联合粉磨系统磨机结构的改造
水泥联合粉磨系统的工艺改进

图 1 水 泥磨 改 造前 工艺 布 置 图
为了确保金属等硬物不至于进入辊压机系统而 对辊面造成损坏 , 系统设置了金属除出与旁路系统。
一
般 的金属 可 由安装 在 喂料 胶带 输送 机 上 的 自卸 式
电磁 除铁器 直接 排 除 ; 于仍 未被 排 出 的金属 , 经 对 再
金属探测仪 、气动三通阀组成的辊压机旁路系统直 接喂入水泥磨机 , 从而实现保护辊压机 的目的。 调试 期 间磨机 喂料 不久 就 出现 一仓 饱磨 ,磨 机
机 的 圈流水 泥粉磨 系 统 。设 计 入磨 粒 度< m, 2 m 台时
料能力及通风能力大大降低。 严重时被迫停机 , 必须 人工 进磨 清理 。直接影 响 了水 泥粉 磨 系统 的调 试及 运行 工作 。分 析 由以下原 因引起 : () 1 部分粗筛板加工尺寸误差过大导致 间隙偏 大, 同时排列布置不合理 , 主要表现在四块粗筛板之 间缝隙未错开造成局部间隙过大 ,从而使部分钢球
求j 程 7 6 工
图 水磨造工布 图 2 泥改后 艺置
一
3 — 7
维普资讯
通风极 差 , 头正 压甚 至吐 料 ; 磨 而二 仓磨 音 高呈 空磨
状态 , 同时引起磨尾滑履瓦温度过高的现象。 有时采 取止料摇磨措施 , 一仓饱磨情况会有所好转 , 但只要 恢复喂料 , 同样 的现象很快再次出现 。 停机进磨检查 发现磨 内一 、 二仓之间隔仓板的粗筛板 、 细筛板篦缝 大部分被排列有序 的熟料颗粒 、 钢球等堵塞 , 、 粗 细 筛板之问也被钢球堵满 , 情况相当严重 , 使磨机的过
进入 粗 、 细筛 板之 间 : ()由于 入 磨 熟 料 颗 粒 过 大 , 仓 破 碎 粉磨 能 2 一
串联水泥粉磨系统调试及改造体会

为此我们对 A磨机结构进行改造 , 对其各仓研 磨体级配进行调整 。 考虑 A磨结构的调整势必影响 对与之配合的 B磨的运行 。 因而对新磨结构也进行 相应改造 , 同时对其各仓研磨体级配作相应的调整。 第一 , A磨 I 将 仓加长 70 m。 5 m 并延长三排衬 板( 衬板平面尺寸为 25 m 30 m, 4 x 0 每圈 2 块衬 m m 4 板 )扩大 I , 仓体积 , 以增大其破碎能力 ; 第二 。对过料锥体进行改进 。将其直径扩大 10 m。并加装高度为 10 m的倒流螺旋 以增强 0 m 2 m 其过料能力 : 第三,将双层隔仓板 出料端的盲板进行宽度为
高细水泥磨机 ( 以下简称 B磨 )原 系统 中经选粉机 , 选 出的粗粉回到 B磨进行粉磨 。 B磨磨 内通 风通过 管道连接在 A磨主风管道上来实现 : 设计改造后 的 系统生产能力能达到 2 8/ t h以上 。
2 调试 中遇 到的 问题及 分 析
20 年 4月底 。 05 在完成单机试 车 、 进入联动调
