螺旋叶片制作装配工艺的改进
螺旋叶片钣金展开与成形工艺
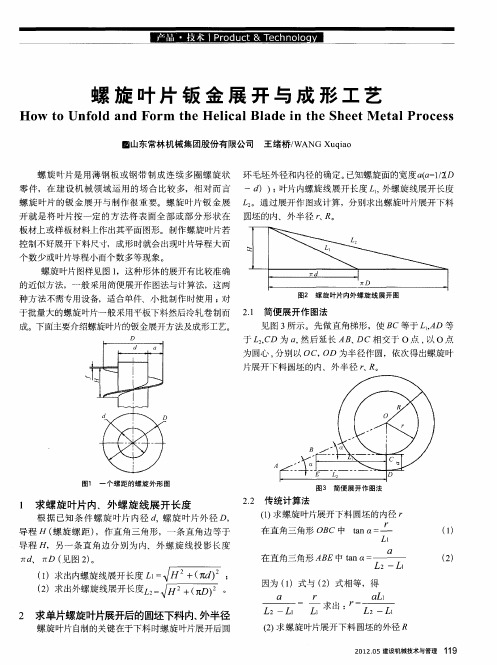
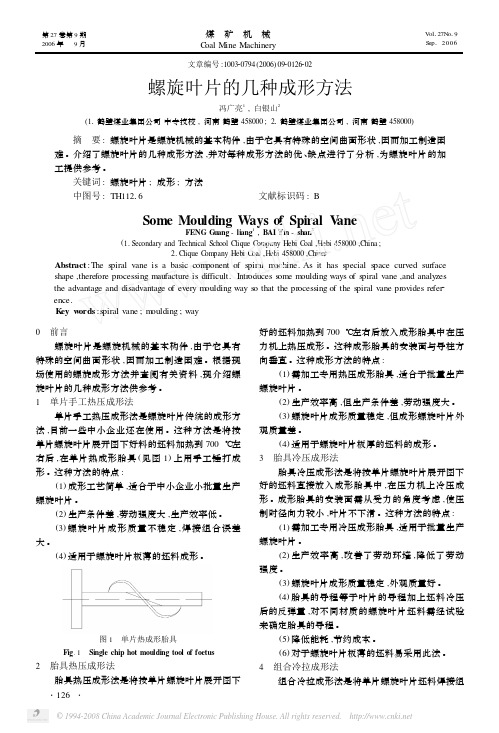
图1 一个螺距 的螺旋 外形图
图3 简便展 开作图法
l 求螺旋叶片内、外螺旋线展 开长度
根 据 已知条 件 螺 旋 叶片 内径 d 螺 旋 叶片外 径 D, , 导程 H ( 旋螺 距 ) 螺 ,作 直 角三角形 ,一 条直 角边等 于
导程 ,另一条 直 角边分 别 为 内、 外螺 旋 线 投 影长度
螺旋线展开长度 ( 见图 2 h );为焊接间隙,常取 3~5 mm。
考虑板厚 ,这里有一个简单陕捷的计算方法 ,在 已知螺旋
Ⅱ片内径 导程 钢板厚度 t 十 这三个基础数据的条件下'
3 单片外螺 旋叶片展开后的开口角度
因螺旋 叶片在 制作 时,要 向里收缩 ,需在 外圆上截
根据公式可以很陕求出螺旋口片展开下料 的内径 r 十 o
L1求出 :
() 2 求螺 旋 叶片展 开下料 圆坯 的外径 R
2 1 建设棚械桔 未与管理 0 20 19 1
在直 角三角形 。 D 中 tn6: a c
L2
螺旋 叶片的正确制作 ,可使各焊缝 相互错开,改善 了受
力环境 ,有利于应力分布,防止螺旋轴 弯曲变 形,特 别 不会造成 由于焊缝在 同一方位而使 运动不平稳 ,另外还 可 以节约原 材料,提 高材料 利用率 ; 要求各 螺旋 叶片 若
于批量 大的螺 旋 叶片_ 采用平板下料然后冷轧卷 制而 21 简便 展 开作 图法 一般 . 见 图 3所示。先做 直角梯形 ,使 B C等于 L,D 等 A
于 L ,D 为 a 然后 延长 AB DC相 交于 0点 , 0点 C , 、 以 为 圆心 , 分别 以 OC OD 为半径作 圆,依次得 出螺 旋 叶 , 片展开下料 圆坯 的 内、外半径 、 。
绞龙的叶片怎么加工?
