板坯连铸轻压下技术的研究与应用
八钢四号板坯连铸机全程动态轻压下技术的应用

八钢四号板坯连铸机全程动态轻压下技术的应用冯科;郭庆华;吴军;孔意文;青绍平;龙灏;任佳;狄明军;徐栋;王豫东;鲁军【期刊名称】《钢铁技术》【年(卷),期】2010(000)002【摘要】通过对八钢四号板坯连铸机现有轻压下系统的技术改造和升级,使其具备了全程(包括弧形段和水平段)动态轻压下功能,并成功实现了工业化应用,生产实践表明:改造后四号机在弧形段和水平段均可正常实施轻压下功能,整个压下过程平稳顺利,辊缝控制精度良好,L2模型跟踪准确、算法先进,L1程序控制合理、执行可靠,在矫直段实施轻压下时铸坯无内部裂纹生成,铸坯内部质量(包括中心偏析和中心疏松)得以明显改善,充分实现了轻压下技术的冶金工艺效果.【总页数】4页(P1-3,33)【作者】冯科;郭庆华;吴军;孔意文;青绍平;龙灏;任佳;狄明军;徐栋;王豫东;鲁军【作者单位】中冶赛迪公司,重庆,400013;宝钢集团八钢公司第二炼钢厂,新疆乌鲁木齐,830022;宝钢集团八钢公司第二炼钢厂,新疆乌鲁木齐,830022;中冶赛迪公司,重庆,400013;中冶赛迪公司,重庆,400013;中冶赛迪公司,重庆,400013;中冶赛迪公司,重庆,400013;宝钢集团八钢公司第二炼钢厂,新疆乌鲁木齐,830022;宝钢集团八钢公司第二炼钢厂,新疆乌鲁木齐,830022;宝钢集团八钢公司第二炼钢厂,新疆乌鲁木齐,830022;宝钢集团八钢公司第二炼钢厂,新疆乌鲁木齐,830022【正文语种】中文【相关文献】1.八钢板坯连铸机动态轻压下技术的优化 [J], 吴军2.板坯连铸机动态轻压下技术的应用 [J], 许建祥;郝丽娟3.动态轻压下技术在新钢二炼钢板坯连铸机的工业应用 [J], 冯科;乐凯波;孔意文;岳洪亮;佘科;曹建峰;曾珊;赵和明;江晓敏;阮细保4.板坯连铸机动态轻压下液压伺服设备高效改造方案研究及应用实践 [J], 张伟;丘铭军;李向辉;王亚强;田慧林5.《板坯连铸机动态轻压下技术的研究开发及应用》项目荣获2007年度冶金科学技术贰等奖项目简介 [J],因版权原因,仅展示原文概要,查看原文内容请购买。
动态轻压下技术在连铸中的应用
Abstrac t: The princ iple and som e m odes of so ft reduction techn ique o f fina l stage of solid ification we re briefed. T he m ain techno log ical param eters of the technique w ere ana lyzed and d iscussed , such as po sition o f so ft reduction, so ft reduction ra tio , to tal so ft reduction am ount, so ft reduction rate, casting speed and so on. The application results o f th is techno logy w ere compared. It is concluded that th is techno logy is effec tive to abate centra l segrega tion, im prove qua lity o f produc t and pro duce high va lue added product. K ey word s: dynam ic soft reduction; cen tral seg regation; interna l soundness
202. 00
a 50%
b 95%
10
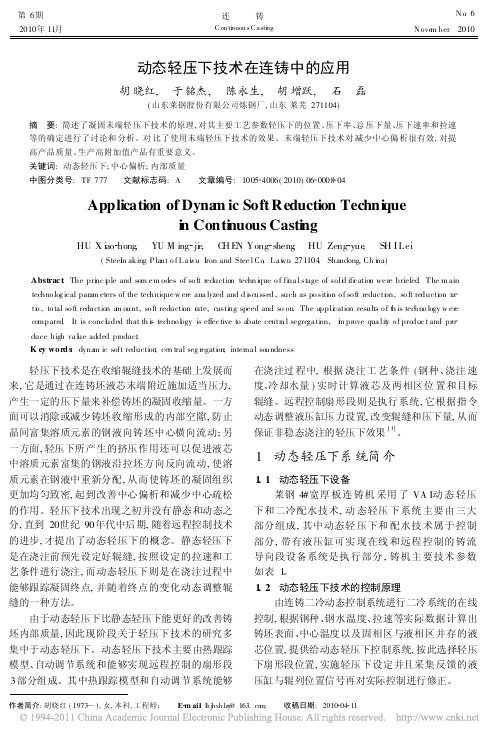
辊缝值 结晶器上口 结晶器下口 垂直段入口 垂直段出口 矫直一段入口 水平一段入口 水平末段出口 压下量 /mm 出口实际辊缝值 压下位置固相率
连铸
表 3 250mm 厚辊缝及压下参数值 Table 3 Param eters of 250mm th ick roll gap and redu ction
梅钢连铸动态轻压下技术的应用与展望

