金属板技术规格说明
金属材料手册范本
金属材料手册本手册以现行的国家、行业和企业标准为基础,结合公司开发、生产的实际需要而编写的。
选用其中的材料品种、牌号、规格和标记,能够从设计、制造、采购和管理等各个环节有效降低成本,同时方便各类人员快速查询和使用,提高工作效率。
本手册包括黑色金属材料、有色金属材料两部分,同时附表为我司现有产品的标记示例。
使用本手册应该注意一下几点:1.在进行新产品设计、老产品改进和工艺工装设计时,应优先选用本手册中的材料。
2.填写材料标记时,应按本手册中的标记示例进行填写,对过长的标记,可视具体情况省略或免去材料名称,如:黄铜棒H62Y2 Φ30 GB/T4423-2007可简化为:棒H62Y2 Φ30 GB/T4423-2007或H62Y2 Φ30 GB/T4423-20073.本手册中的材料不能满足设计需要时,设计人员可选用手册以外的材料,同时将材料信息通过电话或邮件反馈。
目录第一部分黑色金属材料表1 薄钢板 (1)GB/T 912-1989 碳素结构钢热轧薄钢板 (1)GB/T 11253-2007 碳素结构钢冷轧薄钢板 (1)GB/T 710-2008 优质碳素结构钢热轧薄钢板 (2)GB/T 13237-1991 优质碳素结构钢冷轧薄钢板 (3)GB/T 3279-2009 弹簧钢热轧薄钢板 (4)GB/T 3280-2007 不锈钢冷轧钢板 (5)GB/T 5213-2008 深冲压用冷轧薄钢板 (6)GB/T 2518-2008 连续热镀锌钢板 (7)GB/T 15675-2008 连续电镀锌冷轧钢板 (8)GB/T 2520-2008 冷轧电镀锡薄钢板 (9)表2 厚钢板 (10)GB/T 3274-2007 碳素结构钢和低合金结构钢热轧厚钢板 (10)GB/T 3278-2001 碳素工具钢热轧钢板 (10)GB/T 711-2008 优质碳素结构钢热轧厚钢板 (11)GB/T 3275-1991 汽车制造用优质碳素结构钢热轧钢板 (11)表3 钢带 (12)YB/T 5058-2005 弹簧钢、工具钢冷轧钢带 (12)YB/T 5063-2007 热处理弹簧钢带 (12)GB/T 3522-1983 优质碳素结构钢冷轧钢带 (13)GB/T 8749-2008 优质碳素结构钢热轧钢带 (13)GB/T 716-1991 碳素结构钢冷轧钢带 (14)YB/T 5059-2005 低碳钢冷轧钢带 (15)GB/T 3280-2007 不锈钢冷轧钢带 (16)GB/T 4238-2007 耐热钢冷轧钢带 (17)表4 钢丝(圆、方、六角)、钢丝绳 (18)GB/T 4357-2009 碳素弹簧钢丝 (18)GB/T 4358-1995 重要用途碳素弹簧钢丝 (18)GB/T 18983-2003 油淬火、回火弹簧钢丝 (19)GB/T 3206-1982 优质碳素结构钢丝 (20)GB/T 5952-1986 碳素工具钢丝 (21)GB/T 4240-2009 不锈钢丝 (22)GB/T 3079-1993 合金结构钢丝 (22)YB(T)11-1983 弹簧用不锈钢丝 (23)GB/T 5953-2009 冷镦钢丝 (23)GB/T 4232-2009 冷顶锻用不锈钢丝 (24)GB 8918-2006 重要用途钢丝绳 (25)GB/T 14451-2008 操纵用钢丝绳 (26)表5 冷拉钢(圆、方、六角) (27)GB/T 3078-2008 优质结构钢冷拉钢材 (27)表6 钢管 (28)GB/T 8162-2008 结构用无缝钢管 (28)GB/T 14975-2002 结构用不锈钢无缝钢管 (29)GB/T 3639-2009 冷拔或冷拉精密无缝钢管 (30)GB/T 11258-1989 双层卷焊钢管 (30)GB/T 13793-2008 直缝电焊钢管 (31)YB/T 5209-2000 传动轴用电焊钢管 (31)表7 型钢(圆钢、方钢、扁钢) (32)GB/T 699-1999 优质碳素结构钢 (32)GB/T 700-2006 碳素结构钢 (33)GB/T 3077-1999 合金结构钢 (34)GB/T 1298-2008 碳素工具钢 (35)GB/T 1222-2007 弹簧钢 (35)GB/T 1220-2007 不锈钢棒 (36)GB/T 1221-2007 耐热钢棒 (37)GB/T 715-1989 标准件用碳素钢热轧圆钢 (38)GB/T 5216-2004 保证淬透性结构钢 (38)表8 铸钢 (39)GB/T 11352-1989 一般工程用铸造碳钢件 (39)表9 