线切割快走丝和中走丝的区别【深度解读】
线切割的加工价格计算方法

线切割在现在的生产加工中,使用得很常见。
在计算价格的过程中,通常会使用加工面积来报价。
所以经常看到有人问:线切割加工多少钱一平方。
不过在线切割加工中,会有这样一条规定,那就是厚度如果小于20mm的,加工的费用会按照20mm来计算。
大于20mm的,就是按照实物来进行计算。
从工时上计算线切割的价格:加工费的计算是普通快走丝形成500mm以下为5元每小时,大于500mm的为8—10元每小时、斜度小于5度的为8元每小时,大于5度的为12元每小时。
中走丝为15元每小时。
从面积上计算线切割的价格:快走丝常规的生产为0.3元每平米,(注:如果出现大斜度、加工工序繁杂的就另行计算)。
中走丝一般为1元每平米,(注:如遇到加工方法复杂的情况,可适当提高报价)。
线切割加工费的计算线切割分为快走丝与慢走丝,普通线切割一般按线割面积算,工件高度也高相应价也会高。
慢走丝的价格大概是普通线切割的10倍左右。
慢走丝加工在江浙地区一般按每小时60元(切割平均效率40-60mm/min),但精度高一点的模具切割要到80元,因为一旦报废需要陪付材料费。
1、单件或者小批量的加工线切割加工费=(切割截面面积/1200)*5 注:1小时线切割1200平方毫米,一般收费5元。
2、大批量:价格可以略低于这个标准加工时间计算:所需要时间=加工截面积/(1200-1800),注:1200—1800是一个可以进行调节的参数,不过大部分的加工都会选择1500这个中间数,这样在乘以每小时加工费就可以得出大批量加工的价格。
快丝的话有的可以0.01元/mm,也有0.005元/mm,也有10元/小时的加工费用计算。
慢走丝加工割一刀0.03元/mm,慢走丝加工割两刀0.038元/mm,慢走丝加工割三刀0.045元/mm,慢走丝加工割四刀0.055元/mm。
在进行线切割报价的过程中,线切割加工多少钱一平方因为地区或者材料的不同也会有一定的差别。
如果按照市场价进行报价的话,或多或少会出现一些误差。
线切割分为快走丝与慢走丝,请问这两种加工方法的加工费用如何计算

shenqingy 2008-07-26 16:13
我们这里8元一工时
仁道注义 2009-04-04 10:28
请问一下浙江江山的线切割加工费是多少
7123 2009-04-04 12:23
要穿孔引丝的要贵多少?
jin8 2009-04-04 14:00
线切割分为快走丝与慢走丝,请问这两种加工方法的加工费用如何计算。谢谢。
lvyaosir 2007-03-05 15:55
普通线切割一般按线割面积算,工件高度也高相应价也会高
慢走丝的价格大概是普通线切割的10倍左右
mjt1977 2007-03-06 15:40
Quote:
我们单位是按照0.1元/平方厘米
dongxin1981 2008-07-24 09:00
你们都是哪里人啊 价格都这么高啊 我们杭州割产品有时很没有5元一个工时呢
keiyiyi 2008-07-25 20:27
我确认过的,一般都是按加工截面积计算的
这个应该是对的
每个地方不一样
仁道注义 2009-04-06 21:17
根据我的了解,加工费用跟材料的厚度.材质.和加工的难易度.批量的大小等等都有关系.所以有不同的差价.
zfx_988120 2009-05-07 14:48
招聘(广告)慢走丝加工割一刀0.03MM
慢走丝加工割两刀0.038MM
yanrc 2007-04-06 10:25
标准计费方法:0.08元/平方毫米.
fyl63 2007-04-06 10:46
普通线切割;截面积/1200*工时单价.慢走丝线切割约为普通的十倍.