Ap lc to n r p c ie o n m i p ia i n a d Pe s e tv fDy a c S f- e u to e h o o y f r Co tn o s Ca tn tM eg ng o tr d c i n T c n l g o n i u u si g a i a Ji n h n k a N i ihu a gZ o g u i u a X C e g Na la g h n ii n Gu e h Zo n u oZh n e uJu s
2 应 用情 况
2 1 轻压 下技 术对板 坯外 形质量 的影响 .
2 1 1 对 板 坯 窄 面 形 状 的 影 响 . .
该 铸机 于 2 0 —22 0 30 —8日投产 , 过 对 该 技 术 的使 通 用 跟踪 , 总体来 说应 用是 比较 成功 的 , 障率 非常 故
低 , 坯无 中心线 裂 纹 , 出 现 明显 异 常 , 也 发 板 未 但
现 一些小 的 问题 , 要 在 技 术 上进 一 步 优 化 。梅 需
梅 钢 2号 板 坯 连 铸 机 投 产 后 , 机 拉 速 在 铸
18m/ n . mi以下 时 , 坯 窄面 形状 基 本 正 常 , 是 板 但
当拉 速 超 过 1 8m/ n时 , 坯 窄 面 鼓 肚 严 重 , . mi 板
单侧 最 大鼓 肚 量 超 过 1 0 mm。为解 决 板 坯 鼓 肚
问题 , 结 晶器 窄 面 锥度 由 1 0 调 至 1 1 , 将 . . 足
钢 2号连铸 机基 本参 数见 表 1 。 梅钢 2号 连铸机 动态轻 压下 模 型控制 总 思路
连铸轻压下工艺优化与实践

连铸轻压下工艺优化与实践杨文清,陈迪庆,白静,潘金保(武钢股份条材总厂,武汉,430083)摘要:本文介绍了轻压下对改善铸坯中心偏析和中心疏松的作用,通过对液芯长度计算,确定压下位置,进行多次试验,并对试验结果进行分析对比,选择最适合的压下方式。
关键字:轻压下;中心偏析;中心疏松1 前言连铸钢水在冷凝过程中,低熔点的物质被推向铸坯中心部位,形成了C、S、P、Mn 等元素的偏析带,该偏析带在液相穴终端存在于底部,形成了中心偏析和中心疏松缺陷。
轻压下技术是连铸坯拉矫时,对带液芯的铸坯施加小的压力的工艺方法。
即在铸坯凝固终端附近,对铸坯施加一定的压下量,使铸坯凝固终端形成的液相穴被破坏,以打断枝晶搭桥。
轻压下工艺能够改善中心偏析和中心疏松,但如果工艺不当,会产生压下裂纹,严重影响连铸坯质量。
武钢条材总厂一炼钢分厂(以下简称“一炼钢”)1#连铸机主要生产高碳钢。
对高碳钢来说,由于碳含量较高造成导热性差、凝固区间大,连铸坯本身容易产生偏析、疏松和缩孔等缺陷,在拉丝和扭转过程中容易引起断裂 [1] 。
受铸机断面大小等条件的制约,铸坯中心碳偏析一直是一炼钢控制难点。
该厂通过对拉矫机设备进行改造,使设备具备更大压下功能,并通过计算液芯长度,调整压下方式,找出最适合的压下量及压下方式。
2 浇注工艺现状一炼钢1#连铸机是五机五流弧形连铸机,主要生产高碳钢,铸机主要工艺参数见下表:目前,高碳钢轻压下压下量为 9mm,从低倍检验看,铸坯存在一定程度中心疏松,铸坯中心碳偏析也一直徘徊在 1.15 左右,与其他炼钢厂相比有很大差距,难以满足日益增长的客户需求。
3 凝固末端计算对高碳钢发生纵裂漏钢的坯壳进行分析,将漏钢坯壳横向切开,测量切开点的坯壳厚度,根据坯壳厚度计算凝固系数,漏钢时浇注工艺如下:漏钢坯壳示意图如下:坯壳厚度测量结果及凝固系数计算如下:注:凝固系数:K=D*(V/L) 1/2 D 为凝固坯壳厚度,V 为拉速,L 为到液面距离取两点的平均凝固系数作为综合凝固系数K,则可计算出液芯长度 L。
北京科技大学科技成果——软压下技术在方坯连铸中的应用