粉末冶金铁基结构材料 (40)GB/T 14667.1-1993 粉末冶金铁基结构材料:烧结碳钢、烧结铜钢 (40)表10 宝钢企业标准钢板、钢带(冷轧部分) (41)Q/BQB 402-2003 冷连轧碳素钢板及钢带 (40)Q/BQB403-2003 冷连轧低碳钢板及钢带 (42)表11 宝钢企业标准钢板、钢带(热轧部分) (43)Q/BQB 302-2003 冷成型用热连轧钢板及钢带 (43)Q/BQB 303-2003 结构用热连轧钢板及钢带 (44)Q/BQB 310-2003 汽车结构用热连轧钢板及钢带 (45)BZJ 305-2003 深冲用热连轧钢带 (46)表12宝钢企业标准盘条 (47)Q/BQB 517-2003 冷镦钢盘条 (47)第二部分有色金属材料表1 棒材(圆、方、六角) (48)GB/T 4423-2007 铜及铜合金拉制棒 (48)GB/T 3191-1998 铝及铝合金挤压棒材 (49)表2 线材 (50)GB/T 21652-2008 铜及铜合金线 (51)表3 板材 (52)GB/T 2040-2008 铜及铜合金板材 (52)表4 带材 (53)GB/T 2059-2008 铜及铜合金带材 (54)表5锭材 (55)GB/T 8738-2006 铸造用锌合金锭 (55)第三部分副表表1 薄钢板序号材料名称牌号材料标准编号品种规格(厚度mm)品种规格标准编号有关规定标记示例1 碳素结构钢热轧薄钢板Q195、Q235A、Q235B、GB/T912-1989(代替GB912-82)0.3、0.4、0.6、0.7、0.8、1.0、1.2、1.4、1.5、1.6、1.8、2.0、2.2、2.3、2.5、3.0、3.2、3.5、4.0GB/T709-2006(代替GB 709-1988)尺寸精度:普通厚度精度PT.A;较高厚度精度PT.B;名称厚度-尺寸精度-标准编号牌号-标准编号钢板1989-GB/T912-Q235A2006-GB/T709-PT.A-3.002碳素结构钢冷轧薄钢板Q195、Q235A、Q235B、GB/T11253-2007(代替GB/T11253-1989)0.30、0.40、0.60、0.70、0.80、1.00、1.20、1.40、1.50、1.60、1.80、2.00、2.20、2.30、2.50、3.00、3.20、3.50、4.00GB/T708-2006(代替GB/708-1988)1、尺寸精度:普通厚度精PT.A;较高厚度精PT.B;2、不平度精度普通不平度精度PF.A;较高不平度精度PF.B;3、说明事项普通不平度精度不作标记,较高不平度精度应在图纸技术要求中说明。
宝钢先进高强钢数据手册说明书

2019 CREATION BEYOND VISION01宝钢先进高强钢家族1.1 概述1.2 产品种类1.3 高强钢应用性能及试验方法1.3.1 力学性能与硬化曲线1.3.2 成形极限1.3.3 扩孔率1.3.4 动态力学性能1.3.5 疲劳性能1.3.6 延迟开裂性能1.4 宝钢汽车板材料数据服务0101020703淬火延性钢3.1 概述3.2 常用牌号和命名规则3.3 微观组织3.4 力学性能3.5 成形性能3.5.1 成形极限3.5.2 扩孔率3.6 点焊性能3.7 服役性能3.7.1 动态力学性能3.7.2 疲劳特性3.7.3 延迟开裂特性3.8 应用案例3.9 可供规格28282829303135373704马氏体钢4.1 概述4.2 常用牌号和命名规则4.3 牌号对照 4.4 微观组织 4.5 力学性能 4.6 成形性能 4.6.1 成形极限 4.6.2 扩孔率 4.7 点焊性能 4.8 服役性能 4.8.1 动态力学性能 4.8.2 疲劳特性 4.8.3 延迟开裂特性 4.9 应用案例4.10 可供规格3838393940414144454502双相钢2.1 概述2.2 常用牌号和命名规则2.3 牌号对照2.4 微观组织2.5 力学性能2.6 成形性能2.6.1 成形极限2.6.2 扩孔率2.7 点焊性能2.8 服役性能2.8.1 动态力学性能2.8.2 疲劳特性2.8.3 延迟开裂特性2.9 应用案例2.10 可供规格0909********1623252607孪晶诱发塑性钢7.1 概述7.2 常用牌号和命名规则7.3 微观组织7.4 力学性能7.5 成形性能7.5.1 成形极限7.5.2 扩孔率7.6 点焊性能7.7 服役性能7.7.1 动态力学性能7.7.2 延迟开裂特性7.8 应用案例7.9 可供规格61616162626364646406相变诱导塑性钢6.1 概述6.2 