tiger.stone 2007-04-06 11:27
机工社模具制造工艺 第2版教学课件-项目三 任务二 侧板凸凹模零件加工与工艺卡编制

材 料 Cr12MoV
数量
1
序号 工序名称
工序(工步)内容
工时
钻6-M12的螺纹底孔、攻丝6-M12深25,
5
钳工 钻两个销钉孔的穿丝孔2-φ5
检验
6 热处理a0.8μm 7 平磨
及厚度尺寸35mm,磨侧面基准 B
基于A、B基准,线切割凹模型孔及两个
快走丝线切割
慢走丝线切割
8~10m/s
低于0.2m/s
双向走丝,往复循环
单向走丝,不循环
钼丝, фd为0.1-0.2mm 铜丝, фd为0.1-0.2mm
乳化液或去离子水(冲水) 去离子水(浸没)
0.01~0.02mm, Ra1.6~3.2μm
0.002~0.005mm, Ra0.1~0.8μm
不同类型的机床在走丝速度、加工精度、液体介质、机床价格与 加工工时费等方面都有不同。
项目三 任务二 侧板凸凹模零件加工与工艺卡编制
凹模零件工序图
调整工艺路线: 1、备料:锻件 2、铣:各平面 3、平磨:上下面,基准面B 4、加工中心:点孔;钻、铰基准孔A 5、钳工:【划线、点孔、钻孔、铰孔、攻丝】 6、热处理:淬火 7、平磨:上下面,基准面B 8、线切割:凹模刃口、两个销钉孔
穿丝孔
相同点: (1)线切割加工的电压、电流波形与电火花加工的基本相似。由于工 具电极是直径较小的细金属丝,故脉冲宽度及平均电流等不能太大, 电参数范围较小,属中、精正极性加工,工件常接电源正极。 (2)由线切割加工机理可加工硬质合金等一切导电材料。 不同点: (1)不需要制作电极,可节约电极设计、制造费用,缩短生产周期。 (2)采用水或水基工作液,不会引燃起火。 (3)电极损耗极小,有利于加工精度的提高。 (4)能方便地加工出形状复杂、细小的通孔和外表面。由于切缝很窄 ,去除的材料为整块材料,可用作其他零件,节约贵重金属。
快走丝、慢走丝和中走丝
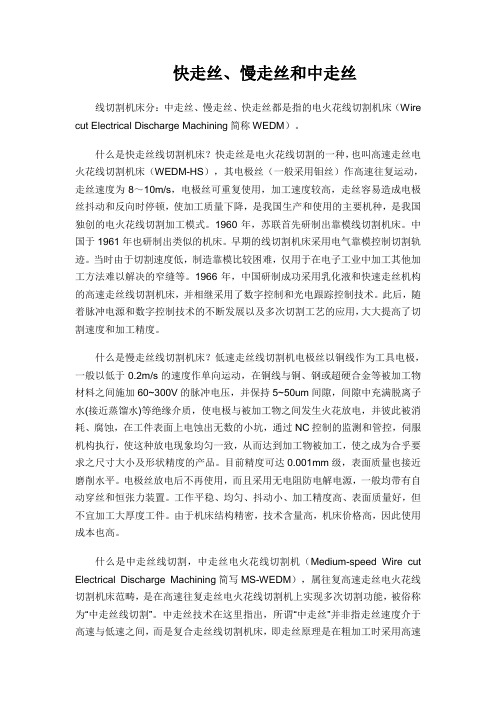
快走丝、慢走丝和中走丝线切割机床分:中走丝、慢走丝、快走丝都是指的电火花线切割机床(Wire cut Electrical Discharge Machining简称WEDM)。
什么是快走丝线切割机床?快走丝是电火花线切割的一种,也叫高速走丝电火花线切割机床(WEDM-HS),其电极丝(一般采用钼丝)作高速往复运动,走丝速度为8~10m/s,电极丝可重复使用,加工速度较高,走丝容易造成电极丝抖动和反向时停顿,使加工质量下降,是我国生产和使用的主要机种,是我国独创的电火花线切割加工模式。
1960年,苏联首先研制出靠模线切割机床。
中国于1961年也研制出类似的机床。
早期的线切割机床采用电气靠模控制切割轨迹。
当时由于切割速度低,制造靠模比较困难,仅用于在电子工业中加工其他加工方法难以解决的窄缝等。
1966年,中国研制成功采用乳化液和快速走丝机构的高速走丝线切割机床,并相继采用了数字控制和光电跟踪控制技术。
此后,随着脉冲电源和数字控制技术的不断发展以及多次切割工艺的应用,大大提高了切割速度和加工精度。
什么是慢走丝线切割机床?低速走丝线切割机电极丝以铜线作为工具电极,一般以低于0.2m/s的速度作单向运动,在铜线与铜、钢或超硬合金等被加工物材料之间施加60~300V的脉冲电压,并保持5~50um间隙,间隙中充满脱离子水(接近蒸馏水)等绝缘介质,使电极与被加工物之间发生火花放电,并彼此被消耗、腐蚀,在工件表面上电蚀出无数的小坑,通过NC控制的监测和管控,伺服机构执行,使这种放电现象均匀一致,从而达到加工物被加工,使之成为合乎要求之尺寸大小及形状精度的产品。
目前精度可达0.001mm级,表面质量也接近磨削水平。
电极丝放电后不再使用,而且采用无电阻防电解电源,一般均带有自动穿丝和恒张力装置。
工作平稳、均匀、抖动小、加工精度高、表面质量好,但不宜加工大厚度工件。
由于机床结构精密,技术含量高,机床价格高,因此使用成本也高。
中走丝的优点有哪些?

