200=2260mm。
4.1.2 辊径尺寸中厚板轧机L/D=2.2-2.8 得D=736-1027mm 取1000mm。
4.1.3 辊颈尺寸查表3-5 取d/D=0.75(轧钢机械邹家祥主编) 得d=750mm,辊颈长度l 取d/l=1 得l=750mm。
4.1.4 辊头设计因为对于中厚板轧机来说轧辊调整行程比较大,倾角在8˚-12˚间所以应选择万向辊头。
各部分的尺寸关系如下Dmin=Dmax-Dmax×重车率中厚板轧机最大重车率5%-8% 取5%Dmin=1000-1000×5%=950m;D1=Dmin-(5-15mm) 取D1= Dmin-10=940 mm;S=(0.25-0.28)D1;取S=0.25D1=235 mm;a=(0.5-0.6) D1;取a=0.5 D1;a=470mm;b=(0.15-0.2) D1;取 b=0.2 D1;b=188mm;c=b=188mm。
4.1.5 辊颈与辊身的过度圆角r由r/D=0.1—0.12 取0.1 得r=0.1×1000=100mm,图2 轧辊示意图4.1.6校核咬入条件咬入角一般α=15~25度,取α=20︒,∆h max =(1-cos20︒)×D=(1-cos20︒)×1000=60mm,粗轧各道次压下量∆h最大为31mm,满足咬入。
4.2四辊可逆轧机轧辊的确定精轧选用四辊可逆轧机,热轧机工作辊选择轧辊材料时以辊面强度为主多采用铸铁轧辊,而支承辊在工作中主要承受轧制力,且直径较大,要着重考虑强度和轧辊淬透性,多选用含Cr合金锻钢,因此四辊可逆轧机的工作辊选用铸铁轧辊,支承辊选用Cr合金锻钢]2[。
四辊的尺寸设计与二辊相同,其中支承辊不传递扭矩,辊头不需设计。
4.2.1支承辊设计4..2. 1.1辊身长度设计辊身长度和二辊一样 L=2260 mm。
4.2.1.2 辊径D2查表3-3 (轧钢机械邹家祥主编)取L/D2=1.9 得D2=1200mm。
4.2.1.3 辊颈尺寸取d2=0.75D2d2=1200×0.75=900mm 。
4.2.1.4辊颈长度 l2/d2=1.0 得l2=900mm。
4.2.2 工作辊设计4.2.2.1 辊身设计同前 L=2260mm。
4.2.2.2 辊径尺寸据经验当轧件较厚时由于要求较大工作辊直径,取D2/D1较小值由表3-3得(轧钢机械邹家祥主编) 取D2/D1=1.5得D1=D2/1.5=800mm4.2.2.3 辊颈尺寸取d1/D1=0.75 ;d1= 0.75×800=600 mm 辊颈长度:取l1/d1=1.0 得l1=600mm。
4.2.2.4 辊颈与辊身的过度圆角r1由r/D=0.1—0.12 取0.1 得r=0.1×800=80mm4.2.2.5 辊头设计选择万向辊头选择原因同二辊。
各部分的尺寸关系如下所示:Dmin=Dmax-Dmax×重车率中厚板轧机最大重车率5%-8% 取5%Dmin=800-800×5%=760 mm D1=Dmin-(5-15mm) 取D1= Dmin-10=750mm;S=(0.25-0.28)D1=187.5~210mm 取S=210 mm;a=(0.5-0.6) D1=375~450mm 取a=400mm;b=(0.15-0.2) D1112.5~150mm取 b=150mm;c=b=150mm。
4.2.2.6 辊颈与辊身的过度圆角r2取r2=0.1D2=0.1×1200=120mmC4.2.3校核咬入热轧钢板咬入角一般α=15-22︒,低速咬入角可取α=20︒,∆hmax=D1(1-cos20︒)=750×0.06=56mm,精轧各道次压下量△h最大为1mm,满足咬入。
第五章轧制力的计算5.1速度图的选择由于整个轧制过程中,轧件较长,所以选择梯形图较理想。
5.2轧制速度的设计(n1,n2,n3,a ,b)二辊轧机:转速0~40~80rpm,过载系数2.25四辊轧机:转速0~60~120rpm,过载系数2.5根据经验资料,取平均加速度a=40rpm/s, 平均减速度b=60rpm/s。
在二辊轧机上轧制:取咬入转速n1=20rpm,n2<nH(nH—电机最大转速)取n2=40rpm ,n3=30rpm在四辊轧机上轧制:取咬入转速n1=40rpm,n2<nH(nH—电机最大转速)取n2=60rpm ,n3=50rpm5.3速度图5.4计算各道次时间假定第一道次:空载加速时间为 tj ,加速轧制时间为 t2,等速轧制轧制时间 t3 ,减速轧制时间为t4,空载加速时间为t5。
对于二轧辊轧机:空载加速时间:t1=n1/a =20/40=0.5 s图3 速度图加速轧制时间:t2 =(n2-n1)/a =(40-20)/40=0.5 s等速轧制时间:t3=0.24 s减速轧制时间:t4 =(n2-n3)/b=(40-30)/60=0.17 s空载减速时间:t5 =n3/a=30/60=0.5 s纯轧时间:tZ = t2+ t3+ t4=0.5+0.24+0.17=0.91 s当轧件长度L<3.5m ,间隙时间取tj=2.5 s当轧件长度 3.5m < L < 8m ,间隙时间取tj=6 s当轧件长度 L > 8m ,间隙时间取tj=4 s因为L=1.6m < 3.5m ,所以tj=2.5 s同理其他道次时间如下表所示5.5各道次轧制温度为确定各道次轧制温度,必须求出逐道次的温度下降量。
高温时轧件温度下降量可按辐射热计算(对流和传导所损失的热量大致可与变形功所转化的热量相抵消)。
由于辐射热所引起的温降在热轧板带时,可用下列公式近似计算△t =12.9×z/h×(T1/1000)4Z-该道次的轧制时间与上道次间隙时间之和T1-前道次的绝对温度,Kh-轧制厚度根据经验,双机架中厚度板轧机轧制材料为12CrNi3A的钢板时,其粗轧温度为1200℃;精轧温度为1079℃。