g29类
G代码一览表

沙迪克AQ550G代碼一覽表G代碼功能G00定位的移動G01直線插補G02圓弧插補(順時針)G03圓弧插補(逆時針)G04延時格式G04X 5.0表示5秒鐘G05 X鏡像變換G06 Y鏡像變換G07 Z鏡像變換G08X-Y 變換G09鏡像變換取消及X-Y變換取消G11跳讀ONG12跳讀OFFG13斷線復位功能ONG14斷線復位功能OFFG15斷線復位功能ON(不放電,低壓噴流)G17XY平面指定G22軟體限位ONG23軟體限位OFFG26圖形旋轉ONG27圖形旋轉OFFG28返回主參考點G29設定主參考點G30返回G92指定的點G40取消電極絲半徑補正G41電極絲半徑向左補正G42電極絲半徑向右補正G48邊緣控制ONG49邊緣控制OFFG50取消錐度傾斜G51錐度向左傾斜G52錐度向右傾斜G54工件坐標系0G55工件坐標系1G56工件坐標系2G57工件坐標系3G58工件坐標系4G60返回主參考點G74四軸補償ONG75四軸補償OFFG80移動到接觸感知發生處G81移動到機械限位處G82移動到原點與當前位置的一半G83把當前值讀入指定的補正項G84自動調垂直G90 絕對坐標指令G91增量坐標指令G92設定坐標原點的指令G97設定坐標系坐標原點的命令G104轉角延時ONG105轉角延時OFFG126坐標旋轉ONG127坐標旋轉OFFG128返回第一副參考點G129設定第一副參考點G132干涉回避ONG133干涉回避取消G134錐度干涉回避ONG135錐度干涉回避取消G136干涉報錯ONG137干涉報錯取消G140上下異形取消G141上下異形左補償G142上下異形右補償G152局部坐標系G154工件坐標系10G155工件坐標系11G156工件坐標系12G157工件坐標系13G158工件坐標系14G159工件坐標系15G228返回第2副參考點G229設定第2副參考點G254工件坐標系20G256工件坐標系22G257工件坐標系23G258工件坐標系24G259工件坐標系25G328返回第3副參考點G329設定第3副參考點G354工件坐標系30G355工件坐標系31G356工件坐標系32G357工件坐標系33G358工件坐標系34G359工件坐標系35G428返回第4副參考點G429設定第4副參考點G454工件坐標系40G455工件坐標系41G456工件坐標系42G457工件坐標系43G458工件坐標系44G459工件坐標系45G528返回第5副參考點G529設定第5副參考點G554工件坐標系50G555工件坐標系51G556工件坐標系52G557工件坐標系53G558工件坐標系54G559工件坐標系55G628返回第6副參考點G629設定第6副參考點G654工件坐標系60G655工件坐標系61G656工件坐標系62G657工件坐標系63G658工件坐標系64G659工件坐標系65G728返回第7副參考點G729設定第7副參考點G754工件坐標系70G755工件坐標系71G756工件坐標系72G757工件坐標系73G758工件坐標系74G759工件坐標系75G828返回第8副參考點G829設定第8副參考點G854工件坐標系80G855工件坐標系81G856工件坐標系82G857工件坐標系83G858工件坐標系84G859工件坐標系85G928返回第9副參考點G929設定第9副參考點G954工件坐標系90G955工件坐標系91G956工件坐標系92G957工件坐標系93G958工件坐標系94G959工件坐標系95T代碼一覽表:T80電極絲送進T81停止電極絲送進T82關閉加工槽排液閥T83打開加工槽排液閥T84泵打開T85泵關閉T86打開噴流T87關閉噴流T88切換到油浴T89T90T91T94T96 T97。
当太阳死去地球能否逃生

当太阳死去地球能否逃生?天文学家已经在超新星残骸——中子星周围找到了行星,在类太阳恒星尸体——白矮星周围找到了小行星瓦解产生的尘埃盘,还在流产的恒星——褐矮星周围找到了新行星正在形成的证据。
在这些原本被认为不应该存在行星的恶劣环境中找到行星,不仅表明行星形成过程比过去想象的更顽强,而且暗示,在太阳死亡之时,我们的地球还存有一线生机。
天空中最悲惨的角色莫过于白矮星(white dwarf)。
它们并不遵从普通恒星的质量-亮度关系:尽管质量与太阳相仿,白矮星却是所有恒星中最暗淡无光的,而且正越变越暗。
天文学家认为它们连恒星都不是,充其量只能算是恒星的“尸体”。
每颗白矮星都曾经像我们的太阳一样,散发着同样明亮的光芒。
但是在那之后,它逐渐耗尽燃料,步入了暴躁的死亡阵痛阶段:它的直径膨胀100倍,亮度增强10,000倍,而后外部壳层被抛射出去,只留下一个地球大小的发光残骸。
在余下的无尽岁月里,它将了无生气,慢慢变暗,直至一团漆黑。
但这个故事还不够悲惨,实际情况要更加糟糕。
我们和同事已经在银河系中发现了10多颗特殊的白矮星,它们的周围环绕着小行星、彗星,甚至还有行星——简直就是整个太阳系的“墓地”翻版。
这些恒星还“活着”的时候,每天都会在这些小天体的天空中升起,给它们送去光和热,加热土壤、搅起微风。
但在这些恒星死亡时,它们会蒸发、吞没、焚化内行星,只留下那些“居住”在偏远寒冷地带的天体。
随着时间的流逝,白矮星还会撕碎并摧毁许多“幸存者”。
这些历尽磨难的行星系统提供了一个机会,让我们得以一窥50亿年后太阳死亡时,我们的太阳系将要经历的悲惨命运。
天文学家过去一直怀疑,太阳外的其他恒星周围可能存在行星。
不过我们当时设想,应该会在十分类似于太阳的恒星周围,找到十分类似于太阳系的行星系统。
然而,自从15年前相关发现开始大批涌现,情况立刻变得明朗起来:太阳系外行星系统可以与太阳系完全不同。
第一个例子是类太阳恒星(sunlike star)飞马座51——它拥有一颗质量比木星还大的行星,但主星与行星的间距比水星公转轨道半径还小。
数控车G代码及详解
FANUC 0-TD系統G 代碼命令代碼組及其含義“模態代碼” 和“一般” 代碼“形式代碼” 的功能在它被執行後會繼續維持,而“一般代碼” 僅僅在收到該命令時起作用。
定義移動的代碼通常是“模態代碼”,像直線、圓弧和迴圈代碼。
反之,像原點返回代碼就叫“一般代碼”。
每一個代碼都歸屬其各自的代碼組。
在“模態代碼”里,當前的代碼會被載入的同組代碼替換。
G代碼組別解釋G00 01 定位 (快速移動)G01 直線切削G02 順時針切圓弧 (CW,順時鐘)G03 逆時針切圓弧 (CCW,逆時鐘)G04 00 暫停 (Dwell)G09 停於精確的位置G20 06 英制輸入G21 公制輸入G22 04 內部行程限位有效G23 內部行程限位無效G27 00 檢查參考點返回G28 參考點返回G29 從參考點返回G30 回到第二參考點G32 01 切螺紋G40 07 取消刀尖半徑偏置G41 刀尖半徑偏置 (左側)G42 刀尖半徑偏置 (右側)G50 00 修改工件坐標;設置主軸最大的 RPMG52 設置局部坐標係G53 選擇機床坐標係G70 00 精加工迴圈G71 內外徑粗切迴圈G72 台階粗切迴圈G73 成形重復迴圈G74 Z 向步進鑽削G75 X 向切槽G76 切螺紋迴圈G80 10 取消固定迴圈G83 鑽孔迴圈G84 攻絲迴圈G85 正面鏜孔迴圈G87 側面鑽孔迴圈G88 側面攻絲迴圈G89 側面鏜孔迴圈G90 01 (內外直徑)切削迴圈G92 切螺紋迴圈G94 (台階) 切削迴圈G96 12 恒線速度控制G97 恒線速度控制取消G98 05 每分鐘進給率G99 每轉進給率代碼解釋G00 定位1. 格式 G00 X_ Z_ 這個命令把刀具從當前位置移動到命令指定的位置 (在絕對坐標方式下),或者移動到某個距離處 (在增量坐標方式下)。
2. 非直線切削形式的定位我們的定義是:採用獨立的快速移動速率來決定每一個軸的位置。
