新型辊压机联合粉磨系统的设计和应用
辊压机设计(机械CAD图纸)

摘要:首先,论文对辊压机的工作原理及主要构造做了简要说明;其次,对辊压机的主要技术参数进行了计算,其中包括辊径、辊宽、最小辊隙、工作压力、生产能力和传动功率等。
所以,如何杜绝上述物料对球磨机的负面影响,充分发挥辊压机高效节能的特点成为挤压粉磨系统工艺控制技术如何进一步完善优化的重要课题。
关键词:辊缝;挤压;粉磨前言 (4)1.辊压机主体结构 (7)1)电机 (7)2)减速机与电机的联接 (8)3)辊子 (9)4)减速机扭力支撑架 (9)5)控制系统 (10)6)干油润滑系统 (10).7)液压系统 (11)8)循环冷却水系统 (12)2.辊压机电气系统 (12)1.电源系统, (13)2、检测系统 (14)(1).主电机电流检测 (14)(2).温度检测 (15)(3).压力信号检测 (16)(4).辊缝检测 (17)(5).进料位置检测 (18)3.主要控制单元 (19)(1).减速机油站 (19)(2).稀油站控制重点 (20)(3).稀油站与主控柜联系 (21)(4).液压系统 (22)(5).液压站控制重点 (23)(6).液压站电控原理 (24)4.组合模块 (25)1.干油站系统 (26)2.电机启动/停止 (27)3.气动阀启动/停止 (27)4.进料装置开度控制 (28)5.辊压机系统备妥、运行、报警、故障 (30)4. 设计总结、致谢 (31)5.参考文献 (33)前言自20世纪90年代中期第一台双驱动高压辊磨机问世后,高压辊磨技术得到迅速的发展。
高压辊磨机是在传统辊机的基础上改进而成的,通过给活动辊施以高压使得边界受约束的物料通过两个相向转动的辊子受挤碎产生细粒级。
高压辊磨机主要有工作辊、传动系统、压力系统、机架、给料和排料装置、控制系统组成。
工作辊包括固定辊和可动辊,轴和轴承座。
固定辊和可动辊的规格和架构相同,工作辊由辊芯和辊套组成,磨损后辊套可以更换。
两工作辊安装在同一水平面上且互相平行,同步相向运转。
联合粉磨开路磨系统增产与调整

联合粉磨开路磨系统增产与调整邹伟斌中国建材工业经济研究会水泥专业委员会(100831)赵家胤湖北省黄石市产品质量监督检验所(435000)王新四川南威水泥有限公司(四川南江)(636600)题要:本文以生产规模60万吨/年水泥粉磨生产线配置120-50辊压机与动态分级设备(打散分级机)和Ф3.2×13m开路三仓高细管磨机组成的单闭路粉磨工艺系统为例,论述总结了实际生产过程中粉磨系统存在的共性问题及其改进所采取的技术与调整措施,并进行了相关的技术经济分析。
关键词:分级效果磨内改造级配调整分段粉磨1、导言近几年来,设计生产规模60万吨/年的水泥粉磨站,大多采用Ф3.2×13m管磨机。
生产工艺流程中,既有双闭路粉磨工艺系统(辊压机+动态或静态分级机+管磨机+高效选粉机,其中辊压机与动态分级机(打散分级机)或静态分级机(V形选粉机)组成磨前闭路、管磨机与高效选粉机组成闭路);也有单闭路粉磨工艺系统(辊压机+动态或静态分级机+开路管磨机);此外还有普通的一级闭路和开路粉磨系统,在此不赘述。