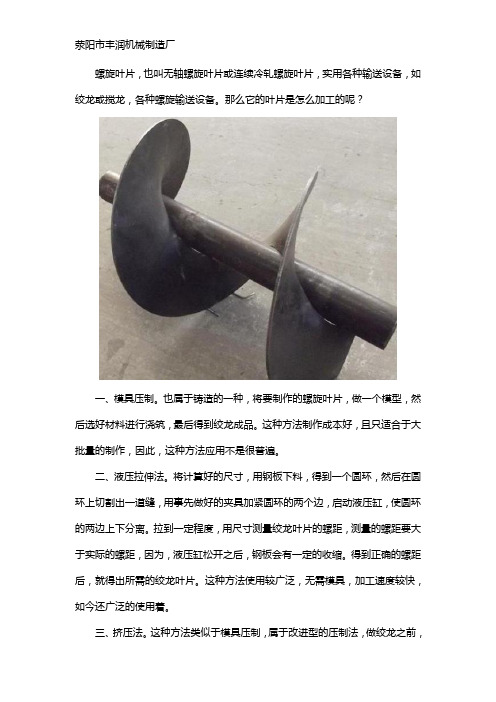
螺旋叶片,也叫无轴螺旋叶片或连续冷轧螺旋叶片,实用各种输送设备,如绞龙或搅龙,各种螺旋输送设备。
那么它的叶片是怎么加工的呢?
一、模具压制。
也属于铸造的一种,将要制作的螺旋叶片,做一个模型,然后选好材料进行浇筑,最后得到绞龙成品。
这种方法制作成本好,且只适合于大批量的制作,因此,这种方法应用不是很普遍。
二、液压拉伸法。
将计算好的尺寸,用钢板下料,得到一个圆环,然后在圆环上切割出一道缝,用事先做好的夹具加紧圆环的两个边,启动液压缸,使圆环的两边上下分离。
拉到一定程度,用尺寸测量绞龙叶片的螺距,测量的螺距要大于实际的螺距,因为,液压缸松开之后,钢板会有一定的收缩。
得到正确的螺距后,就得出所需的绞龙叶片。
这种方法使用较广泛,无需模具,加工速度较快,如今还广泛的使用着。
三、挤压法。
这种方法类似于模具压制,属于改进型的压制法,做绞龙之前,
需要做一套尺寸和成品一样的模具。
模具分为两个,形状和尺寸一样,分别安置于压力机的上下部,然后将下好料的圆环放置于模具上,启动压力机,使上下模具压在一起,钢板随之变形,形成螺旋状。
荥阳市丰润机械制造厂于2003月28日成立,以建筑机械而闻名全国的建筑之乡——荣阳,是一家专门从事建筑机械配件的生产,研发,营销,与服务的企业。
欢迎大家官方或致电咨询。
输送机螺旋叶片制作方法
输送机螺旋叶片制作方法
螺旋叶片是输送机的主要组成部件之一,能有效地增强输送物料的流动和稳定性。
它的制作技术虽与其他构件相比较简单,但其制作效果也很重要,直接影响到输送机的工作效率和运行稳定性。
在此介绍输送机螺旋叶片制作技术。
一般情况下,输送机螺旋叶片由容量管、支承管和支管组成,具有实质弯曲形状,采用焊接方式制作而成。
首先,制作者要保证容量管的机械性能,然后根据结构原理将容量管压成弯曲形状,将支管削平,将支承管与容量管相焊接,最后将支管沿着容量管的外表面焊接完成制作。
在制作过程中,要求制作者要具备优良的焊接技术,以保证焊接质量,管道衔接处不能有竟缝,焊接处须达到完全非渗液,该过程要针对管道材料采取不同的焊接技术,也要针对温度变化幅度采取正确的加热方法,以实现较好焊接效果。
本文就介绍了输送机螺旋叶片制作技术,制作首先要求管材机械性能,然后根据结构原理压成弯曲形状,再将支承管与容量管相焊接,达到完全非渗液的效果。
在制作过程中,制作者要恰当地采用有效的焊接工艺,确保输送机螺旋叶片焊接质量,达到较好的制作效果。
采煤机螺旋滚筒制造工艺改进

采煤机螺旋滚筒制造工艺改进袁宇明;张存凤;侯相华【摘要】通过对采煤机螺旋滚筒工艺制造流程与加工方法进行改进优化,提高了螺旋滚筒制造精度与使用寿命,节约材料,简化加工,提高生产效率,降低成本。
【期刊名称】《金属加工:热加工》【年(卷),期】2016(000)016【总页数】3页(P41-43)【关键词】螺旋滚筒;工艺改进;专用工装【作者】袁宇明;张存凤;侯相华【作者单位】山西天地煤机装备有限公司;山西天地煤机装备有限公司;山西天地煤机装备有限公司【正文语种】中文螺旋滚筒是采煤机的关键部件,一直以来,滚筒表观质量差,焊缝成形不美观且齿座脱落现象严重,装煤效果不良,齿座及叶片辅板磨损严重,滚筒制造精度低,造成摇臂传动部件损坏严重,滚筒材料利用率低,组装焊接工艺装备不能满足生产及产品质量要求,生产成本较高,导致市场占有率急剧下降。
随着煤矿开采安全、高产、高效的快速发展要求,对螺旋滚筒的制造精度与使用寿命提出了新的挑战。