常用数控系统G代码总汇

常用数控系统G代码总汇FANUC车床G代码FANUC铣床G代码FANUC M指令代码SIEMENS铣床G代码SIEMENS802S/CM 固定循环固定循环SIEMENS车床G 代码SIEMENS801、802S/CT、802SeT固定循环SIEMENS802D、810D/840D固定循环HNC车床G代码HNC铣床G代码HNC M指令KND100铣床G代码KND100车床G代码KND100 M指令GSK980车床G代码GSK980T M指令GSK928 TC/TEG代码GSK928 TC/TEM指令GSK990MG代码GSK990MM指令GSK928MAG代码GSK928MAM指令三菱E60铣床G代码DASEN 3I铣床G代码DASEN 3I车床G代码xx车床G代码xxM指令xx铣床G代码xxM指令xx32T G代码仁和32T M指令SKY 2003N M G代码SKY 2003N M M指令FANUC车床G代码解释G00定位(快速移动)G01直线切削G02顺时针切圆弧(CW,顺时钟)G03逆时针切圆弧(CCW,逆时钟)G04暂停(Dwell)G09停于精确的位置G20英制输入G21公制输入G22内部行程限位有效G23内部行程限位无效G27检查参考点返回G28参考点返回G29从参考点返回G30回到第二参考点G32切螺纹G40取消刀尖半径偏置G41刀尖半径偏置(左侧)G42刀尖半径偏置(右侧)G50修改工件坐标;设置主轴最大的RPMG52设置局部坐标系G53选择机床坐标系G70精加工循环G71内外径粗切循环G72台阶粗切循环G73成形重复循环G74 Z 向步进钻削G75 X xxG76切螺纹循环G80取消固定循环G83钻孔循环G84攻丝循环G85正面镗孔循环G87侧面钻孔循环G88侧面攻丝循环G89侧面镗孔循环G90 (内外直径)切削循环G92切螺纹循环G94 (台阶)切削循环G96恒线速度控制G97恒线速度控制取消G98每分钟进给率G99每转进给率支持宏程序编程FANUC铣床G代码解释G00顶位(快速移动)定位(快速移动)G01直线切削G02顺时针切圆弧G03逆时针切圆弧G04暂停G15/G16极坐标指令G17 XY 面赋值G18 XZ 面赋值G19 YZ 面赋值G28机床返回原点G30机床返回第2和第3原点*G40取消刀具直径偏移G41刀具直径左偏移G42刀具直径右偏移*G43刀具xx+方向偏移*G44刀具xx-方向偏移G49取消刀具xx偏移*G53机床坐标系选择G54工件坐标系1选择G55工件坐标系2选择G56工件坐标系3选择G57工件坐标系4选择G58工件坐标系5选择G59工件坐标系6选择G73高速深孔钻削循环G74左螺旋切削循环G76精镗孔循环*G80取消固定循环G81中心钻循环G82反镗孔循环G83深孔钻削循环G84右螺旋切削循环G85镗孔循环G86镗孔循环G87反向镗孔循环G88镗孔循环G89镗孔循环*G90使用绝对值命令G91使用增量值命令G92设置工件坐标系*G98固定循环返回起始点*G99返回固定循环R点G50G51比例缩放G68G69坐标系旋转支持宏程序编程FANUC M指令代码M代码说明M00程序停M01选择停止M02程序结束(复位)M03主轴正转(CW)M04主轴反转(CCW)M05主轴停M06换刀M08切削液开M09切削液关M30程序结束(复位)并回到开头M48主轴过载取消不起作用M49主轴过载取消起作用M94镜象取消M95 X坐标镜象M96 Y坐标镜象M98子程序调用M99子程序结束SIEMENS铣床G代码地址含义D 刀具刀补号F 进给率(与G4一起可以编程停留时间)G G功能(准备功能字)G0快速移动G1直线插补G2顺时针圆弧插补G3逆时针圆弧插补CIP 中间点圆弧插补G33恒螺距的螺纹切削G331不带补偿夹具切削内螺纹G332不带补偿夹具切削内螺纹.退刀CT 带切线的过渡圆弧插补G4快速移动G63快速移动G74回参考点G75回固定点G25主轴转速下限G26主轴转速上限G110极点尺寸,相对于上次编程的设定位置G110极点尺寸,相对于当前工件坐标系的零点G120极点尺寸,相对于上次有效的极点G17* X/Y平面G18 Z/X平面G19 Y/Z平面G40刀尖半径补偿方式的取消G41调用刀尖半径补偿,刀具在轮廓左侧移动G42调用刀尖半径补偿,刀具在轮廓右侧移动G500取消可设定零点偏置G54第一可设定零点偏置G55第二可设定零点偏置G56第三可设定零点偏置G57第四可设定零点偏置G58第五可设定零点偏置G59第六可设定零点偏置G53按程序段方式取消可设定零点偏置G60*准确定位G70英制尺寸G71*公制尺寸G700英制尺寸,也用于进给率FG710公制尺寸,也用于进给率FG90*绝对尺寸G91增量尺寸G94*进给率F,单位毫米/分G95主轴进给率F,单位毫米/转G901在圆弧段进给补偿“开”G900进给补偿“关”G450圆弧过渡G451等距线的交点I 插补参数J 插补参数K 插补参数I1圆弧插补的中间点J1圆弧插补的中间点K1圆弧插补的中间点L 子程序名及子程序调用M 辅助功能M0程序停止M1程序有条件停止M2程序结束M3主轴顺时针旋转M4主轴逆时针旋转M5主轴停M6更换刀具N 副程序段:主程序段P 子程序调用次数RET 子程序结束S 主轴转速,在G4xx表示暂停时间T 刀具号X 坐标轴Y 坐标轴Z 坐标轴CALL 循环调用CHF 倒角,一般使用CHR 倒角轮廓连线CR 圆弧插补半径GOTOB 向后跳转指令GOTOF 向前跳转指令RND 圆角支持参数编程SIEMENS802S/CM 固定循环说明LCYC82钻削,沉孔加工LCYC83深孔钻削LCYC840带补偿夹具的螺纹切削LCYC84不带补偿夹具的螺纹切削LCYC85镗孔LCYC60线性孔排列LCYC61圆弧孔排列LCYC75矩形槽,键槽,圆形凹槽铣削固定循环循环说明CYCLE82中心钻孔CYCLE83深孔钻削CYCLE84性攻丝CYCLE85铰孔CYCLE86镗孔CYCLE88带停止镗孔CYCLE71端面铣削LONGHOLE 一个圆弧上的长方形xx POCKET4环形凹槽铣削POCKET3矩形凹槽铣削SLOT1一个圆弧上的键槽SLOT2环行槽SIEMENS车床G 代码地址含义D 刀具刀补号FF 进给率(与G4一起可以编程停留时间)G G功能(准备功能字)G0快速移动G1直线插补G2顺时针圆弧插补G3逆时针园弧插补G33恒螺距的螺纹切削G4快速移动G63快速移动G74回参考点G75回固定点G17 (在加工中心孔时要求)G18* Z/X平面G40刀尖半径补偿方式的取消G41调用刀尖半径补偿,刀具在轮廓左侧移动G42调用刀尖半径补偿,刀具在轮廓右侧移动G500取消可设定零点偏置G54第一可设定零点偏置G55第二可设定零点偏置G56第三可设定零点偏置G57第四可设定零点偏置G58第五可设定零点偏置G59第六可设定零点偏置G53按程序段方式取消可设定零点偏置G70英制尺寸G71*公制尺寸G90*绝对尺寸G91增量尺寸G94*进给率F,单位毫米/分G95主轴进给率F,单位毫米/转I 插补参数I1圆弧插补的中间点K1圆弧插补的中间点L 子程序名及子程序调用M 辅助功能M0程序停止M1程序有条件停止M2程序结束M30M17M3主轴顺时针旋转M4主轴逆时针旋转M5主轴停M6更换刀具N 副程序段:主程序段P 子程序调用次数RET 子程序结束S 主轴转速,在G4xx表示暂停时间T 刀具号X 坐标轴Y 坐标轴Z 坐标轴AR 圆弧插补张角CALL 循环调用CHF 倒角,一般使用CHR 倒角轮廓连线CR 圆弧插补半径GOTOB 向后跳转指令GOTOF 向前跳转指令RND 