中小型船舶的气囊下水工艺
船用气囊
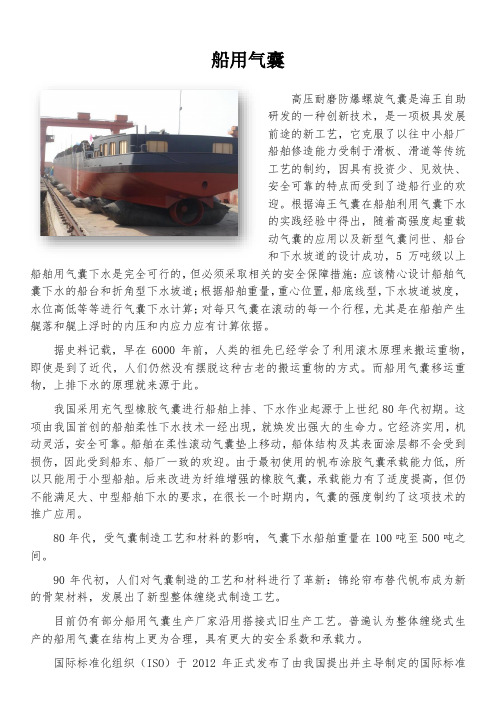
船用气囊高压耐磨防爆螺旋气囊是海王自助研发的一种创新技术,是一项极具发展前途的新工艺,它克服了以往中小船厂船舶修造能力受制于滑板、滑道等传统工艺的制约,因具有投资少、见效快、安全可靠的特点而受到了造船行业的欢迎。
根据海王气囊在船舶利用气囊下水的实践经验中得出,随着高强度起重载动气囊的应用以及新型气囊问世、船台和下水坡道的设计成功,5万吨级以上船舶用气囊下水是完全可行的,但必须采取相关的安全保障措施:应该精心设计船舶气囊下水的船台和折角型下水坡道;根据船舶重量,重心位置,船底线型,下水坡道坡度,水位高低等等进行气囊下水计算;对每只气囊在滚动的每一个行程,尤其是在船舶产生艉落和艉上浮时的内压和内应力应有计算依据。
据史料记载,早在6000年前,人类的祖先已经学会了利用滚木原理来搬运重物,即使是到了近代,人们仍然没有摆脱这种古老的搬运重物的方式。
而船用气囊移运重物,上排下水的原理就来源于此。
我国采用充气型橡胶气囊进行船舶上排、下水作业起源于上世纪80年代初期。
这项由我国首创的船舶柔性下水技术一经出现,就焕发出强大的生命力。
它经济实用,机动灵活,安全可靠。
船舶在柔性滚动气囊垫上移动,船体结构及其表面涂层都不会受到损伤,因此受到船东、船厂一致的欢迎。
由于最初使用的帆布涂胶气囊承载能力低,所以只能用于小型船舶。
后来改进为纤维增强的橡胶气囊,承载能力有了适度提高,但仍不能满足大、中型船舶下水的要求,在很长一个时期内,气囊的强度制约了这项技术的推广应用。
80年代,受气囊制造工艺和材料的影响,气囊下水船舶重量在100吨至500吨之间。
90年代初,人们对气囊制造的工艺和材料进行了革新:锦纶帘布替代帆布成为新的骨架材料,发展出了新型整体缠绕式制造工艺。
目前仍有部分船用气囊生产厂家沿用搭接式旧生产工艺。
普遍认为整体缠绕式生产的船用气囊在结构上更为合理,具有更大的安全系数和承载力。
国际标准化组织(ISO)于2012年正式发布了由我国提出并主导制定的国际标准ISO14409(船舶与海上技术船舶下水用气囊)。
气囊作业操作规程
仅供参考[整理] 安全管理文书
气囊作业操作规程
日期:__________________
单位:__________________
第1 页共3 页
仅供参考[整理]
气囊作业操作规程
1、使用气囊上下坡船只,首先打扫平整场地,消除场地尖锐物和油污,防止刺破或损坏气囊。
2、气囊上下坡作业时,操作人员要定岗定位,服从统一指定。
3、船只上下坡时,首先带好保险绳,然后置放气囊充气,船起动身之后,操作人员严禁进入船底操作,防止意外,同时也要注意航道中来往船只,防止碰撞事故的发生。
4、气囊放在船底部后,受力面要均匀、平整,根据船只的大小置放适当的气囊,充气使用初试压力不超过0.25公斤,正常使用压力不超过0.35公斤,防止超过气囊所承受压力,损坏气囊。
5、上坡时,先垫墩后放气,垫墩顺序先两头,后中间,发高时必须随时增垫垫块,空程不得大于3cm。
6、下水拆墩时,事先置好气囊并充气,发高后逐步拆墩,使船只缓缓坐于流动气囊中。
7、牵引时坡道两边要有专人了望,防止有障碍物阻碍通行。