常用牌号和命名规则6.3 牌号对照6.4 微观组织6.5 力学性能6.6 成形性能6.6.1 成形极限6.6.2 扩孔率6.7 点焊性能6.8 服役性能6.8.1 动态力学性能6.8.2 疲劳特性6.8.3 延迟开裂特性6.9 应用案例6.10 可供规格535353545455 5658596008热冲压成形钢8.1 概述8.2 常用牌号和命名规则8.3 牌号对照8.4 微观组织8.5 连续冷却转变(CCT)曲线8.6 力学性能8.7 点焊性能8.8 服役性能8.8.1 动态力学性能 8.9 应用案例8.10 可供规格6565656666676769707009高强钢零件产品与工艺设计建议9.1 产品形状的设计9.2 冲压工艺设计9.3 冲压模具设计9.4 模具加工、调试和验收7172737405复相钢5.1 概述5.2 常用牌号和命名规则5.3 牌号对照5.4 微观组织5.5 力学性能5.6 成形性能5.6.1 成形极限5.6.2 扩孔率5.7 点焊性能5.8 应用案例5.9 可供规格464646474849 49525210宝钢试验设备75宝钢超轻型白车身(BCB)的高强钢应用1.2 产品种类先进高强度钢板主要指以相变强化为主要强化方式的一类钢板,包括双相钢(Dual Phase Steel,DP)、相变诱发塑性钢(Transformation Induced Plasticity Steel,TRIP)、孪晶诱发塑性钢(Twinning Induced Plasticity Steel,TWIP)、复相钢(Complex Phase Steel,CP)和马氏体钢(Martensitic Steel,MS)等,如下图所示。
图样中型材的标注方法

W18Cr4V -GB 9943
用W18Cr4V高速工具钢轧制,边长为25mm,允许偏差为2组。
冷拉方钢
冷拉11-20-GB/T 905
方钢45–GB/T 3078
用45号优质碳素钢轧制,边长为20mm,允许偏差为11级。
冷拉11-20-GB/T 905
方钢40Cr–GB/T 3078
用40Cr钢锻制,边长为20mm,允许偏差为11级。
锻制方钢
50-1-GB/T 908
40Cr - GB/T 3077
用40Cr钢轧制,边长为50mm,允许偏差为1组。
120-2-GB/T908
W18Cr4V -GB 9942
用W18Cr4V高速工具钢轧制,边长为120mm,允许偏差为2组。
— 5 —
普通碳素结构钢热轧钢带
热轧钢带
B3-3×110 GB/T 3524
用B3轧制,尺寸为3×110,mm。
优质碳素结构钢冷轧钢带
钢带
15- P-Ⅰ-Q-Y-1×50 GB/T 3522
用15号钢轧制,普通精度(P),表面质量Ⅰ组,切边(Q),半硬态(Y)。
优质碳素结构钢热轧钢带
热轧钢带
20-P-BQ-3×200-GB/T 8749
25-2-GB/T 702
Q235-A·F-GB 700
用Q235-A·F碳素结构钢轧制,边长为25mm,允许偏差为2组。
25-2-GB/T 702
40Cr-GB/T 3077
用40Cr合金结构钢轧制,边长为25mm,允许偏差为2组。
25-2-GB/T 702
T10-GB 1298
用T10碳素工具钢轧制,边长为25mm,允许偏差为2组。
压型钢板、夹芯板屋面及墙体建筑构造
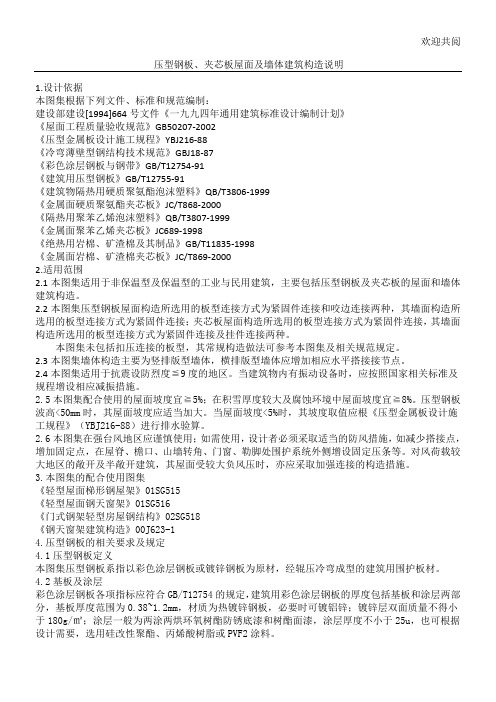
欢迎共阅压型钢板、夹芯板屋面及墙体建筑构造说明1.设计依据本图集根据下列文件、标准和规范编制:建设部建设[1994]664号文件《一九九四年通用建筑标准设计编制计划》 《屋面工程质量验收规范》GB50207-2002 《压型金属板设计施工规程》YBJ216-88 《冷弯薄壁型钢结构技术规范》GBJ18-87 《彩色涂层钢板与钢带》GB/T12754-91 《建筑用压型钢板》GB/T12755-912.2.12.2其墙面2.32.42.5波高2.63.《门式钢架轻型房屋钢结构》02SG518 《钢天窗架建筑构造》00J623-14.压型钢板的相关要求及规定 4.1压型钢板定义本图集压型钢板系指以彩色涂层钢板或镀锌钢板为原材,经辊压冷弯成型的建筑用围护板材。
4.2基板及涂层彩色涂层钢板各项指标应符合GB/T12754的规定,建筑用彩色涂层钢板的厚度包括基板和涂层两部分,基板厚度范围为0.38~1.2mm ,材质为热镀锌钢板,必要时可镀铝锌;镀锌层双面质量不得小于180g/㎡;涂层一般为两涂两烘环氧树酯防锈底漆和树酯面漆,涂层厚度不小于25u ,也可根据设计需要,选用硅改性聚酯、丙烯酸树脂或PVF2涂料。