为实现螺旋滚筒专业化生产,对其制造工艺进行改进优化势在必行。
一般齿座类的螺旋滚筒主要分为刀形滚筒与镐形滚筒,其结构与外形如图1所示。
(1)备料首先,端盘数控切割与成形工艺的改进。
将端盘由原来整体下料(圆环料)改为分段扇形下料,由整体压型改为分段槽压成形。
采用分段成形并对接焊后,极大地提高了材料利用率,槽压成形压模制造成本低,简化了整体压型时的制造难度,确保了端盘成形的锥度。
改进前后端盘备料、成形与组装对比如图2~图4所示。
其次,齿座缺口的切割精度与切割顺序的改进。
原工艺流程为先将端盘与叶片下料、压型并组装在筒体上,由装配铆工根据各个截齿截线位置自制齿座缺口样板进行划线,再手工气割齿座缺口。
端盘有成形锥度,叶片有螺旋升角,齿座组装位置与缺口尺寸由手工划线与气割,其位置与尺寸为近似尺寸,造成安装齿座时重新修割齿座缺口,经过手工修割的齿座缺口,缺口尺寸偏差较大、切割表面不光滑平整,齿座焊接后脱落现象时有发生,造成制造工序复杂繁琐,生产效率低下,直接影响滚筒表观质量与焊缝质量。
叶轮加工精度影响因素分析及改进
叶轮加工精度影响因素分析及改进叶轮加工精度是指叶轮在加工过程中所达到的尺寸精度和表面质量的程度。
叶轮加工精度的高低直接影响到叶轮的工作性能和使用寿命。
本文将分析叶轮加工精度的影响因素,并提出相应的改进措施。
叶轮加工精度受到原材料质量的影响。
原材料的质量不仅决定了叶轮的强度和耐磨性,还直接影响到叶轮加工后的尺寸精度和表面质量。
为了改善叶轮加工精度,应选择质量好的原材料,并制定相应的原材料检验和材料处理措施。
叶轮加工精度与加工工艺和设备的能力密切相关。
加工工艺的合理性和设备的稳定性是保证叶轮加工精度的关键因素。
加工过程中,应采用适当的切削参数和切削工具,确保切削效果达到最佳。
设备的稳定性和精度对叶轮加工精度的提高也起着重要的作用。
为了提高叶轮加工精度,应加强设备维护和检修,并采用先进的加工工艺和设备,如数控加工设备等。
叶轮加工精度还受到操作人员的技术水平和操作方法的影响。
操作人员应具备一定的技术水平和经验,熟悉叶轮加工工艺和设备操作规程,熟练掌握加工过程中的各项参数和工艺要求,并能及时发现和解决加工过程中的问题和难点。
操作人员还应定期进行培训和学习,提高加工技能和工作素质。
叶轮加工精度还受到加工环境和工艺流程的影响。
加工环境的清洁度和温度控制对叶轮加工精度有重要影响。
应确保加工环境的洁净度,防止杂质进入叶轮加工过程中,造成加工质量的下降。
应控制加工环境的温度,避免温度变化对加工精度的影响。
工艺流程的合理性和工序的协调性也是保证叶轮加工精度的重要因素。
应确保每个加工工序的质量和精度达到要求,并检测加工过程中的关键参数,及时调整工艺流程,保证叶轮加工精度的稳定性和一致性。
叶轮加工精度受到多个因素的影响,包括原材料质量、加工工艺和设备能力、操作人员的技术水平和操作方法,以及加工环境和工艺流程等。
为了改进叶轮加工精度,应从这些方面进行分析和改进,并制定相应的加工质量控制措施和标准。
只有全面考虑和解决这些影响因素,才能提高叶轮加工精度,满足叶轮的工作要求和使用寿命。
螺旋叶片的几种成形方法
(2) 将单片螺旋叶片坯料剪开 (见图 2 中 A 、B 两点间) 并微开角度焊接组合 ,为有利于冷拉成形 , 需将组合后的螺旋叶片 (16Mn) 进行一次再结晶退 火。
(3) 将组合螺旋叶片两端焊上工艺接头 (拉型 用) ,套在待制造的螺旋轴的轴上 ,用吊车 (吊车吨位 需根据所拉螺旋叶片具体情况选用 ,一般应不小于
