浅析铝带冷轧机热喷系统
国产2050mm六辊铝带冷轧机液压系统特点分析
操作 。 对 中液压 系统 为伺 服 系统 , 用 于卷材 对 中 。
国外六辊 铝带 冷轧 机先 进技 术 的 同时 , 结 合 国内有 色
加 工 工艺 和生 产 的具 体情 况 , 自主研 发 出 2 0 5 0六 辊 铝 带冷 轧机 组 , 首 台 轧 机 在 中 铝某 企 业 投入 生 产 后 , 各 项性 能指标 均达 到设计 要 求 , 之 后 中色 科技 在 此 基 础 上不 断改进 完善 , 又为 国内铝 加 工企 业 设计 制 造 了 数 台2 0 5 0六 辊铝 带 冷轧 机 。多种 板 形 控 制方 式 的存
油 状况 。
整套 完整 的 、 高性 能 的液压 传 动 和控 制 系 统与 复 杂 的
机械 装置 、 先进 的 电控 系 统 相 匹 配 , 实 现 机 电液 一 体 化 的高精度 控制 。笔 者有 幸 参 与 了几 台 国产 2 0 5 0六
辊铝 带冷 轧机流体 部分 的设 计 或 调试 工 作 , 在 此仅 针
d . 换辊 辅助 液压 系 统 为两 个 小 型 的集 成 系 统 , 置 于换 辊 车上 , 更利 于换 辊操 作 的方便 性 、 快捷 性 。
2 . 2 系统 总体 装机 水 平
a .压 上液 压 系统 采 用 F F 1 1 3大 流量 双 喷 嘴 档 板
部分 , 即: 压 上液 压 系统 、 弯辊 横 移 液 压 系 统 、 辅 助 液
压系统 、 换辊辅 助液 压系统 和对 中液压 系统 。
式伺服阀, 响应速度快 , 控制精度高。
b .工作 辊 弯辊 、 中间辊弯 辊 控 制全 部 采 用 F F 1 0 2
双喷 嘴 挡板 式 伺服压力 闭环 控 制系统 。
精密喷射梁在铝板冷轧机上的应用

精密喷射梁在铝板冷轧机上的应用
王剑波;黄欣
【期刊名称】《科技创新与应用》
【年(卷),期】2013(000)022
【摘要】文章阐述了现代铝板冷轧机上轧制油精密喷射梁的工作原理、喷嘴布置形式、结构以及边部加热喷淋技术。
【总页数】1页(P58-58)
【作者】王剑波;黄欣
【作者单位】一重集团大连设计研究院有限公司,辽宁大连 116600;德国埃弗兹公司中国技术服务中心,北京 100143
【正文语种】中文
【相关文献】
1.ABB板型测量系统在铝板带冷轧机上的应用
2.Measurex2002计算机系统在1450mm铝板冷轧机上的应用
3.Measurex 2002计算机系统在1450mm铝板冷轧机上的应用
4.Measurex2002计算机系统在1450mm铝板冷轧机上的应用
5.Measurex2002计算机系统在W50mm铝板冷轧机上的应用:...