压型钢板常用板厚为0.5~1.0mm。
4.3压型钢板板长在施工现场轧制的压型钢板,根据吊装条件,应尽量采用较长尺寸的板材,以减少纵向接缝,防止渗漏;在工厂轧制的压型钢板,受运输条件限制,一般板长宜在12m之内。
压型钢板加工成型的质量要求与允许尺寸公差应符合《压型金属板设计施工规程》(YBJ216-88)的规定。
4.4压型钢板技术参数4.4.1板挠度与跨度比宜符合以下限制:a.墙板:1/200b.屋面板:屋面坡度<5%1/300屋面坡度≧5%1/2504.4.24.4.34.54.5.14.5.2350mm120mm4.5.34.64.6.1墙面4.6.23 4.6.3保温层靠向室内一侧宜增设隔汽层,隔汽层材料可采用铝箔、聚丙烯膜等。
压型金属板屋面说明

压型金属板屋面说明1.压型金属板屋面的材料1.1压型金属板屋面的板材主要包括压型金属板和圧型金属面绝热夹芯板1.2压型金属板屋面可按单体工程设计,选用镀层钢板、浍层钢板、铝合金板、不锈钢板和钛锌板等金属板材。
压型金属板屋面的金属板材及其配套的紧固件、密材料,其材料的品种、规格和性能等应符合国家现行有关材料标准的规定。
1.3压型金属板屋面的全属板应按维护结构进行设计,并应具有相应的承载力、刚度、稳定性和变形能力。
1.4压型金属板屋面设计应根据当地风荷载、结构形体、热工性能、屋面度等情况,采用相应的压型金属板型及构造系统。
1.5压型金属屋面板应按单体工程设计要求提供抗风揭试验验证报告。
1.6彩色涂层钢板应符合现行《彩色涂层钢板及钢带》GB/T12754的要求。
1.7镀层钢板应符合现行国家标准《连续热使伴钢板及钢带》GB/T2518和《连续热镀铝锌合金镀层钢板及钢带》GB/T14978的要求。
1.8不锈钢板应符合现行国家标准《不锈钢冷轧钢板和钢带》GB/T3280和《不锈钢热轧钢板和钢带》GB/T4237的要求。
1.9铝合金板应符合现行国家标准《铝及铝合金压型板》GB/T6891的要求。
1.10铜合金板应符合现行国家标准《铜及铜合金板材》GB/T2040的要求。
1.11金属板材配套使用的紧固件应符合现行国家标准《紧固件机械性能》GB/T3098的要求。
2.设计要点2.1压型金属板屋面应由具有相应资质的设计单位进行单体工程设计。
2.2压型金属板屋面单体工程设计应根据建筑物的性质和功能要求确定防水等级,选用金属板材。
2.3压型全属板屋重的风荷載设计应安单体工程所在地区的最大风力、建筑物高度、屋面坡度、基层状况、建筑环境和建筑形式等因素,按照现行国家标准《建筑结构荷载规范》GB50009的有关规定计算风荷载,并按单体工程设计要求提供抗风揭试验检测报告。
2.4压型金属板屋面交形较大时,应进行变形计算,并宜设置屋面板滑动连接构造。
压型金属板设计施工规程 作废-概述说明以及解释

压型金属板设计施工规程作废-概述说明以及解释1.引言1.1 概述压型金属板是一种常用的建筑材料,具有美观、耐用、防腐等特点,被广泛应用于建筑行业。
其设计和施工对于保证建筑物的结构安全和外观质量至关重要。
本文旨在总结压型金属板设计和施工的规范要点,以提供给相关从业人员参考和遵循。
本文首先概述了压型金属板的特点和应用范围。
压型金属板以金属板材为基材,经过冷弯成型,形成了具有各种形状的构件,如波形瓦、鳞片瓦等。
这些形状丰富多样的构件能够满足不同建筑风格和需求,因此得到了广泛的应用。
压型金属板的特点还包括耐候性好、抗震性能强、防水性能好等,能够有效提高建筑物的安全性和耐久性。
接下来,本文介绍了压型金属板设计的要点。
在设计过程中,需要考虑到材料的选择、构件的形状和尺寸、连接方式等因素。
首先,材料的选择应根据具体的使用环境和要求,选择合适的金属材料,如彩钢板、镀锌板等。
其次,构件的形状和尺寸要根据建筑设计和功能需求确定,以保证其美观和使用功能。
最后,连接方式要牢固可靠,能够满足风荷载等力学要求,确保金属板的稳定性和安全性。
文章还对压型金属板施工的要点进行了详细介绍。
施工过程中需要注意的主要事项包括材料的搬运和保护、施工工艺的控制、施工现场的安全等。
在搬运和保护方面,要使用合适的工具和设备,保证金属板的完好无损。
施工工艺的控制包括材料的切割和冷弯成型等步骤,要根据设计要求进行操作,确保构件的质量和准确度。
施工现场的安全要求包括人员的安全、设备的安全、施工过程中的防护措施等,以预防事故的发生。
总之,压型金属板设计和施工规范起着重要的作用,能够保证建筑物的结构安全和外观质量。
本文通过对设计和施工的要点进行概述,提供了一定的参考和指导,希望能够为相关从业人员提供有益的帮助。