中走丝的优点有哪些?随着现代加工技术的不断发展,越来越多的加工企业开始使用中走丝加工技术,以提高生产效率、缩短加工周期、降低生产成本、提高产品质量等方面取得更好的表现。
那么,到底什么是中走丝?中走丝的优点又是什么呢?本文就为大家详细介绍一下。
一、什么是中走丝中走丝,也叫中心孔线切割加工,是一种高效且精确的加工方式。
中心孔线切割是指将自取线针通过齿轮驱动推动工件做旋转摆动运动,在刚性和稳定的钢管孔中插入电极丝,在电解液的作用下实现切割加工的过程。
二、中走丝的优点1、高效率和精度中走丝可完成复杂的形状和精度高的加工,而且速度较快,切割质量稳定可靠。
传统的加工方式常常需要较长的时间和复杂的工艺过程,但中走丝可以将加工时间大大缩短,提高工作效率。
其精度是其它加工方式难以达到的,能够满足高精度零件的加工需求。
2、减少材料浪费传统的加工方式往往存在很多的材料浪费。
而中走丝加工则可以减少浪费的发生,降低材料和能源的消耗。
中走丝可精确控制加工尺寸和形状,能够充分利用材料,提高材料利用率。
3、提高产品质量和稳定性中走丝加工可控性极强,能够成功地解决产品难以让传统加工方式加工出来的问题。
中走丝加工可有效地控制切割形状和精度,充分保证产品质量并降低产品的不良率,使产品的稳定性获得了大大提升。
4、节约成本相比传统的加工方式,中走丝加工可以在短时间内完成加工,不仅减少了加工时间,而且还节约了材料和电能等资源的成本。
另外,中走丝技术可以大量减少环境污染、降低噪音和杂音等不良影响,以更低的成本产生更高的生产效率。
5、智能化和自动化生产中走丝技术是一种智能化生产方式,可依据指定参数自动化地完成加工任务。
相比传统的加工方式,中走丝加工在生产过程中不需要人工干预,不仅省去了人工制造的误差,而且在生产效率中具有明显优势。
具有网络化、智能化的特点,是新时代智能制造的重要组成部分。
三、总结中走丝技术是当今加工行业中最流行的一种加工方式,中走丝其优势显著。
慢走丝、中走丝、快走丝的相同点和不同点
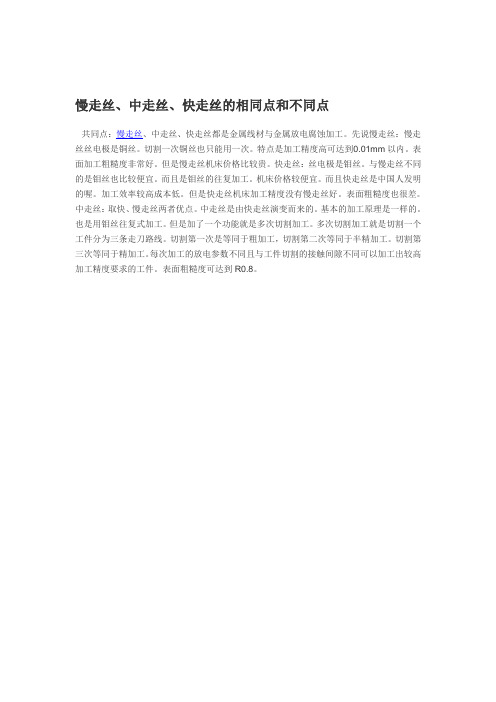
慢走丝、中走丝、快走丝的相同点和不同点
共同点:慢走丝、中走丝、快走丝都是金属线材与金属放电腐蚀加工。
先说慢走丝:慢走丝丝电极是铜丝。
切割一次铜丝也只能用一次。
特点是加工精度高可达到0.01mm以内。
表面加工粗糙度非常好。
但是慢走丝机床价格比较贵。
快走丝:丝电极是钼丝。
与慢走丝不同的是钼丝也比较便宜。
而且是钼丝的往复加工。
机床价格较便宜。
而且快走丝是中国人发明的喔。
加工效率较高成本低。
但是快走丝机床加工精度没有慢走丝好。
表面粗糙度也很差。
中走丝:取快、慢走丝两者优点。
中走丝是由快走丝演变而来的。
基本的加工原理是一样的。
也是用钼丝往复式加工。
但是加了一个功能就是多次切割加工。
多次切割加工就是切割一个工件分为三条走刀路线。
切割第一次是等同于粗加工,切割第二次等同于半精加工。
切割第三次等同于精加工。
每次加工的放电参数不同且与工件切割的接触间隙不同可以加工出较高加工精度要求的工件。
表面粗糙度可达到R0.8。
快、慢走丝数控电火花线切割机床的主要区别

快、慢走丝数控电火花线切割机床的主要区别
比较项目快走丝数控线切割机
床慢走丝数控线切割割机床
走丝速度/m . S-
常用值8~10
常用值O.00l~o.25
电极丝工作状态往复供丝,反复使用单向运行,一次性使使
用
电极丝材料钼、钨钼合金黄铜、铜、以铜为主体)
合金1或镀覆材料、钼
丝
电极丝直径/m 0.03一0.25,常用0.