圆角支持参数编程SIEMENS801、802S/CT、802SeT固定循环说明LCYC82钻削,沉孔加工LCYC83深孔钻削LCYC840带补偿夹具的螺纹切削LCYC84不带补偿夹具的螺纹切削LCYC85镗孔LCYC93切槽循环LCYC95毛坯切削循环LCYC97螺纹切削SIEMENS802D、810D/840D固定循环循环说明CYCLE71平面铣削CYCLE82中心钻孔YCLE83深孔钻削CYCLE84刚性攻丝CYCLE85铰孔CYCLE86镗孔CYCLE88带停止镗孔CYCLE93切槽CYCLE94退刀槽形状E..F CYCLE95毛坯切削CYCLE97螺纹切削HNC车床G代码G代码解释G00定位(快速移动)G01直线切削G02顺时针切圆弧(CW,顺时钟)G03逆时针切圆弧(CCW,逆时钟)G04暂停(Dwell)G09停于精确的位置G20英制输入G21公制输入G22内部行程限位有效G23内部行程限位无效G27检查参考点返回G28参考点返回G29从参考点返回G30回到第二参考点G32切螺纹G36直径编程G37半径编程G40取消刀尖半径偏置G41刀尖半径偏置(左侧)G42刀尖半径偏置(右侧)G53直接机床坐标系编程G54—G59坐标系选择G71内外径粗切循环G72台阶粗切循环G73闭环车削复合循环G76切螺纹循环G80内外径切削循环G81端面车削固定循环G82螺纹切削固定循环G90绝对值编程G91增量值编程G92工件坐标系设定G96恒线速度控制G97恒线速度控制取消G94每分钟进给率G95每转进给率支持参数与宏编程HNC铣床G代码G代码组别解释*G00 01定位(快速移动)G01直线切削G02顺时针切圆弧G03逆时针切圆弧G04 00暂停G07 16虚轴指定G09 00准停校验*G17 02 XY面赋值G18 XZ 面赋值G19 YZ 面赋值G20 08英寸输入*G21毫米输入G22脉冲当量G24 03镜像开*G25镜像关G28 00返回到参考点G29由参考点返回*G40 07取消刀具直径偏移G41刀具直径左偏移G42刀具直径右偏移G43 08刀具xx+方向偏移G44刀具xx-方向偏移*G49取消刀具xx偏移*G50 04缩放关G51缩放开G52 00局部坐标系设定G53直接机床坐标系编程*G54 14工件坐标系1选择G55工件坐标系2选择G56工件坐标系3选择G57工件坐标系4选择G58工件坐标系5选择G59工件坐标系6选择G60 00单方向定位*G61 12精确停止校验方式G64连续方式G68 05旋转变换*G69旋转取消G73 09高速深孔钻削循环G74左螺旋切削循环G76精镗孔循环*G80取消固定循环G81中心钻循环G82反镗孔循环G83深孔钻削循环G84右螺旋切削循环G85镗孔循环G86镗孔循环G87反向镗孔循环G88镗孔循环G89镗孔循环*G90 03使用绝对值命令G91使用增量值命令G92 00设置工件坐标系*G94 14每分钟进给G95每转进给*G98 10固定循环返回起始点G99返回固定循环R点支持参数与宏编程HNC M指令M代码说明M00程序停M01选择停止M02程序结束(复位)M03主轴正转(CW)M04主轴反转(CCW)M05主轴停M06换刀M07切削液开M09切削液关M98子程序调用M99子程序结束KND100铣床G代码G代码组别解释G00 01定位(快速移动)G01直线切削G02顺时针切圆弧G03逆时针切圆弧G04 00暂停G17 02 XY 面赋值G18 XZ 面赋值G19 YZ 面赋值G28 00机床返回原点G29从参考点返回*G40 07取消刀具直径偏移G41刀具直径左偏移G42刀具直径右偏移*G4308刀具长度+方向偏移*G44刀具长度-方向偏移G49取消刀具长度偏移*G53 14机床坐标系选择G54工件坐标系1选择G55工件坐标系2选择G56工件坐标系3选择G57工件坐标系4选择G58工件坐标系5选择G59工件坐标系6选择G73 09高速深孔钻削循环G74左螺旋切削循环G76精镗孔循环*G80取消固定循环G81钻孔循环(点钻)G82钻xx循环(镗阶梯xx)G83深孔钻削循环G84攻丝循环G85镗孔循环G86钻孔循环G87反向镗孔循环G88镗孔循环G89镗孔循环*G90 03使用绝对值命令G91使用增量值命令G92 00设置工件坐标系*G98 10固定循环返回起始点*G99返回固定循环R点KND100车床G代码G代码组别解释G00 01定位(快速移动)G01直线切削G02顺时针切圆弧(CW,顺时钟) G03逆时针切圆弧(CCW,逆时钟)G04 00暂停(Dwell)G10偏移值设定G20 06英制输入G21公制输入G27 00检查参考点返回G28参考点返回G29从参考点返回G31跳跃机能G32 01切螺纹G36 X轴自动刀偏设定G37 Z轴自动刀偏设定G40 07取消刀尖半径偏置G41刀尖半径偏置(左侧)G42刀尖半径偏置(右侧)G50 00坐标系设定G54工件坐标系G55---G59工件坐标系G70 00精加工循环G71内外径粗切循环G72台阶粗切循环G73成形重复循环G74端面深孔加工循环G75外圆、内圆切削循环G76切螺纹循环G90 01 (内外直径)切削循环G92切螺纹循环G94 (台阶)切削循环G96 12恒线速度控制G97恒线速度控制取消G98 05每分钟进给率G99每转进给率KND100 M指令M代码说明M00程序停M01选择停止M02程序结束(复位)M03主轴正转(CW)M04主轴反转(CCW)M05主轴停M06换刀M08切削液开M09切削液关M10卡紧M11松开M32润滑开M33润滑关M98子程序调用M99子程序结束GSK980车床G代码组别功能G00 01定位(快速移动)*G01直线插补(切削进给)G02圆弧插补CW(顺时针)G03圆弧插补CCW(逆时针)G04 00暂停,准停G28返回参考点G32 01螺纹切削G50 00坐标系设定G65 00宏程序命令G70 00精加工循环G71外圆粗车循环G72端面粗车循环G73封闭切削循环G74端面深孔加工循环G75外圆,内圆切槽循环G90 01外圆,内圆车削循环G92螺纹切削循环G94端面切削循环G96 02恒线速开G97恒线速关*G98 03每分进给G99每转进给支持参数与宏编程GSK980T M指令M代码说明M03主轴正转M04主轴反转M05主轴停止M08冷却液开M09冷却液关(不输出信号)M32润滑开M33润滑关(不输出信号)M10备用M11备用尖(不输出信号)M00程序暂停,按‘循环起动’程序继续执行M30程序结束,程序返回开始GSK928 TC/TEG代码功能G00定位(快速移动)*G01直线插补(切削进给)G02圆弧插补CW(顺时针)G03圆弧插补CCW(逆时针)G32攻牙循环G33螺纹切削G71外圆粗车循环G72端面粗车循环G74端面深孔加工循环G75外圆,内圆切槽循环G90外圆,内圆车削循环G92螺纹切削循环G94外圆内圆锥面循环G22局部循环开始G80局部循环结束*G98每分进给G99每转进给G50设置工件绝对坐标系G26 X、Z轴回参考G27 X轴回参考点G29 Z轴回参考点支持参数与宏编程GSK928 TC/TEM指令M代码说明M03主轴正转M04主轴反转M05主轴停止M08冷却液开M09冷却液关(不输出信号)M32润滑开M33润滑关(不输出信号)M10备用M11备用尖(不输出信号)M00程序暂停,按‘循环起动’程序继续执行M30程序结束,程序返回开始GSK990MG代码组别解释G00 01定位(快速移动)G01直线切削G02顺时针切圆弧G03逆时针切圆弧G04 00暂停G17 02 XY 面赋值G18 XZ 面赋值G19 YZ 面赋值G28 00机床返回原点G29从参考点返回*G40 07取消刀具直径偏移G41刀具直径左偏移G42刀具直径右偏移*G43 08刀具xx+方向偏移*G44刀具xx-方向偏移G49取消刀具xx偏移*G53 