1.2文章结构文章结构部分的内容可以按照以下方式编写:文章结构:本文主要分为引言、正文和结论三个部分。
- 引言部分主要对压型金属板设计施工规程的意义和背景进行概述,并介绍文章的结构和目的。
金属材料手册全册
金属材料手册本手册以现行的国家、行业和企业标准为基础,结合公司开发、生产的实际需要而编写的。
选用其中的材料品种、牌号、规格和标记,能够从设计、制造、采购和管理等各个环节有效降低成本,同时方便各类人员快速查询和使用,提高工作效率。
本手册包括黑色金属材料、有色金属材料两部分,同时附表为我司现有产品的标记示例。
使用本手册应该注意一下几点:1.在进行新产品设计、老产品改进和工艺工装设计时,应优先选用本手册中的材料。
2.填写材料标记时,应按本手册中的标记示例进行填写,对过长的标记,可视具体情况省略或免去材料名称,如:黄铜棒H62Y2 Φ30 GB/T4423-2007可简化为:棒H62Y2 Φ30 GB/T4423-2007或H62Y2 Φ30 GB/T4423-20073.本手册中的材料不能满足设计需要时,设计人员可选用手册以外的材料,同时将材料信息通过电话或邮件反馈。
目录第一部分黑色金属材料表1 薄钢板 (1)GB/T 912-1989 碳素结构钢热轧薄钢板 (1)GB/T 11253-2007 碳素结构钢冷轧薄钢板 (1)GB/T 710-2008 优质碳素结构钢热轧薄钢板 (2)GB/T 13237-1991 优质碳素结构钢冷轧薄钢板 (3)GB/T 3279-2009 弹簧钢热轧薄钢板 (4)GB/T 3280-2007 不锈钢冷轧钢板 (5)GB/T 5213-2008 深冲压用冷轧薄钢板 (6)GB/T 2518-2008 连续热镀锌钢板 (7)GB/T 15675-2008 连续电镀锌冷轧钢板 (8)GB/T 2520-2008 冷轧电镀锡薄钢板 (9)表2 厚钢板 (10)GB/T 3274-2007 碳素结构钢和低合金结构钢热轧厚钢板 (10)GB/T 3278-2001 碳素工具钢热轧钢板 (10)GB/T 711-2008 优质碳素结构钢热轧厚钢板 (11)GB/T 3275-1991 汽车制造用优质碳素结构钢热轧钢板 (11)表3 钢带 (12)YB/T 5058-2005 弹簧钢、工具钢冷轧钢带 (12)YB/T 5063-2007 热处理弹簧钢带 (12)GB/T 3522-1983 优质碳素结构钢冷轧钢带 (13)GB/T 8749-2008 优质碳素结构钢热轧钢带 (13)GB/T 716-1991 碳素结构钢冷轧钢带 (14)YB/T 5059-2005 低碳钢冷轧钢带 (15)GB/T 3280-2007 不锈钢冷轧钢带 (16)GB/T 4238-2007 耐热钢冷轧钢带 (17)表4 钢丝(圆、方、六角)、钢丝绳 (18)GB/T 4357-2009 碳素弹簧钢丝 (18)GB/T 4358-1995 重要用途碳素弹簧钢丝 (18)GB/T 18983-2003 油淬火、回火弹簧钢丝 (19)GB/T 3206-1982 优质碳素结构钢丝 (20)GB/T 5952-1986 碳素工具钢丝 (21)GB/T 4240-2009 不锈钢丝 (22)GB/T 3079-1993 合金结构钢丝 (22)YB(T)11-1983 弹簧用不锈钢丝 (23)GB/T 5953-2009 冷镦钢丝 (23)GB/T 4232-2009 冷顶锻用不锈钢丝 (24)GB 8918-2006 重要用途钢丝绳 (25)GB/T 14451-2008 操纵用钢丝绳 (26)表5 冷拉钢(圆、方、六角) (27)GB/T 3078-2008 优质结构钢冷拉钢材 (27)表6 钢管 (28)GB/T 8162-2008 结构用无缝钢管 (28)GB/T 14975-2002 结构用不锈钢无缝钢管 (29)GB/T 3639-2009 冷拔或冷拉精密无缝钢管 (30)GB/T 11258-1989 双层卷焊钢管 (30)GB/T 13793-2008 直缝电焊钢管 (31)YB/T 5209-2000 传动轴用电焊钢管 (31)表7 型钢(圆钢、方钢、扁钢) (32)GB/T 699-1999 优质碳素结构钢 (32)GB/T 700-2006 碳素结构钢 (33)GB/T 3077-1999 合金结构钢 (34)GB/T 1298-2008 碳素工具钢 (35)GB/T 1222-2007 弹簧钢 (35)GB/T 1220-2007 不锈钢棒 (36)GB/T 1221-2007 耐热钢棒 (37)GB/T 715-1989 标准件用碳素钢热轧圆钢 (38)GB/T 5216-2004 保证淬透性结构钢 (38)表8 铸钢 (39)GB/T 11352-1989 一般工程用铸造碳钢件 (39)表9 粉末冶金铁基结构材料 (40)GB/T 14667.1-1993 粉末冶金铁基结构材料:烧结碳钢、烧结铜钢 (40)表10 宝钢企业标准钢板、钢带(冷轧部分) (41)Q/BQB 402-2003 冷连轧碳素钢板及钢带 (40)Q/BQB403-2003 冷连轧低碳钢板及钢带 (42)表11 宝钢企业标准钢板、钢带(热轧部分) (43)Q/BQB 302-2003 冷成型用热连轧钢板及钢带 (43)Q/BQB 303-2003 结构用热连轧钢板及钢带 (44)Q/BQB 310-2003 汽车结构用热连轧钢板及钢带 (45)BZJ 305-2003 深冲用热连轧钢带 (46)表12宝钢企业标准盘条 (47)Q/BQB 517-2003 冷镦钢盘条 (47)第二部分有色金属材料表1 棒材(圆、方、六角) (48)GB/T 4423-2007 铜及铜合金拉制棒 (48)GB/T 3191-1998 铝及铝合金挤压棒材 (49)表2 线材 (50)GB/T 21652-2008 铜及铜合金线 (51)表3 板材 (52)GB/T 2040-2008 铜及铜合金板材 (52)表4 带材 (53)GB/T 2059-2008 铜及铜合金带材 (54)表5锭材 (55)GB/T 8738-2006 铸造用锌合金锭 (55)第三部分副表表1 薄钢板1表1 薄钢板(续)2表1 薄钢板(续)3表1 薄钢板(续)4表1 薄钢板(续)5表1薄钢板(续)6表1 薄钢板(续)表1 薄钢板(续)表1 薄钢板(续)表2 厚钢板表2 厚钢板(续)表3 钢带表3 钢带(续)表3 钢带(续)表3 钢带(续)表3 钢带(续)表4 钢丝(圆、方、六角)、钢丝绳表4 钢丝(圆、方、六角)、钢丝绳(续)表4 钢丝(圆、方、六角)、钢丝绳(续)表4 钢丝(圆、方、六角)、钢丝绳(续)表4 钢丝(圆、方、六角)、钢丝绳(续)表4 钢丝(圆、方、六角)、钢丝绳(续)表4 钢丝(圆、方、六角)、钢丝绳(续)表4 钢丝(圆、方、六角)、钢丝绳(续)表5 冷拉钢(圆、方、六角)表6 钢管表6 钢管(续)表6 钢管(续)表6 钢管(续)表7 型钢(圆钢、方钢、扁钢)表7 型钢(圆钢、方钢、扁钢)(续)表7 型钢(圆钢、方钢、扁钢)(续)表7 型钢(圆钢、方钢、扁钢)(续)表7 型钢(圆钢、方钢、扁钢)(续)表7 型钢(圆钢、方钢、扁钢)(续)表7 型钢(圆钢、方钢、扁钢)(续)表8 铸钢表9 粉末冶金铁基结构材料表10 宝钢企业标准钢板、钢带(冷轧部分)表10 宝钢企业标准钢板、钢带(冷轧部分)(续)表11 宝钢企业标准钢板、钢带(热轧部分)表11 宝钢企业标准钢板、钢带(热轧部分)(续)表11 宝钢企业标准钢板、钢带(热轧部分)(续)表11 宝钢企业标准钢板、钢带(热轧部分)(续)表12 宝钢企业标准盘条表1 棒材(圆、方、六角)表1 棒材(圆、方、六角)(续)。
钛合金板材超塑成形和扩散连接件 通用技术规范-最新国标
钛合金板材超塑成形和扩散连接件通用技术规范1 范围本文件规定了钛合金板材超塑成形和扩散连接件(以下简称连接件)的技术要求、试验方法、检验规则、标志、包装、运输、贮存及质量证明文件。
本文件适用于TA15、TA32和TC4钛合金板材连接件的设计、制造和验收,其他钛合金板材的连接件参照使用。
2 规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191 包装储运图示标志GB/T 228.1 金属材料拉伸试验第1部分:室温试验方法GB/T 3375 焊接术语GB/T 3620.1 钛及钛合金牌号和化学成分GB/T 3620.2 钛及钛合金加工产品化学成分允许偏差GB/T 4698(所有部分)海绵钛、钛及钛合金化学分析方法GB/T 5168 钛及钛合金高低倍组织检验方法GB/T 6394 金属平均晶粒度测定方法GB/T 8541 锻压术语JB/T 4008 无损检测液浸式超声纵波脉冲回波检测和评定不连续方法3 术语和定义GB/T 8541和GB/T 3375界定的以及下列术语和定义适用于本文件。
3.1超塑成形和扩散连接superplastic forming and diffusion bonding(SPF/DB)超塑成形与扩散连接(扩散焊)工艺相结合制造零件的方法,通常称超塑成形/扩散连接。