前两种粉磨工艺系统各有其特点:单闭路系统总装机功率低于双闭路系统,且流程较简单;从大幅度增产角度来看,双闭路粉磨工艺系统大多采用静态分级机(V形选粉机)对辊压机挤压后的物料进行风选分级,入磨物料切割粒径一般≤0.5mm且颗粒较均匀,因粉磨过程中“过粉磨”现象减少,其系统产量潜力发挥明显高于单闭路粉磨工艺系统,系统粉磨电耗一般在28 kwh -33kwh/t水泥左右;当然,若单闭路粉磨工艺系统优化调整方法得当,其增产幅度也较大(>50%以上),系统粉磨电耗也可控制在27kwh -30kwh/t左右。
以国内某单位双闭路粉磨工艺系统为例,其配置的辊压机功率+静态分级机(V形选粉机)循环风机功率=1220kw;另一单位的单闭路粉磨工艺系统中辊压机功率+静态分级机(V 形选粉机)循环风机功率=1320kw;上述两个系统中Ф3.2×13m磨机台时产量均在120t/h 左右。
辊压机预粉磨技术的应用
为充 分发挥辊压机挤压破碎 的作用 , 保证物料
间应力的传递作用 , 要求辊压机破碎腔内充满物料 , 使得物料与辊子间产生足够大的挤压应力 , 从而达 到物料的高粉碎率。另外 , 物料进入粉碎腔后 , 在强
大的挤压力作用下 , 体积会被压缩很多。因此 , 辊压
机的喂料仓必须有足够的料位 , 物料能均匀、 充足地 喂入 粉碎 腔 。
图 1 开流预粉磨系统
的运行负荷 。由于联合粉磨系统依靠打散分级机对
预粉碎 产品进行 把关 , 因而辊 压机 可 采 用低 压 、 循 大
32 混合 粉磨 系统 .
混合粉磨系统如图 2所示 , 其特点是辊压机与 球磨机组成一个大的圈流粉磨系统 , 经辊压机挤压 后 的物料先入球磨机粉磨再入选粉机。选粉后 的细 粉即为水泥成品 , 粗粉一部分到回球磨机 , 另一部分
23 稳 定辊压 机小 仓料 位 .
改善, 为球磨机的节能高产创造 了条件 。国内有数 据表明, 水泥粉磨系统采用该技术后 , 系统产量提高 4 6 o% o% , 电耗下降 2 5% 一 5% 。 3
1 辊 压机 的粉碎机理
辊压机 的工作原理与球磨机不同 , 不是靠 冲击 力、 摩擦力等对物料实施粉碎 , 而是采用纯压力实施 挤压粉碎 , 也称 为“ 间破碎 ” 即通过颗粒 间传 递 粒 , 应力而粉碎。辊压机的结构与传统的双辊破碎机相 似, 由两个速度相 同、 辊面平整 , 作相对运动 的辊子 组成 , 物料由上部喂入辊间的缝隙内, 在双辊间受到 挤压 , 但其辊间的压力却比双辊破碎机大得多 , 可达 30N a 0 P 。在辊压机两辊间的物料受到高压挤压研 磨, 变为充满裂纹的扁平料饼。这些料饼 中含有大 量 的细粉 , 中物料粒度 < .9m 的可达3 其 0 0 m 0% , 有约 8 0%的物料粒度 < m。但辊压机在降低入 2m 磨物料粒度 的同时 , 还使物料 内部残 留不 同程度的 晶格缺陷和微细裂纹 , 使入磨物料的易磨性得到 了 改善。
辊压机在水泥粉磨系统中的应用
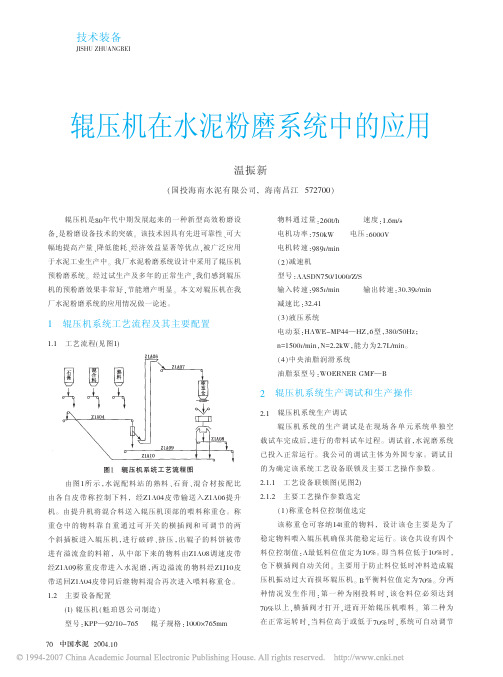
!$!$!