因版权原因,仅展示原文概要,查看原文内容请购买。
浅谈1850四辊不可逆铝带冷轧机控制系统

浅谈1850四辊不可逆铝带冷轧机控制系统朱宏广崔巍(青海铝业公司板带厂,青海西宁810108)应用科技腧耍】拳文从电气控常I的角度,法.要介绍了1850四辊不可逆冷轧轵的生产工艺及其系统概况,以及西门子PL C在冷轧系统中的应用。
鹾斓阑】四辊不可逆冷轧机;P LC变频器;P r of i bus-D P;张力控制21世纪以来,随着自动化技术的飞速发展,冷轧机技术的不断进步,使得pl c、现场总线和全数字测量传动装置在铝带材冷轧机的控制系统中得到广泛应用,使得系统安装调试及维护工作薰大大减少,控制精度和自动化程度越来越高,同时,随着铝板带材的产品的竞争的日益激烈,冷轧的高效化有了更高的要求。
提高冷轧的自动化水平,对保证带材质量、提高冷轧机的劳动生产率、以及减少工人劳动强度都起到至关重要的作用。
某板带厂1850四辊不可逆冷轧机,可轧制1000、3000、8000系列带材,来料规格为厚10m m【1000系)、8m m (3000系)生产宽800~1700毫米、规格的板材。
在该机的自动化控制系统中,西门子PL C及其网络以其接口简单、组态方便、编程容易,在生产中得到了很好的验证。
1生产工艺简介(工艺流程图)l2系统介绍1850四辊不可逆冷轧机,自动化系统是一套完整的电/仪—体化控制系统,其主要作用包括:一、完成各工艺装置的逻辑/Jf顶序控制和操作,工艺参数的设置;二、工艺参数、设备状态的显示和报警及工艺流程画面的监控:三、过程控制及计算机的通信等。
在网络配置上,系统配备了两台上位机,其中机列上位机还兼做工程师站。
上位机监控系统采用了西门子的W i nC C人机接口软件,现场主控制室和PL C之间通过双绞线及收发器转换为100M bps的工业以太网(Indust ryE t he rnet)相连,通过T CP,I P协议实现数据交换。
各PL C的C PU之间的数据共享通过M PI接口连接实现。
PLC与远程I/o、变频器之间的通讯通过Profi bus—D P网实现。
精密喷射梁在铝板冷轧机上的应用

精密喷射梁在铝板冷轧机上的应用文章阐述了现代铝板冷轧机上轧制油精密喷射梁的工作原理、喷嘴布置形式、结构以及边部加热喷淋技术。
标签:铝板冷轧机组;精密喷射梁;应用前言现代轧机技术应用的主要目的,是为了促进轧材板形环节的有效控制,确保其缺陷的减少,通过对其轧辊分段冷却技术、轧辊倾斜等的应用,确保其相关板形缺陷的避免,促进其轧辊温度的均匀性的提升,确保其下序环节的稳定运行,避免出现一系列的技术应用故障,促进其各个环节的喷射量的有效控制,确保其各个区域的局部热凸度环节的积极控制,确保其目标带材板形的有效控制。
1 精密冷却系统的构成及其运作原理的分析为了满足实际工作的需要,我们需要进行轧辊精密冷却系统的有效应用,确保其测量装置环节、板型自动化控制系统的有效应用,确保其系统整体环节的稳定运行。
在此过程中,我们也要进行板形仪环节的有效控制,确保其区段的有效控制,确保其各个区段的检测元件的有效应用,满足实际工作的需要。
在此过程中,我们要进行其带材板形缺陷的有效检测,确保其板形自动化控制系统的稳定运行。
促进其板形自动化控制系统的内部环节的有效协调。
确保其喷射梁系统内部环节的顺利开展。
这需要进行板形信号的有效应用,确保其计算机环节的有效处理,确保其整体运作环节的完善。
确保对阀门的开闭环节的有效控制,确保其轧制油喷射环节的优化,确保其轧辊各个分区的积极控制,确保其喷射环节的稳定开展,实现轧辊的局部辊型的及时调整,确保其轧材板形闭环控制环节的优化,满足实际工作的需要。
促进其喷射梁环节的喷嘴的有效应用,满足轧辊工作的需要,实现对其宽度及其板形仪的位置、宽度的严格规范,实现对板形的积极控制。
随着经济的发展,高速铝板冷轧机不断得到应用普及,其工作时,辊辊面温度可以上升到100多摄氏度,其辊面温差在五到十摄氏度之间变法。