3.2超塑成形和扩散连接件 superplastic forming and diffusion bonding parts(SPF/DB parts)采用超塑成形和扩散连接(3.1)方法制造的零件,通常称超塑成形/扩散连接件。
3.3扩散连接焊合率 diffusion bonding rate在指定扩散连接界面发生扩散连接的焊合面积占界面面积的百分比。
3.4凹坑 pit成形过程中零件表面形成的点状凹陷,见图1a)。
金属板材不同变形方式下冲压成形极限减薄率测试及评价方法
金属板材不同变形方式下冲压成形极限减薄率测试及评价方法1适用范围本规范规定了金属板材不同变形方式下成形极限减薄率测试的相关术语和定义、试验原理、参数定义、符号和说明、试验方法、试验环境、试验装备、试验过程、数据处理和试验报告要求等。
适用于金属板材,包括金属钢板、铝合金、镁合金等冲压用板材的成形极限减薄率评价,适用金属板材厚度区间0.35-3.0mm。
2规范性引用文件下列文件对于本技术规范的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有修改单)适用于本文件。
1)GB/T 1.1 规范化工作导则第1部分:规范的结构和编写;2)GBT 15825.1-2008 金属薄板成形性能与试验方法第1部分:成形性能和指标;3)GBT 15825.2-2008 金属薄板成形性能与试验方法第2部分:通用试验规程;4)GBT 15825.3-2008 金属薄板成形性能与试验方法第3部分:拉深与拉深载荷试验;5)GBT 24524-2009 金属材料薄板和薄带扩孔试验方法;6)GBT 232-2010 金属材料弯曲试验方法(2011-6-1实施);7)GBT 24171.1-2009 金属材料薄板和薄带成形极限曲线的测定第1部分:冲压车间成形极限图的测量及应用;8)GBT 24171.2-2009 金属材料薄板和薄带成形极限曲线的测定第2部分:实验室成形极限曲线的测定;9)GBT 228-2008 金属材料拉伸试验方法;注:执行引用标准的最新版本,当引用标准与本标准发生不一致值,需要对本标准进行更新。
3参数定义,符号和说明1)21εε,:主真实应变(Major strain )、次真实应变(Minor strain ),单位:-。
2)lim -t e :极限减薄率(limit thinning rate ),单位:-。
3)PS :平面应变状态对应的试样宽度,单位:mm 。
电力金具技术规格书
宁西铁路増建二线工程电力金具招标号:包件号:技术规格0一三年八月第一章总则 (2)1. 总则说明 (2)2. 技术规格总则 (3)探3 .技术文件和清单 (3)4 •技术服务与培训 (4)5.试验和验收 (5)6 .质量保证 (5)7、包装、运输和储存 (6)8 .其它 (7)第二章技术规格共同条款 (7)1. 工程概况 (7)2. 使用环境条件 (8)第三章电力金具通用技术条件 (8)1. 概述 (8)2. 技术规格 (9)3 基本要求 (11)4 分类要求 (13)5 材料及防腐 (16)6 结构及尺寸公差 (18)8. 金具检验 (21)第四章货物和服务需求表 (21)1.供货范围 (21)3. 服务需求表 (22)4. 到货时间 (22)第一章总则1. 总则说明探1.1 投标人应仔细阅读招标人发出的招标书中所规定的各项条款,包括各项技术规格。
要求对技术规格书逐条应答,应答不能以“明白”“符合”“满足”等单词进行简答或抄袭招标书,如有偏差,必须提供详细的技术规格偏差表。
探1.2 投标人在近二年曾销售给两个及以上用户,并已成功地运行一年的最新技术制造的产品且通过省部级以上鉴定。
(应附二年内的销售业绩、销售合同复印件、铁路局主管部门、维修运营部门的运行情况证明,至少有一份原件)1.3 投标人应保证制造过程中的所有工艺、材料等(包括外购件在内)均应符合规格书的规定。
1.4 投标人应遵守本规范书中各条款和工作项目的ISO9000 或GB/T19000 质量保证体系,该质量保证体系经过国家认证和正常运转。
1.5 投标人应提供生产厂在生产该产品中经验方面的资料,同时提供本章 3.1 条要求投标人必须提供的有效证明文件。
1.6 标书中条款前加注※者为重要条款(包括其细项条款),重要条款任一条不满足将可能导致废标。
2. 技术规格总则探2.1投标人提供的设备应能在本技术规范书第二章“技术规格共同条款”第2条“使用环境”条件下连续正常运行2.2除技术规格书中另作规定外,“近似”或“大约” 一词则意味着偏差范围允许在丄10%以内。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
格满林金属面夹心板技术规格说明