14机床坐标系选择G54工件坐标系1选择G55工件坐标系2选择G56工件坐标系3选择G57工件坐标系4选择G58工件坐标系5选择G59工件坐标系6选择G73 09高速深孔钻削循环G74左螺旋切削循环G76精镗孔循环*G80取消固定循环G81钻孔循环(点钻)G82钻xx循环(镗阶梯xx)G83深孔钻削循环G84攻丝循环G85镗孔循环G86钻孔循环G87反向镗孔循环G88镗孔循环G89镗孔循环*G90 03使用绝对值命令G91使用增量值命令G92 00设置工件坐标系*G98 10固定循环返回起始点*G99返回固定循环R点GSK990MM指令M代码说明M00程序停M01选择停止M02程序结束(复位)M03主轴正转(CW)M04主轴反转(CCW)M05主轴停M06换刀M08切削液开M09切削液关M10卡紧M11松开M32润滑开M33润滑关M98子程序调用M99子程序结束GSK928MAG代码G代码解释G00定位(快速移动)G1直线切削G02顺时针切圆弧G03逆时针切圆弧G04xx等待G17 XY 面赋值G18 XZ 面赋值G19 YZ 面赋值G28机床返回原点G29从参考点返回*G40取消刀具直径偏移G41刀具直径左偏移G42刀具直径右偏移*G43刀具长度+方向偏移*G44刀具长度-方向偏移G49取消刀具长度偏移*G53机床坐标系选择G54工件坐标系1选择G55工件坐标系2选择G56工件坐标系3选择G57工件坐标系4选择G58工件坐标系5选择G59工件坐标系6选择G73高速深孔钻削循环G74左螺旋切削循环G80取消固定循环G81钻孔循环(点钻)G82钻孔循环(镗阶梯孔)G83深孔钻削循环G84右旋攻牙循环G85镗孔循环G86钻孔循环G89镗孔循环*G90使用绝对值命令G91使用增量值命令G92设置浮动坐标系*G98固定循环返回起始点*G99返回固定循环R点G10 G11圆凹槽内粗铣G12 G13全圆内精铣G14 G15外圆精铣G22系统参数运算(模态)G23判参数值跳转G27机械零点检测G28经中间点快速定位到程序G31快速返回R基准面G34 G35矩形凹槽xxG38 G39矩形外精铣GSK928MAM指令M指令解释M0程序停止。
加工中心常用的G代码和M指令
加工中心常用的G代码和M指令加工中心是一种高精度、高效率的数控机床,广泛应用于航空、汽车、电子、机械等行业。
在加工中心的加工过程中,需要使用G代码和M指令控制加工过程,下面是常用的G代码和M指令:一、G代码1. G00 快速定位:该指令用于快速移动工件到目标位置,速度最大,但精度较低。
2. G01 直线插补:该指令用于沿直线路径进行加工,速度较快,精度较高。
3. G02/G03 圆弧插补:该指令用于沿圆弧路径进行加工,G02表示顺时针方向,G03表示逆时针方向。
4. G04 停顿:该指令用于暂停加工,等待一段时间后再继续加工。
5. G17/G18/G19 选择平面:G17表示选择XY平面,G18表示选择XZ平面,G19表示选择YZ平面。
6. G20/G21 选择单位:G20表示选择英寸单位,G21表示选择毫米单位。
7. G28/G29/G30/G31 定位:G28表示回到机床原点,G29表示回到工件原点,G30表示回到第二工件原点,G31表示回到第三工件原点。
8. G40/G41/G42 切削半径补偿:G40表示取消切削半径补偿,G41表示左侧切削半径补偿,G42表示右侧切削半径补偿。
9. G54/G55/G56/G57/G58/G59 工件坐标系:G54表示选择第一工件坐标系,G55表示选择第二工件坐标系,G56表示选择第三工件坐标系,G57表示选择第四工件坐标系,G58表示选择第五工件坐标系,G59表示选择第六工件坐标系。
10. G80 取消模态:该指令用于取消所有模态指令。
二、M指令1. M00 程序停止:该指令用于停止程序,等待操作员确认后再继续加工。
2. M01 可选停止:该指令用于在加工过程中进行可选停止,等待操作员确认后再继续加工。
3. M02/M30 程序结束:M02表示程序结束,M30表示程序结束并回到机床原点。
4. M03/M04/M05 主轴控制:M03表示主轴正转,M04表示主轴反转,M05表示主轴停止。
常见数控系统G代码大全

常见数控系统G代码大全目录FANUC车床G代码FANUC铣床G代码FANUC M指令代码SIEMENS铣床G代码SIEMENS802S/CM 固定循环SIEMENS802DM/810/840DM 固定循环SIEMENS车床G 代码SIEMENS 801、802S/CT、802SeT 固定循环SIEMENS 802D、810D/840D 固定循环HNC车床G代码HNC铣床G代码HNC M指令KND100铣床G代码KND100车床G代码KND100 M指令GSK980车床G代码GSK980T M指令GSK928 TC/TE G代码GSK928 TC/TE M指令GSK990M G代码GSK990M M指令GSK928MA G代码GSK928MA M指令FANUC车床G代码G代码解释G00 定位(快速移动)G01 直线切削G02 顺时针切圆弧(CW,顺时钟)G03 逆时针切圆弧(CCW,逆时钟)G04 暂停(Dwell)G09 停于精确的位置G20 英制输入G21 公制输入G22 内部行程限位有效G23 内部行程限位无效G27 检查参考点返回G28 参考点返回G29 从参考点返回G30 回到第二参考点G32 切螺纹G40 取消刀尖半径偏置G41 刀尖半径偏置(左侧)G42 刀尖半径偏置(右侧)G50 修改工件坐标;设置主轴最大的RPM G52 设置局部坐标系G53 选择机床坐标系G70 精加工循环G71 内外径粗切循环G72 台阶粗切循环G73 成形重复循环G74 Z 向步进钻削G75 X 向切槽G76 切螺纹循环G80 取消固定循环G83 钻孔循环G84 攻丝循环G85 正面镗孔循环G87 侧面钻孔循环G88 侧面攻丝循环G89 侧面镗孔循环G90 (内外直径)切削循环G92 切螺纹循环G94 (台阶) 切削循环G96 恒线速度控制G97 恒线速度控制取消G98 每分钟进给率G99 每转进给率支持宏程序编程FANUC铣床G代码G代码解释G00 顶位(快速移动)定位(快速移动)G01 直线切削G02 顺时针切圆弧G03 逆时针切圆弧G04 暂停G15/G16 极坐标指令G17 XY 面赋值G18 XZ 面赋值G19 YZ 面赋值G28 机床返回原点G30 机床返回第2和第3原点*G40 取消刀具直径偏移G41 刀具直径左偏移G42 刀具直径右偏移*G43 刀具长度+ 方向偏移*G44 刀具长度- 方向偏移G49 取消刀具长度偏移*G53 机床坐标系选择G54 工件坐标系1选择G55 工件坐标系2选择G56 工件坐标系3选择G57 工件坐标系4选择G58 工件坐标系5选择G59 工件坐标系6选择G73 高速深孔钻削循环G74 左螺旋切削循环G76 精镗孔循环*G80 取消固定循环G81 中心钻循环G82 反镗孔循环G83 深孔钻削循环G84 右螺旋切削循环G85 镗孔循环G86 镗孔循环G87 反向镗孔循环G88 镗孔循环G89 镗孔循环*G90 使用绝对值命令G91 使用增量值命令G92 设置工件坐标系*G98 固定循环返回起始点*G99 返回固定循环R点G50比例缩放G51G68坐标系旋转G69支持宏程序编程FANUC M指令代码M代码说明M00 程序停M01 选择停止M02 程序结束(复位)M03 主轴正转(CW)M04 主轴反转(CCW)M05 主轴停M06 换刀M08 切削液开M09 切削液关M30 程序结束(复位) 并回到开头M48 主轴过载取消不起作用M49 主轴过载取消起作用M94 镜象取消M95 X坐标镜象M96 Y坐标镜象M98 子程序调用M99 子程序结束SIEMENS铣床G代码地址含义D 刀具刀补号F 进给率(与G4 一起可以编程停留时间)G G功能(准备功能字)G0 快速移动G1 直线插补G2 顺时针圆弧插补G3 逆时针圆弧插补CIP 中间点圆弧插补G33 恒螺距的螺纹切削G331 不带补偿夹具切削内螺纹G332 不带补偿夹具切削内螺纹. 