工作完毕做好清洁工作,气囊要堆放指定的地方,经常检查气囊有否磨损或漏气现象,发现及时修理。
8、牵引操作时,现场严禁非工作人员围观,牵引钢丝绳两边严禁站人。
(
第 2 页共 3 页
仅供参考[整理] 安全管理文书
整理范文,仅供参考!
日期:__________________
单位:__________________
第3 页共3 页。
船舶气囊下水2

下水操作规程
随船下水的工作人员上船完毕,移去梯子、引桥等。 启动绞车,放出钢丝绳,使船舶借助滚动气囊的滚动向水 域移动。 根据水域及坡道条件选择快速入水还是继续在绞车控制下 入水。 将船舶拖靠码头。 回收所有气囊。 测量船舶舶舰吃水,井检查各舱有无漏水。
安全注意事项
船舶气囊下水
气囊下水简介
“气囊下水”是平地造船常用的下水 工艺。船舶用气囊下水克服了以往中小型 船厂修造船舶能力受制于固定式船台下 水滑道和船坞的限制, 具有省投资、 省工、 省时、机动灵活、安全可靠、综合经济效 益显著等优点。
气囊下水前准备工作
1. 2. 3.
4.
5.
船舶准备 坡道准备 气囊准备 绞车准备 空气压缩机
Lpp
滑道斜率α Lsw
Ht
牵引力F
水 域
下水操作规程
清除船底下以及移船经过的所有场地上的一切杂物和影响、 阻碍气囊滚动的障碍。 系船绳索将纹车动滑轮组系住。系船绳索应满足牵引力要 求,并必须从艏部引入,捆绑在带缆桩等强力构件上,必 要时还可捆绑部分或全船船体。 将船底下的墩木全部拆除,并按计算要求的间距填入气囊, 最后使船舶重量全部承压于气囊全部滚气囊填人并已拆除全部墩木后,调整气囊内压力 使船舶降至滚气囊滚动工作高度。 修造船时,若船舶基线离地面较高,可以建立临时中间平 台落墩分两次进行,第一次为气囊在中间平台上工作 将船舶先从高墩落到低墩位置,然后拆掉中间平台再拆除 全部墩木。
气囊下水布置
牵引力F 气囊 地面
绞车钢丝绳应具有足够的强度,并应对其进行定期检查、 更换。绞车操作者必须持证上岗。 在船舶移动过程中,气囊应不断填入,必要时可停车填入。 停车必须缓慢,以减少因突然停车对钢丝绳引起较大冲击 力, 落墩时,在同一横剖面上应先拆中间部分墩木,然后向两 舷拆, 拆最后一只墩时,施工人员应在舷侧外进行,严禁人员再 进入船底。 在靠舷侧处应安放部分松动的硬墩,待移船前最后时刻拆 除。
船舶上排 下水用气囊标准
船舶上排下水用气囊标准船舶上排下水用气囊标准。
船舶上排下水用气囊是一种常见的船舶辅助装置,它在船舶的上排下水过程中起到了非常重要的作用。
为了确保船舶上排下水用气囊的使用安全和有效性,制定了相应的标准和规范。
本文将就船舶上排下水用气囊的标准进行介绍。
首先,船舶上排下水用气囊的材料应符合相关标准要求。
通常情况下,船舶上排下水用气囊采用高强度、耐磨损、耐腐蚀的材料制成,以确保在使用过程中不会出现漏气或者破损的情况。
此外,材料的选择还需考虑其在海水中的抗老化性能,以及在恶劣海况下的耐用性。
其次,船舶上排下水用气囊的设计和制造应符合相关标准要求。
设计上需要考虑气囊的承载能力、稳定性和使用寿命等因素,以确保在船舶上排下水过程中能够承受船体的重量和压力,保证船舶的安全。
制造上需要严格按照相关标准进行,采用先进的工艺和技术,确保气囊的质量和性能符合要求。
另外,船舶上排下水用气囊的使用和维护也需要遵循相关标准要求。