北京科技大学科技成果——软压下技术在方坯连铸
中的应用
成果简介
软压下技术是当今世界上连铸领域的前沿技术。
其基本目的就是改善铸坯凝固时宏观偏析的自然形成过程,在铸坯将要完全凝固时,通过压下力的作用使铸坯发生变形,不但补偿这时由于中心快速温降而造成的收缩,并且可把残余元素或合金元素富集区域的钢液挤回树枝晶状体的间隙区域内,同时将最后凝固的树枝晶组织破碎,从而形成致密而无偏析的中心区再凝固组织,从而达到降低偏析程度的目的。
同时,在这个过程中,铸坯的内部裂纹被焊合,疏松和缩孔也被压合。
因此,软压下技术能明显改善铸坯的内部质量。
北京科技大学多年来与武汉大西洋冶金工程技术有限公司合作,从事软压下领域的理论、装备及生产实践研究。
现已探明软压下技术的机理,并在轻压下装置设计时的结构及工艺参数的选取方面取得了可喜的成果。
从样机的现场运行情况看,达到了明显改善铸坯内部质量的目的。
本成果对于抑制方坯连铸生产中的低倍缺陷具有很好的实际应用价值。
可在方坯连铸中推广应用。
经济效益及市场分析
不管是板坯连铸、方坯连铸还是圆坯连铸,世界上发达国家采用软压下技术已比较普遍。
但我国在软压下技术领域的研究则还处于起步阶段,现已采用软
压下技术的厂家还不多,且大部分设备均为国外引进。
这也正是我国钢材产品质量与国际先进国家产品存在较大差距的原因之一。
随着中国的入世,各企业正受到前所未有的挑战。
提高产品的质量成为当务之急,基于软压下技术在改善铸坯内部质量方面的独特优势,不久的将来软压下技术在我国的普及应用是完全可以想见的事情。
绪论二冷动态轻压下技术原理连铸坯...

I绪论
1.3.2二冷动态轻压下技术原理
连铸坯在二冷的凝固过程中,由于凝固收缩和选分结晶原因,通常会出现中心偏析和中心疏松等缺陷。
铸坯中心偏析和疏松是由f凝固壳冷却收缩或鼓肚,使糊状区枝晶间富集溶质元素的剩余液相流到铸坯的中心区域而形成。
连铸二冷动态轻压下技术就是在铸坯凝固末端附近施加适当的压力沿铸坯厚度方向压下微量位移,在液芯压下过程中,铸坯在压下辊的作用下向内挤压钢水,使芯部钢水向上运动,这种运动使正在凝固的钢水混合,还可以促进液芯中心富集的溶质元素钢液沿拉坯方向反向流动,使溶质元素在钢液中重新分配,具有混匀溶质、消除成分偏析,促进中心区域凝固的优点。
同时,轻压下产生的压下量可以补偿铸坯的自然凝固收缩[40l,消除或减少铸坯收缩形成的内部空隙,防止晶间富集溶质元素的钢液向铸坯中心和凝固空隙横向流动,对改善中心疏松和中心偏析有着很大的作用。
实践证明,合理的液芯压下不仅能解决连铸与连轧之间的厚度匹配问题,而且能细化铸坯内部组织,使铸坯的凝固组织更加均匀致密,进一步减轻或消除铸坯中心偏析,提高铸坯的内部质量。
液芯动态轻压下示意图见图1.3。
图1.3液芯压下设备示意图【411
Fig.1.3SchematicdiagramofLiquidcorereduction
连铸二冷动态轻压下【42-431通常是建立在二冷动态模型的基础上。
首先建立连铸二冷动态凝固传热数学模型,利用数值分析方法跟踪计算铸坯在二冷区的温度场分布,结合所浇铸钢种的高温物理性能参数,实时了解连铸坯的温降规律、凝固壳生长规律、凝固末端位置变化。
再根据铸坯的凝固状态实行动态轻压下控制。
7。
薄板坯连铸带液芯轻压下技术