轧辊热凸度变化过程是非常缓慢的,和轧制油的喷射环节非常类似,为了确保实际工作的稳定运行,我们要进行轧制油的工作温度的有效控制,避免出现轧制油的温度过低的情况,促进其与工作辊的温差有效降低,促进其板形的有效控制,该过程中,如果其出现较大的温差,则不利于其轧辊内应力的控制,从而不利于轧辊的使用寿命的延长,从而导致了一系列的工作麻烦,不利于其实际工作的稳定运行。
铝带冷轧机板型控制中的一种热喷淋技术介绍

铝带冷轧机板型控制中的一种热喷淋技术介绍秦官林;卢文平【摘要】文章介绍了铝带冷轧机板型控制中的一种热喷淋技术,对其控制原理和对铝板带板型的改善作用做了详细的介绍【期刊名称】《科技风》【年(卷),期】2012(000)006【总页数】1页(P9-9)【关键词】热喷淋;边紧;位置控制;温度控制【作者】秦官林;卢文平【作者单位】豫联集团中孚特铝郑州冷轧厂,河南郑州 450016;豫联集团中孚特铝郑州冷轧厂,河南郑州 450016【正文语种】中文对于现代高速冷轧机。
连续轧制半小时后。
工作辊面轴向温差最初可达到15℃。
之后逐渐趋于热平衡。
虽然辊系间的热平衡虽已建立。
但整个工作辊面上仍然会存在5~10℃的温差。
在辊身中部与带材接触区域。
变形热集中。
辊面温度最高。
但温度分布相对平缓;轧辊两端无料区及辊颈处因散热最快。
温度最低;与轧件边部接触的两个区域辊面的温度梯度最大。
这样就对带材的边部板型产生影响,其结果是带材边部形成紧边。
距边部10~20mm处表现为细小的波浪。
这类板形缺陷不同于通常的二肋波浪。
而是一种更高次的板形缺陷,影响客户的使用,在此基础上,边部热喷淋技术应运而生。
SIROLLISV(集成式电磁阀)热喷淋是目前应用的比较广泛的一种技术,它是冷却喷淋系统的一个附加部分,是为了给带材边部工作辊辊面的温度补偿,这部分工作辊面对热量有苛刻的要求,热喷淋的作用就是得到有效可控的边部板型,在轧辊两侧安装有两个热喷淋装置,位置可根据带材的宽度自动调节,喷嘴的开启由系统自动控制。
在轧机工作时实施加热喷淋,改善辊子热凸度。
SIROLLISV(集成式电磁阀)热喷淋结构简单,主要组成包括:加热器、温控仪、LVDT位置传感器、比例阀、喷淋电磁阀组件、喷嘴、集成电缆。
软件控制一般采用的是CFC编程与TDC结合进行控制,在控制中最重要的两点控制:一是加热器的控制,二是热喷位置的控制。
以SIEMENSSIVOLTA6SG24电路板控制加热器为例,它可以控制电压等级来对加热器进行调节控制导通率。
辊缝喷CO2
放热反应, 加上熔体的冲刷, 易使坩埚腐蚀和脱落, 另 外由于安装和维护不当, 会造成坩埚报废。我厂在这方 面做了大量工作, 积累了不少经验, 使预制坩埚寿命大 幅度提高。
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!! ( 上接第 &) 页) 阻止轧制区域轧制油起火燃烧。系统组成如图 ’ 所示。 ’ 辊缝 9:! 系统 应用效果: 保证辊缝 9:! 的动作可靠, 切换迅速, 系 统中采用一套引爆机构, 配备了两套气瓶组, 一 组 9:! 在轧机断带时对机架内较小区域内施放一定量的
降低机件、 辊、 带材温度, 并且由于轧制区域内 9:! 9:!, 的瞬间大量混入, 极大地降低了环境空气中氧气含量和 可燃轧制油汽浓度,可以抑制甚至扑灭初起的火球, 而
主操作台手动按钮 引爆机构 电动 ! 手动 中间管道 引爆气瓶
瓶施放后可以迅速切换到另一组气瓶组上, 将引爆机构 复位并更换引爆气瓶即可开机, 减少了停机时间。我公 司冷轧机于 2887 年开始使用辊缝 9:! 灭火系统至今, 使用效果良好, 使断带失张引发的火灾次数减少。
+
结束语
轧机上加设 9:! 辊缝喷射系统,可以降低断带起
9:! 瓶组
9:! 集流管
合理布放的喷嘴组
火的可能性, 提高整个轧机的安全操作性, 保证连续生
图& 辊缝 ’(! 系统
产, 减少 9:! 系统的 9:! 消耗量。
.66.,>+?3 26@ A 9
轻
合
金
加
工
技
术
25
铝板带高速轧机 !"# 辊缝喷射系统
热连轧轧机喷雾除尘新技术开发及应用