在使用过程中,需要根据气囊的规格和要求正确使用,避免超载或者不当使用导致的损坏。
同时,定期对气囊进行检查和维护,及时发现问题并进行修理,以确保气囊的使用安全和可靠性。
最后,船舶上排下水用气囊的标准还包括了相关的测试和检验要求。
在气囊设计和制造完成后,需要进行一系列的测试和检验,包括气密性测试、承载能力测试等,以确保气囊的质量和性能符合标准要求,能够安全可靠地使用在船舶的上排下水过程中。
总的来说,船舶上排下水用气囊的标准涉及到了材料、设计、制造、使用和维护等方方面面,其目的是为了确保船舶上排下水过程中的安全和有效性。
船舶上排下水用气囊的标准不仅仅是对气囊本身的要求,更是对整个船舶上排下水系统的要求,只有严格遵守相关标准,才能保证船舶上排下水过程的安全和顺利进行。
船舶气囊下水工艺中气囊承载性能影响因素分析
i r v h a e flu c ig s i no t ewae.S c ee rh i epu rte mp o et e sft o n hn hp it tr u h ar sac sh lf lf y a h o h
s i y d t ra g a o a l u c i g s h me . h p a a r n er s n b el n h n c e s r o e a
(.hj n rfcS re 1 e a g a uvy&DeinC . t. az o rn h T i o 3 8 0 ,Z ei g C ia Z i T i s o, d,T i uB a c , a h u 1 0 0 hj n , hn g L h z a 2 Naj gUnvri at c n e dE gn e n olg , Naj g 2 9 ,J n s , C ma . ni iesyE r S i cs n n ier gC l e n t h e a i e ni 0 3 i gu n 1 0 a h )
Ke r s p r s i i a b aigc p ct if e t l a tr lu c igs ft ywo d : ot hp ar g e rn a a i b y n u n i cos a n hn ae l af y
世 界上 除部 分船 舶 的下 水 在船坞 内进 行 以及
摘 要 :根据 气囊承 载形状 变化规律 ,基 于 目前通 用的假设 条件 归纳 出船舶 气囊下水工
艺中气囊承载能力计算模型,分析影响气囊承载力相关因素。发现气囊承载力与气囊
初始压 力和工作 高度 密切相 关;通过模型 分析 ,设 定合适 初始压 力与降低工作 高度 可
气囊下水方案实施过程参考资料
气囊下水方案实施过程中,船厂与下水方的分工与配合主要原则:
船厂与气囊下水方两方面的分工原则:凡是牵涉到船厂硬件设施需完善的,均有船厂方面解决,凡是与气囊有关的部分,由气囊下水负责解决。
船厂负责的准备工作,主要有以下方面:
*下水通道平整,如有凸凹不平之处需用沙袋填平,为气囊提供安全的滚动下水通道,保证下水船体的安全。
*下水通道入海部分,海底不得有沙丘、礁石、较大的海沟等影响气囊运行的障碍物,应由船厂方面探查清楚,并处理完成。
*在船体实施下水操作时,通道内部或两侧的构筑物或建筑物,需临时拆除,船厂方面负责进行处理。