退刀CT 带切线的过渡圆弧插补G4 快速移动G63 快速移动G74 回参考点G75 回固定点G25 主轴转速下限G26 主轴转速上限G110 极点尺寸,相对于上次编程的设定位置G110 极点尺寸,相对于当前工件坐标系的零点G120 极点尺寸,相对于上次有效的极点G17* X/Y平面G18 Z/X平面G19 Y/Z平面G40 刀尖半径补偿方式的取消G41 调用刀尖半径补偿, 刀具在轮廓左侧移动G42 调用刀尖半径补偿, 刀具在轮廓右侧移动G500 取消可设定零点偏置G54 第一可设定零点偏置G55 第二可设定零点偏置G56 第三可设定零点偏置G57 第四可设定零点偏置G58 第五可设定零点偏置G59 第六可设定零点偏置G53 按程序段方式取消可设定零点偏置G60* 准确定位G70 英制尺寸G71* 公制尺寸G700 英制尺寸,也用于进给率FG710 公制尺寸,也用于进给率FG90* 绝对尺寸G91 增量尺寸G94* 进给率F,单位毫米/分G95 主轴进给率F,单位毫米/转G901 在圆弧段进给补偿“开”G900 进给补偿“关”G450 圆弧过渡G451 等距线的交点I 插补参数J 插补参数K 插补参数I1 圆弧插补的中间点J1 圆弧插补的中间点K1 圆弧插补的中间点L 子程序名及子程序调用M 辅助功能M0 程序停止M1 程序有条件停止M2 程序结束M3 主轴顺时针旋转M4 主轴逆时针旋转M5 主轴停M6 更换刀具N 副程序段: 主程序段P 子程序调用次数RET 子程序结束S 主轴转速,在G4 中表示暂停时间T 刀具号X 坐标轴Y 坐标轴Z 坐标轴CALL 循环调用CHF 倒角,一般使用CHR 倒角轮廓连线CR 圆弧插补半径GOTOB 向后跳转指令GOTOF 向前跳转指令RND 圆角支持参数编程SIEMENS802S/CM 固定循环循环说明LCYC82 钻削,沉孔加工LCYC83 深孔钻削LCYC840 带补偿夹具的螺纹切削LCYC84 不带补偿夹具的螺纹切削LCYC85 镗孔LCYC60 线性孔排列LCYC61 圆弧孔排列LCYC75 矩形槽,键槽,圆形凹槽铣削SIEMENS802DM/810/840DM 固定循环循环说明CYCLE82 中心钻孔CYCLE83 深孔钻削CYCLE84 性攻丝CYCLE85 铰孔CYCLE86 镗孔CYCLE88 带停止镗孔CYCLE71 端面铣削LONGHOLE 一个圆弧上的长方形孔POCKET4 环形凹槽铣削POCKET3 矩形凹槽铣削SLOT1 一个圆弧上的键槽SLOT2 环行槽SIEMENS车床G 代码地址含义D 刀具刀补号FF 进给率(与G4 一起可以编程停留时间)G G功能(准备功能字)G0 快速移动G1 直线插补G2 顺时针圆弧插补G3 逆时针园弧插补G33 恒螺距的螺纹切削G4 快速移动G63 快速移动G74 回参考点G75 回固定点G17 (在加工中心孔时要求)G18* Z/X平面G40 刀尖半径补偿方式的取消G41 调用刀尖半径补偿, 刀具在轮廓左侧移动G42 调用刀尖半径补偿, 刀具在轮廓右侧移动G500 取消可设定零点偏置G54 第一可设定零点偏置G55 第二可设定零点偏置G56 第三可设定零点偏置G57 第四可设定零点偏置G58 第五可设定零点偏置G59 第六可设定零点偏置G53 按程序段方式取消可设定零点偏置G70 英制尺寸G71* 公制尺寸G90* 绝对尺寸G91 增量尺寸G94* 进给率F,单位毫米/分G95 主轴进给率F,单位毫米/转I 插补参数I1 圆弧插补的中间点K1 圆弧插补的中间点L 子程序名及子程序调用M 辅助功能M0 程序停止M1 程序有条件停止M2 程序结束M30M17M3 主轴顺时针旋转M4 主轴逆时针旋转M5 主轴停M6 更换刀具N 副程序段: 主程序段P 子程序调用次数RET 子程序结束S 主轴转速,在G4 中表示暂停时间T 刀具号X 坐标轴Y 坐标轴Z 坐标轴AR 圆弧插补张角CALL 循环调用CHF 倒角,一般使用CHR 倒角轮廓连线CR 圆弧插补半径GOTOB 向后跳转指令GOTOF 向前跳转指令RND 圆角支持参数编程SIEMENS 801、802S/CT、802SeT 固定循环循环说明LCYC82 钻削,沉孔加工LCYC83 深孔钻削LCYC840 带补偿夹具的螺纹切削LCYC84 不带补偿夹具的螺纹切削LCYC85 镗孔LCYC93 切槽循环LCYC95 毛坯切削循环LCYC97 螺纹切削SIEMENS 802D、810D/840D 固定循环循环说明CYCLE71 平面铣削CYCLE82 中心钻孔YCLE83 深孔钻削CYCLE84 刚性攻丝CYCLE85 铰孔CYCLE86 镗孔CYCLE88 带停止镗孔CYCLE93 切槽CYCLE94 退刀槽形状E..FCYCLE95 毛坯切削CYCLE97 螺纹切削HNC车床G代码G代码解释G00 定位(快速移动)G01 直线切削G02 顺时针切圆弧(CW,顺时钟)G03 逆时针切圆弧(CCW,逆时钟)G04 暂停(Dwell)G09 停于精确的位置G20 英制输入G21 公制输入G22 内部行程限位有效G23 内部行程限位无效G27 检查参考点返回G28 参考点返回G29 从参考点返回G30 回到第二参考点G32 切螺纹G36 直径编程G37 半径编程G40 取消刀尖半径偏置G41 刀尖半径偏置(左侧)G42 刀尖半径偏置(右侧)G53 直接机床坐标系编程G54—G59 坐标系选择G71 内外径粗切循环G72 台阶粗切循环G73 闭环车削复合循环G76 切螺纹循环G80 内外径切削循环G81 端面车削固定循环G82 螺纹切削固定循环G90 绝对值编程G91 增量值编程G92 工件坐标系设定G96 恒线速度控制G97 恒线速度控制取消G94 每分钟进给率G95 每转进给率支持参数与宏编程HNC 铣床G 代码G 代码 组别解释*G00 定位 (快速移动)G01 直线切削 G02 顺时针切圆弧G03 01 逆时针切圆弧G04 00 暂停G07 16 虚轴指定G09 00 准停校验*G17 XY 面赋值G18XZ 面赋值 G19 02 YZ 面赋值G20 英寸输入*G21毫米输入 G22 08 脉冲当量G24 镜像开 *G25 03 镜像关G28 返回到参考点 G29 00 由参考点返回*G40 取消刀具直径偏移G41刀具直径左偏移 G42 07 刀具直径右偏移G43 刀具长度 + 方向偏移G44刀具长度 - 方向偏移 *G49 08 取消刀具长度偏移*G50 缩放关 G51 04 缩放开G52 局部坐标系设定 G53 00 直接机床坐标系编程*G54 工件坐标系1选择G55 工件坐标系2选择G56 工件坐标系3选择 G57 工件坐标系4选择G58 工件坐标系5选择G59 14 工件坐标系6选择G60 00 单方向定位*G61 精确停止校验方式 G64 12 连续方式G68 旋转变换 *G69 05 旋转取消G73 高速深孔钻削循环G74 左螺旋切削循环G76 精镗孔循环*G80 取消固定循环G81 中心钻循环G82 反镗孔循环G83深孔钻削循环 G84 右螺旋切削循环G85 镗孔循环G86 镗孔循环G87 反向镗孔循环G88 镗孔循环G89 09 镗孔循环*G90 使用绝对值命令 G91 03 使用增量值命令G92 00 设置工件坐标系*G94 每分钟进给 G95 14 每转进给*G98 固定循环返回起始点 G99 10 返回固定循环R 点支持参数与宏编程HNC M 指令M 代码 说明 M00 程序停M01 选择停止M02 