操作控制 在正常操作控制过程中 ! 只须监控设备状态和调节一
些过程参数 " &% $ 辊压机喂料量 通过调节斜插板开度 " 开度大 ! 则喂料多 " 反之 ! 则喂 料少 " 主要依据辊压机功率决定 ! 一般为 *"")3*"67 时 ! 效 果最好 " &! $ 磨喂料量 通过调节入磨皮带转速 " 转速快 ! 则喂料多 " 反之 ! 则 喂料少 " 主要依据水泥磨能力来定 ! 取 **()5*( 为佳 "
!$!$%
开机投料 &% $ 水泥磨系统已经正常运转 " &! $ 辊压 机 系 统 所 属 机 ’ 电 ’ 仪 ’ 自 动 化 设 备 均 处 在 正
常状态 " &+ $ 现场巡检确认现场设备完好 " &# $ 中控 操 作 员 选 择 辊 压 机 系 统 程 序 组 ! 启 动 该 组 系 统设备 " &* $ 设备启动完毕 ! 检查确认各设备状态及参数 " 如均 处在正常状态 ! 则可进行喂料 " &5 $ 选择辊压机喂料阀门 ! 物料此时进入辊压机系统 " &3 $ 当称重仓料位达 3"( 时 !横插阀打开 " 操作员只须 缓慢打开斜插板进行喂料即可 "
)"!
辊间隙检测报警 当动辊一侧的轴承座或动辊整体后退量过大 ! 达到设
定保护值时 ! 该辊间隙检测报警 " 曾有一段时期 ! 该辊间隙 经常报警 ! 严重影响了生产 " 最终查明为检测辊间隙的探 针动作不灵活所致 " 通过更换新探针 !报警消除 "
辊压机联合粉磨工艺系统分析
辊压机联合粉磨工艺系统分析辊压机联合粉磨(或半终粉磨)工艺系统,其技术核心在本质上属于“分段粉磨”。
目前,国内水泥制成工序广泛应用由辊压机+打散分级机(动态分级设备)或V型选粉机(静态分级设备)+管磨机开路(或配用高效选粉机组成双闭路)组成的联合粉磨工艺系统(或由辊压机+V型选粉机(静态分级设备)+高效选粉机+管磨机组成的半终粉磨工艺系统),在实际运行过程中,由于各线生产工艺流程及设备配置、物料粉磨特性、水份等方面因素不尽相同,导致系统产量、质量及粉磨电耗等技术经济指标也参差不齐,本文拟对水泥联合粉磨单闭路(管磨机为开路)及双闭路系统(或半终粉磨系统)中各段常出现的工艺技术与设备故障模式进行探讨分析,并提出了相应的解决办法,仅供粉磨工程技术人员在日常工作中参考,文章中谬误之处恳望予以批评指正:一、辊压机系统故障模式:辊压机挤压效果差故障原因1:1. 被挤压物料中的细粉过多,辊压机运行辊缝小,工作压力低影响分析:辊压机作为高压料床(流动料床)粉磨设备,其最大特点是挤压力高(>150Mpa),粉磨效率高,是管磨机的3-4倍,预处理物料通过量大,能够与分级和选粉设备配置用于生料终粉磨系统。
但由于产品粒度分布窄、颗粒形貌不合理及凝结时间过快、标准稠度需水量大与混凝土外加剂相容性差等工作性能参数方面的原因,国内水泥制备工艺未采用辊压机终粉磨系统,辊压机只在水泥联合粉磨系统中承担半终粉磨(预粉磨)的任务,经施以双辊之间的高压力挤压后的物料,其内部结构产生大量的晶格裂纹及微观缺陷、<2.0mm及以下颗粒与<80um细粉含量增多(颗粒裂纹与粒度效应),分级后的入磨物料粉磨功指数显著下降(15-25%),易磨性明显改善;因后续管磨机一仓破碎功能被移至磨前,相当于延长了管磨机细磨仓,从而大幅度提高了系统产量,降低粉磨电耗。