公司介绍:
格满林(南京)实业有限公司成立于1997年12月18日,总投资2000万美元,注册
资本1136万美元,公司耗巨资从日本引进的全套代表九十年代末世界先进水平的涂装生产
线及加工设备,并于1999年11月22日正式投产。
生产工艺介绍:
格满林的金属面夹心板使用原材料为双面热熔镀锌钢板,经过以下工序生产。
加工 涂装 粘接 包装
因此在产品的技术面上有独特的优点,更能够满足客户对产品式样、颜色、性能方面的不同
要求。
对应本次投标文件的要求,我公司做出以下说明:
1、 烤漆金属钢板:
1) ① 招标文件要求:表面必须具备抗静电能力,表面电阻率:106---109Ω/㎡;
我公司产品技术参数:表面具备抗静电能力,表面电阻率:106---108Ω/㎡;
符合性:优于招标文件要求;
说明:我公司产品的技术条件符合招标文件要求,并优于招标文件要求;
② 招标文件要求: 烤漆金属钢板基材厚度≥0.476㎜,正面烤漆厚度不小于20um,
背面烤漆厚度不小于12um;
我公司产品技术参数:烤漆金属钢板基材厚度t=0.6㎜±0.08㎜(宝钢
Q/BQB-420-2003,《连续热镀锌/镀锌合金钢板及钢带》),正面烤漆膜厚≥25um,背面不
涂装;
符合性:优于招标文件要求;
说明:基材采用双面热熔镀锌(含锌量≥60g/㎡),厚度为0.6㎜,采用镀锌钢
板使钢板具有良好的抗氧化性,不易生锈,所以背面不涂装。采用厚度为0.6㎜的钢板
做基材可以有效控制成型钢板的表面平整度。表面光泽度和颜色可以根据客户需要调制
喷涂。
③ 招标文件要求:烤漆金属复合板主材标准宽度为1200㎜,定制板依实际需要另
行加工;
我公司产品技术条件:烤漆金属复合板主材标准宽度为1200㎜,可根据工程需
要特定进行定尺加工;
符合性:满足招标文件要求;
说明:我公司产品技术参数满足招标文件中的技术要求,可根据工程特定进行
定尺加工,如包柱、任意角转角连接,详见附图1-1包柱、转角连接示意图;
异型板的设计和加工,更能体现格满林生产工艺中,先加工,后涂装对产品抗
氧化性、美观性带来的优势。
包柱示意图一:
包柱示意图二:
转角连接示意图:
附图1-1包柱、转角连接示意图
④ 招标文件要求:满足以下试验要求:
艾力生试验:表膜不发生龟裂、剥离;
弯曲试验:180°弯曲试验表膜不龟裂;
耐酸碱性:在24小时以内以5%的烧碱或同浓度的硫酸浸泡,表面不起泡;
冲击试验:在直径为12.7㎜,冲击力为200㎏²㎝/m垂球打击下,表膜不
龟裂,胶带粘贴不脱漆;
耐熔性测试:以MEK擦拭100次,不掉漆;
耐沸水性:以沸水90℃以上煮沸2小时,表面不起泡;
说明:有关艾力生试验,我公司采用的是附着力试验,试验结果为100/100,详
细可见江苏省建材产品质量检验站出具的〈检验报告〉(07)委抽字 化建类第
420194号。
由于我公司采用涂料是为立邦公司生产的醇酸氨基型涂料,因此详细漆膜性
能指标参见立邦公司提供的资料。
符合性:满足招标文件要求
2、 背衬材料:
招标文件要求:采用优质石膏板,厚度为12㎜,满足相关产品规定;
我公司产品技术参数:采用德国可耐福12㎜石膏板;
符合性:满足招标文件要求;
说明:我公司采用国际知名品牌石膏板,性能优越;
3、 胶:
招标文件要求:采用环保国际品牌胶水,确保粘接强度;
我公司产品技术条件:采用优质环保胶水;粘结强度平均值≥100,最低值﹥70。
符合性:满足招标文件要求;
4、 固定件(M型):
1) 招标文件要求:固定件长度不小于15㎝,单个固定件上自攻螺丝不少于3个;
我公司产品技术参数:固定件长度为5cm,单固定件1个自攻螺丝。
说明:由于我公司的金属面夹芯板使用U型式样(具有专利),使用50㎜的固定件
有效固定;固定件每间隔300㎜安装一只,采用定制的自攻螺钉固定,此自
攻螺钉坚固、易攻;
符合性:优于招标文件要求;
2) 招标文件要求:固定件以1.0㎜钢板经冲压后,热浸镀锌加工而成;
我公司产品技术参数: 1.0㎜钢板冲压加工后电镀锌而成;
符合性:满足招标文件要求;
5、 辅材:
招标文件要求:所有辅材均采用与主体烤漆钢板同材质加工而成,不得使用铝合金
之类的辅材与之混搭使用;
我公司产品技术条件:所有辅材材质同主体烤漆钢板材质;
符合性:满足招标文件要求;
6、 须提供国家防火建筑材料质量监督检验中心的检验报告。
说明:燃烧性能达到GB8624 A级 详见所附测试报告;
符合性:满足招标文件要求;
另外,我公司的金属面夹心板是环保型产品,获得中国环境标志产品认证证书(Ⅰ
型、Ⅱ型 、Ⅲ型),并为国家财政部、国家环保总局联合发文推荐的政府采购清单产品。