*卷扬机、固定滑轮组地锚的设计、建造由船厂负责。
*海面要有拖轮。
下水方应把握的工作要点
*选择好下水时机,要充分利用海水潮位达到最高潮时开始,在落潮之前完成下水操作。
*把握好重力下水操作的下水条件,同时与海面上的拖轮配合好。
*在风力适当的时间下水,下水过程的气象条件要求:风力不大于4级风时操作最佳。
*撤出并安全收回气囊,船体下水后,待船体具备全浮条件并稳定后,留足一定的时间,撤出船底气囊。
并在船正常行驶后,安全收回气囊。
免费客服:4000-722-886,澳润达为您提供更多技术支持。
船用气囊制造工艺
船用气囊制造工艺船用气囊是一种用于船舶进出水的装置,也叫做升船气囊。
它利用高强度、耐磨损、耐腐蚀的橡胶材料制成,具有重量轻、使用方便、成本低等特点。
船用气囊制造工艺是指制造船用气囊的过程和技术方法。
船用气囊的制造工艺一般包括以下几个步骤:1. 材料准备:船用气囊的主要材料是橡胶,通常采用天然橡胶或合成橡胶。
在制造过程中,需要准备橡胶原料,并根据设计要求进行配比和混炼,以获得所需的橡胶材料。
2. 模具制作:船用气囊通常需要根据实际需求进行定制,因此需要制作相应的模具。
模具的制作一般采用数控加工或模具铸造技术,以确保模具的精确度和质量。
3. 橡胶成型:在制造船用气囊时,需要将预先混炼好的橡胶材料放入模具中,然后通过加热和压力处理,使橡胶材料在模具内部形成所需的形状。
这一步骤通常称为橡胶成型。
4. 充气处理:橡胶成型后的船用气囊需要进行充气处理,以使其获得所需的弹性和承载能力。
充气处理通常需要在特定的温度和压力条件下进行,以确保船用气囊能够正常工作。
5. 表面处理:船用气囊的表面需要进行一定的处理,以增加其耐磨损和耐腐蚀能力。
表面处理通常包括涂层、喷涂或覆盖保护层等工艺,以提高船用气囊的使用寿命。
6. 检测和质量控制:在船用气囊制造工艺中,质量控制是非常重要的环节。
通过各种检测手段,对船用气囊的尺寸、强度、密封性等进行检测和测试,以确保其质量符合设计要求。
7. 包装和出厂:在制造完毕后,船用气囊需要进行包装和出厂手续。
通常将船用气囊折叠或卷起,并用塑料薄膜包装,以便于运输和存储。
船用气囊制造工艺的发展已经相当成熟,各个环节的技术和设备也在不断改进和升级。
随着航运业的发展和船舶进出水需求的增加,船用气囊制造工艺将会进一步完善和提高,以满足不同船舶的需求。
总结起来,船用气囊制造工艺是一个复杂而精细的过程,需要经过材料准备、模具制作、橡胶成型、充气处理、表面处理、检测和质量控制、包装和出厂等多个步骤。
只有在每个环节都严格控制和把握,才能制造出质量优良、性能可靠的船用气囊。
彼岸造船有限公司气囊下水操作程序及有关配套设施安全使用维护管理要求
xx市彼岸造船有限公司气囊下水操作程序及有关配套设施安全使用维护管理要求受控状态:编制:生产部审核:XX批准:XX发放编号:持有者:2010年1月25日发布实施气囊下水操作程序及有关配套设施安全使用维护管理要求1. 气囊下水操作程序1.1 下水船舶和下水设备要求1.1.1 船舶⑴船舶水线下工程全部结束,尤其是水线以下的开口处应安装的设备、阀件等必须安装完毕,并经检验合格。
⑵船底板和所有附件上的毛刺、焊瘤等均应磨平。
⑶船体外板上的焊缝经检验合格,并经过密性试验。
⑷船舶主尺度测量完毕,载重水线标志经检验合格。