程序结束(复位)M03 主轴正转 (CW)M04 主轴反转 (CCW)M05 主轴停M06 换刀M07 切削液开M09 切削液关M98 子程序调用M99 子程序结束KND100铣床G 代码G 代码 组别解释G00 定位 (快速移动)G01 直线切削 G02 顺时针切圆弧G03 01 逆时针切圆弧G04 00 暂停G17 XY 面赋值G18XZ 面赋值 G19 02 YZ 面赋值G28 机床返回原点 G29 00 从参考点返回*G40 取消刀具直径偏移G41 刀具直径左偏移G42 07 刀具直径右偏移*G43 刀具长度 + 方向偏移*G44刀具长度 - 方向偏移 G49 08 取消刀具长度偏移*G53 机床坐标系选择G54 工件坐标系1选择G55 工件坐标系2选择G56工件坐标系3选择 G57 工件坐标系4选择G58 工件坐标系5选择G59 14 工件坐标系6选择G73 高速深孔钻削循环G74 左螺旋切削循环G76 精镗孔循环*G80 取消固定循环G81 钻孔循环(点钻)G82 钻孔循环(镗阶梯孔)G83深孔钻削循环 G84 攻丝循环G85 镗孔循环G86 钻孔循环G87 反向镗孔循环G88 镗孔循环G89 09 镗孔循环*G90 使用绝对值命令 G91 03 使用增量值命令G92 00 设置工件坐标系*G98 固定循环返回起始点 *G99 10 返回固定循环R 点KND100车床G 代码G 代码 组别 解释G00 定位 (快速移动)G01 直线切削 G02 顺时针切圆弧 (CW ,顺时钟)G03 01 逆时针切圆弧 (CCW ,逆时钟)G04 暂停 (Dwell) G10 00 偏移值设定G20 英制输入 G21 06 公制输入G27 检查参考点返回G28 参考点返回 G29 从参考点返回G31 00 跳跃机能G32 01 切螺纹G36 X 轴自动刀偏设定G37 Z 轴自动刀偏设定G40 取消刀尖半径偏置G41刀尖半径偏置 (左侧) G42 07 刀尖半径偏置 (右侧)G50 坐标系设定G54工件坐标系 G55---G59 00 工件坐标系G70 精加工循环G71 内外径粗切循环G72 台阶粗切循环G73成形重复循环 G74 端面深孔加工循环G75 外圆、内圆切削循环G76 00 切螺纹循环G90 (内外直径)切削循环G92切螺纹循环 G94 01 (台阶) 切削循环G96 恒线速度控制 G97 12 恒线速度控制取消G98 每分钟进给率 G99 05 每转进给率KND100 M 指令M 代码 说明M00 程序停M01 选择停止M02 程序结束(复位)M03 主轴正转 (CW)M04 主轴反转 (CCW)M05 主轴停M06 换刀M08切削液开M09切削液关 M10卡紧 M11松开 M32润滑开 M33润滑关 M98子程序调用 M99 子程序结束GSK980车床G 代码G 代码 组别功能G00 定位(快速移动)*G01 直线插补(切削进给) G02 圆弧插补CW (顺时针)G03 01 圆弧插补CCW (逆时针)G04 暂停,准停 G28 00 返回参考点G32 01 螺纹切削G50 00 坐标系设定G65 00 宏程序命令G70 精加工循环G71 外圆粗车循环G72 端面粗车循环 G73 封闭切削循环G74 端面深孔加工循环G75 00 外圆,内圆切槽循环G90 外圆,内圆车削循环G92 螺纹切削循环G94 01 端面切削循环G96 恒线速开 G97 02 恒线速关*G98 每分进给 G99 03 每转进给支持参数与宏编程GSK980T M 指令M 代码 说明M03 主轴正转M04 主轴反转M05 主轴停止M08 冷却液开M09 冷却液关(不输出信号)M32 润滑开M33 润滑关(不输出信号)M10 备用M11 备用尖(不输出信号)M00程序暂停,按‘循环起动’程序继续执行 M30 程序结束,程序返回开始GSK928 TC/TE G 代码G 代码 功能G00 定位(快速移动)*G01 直线插补(切削进给)G02 圆弧插补CW (顺时针)G03 圆弧插补CCW (逆时针)G32 攻牙循环G33 螺纹切削G71 外圆粗车循环G72 端面粗车循环G74 端面深孔加工循环G75 外圆,内圆切槽循环G90 外圆,内圆车削循环 G92 螺纹切削循环G94 外圆内圆锥面循环G22 局部循环开始G80 局部循环结束*G98 每分进给G99 每转进给G50 设置工件绝对坐标系G26 X 、Z 轴回参考G27 X 轴回参考点G29 Z 轴回参考点支持参数与宏编程GSK928 TC/TE M 指令M 代码 说明M03 主轴正转M04 主轴反转M05 主轴停止M08 冷却液开M09 冷却液关(不输出信号)M32 润滑开M33 润滑关(不输出信号)M10 备用M11 备用尖(不输出信号)M00 程序暂停,按‘循环起动’程序继续执行M30 程序结束,程序返回开始GSK990M G 代码G 代码 组别 解释G00 定位 (快速移动)G01 01 直线切削G02顺时针切圆弧G03逆时针切圆弧 G0400 暂停 G17XY 面赋值 G18XZ 面赋值 G1902 YZ 面赋值 G28机床返回原点 G2900 从参考点返回 *G40取消刀具直径偏移 G41刀具直径左偏移 G4207 刀具直径右偏移 *G43刀具长度 + 方向偏移 *G44刀具长度 - 方向偏移 G4908 取消刀具长度偏移 *G53机床坐标系选择 G54工件坐标系1选择 G55工件坐标系2选择 G56工件坐标系3选择 G57工件坐标系4选择 G58工件坐标系5选择 G5914 工件坐标系6选择 G73高速深孔钻削循环 G74左螺旋切削循环 G76精镗孔循环 *G80取消固定循环 G81钻孔循环(点钻) G82钻孔循环(镗阶梯孔) G83深孔钻削循环 G84攻丝循环 G85镗孔循环 G86钻孔循环 G87反向镗孔循环 G88镗孔循环 G8909 镗孔循环 *G90使用绝对值命令 G9103 使用增量值命令 G9200 设置工件坐标系 *G98固定循环返回起始点*G99 10 返回固定循环R 点GSK990M M 指令M 代码说明M00 程序停M01 选择停止M02 程序结束(复位)M03 主轴正转 (CW)M04 主轴反转(CCW)M05 主轴停M06 换刀M08 切削液开M09 切削液关M10 卡紧M11 松开M32 润滑开M33 润滑关M98 子程序调用M99 子程序结束GSK928MA G代码G代码解释G00 定位(快速移动)G1 直线切削G02 顺时针切圆弧G03 逆时针切圆弧G04 延时等待G17 XY 面赋值G18 XZ 面赋值G19 YZ 面赋值G28 机床返回原点G29 从参考点返回*G40 取消刀具直径偏移G41 刀具直径左偏移G42 刀具直径右偏移*G43 刀具长度+ 方向偏移*G44 刀具长度- 方向偏移G49 取消刀具长度偏移*G53 机床坐标系选择G54 工件坐标系1选择G55 工件坐标系2选择G56 工件坐标系3选择G57 工件坐标系4选择G58 工件坐标系5选择G59 工件坐标系6选择G73 高速深孔钻削循环G74 左螺旋切削循环G80 取消固定循环G81 钻孔循环(点钻)G82 钻孔循环(镗阶梯孔)G83 深孔钻削循环G84 右旋攻牙循环G85 镗孔循环G86 钻孔循环G89 镗孔循环*G90 使用绝对值命令G91 使用增量值命令G92 设置浮动坐标系*G98 固定循环返回起始点*G99 返回固定循环R点G10 G11 圆凹槽内粗铣G12 G13 全圆内精铣G14 G15 外圆精铣G22 系统参数运算(模态)G23 判参数值跳转G27 机械零点检测G28 经中间点快速定位到程序G31 快速返回R基准面G34 G35 矩形凹槽内精铣G38 G39 矩形外精铣GSK928MA M指令M指令解释M0 程序停止。