热连轧轧机喷雾除尘新技术开发及应用摘要:近年来,随着目前环保要求的日益严格,为创建花园式清洁工厂,热连轧轧机除尘效果亟需改善;同时针对热轧卷板面质量的要求日益严苛,板面粉尘压入造成质量缺陷的情况时有发生。
原设计采用的喷水除尘加风机除尘,仅可以抑制少部分钢种轧制过程产生的烟尘,大部分烟尘会逃逸出去。
同时因除尘喷嘴孔小,水质要求高,易出现喷嘴堵塞的情况,且喷嘴难于拆卸,维护难度大,存在堵塞后板面冷却不均匀造成的质量风险。
关键词:热连轧轧机;喷雾除尘;新技术开发;应用引言不仅造成车间烟尘飞扬,影响职工的身心健康,而且对车间内的电机造成严重威胁。
有些电机虽然建了房子、盖了钢罩、裹上塑料布等,仍无法从根本上解决细粉尘带来的影响,需经常进行电机吹扫除尘,仍有的电机如精轧 F 2 因进铁皮粉尘而烧损。
1粉尘的危害(1)影响人的身体健康。
粉尘中含有大量的氧化粉尘,被人吸入后容易患尘肺。
尽管现场作业工人足额配发口罩,但仍不能避免部分粉尘被吸入。
(2)对设备运行造成隐患。
粉尘无孔不入,降落堆积在电缆接头处会造成短路,导致设备故障;冷却风机入口进入的大量粉尘经常将过滤棉堵塞,导致冷却不足等。
(3)给设备点检维修造成困难。
大量的粉尘油污沉积在设备表面,使设备点检人员不能辨清设备的工作状态,使部分连续运转的设备处于未知状态;另外在检修设备时表面的尘污使检修的难度加大。
(4)增加了现场管理的难度。
现场的灰尘一直是现场管理中的难题。
2应用除尘技术的目的2.1 职工身心健康的要求在轧钢生产中,粉尘的主要成份是Fe2O3,它严重危害作业工人的身体健康。
人体吸入后,可刺激呼吸道,引起鼻炎、咽炎、支气管炎等上呼吸道炎症,严重的可发展成为尘肺病;同时,又可刺激皮肤,引起皮肤干燥、毛囊炎、脓皮病等疾病。
人体吸人过量会导致矽肺。
矽肺是职业病学中最严重的病种之一,临床一般表现为气短、胸闷、胸痛、咳嗽和咯痰等呼吸功能障碍症状。
2.2 降低向大气排放粉尘浓度,环境保护的要求生产中粉尘若不加处理随意向大气排放,可以造成对环境的污染,造成环境的破坏。
铝带冷轧机组结构技术改进与优化

61C omputer automation计算机自动化铝带冷轧机组结构技术改进与优化张 辉中色科技股份有限公司,河南 洛阳 471039摘 要:我国每年铝制品的消耗总量突破1400万吨,在市场需求不断增长的同时,提高铝制品产量成为许多企业追求的目标。
铝带冷轧机作为一种重要的铝制品生产设备,如何优化冷轧机的设计,提高生产效率,是从业人员需要深入研究的问题。
本文通过对铝带冷轧机设备情况和生产工艺进行研究,提出了改进优化建议,旨在帮助相关生产企业提升生产效率,创造更多的经济价值。
关键词:铝带;冷轧机组;结构改进与优化中图分类号:TG333.72 文献标识码:A 文章编号:1002-5065(2024)02-0061-3Structural technology improvement and optimization of aluminum strip cold rolling millZHANG HuiChina Nonferrous Metals Processing Technology Co.,Ltd.,Luoyang 471039,ChinaAbstract: The total consumption of aluminum products in China has exceeded 14 million tons every year. While the market demand is growing, increasing the output of aluminum products has become the goal pursued by many enterprises. Aluminum strip cold rolling mill is an important equipment for aluminum production. How to optimize the design of cold