⑸船体外板油漆结束。
1.1.2坡道⑴气囊从船体经过坡道滚动的道路应清洁,无铁钉等尖锐硬物。
⑵坡道应平整。
左右水平度不得大于80MM,地面的凹穴应填平,且地面承载能力应相对均匀。
⑶坡道应在符合油漆的船台上,其承压力应大于使用气囊的工作压力的两倍以上。
⑷坡道坡度应根据下水船舶的大小确定,一般应不大于1/7。
坡道全长范围内可由斜线、圆弧线等多种组合,但气囊在最低工作高度时,船底不应触及地面。
⑸坡道在水中应保持一定长度。
1.1.3气囊⑴气囊应按CB/T 3795的检验规则经检验合格。
气囊每次被用于船舶下水前应作无载充气试验,充气压力取该直径气囊工作压力的1.25倍。
⑵滚动气囊直径的中心距应保证船舶结构强度,同时还应防止滚动气囊之间压叠在一起。
对艏艉尖瘦的船舶,其下水船舶长度应从总长度中减去艏艉不适于垫上气囊的部分长度。
对强度有特殊要求的船舶,气囊间距应根据具体要求决定。
1.1.4绞车⑴一般选用低速绞车,其放缆速度为9—13m/min。
⑵在钢丝绳牵引力控制下,船舶移动速度不得大于6m/min,对于自重小于200T的船舶,移船速度可适当增加。
⑶钢丝绳必须经常检查,定期更换。
1.1.5空气压缩机⑴根据所需下水用气囊的总容量和充气时间以及压力要求,选择空气压缩机型号。
⑵空气压缩机储气罐应安装可调节的限压阀。
⑶用多只气囊同时联合工作时,应有分配阀箱,使各只气囊同时充气。
船舶和海上技术 船舶气囊下水工艺
船舶和海上技术船舶气囊下水工艺嘿,朋友!今天咱来聊聊船舶气囊下水工艺,这可是个相当神奇又实用的技术呢!你想想,一艘巨大的船舶,怎么能顺利地下水,还能稳稳当当驶入大海?这船舶气囊下水工艺就像是给船舶搭建了一座特别的“滑梯”。
这工艺啊,简单来说,就是依靠气囊的力量来帮助船舶下水。
可别小看这些气囊,它们就像一个个大力士,齐心协力把船舶稳稳地送出去。
这些气囊可不是普通的气囊,它们得具备超强的抗压能力和耐磨性能。
就好比一个优秀的运动员,不仅要有力量,还得有耐力和韧性,才能在赛场上取得好成绩。
船舶气囊也一样,要能承受住船舶巨大的重量和下水时的各种摩擦。
在进行船舶气囊下水操作时,那可是需要精心规划和细致安排的。
得先把船舶稳稳地放置在合适的位置,然后精准地布置好气囊。
这就好像是在摆一个超级大的拼图,每一块都得放对地方,不然可就乱套啦!而且,对于下水的场地条件也有很高的要求。
地面得足够平整坚实,要不然气囊一受力,地面要是软塌塌的,那不就像人走在沼泽地里,越陷越深啦?再说了,下水的时机也得把握好。
天气得合适,风不能太大,浪不能太高,不然船舶下水就像是在狂风巨浪中冒险,多危险呐!这船舶气囊下水工艺还有一个很大的优点,就是相对来说成本比较低。
比起其他一些复杂又昂贵的下水方式,它就像是经济实惠的家常菜,虽然朴实,但是管用!不过,这也不意味着它就没有挑战和风险。
要是在操作过程中稍有疏忽,比如说气囊没安装好,或者下水的角度不对,那后果可就不堪设想啦!这就好比开车的时候没系安全带,一旦出了事,后悔都来不及。
所以啊,船舶气囊下水工艺虽然有着诸多优点,但也需要专业的团队,丰富的经验,严谨的态度来保障它的顺利进行。
只有这样,才能让船舶像一只矫健的海鸥,顺利地投入大海的怀抱,开启它的航行之旅。