了该磨机 I 仓的破碎负担 。 再者 , 此磨机采用双层隔 仓板 , 过料锥体直径 30 m, 5 m 喂料量加大后通风阻 力大 、 过料 能 力不 好 , 物料 不 能 及 时进 入 粉磨 仓 , 导 致I 仓频繁饱磨 , 影响了系统能力发挥。
3 粉磨 系统 改造
机 ( 以下简称 A磨, 其设计 生产 能力为 l t ) 8/ 和 h O E A N 0 型选粉机组成。该系统设计最大投料 S P — 50
A磨机 I 仓就易 出现饱磨现象 。 B磨 Ⅱ 仓也 易出现 饱磨 , 且其水泥细度时高时低 。 很不稳定 , 比表面积
波动较大 ,高时达 30 g 9m 以上 ,低时只有 20 6
水泥联合粉磨系统隔仓板的改造
隔仓板分为单层隔仓板和双层隔仓板。 单 层 隔仓 板 一 般 由若 干块 扇 形 篦 板 组 成 。大 端 用螺栓 固定在磨 机简 体上 ,小 端用 中心 圆板 与其 他篦 板连 接在 一起 。已磨至 小 于篦孔 的物料 ,在 新
喂 人物料 的推动下 ,穿 过篦 缝进 入下 一仓 。特点 是 结 构简单 , 占用磨 内空 间小 ,可 以改 善磨 内通风 , 但没 有强 制过 料能 力 。 双 层 隔仓 板 一般 由前 篦 板 和后 盲 板 组 成 , 中 间设 有 提 升 扬 料 装 置 。物 料 通 过 篦 板 进 入 两 板 中
水泥导报, 2 0 1 2 ( 2 ) . ( 收稿 日期 :2 0 1 3 — 0 8 — 0 8)
21
2 0 1 3 年 第6 期
N o . 6 2 0 1 3
王育华 ,等 :水 泥联合 粉磨 系统 隔仓 板 的改造
彩磨 丝朱
大 ,增加 了磨 内通风 阻力 。双层 隔仓板 种类有 过渡
机 的一 、二 次风 来满 足 V 型 选粉 机 的用 风 量 ,合 理 匹 配一 、二 、三次 风 的用量 ,否 则 ,将导 致0 一 S e p a 高效选 粉机 内部 流场不 均匀 ,不利 于高效高产 。 ( 3)联 合 粉磨 系 统 前置 辊 压机 做 功越 多 ,分
级后 的人 磨 物料越 细 ,越 能充分 发挥 后续 管磨 机 系
水泥联合粉磨系统隔仓板的改造
王育华 钟静敏
福建塔牌水泥有限公 司,3 6 4 3 0 2
摘 要 双层筛分 隔仓板不适用 于由辊压机和v 型选粉机组成的闭路预粉磨及其与 q b 4 . 2 m×1 3 m中心传 动 的球磨 机开路粉磨组成 的联合粉磨 系统 ,如果换 成单 层式 、出料篦缝呈 中心放射状分布 的隔仓板后 ,水泥
联合粉磨系统增产降耗改进措施

() 1 一仓 曲线 较平 稳 , 降不 明显 , 下 物料 经过 一
得不好;
1 粉磨 系统 工 艺 流程 见 图 l 。改 前 , 压 机袋 辊 收尘 器 回灰 是 入 水 泥磨 粉 磨 的 , 回灰 量 约 5/。对 l t1 回灰进行取样检验 , 结果为 : 比面积 60m2 g0 8 m 0 / ,. k 0m
仓后 , 筛余 改 变较 小 , 降低 了 55 粉 磨作 用发 挥 仅 . %, ‘ ( ) 仓 板前 后 的筛 余相 差 较 大 , 明两 仓 能 2隔 说