rolling mill and improve the production efficiency is a problem that the practitioners need to study deeply. Based on the research on the equipment condition and production process of cold rolling mill for aluminum strip, this paper puts forward some suggestions for improvement and optimization, aiming at helping related enterprises to improve production efficiency and create more economic value.Keywords: aluminum strip; Cold rolling mill; Structural improvement and optimization收稿日期:2023-11作者简介:张辉,男,生于1982年,汉族,安徽临泉人,本科,工程师,研究方向:铜和铝板带箔轧机的设计。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
_ - m - . m
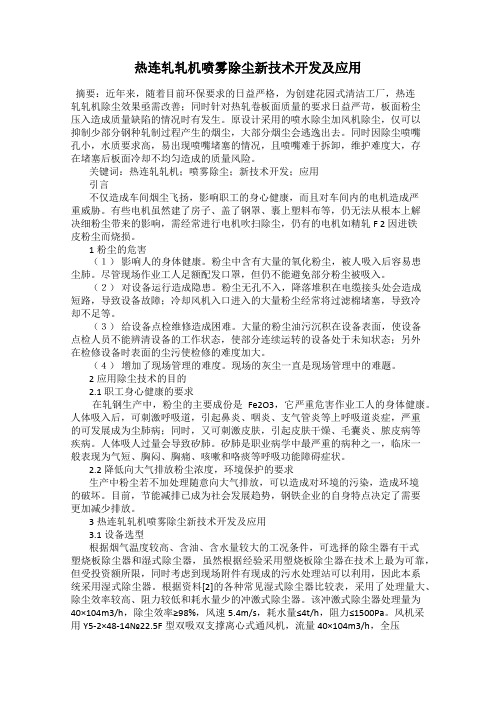
_ . - 带材料边缘厚度下 降 ’ 圆 弧 角 不 受 控 制 部 分 设定辊缝 与实 际带 材的偏差
d ● ∞ Ⅻ m
与轧机中心线的距离 ( mm )
图1 冷却油流量不 变 , 辊 缝形状和带材形状 之间的偏差
摘
要: 以某冷轧 厂 2 3 0 0 mm冷 轧机 中使 用的喷淋系统改造 为案例 , 介绍热喷系统 的原理及其 使用效果 。
关键词 : 冷轧机 ; 工作辊 ; 热 凸度 ; 热喷淋 ; 带材紧边
中图分类号 : T G 3 3 3 . 7 2 文献 标 识 码 : B 文章编号 : 1 6 7 1 —6 7 9 5 ( 2 0 1 4 ) 0 4— 0 0 4 4— 0 2
国内 目前普 遍使 用 的喷淋 冷却 控 制是 冷轧 生产 中
最为成熟 的一种板 型控制方法 , 其控制原 理是通 过对局 部冷却液 流量 的调整 , 来 改 变 轧辊 相应 部位 的热 凸度 ,
使用 油基 冷却 剂 的除 热 能力 有 限 , 轧 辊 会 产 生 比使 用 水基 冷却 剂更 大 的热 凸度 , 因 此 导致 带 材 边 部轧 辊 辊 缝形 状 和带材 形状 之 间 的偏 差 , 如果 不 调 整 就会 形 成 紧边 , 这 也是 铝带 轧机 经 常 出现 的问题 。
生大 量轧 制 变形热 , 轧 辊热 凸度 增 大 , 紧 边 随之产 生 。
本案例 中热输入 为 1 . 1 2 M W/ m, 轧制力为 4 k N / r r m a ,
输 入就越 大 , 轧 辊 的热 凸 度 也 越 大 , 带 材 边 部 紧边 的
可 能性 也随 之增 加 。
第4 3卷
第 4期
有 色金 属 加 工
NO NF ERRO US MET AL S PROCES SI NG
VO 1 . 4 3 NO . 4
2 0 1 4年 8月
Au g u s t 2 0 1
张 俊 芳
( 洛 阳有色金属加 工设 计研 究院 , 河 南 洛阳 4 7 1 0 3 9 )
2 实施 过 程
2 . 1 实施 目标
通 过安 装边 部热 喷 板 减少 在 大 压 下 量 、 高 速 轧 制 和 生产 薄规 格产 品 时 出现 的紧边 状 况 , 从 而 提 高 轧 机 速 度 和板型 质 量 ; 采 用新的 自 ’ 适 应 设 置模 式 , 根 据 轧 辊 辊缝 开度 、 张 力和 板 型 控制 执 行 机 构 的设 定 预 计 出 最 优化 的轧 制 速 度 , 从而缩短穿带 时间 、 减 少 断 带 并
I \ .