12-0.20 0.003一0.30,常用值0.20
工作电极丝长度/m 200左右数千
穿丝方式只能手工可手工,可自动电极丝振动较大 1 较小
运丝系统结构简单微信公众号:
hcsteel
复杂
脉冲电源开路电压80~100V,
工作电流1~5A 开路电压300V左右,工C作电流1~32A
单面放电间隙/mm 0. 01~0.03 0. 01~0。
12
工作液线切割乳化液或水基I 去离子水,有的场
工作1液等合用煤油
工作液电阻率/kQ.cm 0. 5-50 1 10~100
导丝机构形式导轮,寿命较短导向器,寿命较长机床价格便宜|昂贵。
快走丝改为中走丝

快走丝线切割改为中走丝线切割
快走丝线切割机和中走丝线切割机同属于电火花线切割机范畴(高速走丝),目前国家还没有对中走丝线切割机有规范的标准和定义,线切割机行业普遍使用的标准是
快走丝线切割机和中走丝线切割机的一般区别是:
走丝线切割机和快走丝线切割机相比,都有明显的优势。
快走丝线切割机如何成功改造成为中走丝线切割机
首先的一个前提就是原有快走丝线切割机的机身是严格按照国标GB/7926-2005的要求来制作的,机床丝杆,导轨的精度,零部件材料尺寸大小的要求都要符合标准。
其次,去掉原有快走丝线切割机机床床身上的所有电器和编控电器,重新进行中走丝线切割机的改造配置:
一.根据用户需要,配置含有编控一体化软件的中走丝控制柜(含机床电器,中走丝脉冲电源,电脑,驱动功放电源,运丝驱动的变频器)
二.更换水泵,改为高压泵,增加线切割工作液的过滤滤芯,原来用的乳化油或者皂化液改为中走丝专业用的水基型工作液。
三.在原有快走丝线切割机的基础上增加导丝眼模和喷水板装置,保证钼丝抖动的稳定性。
中走丝线切割机改造完成后,还要进行调试切割,这是一项十分艰巨的工作,同时给编控软件定义参数,调整水压,矫正眼模,对线切割加工件的精度和表面粗糙度进行测量,这些工作不亚于对一台新的中走丝线切割机进行联机和调试。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
线切割快走丝和中走丝的区别
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、数控系统、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
“中走丝”应该准确地叫“多速走丝”。
其原理是对工件作多次反复的切割,开头用较快丝筒速度、较强高频来切割,就如现在的快走丝线切割,最后一刀用较慢丝筒速度、较弱高频电流来修光,从而提高了加工光洁度
;而且丝速减低后,导轮和轴承的抖动少了,加工精度也提高了;另外,第一刀以最快的速度切割,后来的切割和修光的切割量都非常少,因此,一般三刀切割的时间加起来也比
快走丝的一刀切割要快。
因此,“中走丝”机床要是使用得当,对光洁度、精度和速度都能大大的改善知道点了但我还是不信采用开环控制的快丝能多次切割,我试过效果不好。
还不如我用大电流小脉宽做出来的活好呢,但用过小的脉宽对丝寿命不利多次切割虽并不象有些人吹嘘的那么神,其作用还是应该肯定的。
理由是:第一刀先消除了材料的内应力,使工件的变形变定了,第二刀因为只是靠边切割,精度就可大为提高。
在实际应用中,我们是这样考虑的,第一刀开料,第二刀按尺寸切割,第三刀在工件表面走一走光洁度。
参数掌握好,作用还是明显的。
我们一般都是第一刀补偿取钼丝半径的2倍少一两个c,第二刀按老方法补偿(参看我们说明书第33页:对18c钼丝,第一刀补偿取0.16,第二刀取0.1)。
第一刀因为用宽脉冲,切割速度可以很快,钼丝损耗又少,三刀切割的时间加起来也比老方法一刀切割要快。
至于光洁度,机床的机械精度就是十分关键的,包括拖板和运丝机构都要做的非常好才行,有厂家吹他们的“中走丝”光洁度怎么好、怎么好,接进慢走丝啦、等等,结果,用沙
纸一打,就原形毕露了。
归纳起来,多次切割可在技术条件提高不多的情况下,较大地提高精度和效率,光洁度有改善但不显著。
这个所谓“中走丝”,如果捧得太高,就是“假”东西了,但要是脚踏实地地去做,应该说,对快走丝的改进作用还是有的。
这样说我比较认同!经实验冲水的好坏对光洁度影响也是比较大的
内容来源网络,由深圳机械展收集整理!
更多相关内容,就在深圳机械展!。