力不 平衡 ;
筛余 01%, (O )2 1 烧失量为7 3 . S = . %, 2 4 . %。其中 2 前 三项 指 标 均 符 合 我 厂 各 品种 水 泥 质 量 指 标 要求
1 m水 泥磨 + 70 ix 0 0 3 l 0 m 10 mm辊压 机” 成 的水 n 组 泥联合 粉磨 系 统 ( 以下 简称 粉磨 系统 和 粉磨 系 1 2
统) 制备水泥。2 1 年 12 0 0 - 月设备大检修期间, 我们 首先对 粉磨系统进行了增产降耗的技术改进 , 1 取
为 1.%。同时 , 6 O 调整 研磨 体 的装 载量及 其级 配 , 提
回灰 送 入水 泥磨 袋 收尘 器 下 的空气 输 送斜 槽 , 成 和 品细粉 一道 入水 泥库 ; 至于 回灰烧 失量较高 的 问题 ,
高 一 仓 的粗 磨 能 力 , 相应 增 加 了一 仓 的装 载量 , 由
过响, 二仓声 弱且 发 闷。
失 量 超 出 了控 制 指 标 <35 . %的要 求 。如 此 高 比表 的细粉 入磨 , 将造 成在 磨 内的过粉磨 现象 ; 必 且过细 的细粉 相互 粘附 和聚集 , 干扰 了磨 内粉磨工 况 , 降低 了磨机 粉磨 效率 , 增加 了粉磨 负担 。因此 , 我们对 辊
联合粉磨系统改造成半终粉磨系统的实践
分级 机 ( V 型选粉机 ) + 预粉磨系统成品分离专用 4 . 2 1 3 ' 1 ×1 3 I l l 双仓管磨机组成的半终粉磨 由球破磨一 球磨机粉磨系统研究证实 :大钢球 选粉机+ 破碎 大 块物料 ,小钢 球粉 磨小 颗粒 物料 。在破碎 过 闭路工艺。其具体工艺流程为:物料经过配料站 由 高 速板链 斗式 提升机输送 至V 型选 粉机再入稳 流称重 程中采用风选原理 ,把细小颗粒及时带走 ,实现边 粉磨边分选 ,减少垫层产生的无功浪费 ,同时减少 仓 ,进 入辊 压 机 挤压 后 通 过V型选 粉 机分 级 出细粉 (< 8 0 n 颗 粒 占7 0 % 8 5 %、 <3 0 I n 水泥成 品颗 粒 了过粉磨 。集破碎 、 研磨 、分级功能为一体 ,提高 0 %以上 ),V 型选粉机细粉 出口联 破碎效率 、粉磨能力 ,而且具有 自动粗细分级功 所 占比例约为2 能。分级精度高的粉磨 系统 ,可不再单独配套分级 接侧进风型式的预粉磨系统成品分离专用选粉机 , 设备 。 首先分离出 由辊压机挤压过程中产生 的≤3 0 m 1 . 2 多级 分 选 、能选早 选 、分段 粉磨 的成 品 。分 选 出成 品 后 ,通 过 V型选 粉 机 的一 些 配套 预粉磨 系统成 品分离专用选粉机对辊压 机+ V 型静态选粉机+ 双仓管磨机+ O — S e p a 选粉机组 3 0~ 2 0 0 m 中等粉状物料进入管磨机粉磨 。出磨 物料 经 提 升机 喂. Lo — S e p a N 一 4 0 0 0 选 粉 机分 选 ,选