但辊压机作业过程中对入机物料粒度及均匀性非常敏感,粒状料挤压效果好、粉状料挤压效果差,即有“挤粗不挤细”的料床粉磨特性;当入机物料中细粉料量多时会造成辊压机实际运行辊缝小,主电机出力少,工作压力低,若不及时调整,则挤压效果会变差、系统电耗增加。
联合粉磨系统技术交流

联合粉磨系统技术交流联合粉磨系统是一种重要的水泥生产技术,它通过多种磨机共同工作,使原始材料尽可能地细磨,提高水泥品质以及生产效率。
在联合粉磨系统技术中,各工序之间需要进行紧密配合和有效沟通,以确保系统的正常运行和优化效果。
首先,联合粉磨系统需要确保各磨机之间的平衡。
不同的磨机在磨矿物颗粒过程中具有不同的特点和磨矿能力。
为了避免某一台磨机因为工作负荷过重而导致故障,需要精确地控制各磨机之间的进料量和出料量,以保持系统的平衡状态。
其次,联合粉磨系统需要进行材料的合理混合和流通。
原始材料在不同工序中需要经过多次磨矿和混合,以提高水泥的品质和性能。
因此,磨机之间的材料流动需要根据生产工艺和产品要求进行精确控制,确保原材料在系统内的均匀分布和合理流通,从而提高磨矿效率和水泥品质。
另外,联合粉磨系统需要进行精确的控制和调节。
通过对磨机的磨矿参数、进出料口的调节以及系统的温度、压力、流量等参数的监控和调整,可以实现对整个系统的精确控制和优化。
同时,通过对系统运行过程中的数据进行实时监测和分析,可以及时发现问题并采取措施,以确保系统的稳定运行和优化效果。
在实际的生产中,联合粉磨系统技术交流是非常重要的。
不同的生产企业和磨机供应商之间需要进行经验、技术和数据的交流,共同解决生产过程中的问题和挑战。
通过经验交流和技术合作,可以不断改进和提高联合粉磨系统的性能和效益。
总之,联合粉磨系统技术交流对于水泥生产企业和磨机供应商来说具有重要意义。
只有通过有效地沟通和合作,才能共同解决生产过程中的问题,优化系统性能,提高产品质量和生产效率。
联合粉磨系统技术交流是水泥生产企业和磨机供应商之间的一种重要合作方式,通过互相学习、分享经验和技术,共同提高联合粉磨系统的效率和性能。
在技术交流中,需要重视以下几个方面。
首先,技术交流应该着重于磨机的性能和参数。
不同的磨机具有不同的特点和磨矿能力,因此在技术交流中,要重点关注各磨机的磨矿效率、能耗、产能等参数,并根据实际生产情况进行比较和分析。
新型柱钉辊在水泥行业中的应用

本文介绍了具有传统柱钉辊与耐磨堆焊辊综合优势的新型柱钉辊的制作工艺及使用效果。
实践表明,新型柱钉辊套不仅使用寿命长,而且能起到提高台时产量及降低电耗的作用。
辊压机技术是20世纪80年代中期从德国KHD公司引进的,当时郑州机械研究所有限公司(以下简称我公司)与合肥水泥研究设计院、中信重工机械股份有限公司、天津水泥工业设计研究院有限公司等国内知名企业,共同对引进的辊压机进行转化设计与制造。
我公司负责辊压机辊面堆焊材料的国产化研究,根据国内水泥物料的实际磨损情况,研制开发出ZD系列耐磨堆焊药芯焊丝,受到国内水泥行业的好评,受委托为一些知名研究院和水泥生产企业堆焊辊压机辊子。