总之,船舶气囊下水工艺是船舶制造中的一项重要技术,它为船舶的下水提供了一种高效、经济且相对安全的方式。
我们要不断地研究和改进,让这项技术更加完善,为船舶行业的发展贡献更多的力量!。
船用气囊制造工艺
船用气囊制造工艺
船用气囊制造工艺是指制造船用气囊所需的工作步骤和技术要求。
其中包括以下主要工艺:
1. 气囊设计:根据客户的要求和船只类型,设计出适合的气囊尺寸、型号和结构。
考虑到气囊在船舶下水过程中承受的压力和重负荷,需要进行合理的结构设计和计算。
2. 材料筛选:选择适合的材料制作气囊,一般选用高强度、抗磨损、防腐蚀的合成橡胶材料,如聚氨酯、丁腈橡胶等。
3. 模具制作:根据气囊设计图纸,制作适合的模具。
模具可以采用钢制或者橡胶制的,用于生产气囊的外形和尺寸。
4. 橡胶制品制造:在模具中注入合成橡胶材料,经过升温和固化,形成气囊的外形。
5. 气囊组装:将制好的橡胶气囊组装成完整的船用气囊,包括安装阀门、连接管道等。
6. 检测和质控:对制作好的气囊进行检测,包括气密性、承载能力等方面的测试。
确保气囊的质量符合设计和使用要求。
7. 维护和包装:对制作好的气囊进行维护和包装,保证在运输和使用过程中不受损坏。
船用气囊制造工艺要求制造厂家具备专业的设计和制造能力,
并严格遵循相关标准和规范。
在实际应用中,还需要根据气囊的具体使用环境和要求进行相应的调整和改进。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
的重要 因素 。尽管 如此 ,仍 不足从 根本上 扭转人 们对
船舶气囊 下水工 艺过程 分为三个 步骤 。 第一 步 :船底部 放 人大 直径气囊 ,随 即充气 入囊
Abs r t Ba e n s me a t a a e fs i lu hi g b i g n h o g a c ai n o e s r n u l t ac : s d o o c u l s so hp a nc n y arba sa d t r u h c lulto fpr s u ea d p l c f c fa rba ,hi a e n r d c st eprn i l s me h d n p o e u e o h p l un h n i a si r e or e o i gs t sp p ri to u e h i c p e , t o a d r c d r sf rs i a c i g by arb g n o d r
图3 气囊移 船至船 台与滑道连 接位置
综 上所述 ,下水所 用气囊参 数见 表3 。
表3 下水所 用气囊参数
3 1 下 水过 程 中气囊 的受 力分析 与计 算 .. 4 1 顶升船舶撤高墩 ;船舶下水前坐于高墩之上 ,应 )
先将高墩撤下 。气囊将船舶顶升1 时计算气囊的承受 .m 0
t x l r ef a i i t f a n h n y a r a sf rs al n e i m—i e i s o e p o et e sb l y o u c i g b i b g l a dm d u s d s p . h i l o m z h
K e w o ds y r :Ve s l La c n se; un hi g; Ai a rb g