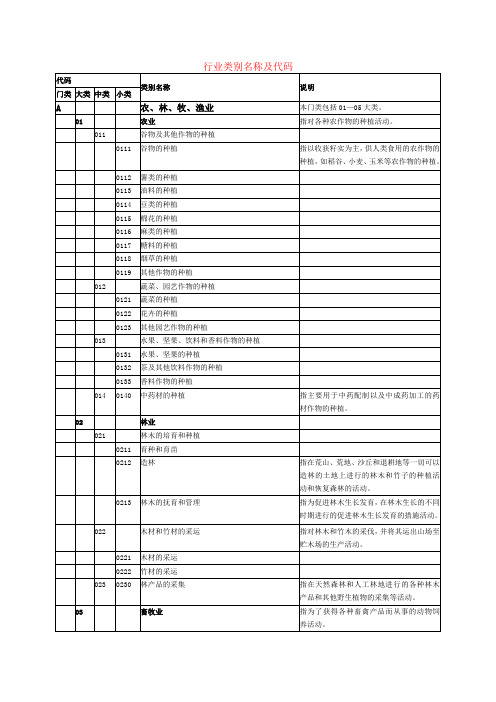
环评—行业类别名称及代码
08
09
有色金属矿采选业
指对常用有色金属矿、贵金属矿,以及稀有 稀土金属矿的开采、选矿活动。
091
常用有色金属矿采选
指对铜、铅锌、镍钴、锡、锑、铝、镁、汞、 镉、铋等常用有色金属矿的采选活动。
0911 0912 0913 0914 0915 0916 0917
铜矿采选 铅锌矿采选 镍钴矿采选 锡矿采选 锑矿采选 铝矿采选 镁矿采选
052
0520
林业服务业
指为林业生产服务的病虫害的防治、 森林防 火等各种支持性活动。
053 0531
畜牧服务业 兽医服务 指对各种动物进行的病情诊断和医疗等活 动。 0539 其他畜牧服务 渔业服务业 指除兽医以外的其他畜牧服务活动。 指对渔业生产活动进行的各种支持性服务 活动,包括鱼苗及鱼种场、水产良种场和水 产增殖场等进行的活动。
136 1361
水产品加工 水产品冷冻加工 指为了保鲜,将海水、淡水养殖或捕捞的鱼 类、虾类、甲壳类、贝类、藻类等水生动物 或植物进行的冷冻加工活动, 但不包括商业 冷藏。 1362 鱼糜制品及水产品干腌制加工 指鱼糜制品制造,以及水产品的干制、腌制 等加工活动。 1363 水产饲料制造 指用鱼骨、虾、贝等水产品生产饲料的加工 活动。
非金属矿采选业 土砂石开采 石灰石、石膏开采 指对石灰、石膏,以及石灰石助熔剂的开采 活动。 1012 建筑装饰用石开采 指通常在采石场切制加工各种纪念碑及建 筑用石料的活动。 1013 1019 耐火土石开采 粘土及其他土砂石开采 指用于建筑、陶瓷等方面的粘土开采,以及 用于铺路和建筑材料的石料、石渣、砂的开 采。 102 103 1020 1030 化学矿采选 采盐 指对化学矿和肥料矿物的开采。 指通过以海水(含沿海浅层地下卤水)为原 料晒制,或以钻井汲取地下卤水,或注水溶 解地下岩盐为原料,经真空蒸发干燥,以及 从盐湖中采掘制成的以氯化钠为主要成分 的盐产品的开采、粉碎和筛选活动。 109 石棉及其他非金属矿采选 指对石棉、石墨、贵重宝石、金刚石、天然 磨料,以及其他矿石的开采。 1091 1092 1093 1099 石棉、云母矿采选 石墨、滑石采选 宝石、玉石开采 其他非金属矿采选 其他采矿业 110 1100 其他采矿业 指对地热资源、 矿泉水资源以及其他未列明 的自然资源的开采活动。 但不包括利用这些 资源建立的热电厂和矿泉水厂。 指对天然石墨、滑石的开采。 指对贵重宝石、玉石、彩石的开采。
法兰克G代码和M代码
G码群功能★G00 01 定位G01 直线插补G02 顺时针圆弧插补/螺旋线插补G03 逆时针圆弧插补/螺旋线插补G04 00 暂停, 确实停止G05 高速循环加工G07.1(G107) 圆柱插补G09 确实停止G10 数据设定G11 数据设定取消G12.1(G112) 25 极坐标插补模式G13.1(G113) 极坐标插补模式取消★G15 17 极坐标指令取消G16 极坐标指令★G17 02 选择XpYp平面 Xp:X轴或平行X轴Yp:Y轴或平行Y轴Zp:Z轴或平行Z轴G18 选择ZpXp平面G19 选择YpZp平面G20 06 英制输入G21 工致输入★G22 04 存储行程检查开G23 存储行程检查关G27 00 原点返回检查G28 原点返回G29 从参考位置返回G30 第二,三,四原点返回G30.1 浮动原点返回G31 跳跃功能G33 01 螺纹切削G37 00 自动刀具长度测量G39 圆弧插补转角偏移量★G40 07 刀具半径补正取消G41 刀具半径左补正G42 刀具半径右补正★G40.1(G150) 19 通常方向控制取消模式G41.1(G151) 通常方向控制左边开G42.1(G152) 通常方向控制右边开G43 08 刀具长度正向补正G44 刀具长度负向补正G45 00 刀具偏移量增加G46 刀具偏移量缩小G47 刀具偏移量双倍增加G48 刀具偏移量双倍缩小★G49 08 刀具长度补正取消★G50 11 比例取消G51 比例★G50.1 18 可编程镜像取消G51.1 可编程镜像G52 00 局部坐标系设定G53 机械坐标系★G54 14 工件坐标系1G54.1 附加工件坐标系G55 工件坐标系2G56 工件坐标系3G57 工件坐标系4G58 工件坐标系5G59 工件坐标系6G60 00 单向定位G61 15 停止检查模式G62 自动转角超弛G63 攻牙模式★G64 切削模式G65 00 巨指令呼叫G66 12 模态巨指令呼叫★G67 模态巨指令呼叫取消G68 16 坐标系旋转★G69 坐标系旋转取消G73 09 啄进钻孔循环G74 左螺纹攻牙循环G76 09 精镗孔循环★G80 09 固定循环取消/外部操作功能取消G81 钻孔循环G82 钻孔或反镗孔循环G83 啄进钻孔循环G84 攻牙循环G85 镗孔循环G86 镗孔循环G87 反镗孔循环G88 镗孔循环G89 镗孔循环★G90 03 绝对坐标指令G91 相对坐标指令G92 00 设定工件坐标系/或钳住主轴最高转速★G94 05 每分钟进给G95 每转进给G96 13 恒定表面速度控制★G97 恒定表面速度控制取消★G98 10 固定循环初始点返回G99 固定循环R点返回2 M代码M代码功能M00 程序停止M01 条件程序停止M02 程序结束M03 主轴正转M04 主轴反转M05 主轴停止M06 刀具交换M08 冷却开M09 冷却关M18 主轴定向解除M19 主轴定向M29 刚性攻丝M30 程序结束并返回程序头M33 主轴定向M98 调用子程序M99 子程序结束返回/重复执行F进给速度(每转进给)(每分进给)Q在G73 G83中表示深孔加工循环的每次切入量,在G76 G87中表示偏移量1.G10指令变更刀具补偿量格式:G90/G91G10L11P R;其中,变量L—赋值为11,表示变更刀具补偿量方式;P—刀具补偿号;R—刀具的补偿量;G90—覆盖原有补偿量;G91—在原有补偿量的基础上累加。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 第二十九类 肉,鱼,家禽及野味,肉汁,腌渍、干制及煮熟的水果和蔬菜,果冻,果酱,蜜饯,蛋,奶及乳制品,食用油和油脂
【注释】 本类主要包括肉类食品,以及日用或贮藏用的蔬菜及其他园艺食品。 尤其包括: 奶饮料(以奶为主)。 尤其不包括: 活的动物(第三十一类); 某些植物类食品(查阅按字母排列的分类表); 婴儿食品(第五类); 医用营养品(第五类); 待孵蛋(第三十一类); 动物饲料(第三十一类); 色拉调味品(第三十类)。
2901 肉, 非活的家禽, 野味, 肉汁 黑布丁290013, 血肠290013, 黑布丁(血肠)290013, 牛肉清汤290014, 肉汤290014, 牛肉清汤汤料290015, 猪肉食品290018, 牛肉清汤浓缩汁290023, 肉汤浓缩汁290023, 油炸丸子290036, 肉290046, 肉冻290049, 猎物(非活)290050, 火腿290063, 浓肉汁290068, 熏猪肉290076, 食用动物骨髓290081, 食品用动物骨髓290081, 肝饼290088, 肝酱290088, 香肠290097, 咸肉290098, 腌肉290098, 牛肚290112, 死家禽290114, 肝290124, 腌腊肉290137, 猪肉290142, 捣碎的香肠290153 人食用蚕蛹290151 干燕窝290143
※风肠C290002, 板鸭C290003, 肉片C290004, 肉干C290005, 肉脯C290006, 冻田鸡腿C290007, 肉松C290008, 肉糜C290009, 蜂蛹C290010