收稿日期 :2006203214
·127 ·
© 1994-2008 China Academic Journal Electronic Publishing House. All rights reserved.
摘 要 : 用 MasterCAM 进行复杂曲面加工编程时 ,曲面主要加工参数的选择差异对加工质量
及加工效率均有影响 。在符合加工工艺要求的前提下 ,合理选取及优化 MasterCAM 的曲面加工参
数 ,既满足加工精度 ,又提高加工效率 。
关键词 : MasterCAM ; 加工参数 ; 优化
中图号 : TH39117
文献标识码 : A
Optimizing Select Machining Parameter of Curve Surface in
MasterCAM
DANG Xin - an , LAO Qing - hai (Mechanical and Electrical Engineering , Shanxi University of Science & Technology , Xianyang 712081 ,China)
Abstract :When using MasterCAM for programming complex surface on manufacture , the machining quality and efficiency were affected by the different selection on primary machining parameter. According to the de2 mand of machining technique , introduces some kinds of methods for optimizing the machining parameter of curve surface. As a result , the machining precision and can be met the demand and the efficiency can be im2 proved. Key words :MasterCAM ; machining parameter ; optimizing
可调螺旋桨桨叶制造工艺探讨

可调螺旋桨桨叶制造工艺探讨【摘要】采用不同制造工艺,对螺旋桨桨叶的精度等级有很大的影响。
本文通过对不同的桨叶制造工艺的探讨和分析,寻求较为经济的桨叶制造工艺组合,以满足本公司可调螺旋桨桨叶达到ISO484标准S级和级的精度要求。
【关键词】桨叶;制造工艺;精度要求1、前言我国正处于世界造船大国向世界造船强国的转型期,船舶制造业已有多元化发展趋势,但高端的船舶推进器受国外的一些知名厂家垄断,国内也只有极少数厂家能生产,而且大多数都是走的低端产品路线,目前的生产状况根本无法满足市场的需求,成为行业发展瓶颈。
国家提出发展海洋经济规划,开发高性能、高附加值的船舶装备是当今国内造船业多元化发展的方向。
用户对船舶机动性及平稳性要求越来越高。
这就要求高质量、高精度的可调螺旋桨来代替原来较为低端定距桨。
为了降低制造成本,减少设备投入,需要我们寻求较为经济的桨叶制造工艺组合。
2、桨叶毛坯的铸造工艺2.1造型工艺:通常有二种造型方法一是水玻璃粘土砂测点造型,需要工艺人员编制造型测点工艺表(下表),人工测点造型。