P・ 0 4 2 . 5 级水泥 由技改前的2 0 0~ 2 2 0 t / h 提高到 目前的2 8 0 t / h ,成 品比表面积在3 7 0 m / k g 以上 ,粉磨系统 电耗 由
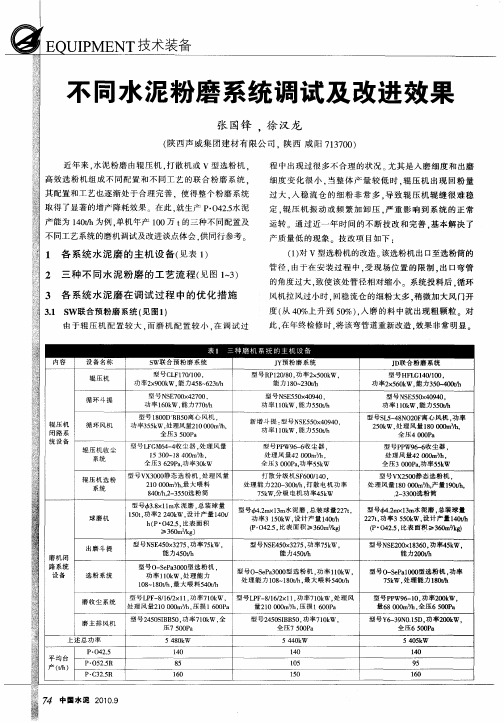
不同水泥粉磨系统调试及改进效果
能 力 10 20/ 8 ~ 3t h
型 号 N E 5 x 04 S 5 0 4 9 0. 功率 1O W . 力5 0/ lk 能 5t h 新增 斗 提 型 号NS 5 0 4 9 0. E5 ̄04
:
功 率2 5 0 W 。 力 3 0 4 0/ x6k 能 5~0t h
型号 N E 5  ̄ 0 4 S 5 0 4 9 0. 功 率 1O W . 力 50/ lk 能 5t h
循 环 斗 提 型号 N E 0 x 2 0 . S 7 0 4 7 0 功 率 10 W . 力 7 0/ 6k 能 7t h 型号 1 0 D B 5 离心 风 机 . 80 B0 功 率3 5 W. 5 k 处理 风量2 0O 0 S 1 m/ 0 h 全 压 35 0 a 0 P
全压 3O0 a 率 5 k 0 P . 功 5 W
型号V 20静态选粉机 . X 50 处 理 风 量 10O 0 S , 8 0 m/ 产 ̄'9 t , h 10 h / .- 3 0 粉 筒 230选 型号 似 .m 1 m 泥 磨 , 装球 量 2 ̄3水 总 2 7 , 率350 W . 计 产 量 10/ 2 t功 5k 设 4t h ( 0 25 比表面积 >30 /g P。 4 ., _ 6mZ ) - k  ̄ - S 2 0 13 0 功 率4 k 。 N E 0x86 , 5W 能 力2 0/ 0t h
,
取得 了显著 的增产 降耗效 果 。在 此 , 就生 产 P 0 2 水 泥 ・4. 5 产能 为 10 h 例 , 机年 产 10万 t 三种 不 同配 置 及 4t 为 / 单 0 的 不 同工艺 系 统 的磨机 调试 及 改进 谈 点体 会 , 同行 参考 。 供
探讨磨球机联合给料器耐磨装置的改进
探讨磨球机联合给料器耐磨装置的改进摘要:在选矿工艺中磨球机的应用必不可少,即可以将各类矿石和其它需磨性物料进行粉磨。
本文就现阶段如何提高矿山球磨机联合给料器勺头耐磨强度展开讨论。
关键词:选矿;磨球机;给料装置;优化改进1、现阶段矿山磨球机给料装置使用现状矿山磨矿工艺流程中,主要的磨矿设备为球磨机,其给料部件常见形式为联合给料器。
联合给料器由给矿勺头、给矿勺盒及给矿鼓体组成。
给料勺头为铸钢材质,采用螺栓与和给矿勺盒连接。
联合给料器随球磨机旋转时,给矿勺头将螺旋分级机的返砂输送给球磨机的过程中磨损较快,对磨损的勺头进行补焊修复效果不理想,耐磨性、抗冲击性都很差,平均使用1—2个月就需要更换。
频繁的修复及更换,增加了设备备件投入成本,对球磨机持续作业带来不利影响,勺头重80kg,维护人员劳动强度大,且增大了作业过程中的危险因素。