注:浓肉汁,牛肉清汤,牛肉清汤汤料,肉汤,肉汤浓缩汁,牛肉清汤浓缩汁与2905汤及3016调味肉汁类似。 2902 非活水产品 (一)食用水生植物提取物290002 (二)鳀鱼290006, 鱼子酱290016, 甲壳动物(非活)290037, 虫剌蛄(非活)290040, 鱼片290041, 鱼(非活的)290047, 鲱鱼290055, 龙虾(非活)290057, 牡蛎(非活)290061, 食用鱼胶290062, 龙虾(非活)290075, 多刺龙虾(非活的)290075, 贝壳类动物(非活)290082, 贻贝(非活)290083, 沙丁鱼290106, 鲑鱼290107, 金枪鱼290109, 鱼制食品290125, 蛤(非活)90132, 明虾(非活)290135, 腌制鱼290136, 虾(非活)290138, 人食用鱼粉290145, 盐腌鱼290149, 腌鱼290149, 海参(非活)290150 ※鱼翅C290011, 鱼肚C290012, 鱼肉干C290013, 鱼松C290014, 鱿鱼C290015, 海米C290016, 虾松C290017, 海蜇皮C290018, 海胆黄C290019, 干贝C290020, 蛤蜊干C290021, 蚬子干C290022, 海螺干C290023, 蛏干C290024, 虾酱C290025
注:1.本类似群各部分之间商品不类似; 2
2.第(一)部分商品与3005螺旋藻(非医用营养品)类似。 2903 罐头食品(软包装食品不包括在内, 随原料制成品归类) 听装(罐装)鱼290144,罐装水果290146,水果罐头290017,肉罐头290147,蔬菜罐头290152 ※水产罐头C290026, 鹌鹑蛋罐头C290027
2904 腌渍、干制水果及制品 (一)腌水果290017,脱水椰子290021, 冷冻水果290025, 葡萄干290027, 水果蜜饯290035, 冻水果290035, 蜜饯290035, 海枣290038, 炖熟的水果290043, 果肉290045, 水果肉290045, 橄榄蜜饯290090, 果皮290115, 水果皮290115, 杏仁粉290117, 水果片290131, 浸酒的水果290133, 食用花粉290134,以水果为主的零食小吃290160 土豆片(油炸)290019, 油炸土豆片290019, 薄脆土豆片290019, 土豆煎饼290148, 土豆片290154 花生酱290007, 果仁巧克力酱290009, 果酱290024, 果酱290079, 苹果酱290155, 酸果酱(蜜饯)290156, 芝麻酱290157, 糊状山梨豆(鹰嘴豆酱)290158 ※桂花C290028, 青丝C290029, 红丝C290030, 糖玫瑰C290031, 柿饼C290032, 百合干C290033, 柑饼C290034, 干桂元C290035, 陈皮梅290036话梅C290037, 干荔枝C290038, 山楂片C290039, 桂花姜C290040, 莲子C290041, 干枣C290042,以果蔬为主的零食小吃C290093
(二)※加工过的槟榔C290094 注: 1.本类似群各部分之间商品不类似; 2.食用花粉与3103花粉(原材料)类似;
3.土豆片,油炸土豆片,土豆片(油炸),薄脆土豆片,以果蔬为主的零食小时与第八版及以前版本3010膨化土豆片交叉检索;
4.水果片,以水果为主的零食小吃,以果蔬为主的零食小吃与第八版及以前版本3010膨化水果片,蔬菜片交叉检索。 2905 腌制、干制蔬菜 德式泡菜290020, 汤290026, 小黄瓜290028, 腌制蔬菜290029, 熟蔬菜290030, 干蔬菜290031, 姜酱290051, 食用腌黄豆290052, 腌制香草290056, 蔬菜汤剂290066, 蔬菜汤料290066, 烹任用蔬菜汁290067, 腌扁豆290077, 腌制的洋葱290089, 酸辣泡菜290094, 泡菜290095, 制汤剂290099, 番茄汁290101, 烹调用番茄汁290110, 腌制菌块290113, 腌豆290123,烤紫菜290101,朝鲜泡菜290162 ※酸姜C290043, 咸菜C290044, 五味姜C290045, 榨菜C290046, 五香萝卜C290047, 脱水菜C290048, 速冻方便菜肴C290049, 冬菜C290050, 萝卜干C290051, 白菜干C290052, 干菜笋C290053, 大头菜C290054, 黑菜C290055, 百合菜C290056, 酱菜C290057, 腐乳C290058, 速冻菜C290059, 紫菜C290060, 海菜C290061, 海带C290062, 海带粉C290063, 笋干C290064, 黄花菜C290065, 食用干花C290092 3
注: 1.酱菜与3016酱菜(调味品)类似; 2.番茄汁,烹调用番茄汁与3016番茄酱(调味品),番茄酱类似; 3.汤与2901浓肉汁,牛肉清汤,牛肉清汤汤料,肉汤,肉汤浓缩汁,牛肉清汤浓缩汁及3016调味肉汁类似。
2906 蛋品 蛋清290012, 蛋黄290064, 蛋290086, 蛋粉290087, 蜗牛蛋(食用)290139, 食用蜗牛蛋290139 ※咸蛋C290066, 皮蛋(松花蛋)C290067, 鹌鹑蛋C290068 2907 奶及乳制品
(一)豆奶(牛奶替代品)290163 (二)黄油290008, 巧克力果仁奶油290009, 椰子黄油290010, 黄油乳脂290011, 奶油(奶制品)290033, 奶酪290034, 牛奶290039, 小牛皱胃中的凝乳(制干酷用)290042, 酸乳酪290065, 克非尔奶酒(奶饮料)290070, 乳酒(牛奶饮料)290071, 马或骆驼乳酒(牛奶饮料)290071, 牛奶饮料(以牛奶为主的)290072, 乳清290073, 牛奶制品290074, 人造黄油290078, 食用酪蛋白290119, 掼奶油290141, 搅打过的奶油290141,凝乳290161 ※奶茶(以奶为主)C290069, 可可牛奶(以奶为主)C290070, 酸奶C290071,奶粉C290095,奶昔C290096,牛奶酱C290097
注: 1.本类似群各部分商品不类似; 2.可可牛奶(以奶为主)与3001加奶可可饮料,含牛奶的巧克力饮料类似;含牛奶的巧克力饮料类似; 3.乳清与3202乳清饮料类似; 4.奶茶(以奶为主)与3202奶茶(非奶为主)类似; 5.酸奶与3013冻酸奶(冰冻甜点)类似;
6.牛奶,牛奶饮料(以牛奶为主),牛奶制品与0502婴儿食品,蛋白牛奶、白朊牛奶、婴儿用含乳面粉,婴儿奶粉类似;; 7.第(一)部分商品与3011豆浆类似,与第八版及以前版本3202豆奶,酸豆奶交叉检索。 2908 食用油脂 食用油脂290005, 可可脂290009, 可可油290009, 椰子油(脂)290010,食用菜子油290022, 食用菜油290022, 食用油290032, 制食用脂肪用脂肪物290053, 涂面包片用脂肪混合物290054, 玉米油290058, 食用棕榈果仁油290059, 芝麻油290060, 食用棕榈油290084, 食用橄榄油290091, 食用骨油290092, 食用猪油290103, 食用板油290108, 食用葵花籽油290111, 椰子脂290121, 椰子油290122 ※类可可脂C290072
2909 色拉 蔬菜色拉290102, 水果色拉290104 2910 食用果胶 食品用胶290003, 果冻290044, 食用果冻290048, 食品用果胶290093, 食用藻酸盐290116 ※水晶冻C290073, 琼脂(食用)C290074, 口香糖胶基C290075