其优点是适用性强,生产准备时间短,无需模具(生产准备投入费用少);缺点是生产效率低,铸件质量稳定性差;适用于单件或少量生产。
二是模具树脂砂造型,需要预先制作模具,人工树脂砂模具造型。
其优点生产效率较高,铸件质量稳定;缺点是生产准备时间长,投入费用多;适用于批量生产。
综合以上二种造型方法的优缺点,采用水玻璃粘土砂测点造型制造一次性母模,以母模作模具,再进行人工树脂砂造型。
既提高了生产效率,又减少了投入费用,同时又可获得较为稳定的铸件质量。
2.2熔炼采用中频电炉熔炼,吹氮气除气除渣,炉前直读光谱检测,可获得稳定的高质量铜水。
3、桨叶的加工工艺3.1桨叶法兰的加工:首先工艺人员需要根据桨叶截面螺距及截面型值(图1)编制出桨叶截面螺距测点表(表2),划线工根据测点表划线,划出桨叶螺距基准线。
法兰加工通常采用数显坐标镗床或数控坐标镗床加工,加工内容通常是法兰底面,法兰外圆和法兰联接螺孔。
试论螺旋输送机圆柱螺旋叶片简易制作工艺及安装方法

S p i r a l Bl a d e o f S c r e w Co n v e y o r
G U0 Z a i — y u n
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
21 0 1年第 2 期 桂林 航天工 业高等 专科学校 学报 ( 总第 6 2期) J U N LO ULN C L E EO E O P C E HN L G O R A FG II O L G FA R S A ET C O O Y 姚俊 蒲 姚俊 菁/ 文
料并 压 成 形 后 组 装 而成 , 作 螺 旋 叶 片 首 先 要 算 出单 片 叶 制 片 的下 料 尺 寸 。方 法 如 下 : 如 图 2a 示 , 中 D、 、 、 -所 其 d b h尺 寸为 叶 片成 形 尺 寸 , 用
拼长 且 尺 寸 误 差 大 , 矫 正 ; 焊 变 形 后 又 需 矫 正 、 缝 需 需 拼 焊 修磨 等 。 出现 工 序 多 , 工作 量 大 , 产 效 率 低 下 。 生 () 3 只适 合 大批 量 生 产 , 于 单 件 或 小 批 量 生 产 时 成 本 用
将 螺 旋 输 送 机 整 段 螺 旋 叶 片 分 成 单 片 来 下 料 压 制 , 后 在 然
工装 夹 具 上 将 螺 旋 管 和 叶 片 组 装 拼 接 焊 接 , 对 局 部 变 形 并
作 的需 要 设 计 , 格 多 种 多 样 , 以 为 满 足 不 同 要 求 的需 规 所
要 , 送物料除了动力外 , 旋 叶片须 制作成一定 的形状 , 输 螺
形模 , 年下来规格多 , 模量就大 , 作模具成本高 。 一 制 制 () 2 螺旋 输 送 机 整 条 螺 旋 叶 片 较 长 , 条 螺 旋 叶片 需 分 整
单 片下 料 、 片 加 热压 制 、 件 成 形 后 与 螺 旋 轴 装 配 时拼 接 单 单
() 旋 叶 片 由数 片 单 一 相 同 尺 寸 的 叶 片 通 过 放 样 下 1螺
姚 俊 蒲
( 西二 轻技 工 学校 广
姚 俊 菁
广 西 南 宁 50 0 ) 3 0 1
摘 要
针对传统 的螺旋 叶片制作 和装 配工艺存在 的问题 , 大量 工艺试验 的基础上 , 在 对传统 的螺 旋叶 片制 作和装配