针对此,需要更好的提高联合给料器勺头耐磨强度的技术方法,应用在矿山球磨机联合给料器勺头上,要求其制作、安装方便,结果简单,耐磨效果好,并且最大限度降低维护人员劳动强度,降低备件投入成本。
2、技术解决方案2.1方案概述矿山球磨机联合给料器勺头耐磨装置,其特征在于联合给料器勺头上焊接贴附耐磨板。
采用20mmQ235钢板气割制成耐磨板母板,在母板上横向、纵向及斜向机床加工宽10mm×深10mm的沟槽,将钨钴类硬质合金条放置与沟槽内,采用铜钎焊方法将其焊接,制成耐磨合金板,再将耐磨合金板焊接在联合给料器勺头上。
2.2图解注释上述方案中,耐磨板母板应优先选用Q235材质钢板,可提高母板与给矿器勺头之间的焊接强度和效果。
钨钴类硬质合金条一般为长45mm,宽9mm,高20mm,截面顶端为梯形形状,如硬质合金条宽度超过10mm,则耐磨板母板沟槽可适当加宽,以硬质合金条能放入槽内为准,另硬质合金条的摆放,不可过于紧密,两段合金条的间距以10mm为宜,可增加硬质合金条与母板间的焊接面积,提高焊接强度。
φ4.8m×9.5m球磨机与辊压棚联合水泥粉磨系统的改造
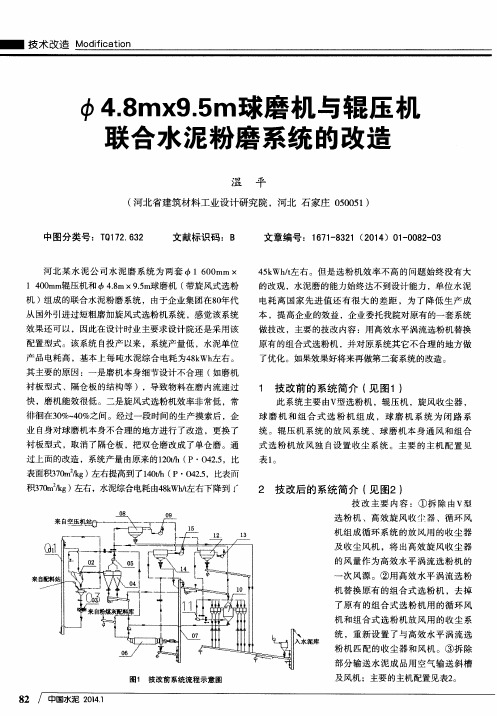
1 技 改前 的系统简介 ( 见 图1)
此 系统 主要 由V 型选 粉机 ,辊压机 ,旋风 收尘器 , 球 磨 机 和 组 合 式 选 粉 机 组 成 ,球 磨 机 系 统 为 闭路 系 统 。辊压 机 系统 的放 风 系统 、球 磨 机本 身通 风 和组 合
机替换 原 有 的组合 式选 粉机 ,去掉
了原 有 的组合 式选 粉机 用 的循 环风 机 和组合 式选 粉机 放 风用 的 收尘 系 统 ,重新 设置 了与高效 水平 涡流选 粉机 匹配 的收尘器 和 风机 。③ 拆 除 部分 输送 水 泥成 品用 空气 输送 斜槽
图1 技改前 系统流 程示 意图
文献标识码 :B
文章编号 :1 6 7 1 - 8 3 2 1( 2 0 1 4 )0 1 - 0 0 8 2 — 0 3
河北 某 水 泥公 司 水泥 磨 系统 为 两套 1 6 0 0 mm X 1 4 0 0 m m辊压机和 西4 . 8 m×9 . 5 m 球磨机 ( 带旋风式选粉
式 选 粉机 放风 独 自设 置 收尘 系统 。主要 的 主机 配置 见
表1 。
快 ,磨 机能效很低 。二 是旋风式选粉机 效率非常低 ,常
徘徊在3 0 %~ 4 0 %之间 。经过一段时 间的生产摸 索后 ,企
业 自身对球磨机本 身不 合理 的地方进行 了改造 ,更换 了 衬板 型式 ,取消 了隔仓 板 ,把双仓磨改 成 了单仓磨 。通
及风机 ;主要的主机配置见表2 。
8 2
中国水泥 2 0 ] 4 . 1
序号
0 l 0 2
主机名称
入V 选 提升机 v型选粉机 能力 :1 0 0 0 t / h
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
_—
.
.