船舶 下水 是船舶 建造 过程 中 的一 个重 要环 节 。 目
表 1 下水船舶主 尺度
单位 :m
前 除 了拥 有造船 坞 的船 厂采用坞 内造船 、船舶 出坞进 水 之外 ,下水 的方式还 有很 多 ,以纵 横方 向分作二 大 类 的话 ,纵 向下水 以纵 向油脂 、滑 道 方式 占主 要 地 位 ,横 向下水 以轨道 、液压 堕船小 车 、机 械方式见 多 数 。而 采用气 囊下水 ,业 内人士过 往都认 为那是 “ 山 寨厂 ”的船舶 下水方 式 。当然 ,华 东沿海 一带 的民营 船 厂成功 地应 用气 囊 下水 ,将 3 0 0 0—8 0 万D 2 工 作原 理 、工 艺流 程 0 0 0 WT 0 级 的船 舶推下 水 ,是 促使船 舶气囊 下水行业 标准诞 生 21 工 作 原 理 . 在船 舶底部 与地 面之 间按 一定 间距布 置一定 数量 其 的不 正 确 认 识 。根 据 我 们 广州 航 通 船 业有 限公 司 气 囊 ,通 过卷 扬 机 的外力 牵 引船 舶 ,使 气 囊 向前 滚 ( 以下 简 称航通 公 司) 多年 、多艘 、多船 型船舶 气 囊下 动 ,从而 使船舶 与地 面产生 相对移动 ,达到 移运船舶 水 的实践 ,着力 向 中小 型船厂 ,中小 型船舶推 荐采用 下水 的 目的 。 气囊 下水 作业既安 全 、可 靠又环 保 、经 济是很有 理 由 2. 工 艺 流 程 2
= 9 U = . Mp  ̄ 于工 作压力02M a 6n 5 . p ,所 以 达 到2m,即可满 足安 全下水 的要 求 ,因此需要 船 台 S 9 . i ; ̄ P 01 a x 顶升 时选用 1个 气囊是 安全 的。 2 坡度 、滑道长度 设计如 图 1 。 这 里需 要指 出 的是 :船 底支 垫高 墩 时应预 留足 够 的间距 以置 放气囊 和移 出高墩 。并符 合下式计 算 :顶 升气 囊 间距 :a ( -b ) 。 =L ×n/ n 式 中L 为船底 可放 置气囊 的平底 长度 ;b 为未充 气 时顶 升气囊 的宽度 ;n 为气 囊个 数 。船 底 可放 置气 囊 一 . 一
=
F 3 / ×c s。2 108k ≥27 4( 8 o0) = 7 . N /
随后 ,在 码头边 打 四根钢 管桩 ,并 由三条路 轨将
F ——前 牵设 备 的保 险力F ≥Q×g i e ×s a n
F _
准 备 工作
“ 87nn 轮 ”顶 升—÷ “87 5 . ql 拖 5.
一
为牵引 时的倾 斜角 ,为3 。
磨擦 系数 ,取 0 3 . 0
mm拖轮 ”拉移 上 船坞—— “ 沙 ”号 船坞 下替 — 南
0I的气囊进 行顶升 ,气囊按 双排摆放 。 l 因 “ 粤工 桩九 ”下水 后 自浮吃水 比较 浅 ,所 以在 长度 1 l 按 上 列 公 式 计 算 得 出 B 0 8 n = . 3 I;L =1 . 。 00 m; 不考虑 当地 、当时潮差 的情况 下 ,下 水滑道末 端水 深
舶 上滑道 时气囊高度 能保持 在05 . m。
图2 气 囊布置 图
3 13 气 囊参数 的确 定 ..
见表 2 。
表2 气囊参数
整 亘丝 璺 查夔 堕 鏖 墨里 三 堡垦塑 堕
气 囊 1 5 . 1 . 00 1. 9 2 5 02 .