随着辊压机在水泥行业推广应用多年,原来单一的耐磨堆焊已经不能满足市场需求,市场上又出现复合辊、柱钉辊等新技术。
为了满足市场需求,我公司与时俱进,发挥自身优势,研制出新型柱钉辊,经过市场使用,效果良好,特别是在提高磨机产量、降低电耗方面,起到积极的作用。
1、新型柱钉辊研发理念国内最早使用柱钉辊的是江西亚东水泥有限公司,早期该公司生料磨及水泥联合粉磨使用的均是德国KHD公司生产的辊压机,辊子直径1 700 mm,辊子宽度1 800 mm。
用于生料的柱钉辊压机使用效果还可以,但是用于挤压熟料的柱钉辊,辊面柱钉经常剥落,在使用过程中,经常委托我公司进行辊面堆焊。
堆焊多次后只能进行离线修复,把柱钉全部清理掉(见图1),清理深度70 mm左右,重新堆焊耐磨层,把柱钉辊改为堆焊辊(见图2),使用效果良好。
后来该公司把其他挤压熟料的柱钉辊都改为堆焊辊子。
国内辊压机生产厂家借鉴德国KHD公司柱钉工艺生产的辊压机辊子,在使用过程中也经常出现辊面剥落、柱钉脱落现象(见图3、图4)。
图1 清理辊面柱钉图2 重新堆焊后的辊压机辊子图3 镶嵌式柱钉辊辊面剥落图4 镶嵌式柱钉辊柱钉脱落鉴于镶嵌式柱钉辊在运转过程中会出现柱钉脱落等不利现象,我公司在研发柱钉辊时就采用浇铸式辊套。
辊压机双曲线进料装置开发与应用
辊压机双曲线进料装置开发与应用近年来,辊压机联合粉磨系统成为国家重点推广的节能技术之一,辊压机得到了水泥企业大量应用。
料床粉碎是目前公认的最先进的粉磨技术,提升辊压机功效远大于挖掘球磨机潜能,但各厂辊压机节能效果不一,主要原因是材料性能变化及调节措施缺乏所致,尤其是与辊压机系统配套的稳流仓、喂料装置等技术,推广应用不够。
本文就辊压机双曲线进料装置开发与应用作简要介绍。
1 辊压机进料调节必要性辊压机操作影响因素较多,物料、工艺、设备、操作等波动影响较大,合适的进料调节是弱化波动、稳产降耗的必要措施。
这些影响因素包括物料水分,粒度分布,辊磨匹配,选粉机配风,进料非标管道尺寸,稳流仓积料、布料离析,仓位失控或料压不足下料不畅,辊面磨损,侧挡板磨损,挡块、导轨磨损,扭力支撑卡滞,液压系统泄漏,氮气压力不合适,上下限压力设定不合适等等,诸多因素影响辊压机功效发挥。
以上种种波动影响,可控因素较少,系统工艺调节较为复杂,其中辊压机通过量的调节基本能够应对上述大部分问题,或由此调节来优化系统操作。
较好的进料装置能够实现稳定喂料,合理有效做功,从而带来系统节能稳产。
2 辊压机进料技术现状由于料床粉碎效率高,辊压机得以广泛应用,近年来辊压机进料技术受到了重视。
棒阀打不开、仓位控不住、料饼质量差、塌仓、冒灰、振动、偏辊等现象在一些厂仍时有发生,直接影响了辊压机效率,辊压机进料装置的设计对粉磨系统能耗影响较大。
2.1 常见结构目前,常见的辊压机进料调节装置主要由壳体、调节插板、丝杆及传动构成,其调节插板运动主要有直线往复运动和绕轴摆动两种方式,以改变物料与辊面接触面积,实现调节进料量作用。
现行的辊压机有单斜插板偏定辊进料,有双斜插板中间进料等方式,有设置排气箱的,有液压或电控控制的。
使用较为常见的是2013年左右面世的CD技术双杠杆进料装置,见图1,其原理为杠杆带动绕轴摆动的调节板,实现下料管通过面积改变,原理见图2左图。