躲_
§ }—
}
§ }
j = }
, j
措施 :辊 面磨损严重 ,相对辊缝变宽 ,辊压 机 两侧 各 去掉 1 块或2 块1 0 m m厚 辊缝 限位 档 铁 ,调 节 合 适 的辊 缝 宽 度 ,台 时增 加 1 0~2 0 t , h 。充分 利
用 近年 各地 协 同停 窑机会 ,及 时 堆焊辊 面 。
联合粉磨系统磨机结构的改造
李洪生 王 学民
天津振 兴水泥有 限公 司,3 0 0 4 0 0
摘 要 磨机粗磨仓使用 阶梯衬 板 ,粗磨仓 的利用率低 、选粉效率低 、循环负荷大 ,并且在添加助磨 剂
后, 物料流 速加 快 ,物料在磨 内停 留时 间短 , 造 成磨 机粉磨效率低 、研磨体做功差等 。将粗磨仓 阶梯衬 板更
换为波纹衬板 ,重新 调整研磨体级配 ,增加物料 在磨 机内的粉磨时间 ,提高粗磨仓 的利用率 ,同时提 高了磨 机 的粉磨效率 ;在球磨机 细磨仓沿轴 向加装挡料环 ,产生阻滞物料的流动作用 ,以延长物料在磨 内的停 留时
间 ,使物料能得 到充分粉磨 。
关键词 联合粉磨 粉磨效率 结构 改造 产能
2 . 7 堆 焊后 辊 面 变窄
人 辊压 机物 料 的平 均粒 度 04 0 mm,最 大粒 度
05 0 mm,占9 0 %。
措施 :增设石灰石二次破碎 系统 ,确保人辊 压机物料粒度 ,在石灰石出均化堆场皮带处增设过 筛二次破碎系统 ,经过二次破碎后石灰石粒度由原 来 的05 0 m m占9 0 %降低到现在的03 0 m m占9 0 %。 3 结束 语
1 问题分 析
设置 了一 台金属探测仪 ,当探测到铁磁性材料时 , 通过三通溜子上气动阀板动作将物料直接人磨 ,故 粗磨仓采用了阶梯衬板 ,配 09 0 级的磨球 ,用以增 加磨 机 的破碎 能力 ,破 碎未 经辊 压机 挤压 的物料 。 由于我单位磨机粗磨仓一直使用原设计时的阶梯衬 板 ,存在着粗磨仓 的利用率低 、选粉效率低 、 循环 负荷大 ,并且在添加助磨剂后 ,物料流速加快 ,物 料在磨内停 留时间短 ,造成磨机粉磨效率低 、研磨
2 0 1 3 年 第4 期
N0. 4 2 0 1 3
新 世 纪水 泥导报
Ce me n t Gu i d e f o r N e w E p o c h 磨 丝 术
中图分类号 :T Q1 7 2 . 6 3 2 文献标识码 :B 文章编号 :1 0 0 8 — 0 4 7 3 ( 2 0 1 3 ) 0 4 — 0 0 6 1 — 0 2 DOI 编码 :1 0 . 3 9 6 9 / j . i s s n . 1 0 0 8 — 0 4 7 3 . 2 0 1 3 . 0 4 . 0 2 0
最 初 的几 次 堆 焊 , 因堆 焊 厂 家 技 术 问题 ,辊 断 面有 坡度 ,堆 焊成 的辊 面 比原辊 面 窄2 0 0 mm。 措施 :
我公 司通过采取 以上措施 ,生料终粉磨辊压 8 0 t / h 增加到现在的4 2 0 t / h ,生料 电耗 严格 堆 焊 质量 ,确保 辊 面宽 度 ,辊 面堆 焊 机 由原来 的3 由原来的1 5 k Wh / t 降低到现在的1 3 k Wh / t 。因各地 时 ,严格要求厂家把好质量关 ,堆焊后辊面宽度确 的原燃材料硬度 、含水量、易磨性等不 同,本文 中 保1 6 0 0 m m。 列举的数据仅供参考 。 2 . 8 入辊 压机 物料 粒 度 大
61
0 引言
天 津 振 兴 水 泥 有 限公Байду номын сангаас司二 线 水 泥 磨 系 统采 用
我公司二线水泥粉磨系统 为第 一代联合粉磨 系统 ,2 0 0 4 年 投产 运行 。当时该 系统 设计 思路是 :
出 于保护 辊 面 的 目的 ,在斗 提机 后 的皮带 输送机 上
国产化辊压机联合粉磨 系统 ,配套V 型选粉机 ,采 用 单 风 机 共 用 风 系 统 ,辊 压 机 为 0 1 4 0 0 mm X 1 4 0 0 I B m, 功- g2 × 8 0 0 k W,球磨机为0 4 . 2 m× 1 3 m, 功率3 1 5 0 k W。该 系统于2 0 0 4 年5 月建成投入试生 产 ,经过几 年 的技 术改 造 和优化 ,生产 P・ 0 4 2 . 5 水 泥平均台产稳定在 1 6 0 t / h 上下 ,磨机粉磨效率得不 到充 分发 挥 。为此 ,在 2 0 1 1 年我 们对 磨机 结构 实施 了多项 改造 及 优化 ,达 到 了理想 的效 果 。