鱼 垄
用 于 项升 、移 运
标一
3 实船 下水作 业
式 中D 为气囊 直径 ;Q 船舶 重量 ;H为气囊 工作 为
一般 船 舶建 造 时支 墩 高度 都在 09 I 右 ,因 . n 左 以 “ 粤工 桩九 ” 和5 . m工程 船为 例 ,分两 种情 高度 ( 87 此H按 1i考虑 );L n 总为气 囊 总长度 ;L为 气囊 移运 况 阐述 。 中有 效 承压 长度 ;n 为气 囊个 数 。顶 升 时气 囊垂 直 于 31在 新会厂 区 “ 工桩九”船 舶全气 囊下水 . 粤 311 船舶 所使 用 的简易船 台与滑道 坡度 设计 .. 船舶2 . i 的边进行摆 放布置 ,选取 1个 直径 1 , 64 n 长 2 . i 5n
为0 。 g 一 为重力加速 度
在拉 移作业 前 ,应对 “ 沙 ”号 坞船 拉移施 工作 南 业 区域水 深进行 测量 ,若发现该 区域水 深不满 足 “ 南 则需要 开挖 。开挖宽度 由 “ 沙”号坞 之船 宽左右 舷 南
整船位 。
N —— 为钢丝绳 的道数 ,取8 短 道 引 :2 台前拉 ,2 台后 牵
1 基 本 参数
见表 1。
作者简 介 :王
的垂 直距离不 小于05/ .1。 1
第 三步 :船 舶整体下 水 ,自浮后气囊 回收 。
超 ( 94 1 7 一), 男,工程 师,主 要从事船 舶经营工作
收稿 日期 :2 1— 4 1 0 20— 8
圈圈目嘲
Cons r ton T hni tuc i ec cs
压力 ( 在此工作压力下气囊直径有 的弹I变形 )。 生 单 个气囊 承压宽度 :B × ( = D×1 2一 H) 2 . 0 /
气 囊 的有 效承压 长度 :I L 一2×086×D 总 . 6
气 囊承压 总面积 :S n×B×L = 0
实际气囊 承受压 力 :P QS =/
图西目豳
Cons r ton Te hncs tuc i c i
中小 型船舶 的气囊 下水工艺
王 超
( 广州航通船业 有限公 司 ,广州 50 9 12 0)
摘 要 :本文根据船舶气囊下水实施案例,通过对下水过程中气囊压力、牵引力等一系列的计算,介绍 船舶气囊下水的原理、方法及 流程,探讨气囊下水作为 中小型船舶下水方式的可行性。
析 ( 如图3)。 船 舶移 动至 船 台与 滑 道连 接 位 置 ,由图 3 以直 可 观 的看 出 ,此 时 ,气囊 的受力 最复杂 。
从 确保 船舶 安全 考虑 ,当船 舶重 心点 移运 到与坡
F 水方 向 < =
道 折 角 线相 同位 置 时 ,需 有 经 验 丰 富 的人 员 负 责操 作 ,且应备 有足够 数量 的应接气 囊 ,以 防万一 发生 气 囊爆 裂 ,随 即可 以替换 ;所用气 囊必须 能够 承载下 水 船 舶 的总重量 ,并 保证 气囊不 超压 ,船体不 横倾 ;船
重 复以上工 序将剩余 三条拖 ! 沦下水—— 撤 场 。 322 准备 工作 .. 1 )应 确保 “ 南沙 ”号坞 船 拉移 施 工 作业 区域有 足够 的水 深 。
Q —— 为船舶 的重量按40 0t 0 计
— —
B—— 为 牵 引钢 丝 绳 与水 平 方 向 的 夹 角 ;假 设
27 4 k 3 N
N —— 为 卷 扬 机 数量 ;本 项 目采 用 4 台卷 扬 机 牵 沙”号坞 +5 . 87 工程 船叠加 后 的吃水 深度要 求 的情 况,
则 根 据 上 列 公 式 计 算 得 出 :F = 9 2 0×sn 0 分别各 多开挖 出8I,以便于拉移 5 . I 轮下船 时调 3 0 i3 I T 8 I 7T 拖
船 ( 二艘 )和5 . 1 工程船 ( 87 T I 四艘 )等共九艘 船舶 ;
将船 舶 顶高 到离 地 1T,在 撤 去船 舶建 造 、合 拢所 使 I 1 其 中有船 底平坦 的 、也有 型线变 化 比较 大 的船 舶 ,然 用的高墩 之后 ,由气囊滚 动 、搬运 船舶下水 。 实践 证 明均 可取得很好 的效果 ,每条船 都安全 下水 。 第二 步 :牵引 系统拉 动船 舶 向前 ,并 及 时在底部 放人接 应气囊 ,船舶 移动 ;此时 ,需 保证船 底离地 面
气 囊搬 运 上 “ 四航 南 沙 ”号 半潜 驳 ,然 后 工程船 首部先 上 “ 沙”号半 潜驳 。 南