厂 一
。 I 。 工 作 辊 压 扁
7 一 /
、
中的紧边 问题 , 控 制带材 边缘板形 。 本 文通 过一 个 案 例 描 述 如 何 采 取 快 速 有 效 的步 骤来 优 化 2 3 0 0 a r m 冷轧 机 的性 能 , 发 挥轧 机潜 力 , 最终
Fi g .1 Gr a ph s h o wi n g de v i a t i o n be t we e n r o l l g a p
1 带材 紧 边产 生 的 原 因
带材 边 部 的厚 度 凸度 曲线 、 工作 辊 热膨 胀 以及 因 与带材 接触 产 生 的 工作 辊 压 扁 这 三 个 主 要 因素 决 定 带 材 边部 的 形 状 。工 作 辊 热 膨 胀 和 工 作 辊 的压 扁在
从而起 到控 制板 形 的 作用 。但 是 宽 幅 ( 带 材 宽度 大 于 1 6 0 0 m m) 高速冷 轧机 的带材易 出现紧边缺 陷 , 影 响成材 率, 导致 产量下降 。热喷淋控 制是在满 足冷却控 制的基
础上对带 材边缘 的板 型进 行有 效 控制 。 因此在 带材 边 缘设置 热喷淋装 置 , 为工作 辊 提供 热 量补 偿 , 增 大 带材 边缘覆 盖 的工作 辊 区域热 凸度 , 可改善 或解决带 材轧制
带 材 边部 附 近 出现 最 大梯 度 降 , 带 材 边 部形 状 对 上 述 两者 的变 化 特 别 敏 感 。 由 于 大 压 下 量 和 高 速 轧 制 产
a n d s t r i p s h a p e wi t h u n c h a n g e d c o o l a n t l f o w
力和 冷却 油 的流量 在 整个 轧 辊 宽 度 方 向上 不 变 , 且 带
材 中心 区 域 凸度 为 零 ( 不 考 虑 轧 制 中 心 线 发 生 的偏
移) , 传统 轧机 的执行 机构 完 全能 够 控 制这 两 个 参 数 。
收 稿 日期 : 2 0 1 4—0 1 —2 4
作者简介 : 张俊芳 ( 1 9 7 0一) , 女, 高级 工程 师 , 主要从事冶 金设 备设计及项 目管理工作 。
图 1中所 列 的 因 素 会 随 着 产 品和 轧 制 条 件 的 变 化而 变化 。工 作辊 压 扁 是轧 制 负 荷 的 函数 , 辊 热 凸度 是从 辊缝 输 入 轧 辊 能 量 和 喷 淋 冷 却 油带 走 能 量 的 函
数 。轧制 速度 越 快 , 产 品硬度越高 , 进 入 轧 辊 的能 量
圆周平 均 冷却 油 传 热 系数 为 9 . 3 5 k W/  ̄ C / m , 是 铝 带
冷轧 机轧 制 薄 规 格 产 品 时通 常 采 用 的参 数 。 图 1所 示 为 部分 由于工作 辊 热膨 胀 造 成 的 辊径 变 化 、 工 作 辊 压扁 和带 材 厚 度 凸度 曲线 。辊 缝 与 其 最 优 带 材 厚 度 曲线 的偏 差 将 导 致 带 材 边 部 不 均 匀 减 薄 。 假 定 轧 制