方 法 加 以改 进 , 出 了将 螺 旋 叶 片 加 热 压 制 成 形 工 具 改 为 拉 延 成 形 工 具 等 工 艺 的 改 进 措 施 , 仅 使 螺 旋 叶 片 提 不 的性 能 达 到 了设 计 要 求 , 且 新 工 艺 方 法 缩 短 了操 作 时 问 , 而 提高 了效 率 。
2 1 螺 旋 输 送 机 的 结 构 及 其 以常 用 圆柱 螺 旋 输 送 机 为例 加 以说 明 :
常 用 圆柱 螺 旋 输 送 机 的简 易结 构 如 图 1 示 : 所 其 工 作 原 理 是 将 物 料 从 一 端 入 口进 入 , 过 圆 柱 螺 旋 通
关 键 词 螺旋 叶片; 通用成形工具 ; 效率
中 图 分 类 号 : G 5.5 T 362
文 献标 志码 : A
文 章 编 号 :09 0 32 1)2 13 2 10— 3 (010— 5— 1 0 0
1传 统 的 螺 旋 叶 片 制 作 和 装 配 工 艺 存 在 的
问题
螺 旋 输 送 机 广 泛 应 用 于 矿 山 、 口、 泥 制 品 厂 、 品 港 水 食
高, 产效率低 。 生
作 图法 求 叶 片 下料 尺寸 :
① 在 图 2a上 的 水 平 高 h向 右 划 水 平 线 , 作 垂 线 - 并
2 改进 对 策 与 制作
针 对 传 统 的螺 旋 叶 片 制 作 和 装 配 工 艺 存 在 的 问 题 , 在
大量 工 艺 试 验 的基 础 上 , 出 新 的对 螺 旋 输 送 机 的制 作 工 提
21 0 1年 第 2期
( 第 6 总 2期 )
桂 林航 天工 业高等 专科 学校 学报
J OUR L OFG LN OL E E O RO P ETE NA UI I C L G F AE S AC CHNO O L GY 机 电技 术 应 用
螺旋 叶 片制 作 装配 工 艺 的 改 进
/
\一 / \ / \
厂等 方 面 , 为 厂 矿企 业 物 料 输 送 的 一 种 常 用 设 备 , 具 有 作 它
着 广 泛 的应 用 前 景 。螺 旋 叶片 制 作 和装 配 传 统 工 艺 方 法 是
I/ \/ \ \ /
图 1 圆柱 螺 旋 输 送 机 的 简 易结 构 图
③ 连 线 AC、 AD, AC为 内螺 旋线 的实 长 L , 故 AD 为
AB— h。
② 在水平线上取 B C=7 , D=7 r B d c D。
艺 , 由 原来 对螺 旋 叶 片 加 热 压 制 成 形 工 具 改 为 拉 延 成 形 即 工 具 , 由单 一 规 格 压 模 扩 宽 多 种 规 格 功 能 , 并 由单 件 组 装 拼 接 拼 长 再 装 焊 改 为先 将 各 螺 旋 叶 片 拼 焊 成 整 条 , 后 对 整 然 条 螺 旋 叶片 进 行 拉 延 成 形 同 时装 配 焊接 。具 体 操 作 过 程 及 相 关 内容 介 绍 如 下 :
输 送 叶 片 的转 动 送 到 指 定 的 出 口 , 送 出 的 物 流 量 是 按 工 被
() c
图 2 螺 旋 叶片 下 料 尺 寸 作 图 法 示 意 图
*
作 者 简 介 : 俊 蒲 ( 9 7) , 西 南 宁 人 。教 师 研 究 方 向 : 械 制 造 及 改 造 。 姚 17 一男 广 机
进 行 矫 正 。其 特 点 是 : () 1 每种 尺 寸 型 号 的 螺 旋 叶 片要 成 形 都 需 制 作 一 个 压
并 要 符 合 实 际使 用 性 能及 图 纸要 求 , 括 下 料 尺 寸 的计 算 、 包
下料 方 法 。 2 1 1 下 料 尺 寸 的 计 算 . .