第39卷 第2期2004年2月 钢 铁I RON AND ST EELV o l.39,N o.2Feb ruary2004薄板坯连铸带液芯轻压下技术袁集华(钢铁研究总院连铸技术国家工程研究中心,北京100081)摘 要 就薄板坯连铸带液芯轻压下过程的设备条件、控制系统、工艺要求、生产操作方式、铸坯的质量等做了简要的概述。
结构合理的扇形段和能力恰当的液压缸、先进的PL C控制系统是轻压下的技术关键;稳定及合适的连铸工艺亦是带液芯轻压下不可缺少的基本前提;扇形段采用平行缓慢方式挤压带液芯的铸坯是稳定生产的有效措施;薄板坯连铸带液芯轻压下对铸坯质量的影响比较小。
关键词 薄板坯连铸 带液芯轻压下中图法分类号 T F77717 文献标识码 ATH IN S LAB CAST ING W ITH L IQU I D CORE RED UCT I ONYU AN J ihua(N ati onal Engineering and R esearch Cen ter fo r Con tinuou s Casting T echno logy,Cen tral Iron and Steel R esearch In stitu te,Beijing100081)ABSTRACT T he equ i pm en t,con tro l system,techn ical requ irem en ts,op erati on m ode and p rod2 uct quality of th in slab casting w ith liqu id co re reducti on(L CR)are in troduced1T he segm en ts w ith reasonab le design,cylinders w ith su itab le cap acity,and advanced PL C system are the key p arts fo r L CR1T he stab le and su itab le casting techno logies are also the p reconditi on s fo r L CR1 In the segm en ts the liqu id co re th in slab shou ld be squeezed slow ly and p arallelly1L CR has a lit2 tle effect on th in slab quality1KEY WORD S th in slab casting,liqu id co re reducti on1 前言带液芯轻压下技术已成为薄板坯连铸连轧工艺流程中的一个重要组成部分,并已成熟地应用于实际生产过程中。
轴承钢方坯动态轻压下研究及应用

轴承钢方坯动态轻压下研究及应用篇一咱今天唠唠轴承钢方坯动态轻压下这事儿。
我刚进厂子那会,啥都新鲜,看着生产线像条巨龙,一节节吐出通红的钢坯,心里那叫一个震撼。
当时就对轴承钢方坯的生产环节特别感兴趣,尤其是这动态轻压下技术,感觉特别神秘。
一开始接触理论知识,什么凝固末端、糊状区,听得我脑袋嗡嗡的。
我就想啊,这跟我小时候看打铁有啥区别呢?打铁的时候,师傅一锤子下去,红通通的铁块就慢慢成型了,这动态轻压下是不是类似,不过是高科技版的“打铁”。
为了弄懂,我跟着师傅天天蹲在生产线旁。
有一回,生产线出了点小故障,正好是在动态轻压下设备附近。
我看到那原本该均匀流动的钢液,在方坯里好像有点“闹脾气”,凝固得乱七八糟。
师傅赶紧招呼大家排查,原来是压力参数设置得有点偏差。
正常运行的时候,压下的力度得随着钢坯凝固进程微调,就像你给气球打气,一开始轻点,快满了的时候稍微控制点劲儿,一个道理。
那次故障让我深刻明白,这参数哪怕差一点,整个钢坯质量就天差地别。
在研究过程中,我发现不同批次的轴承钢原料,对动态轻压下的反馈也不一样。
有的原料杂质多点,流动性就差些,这时候压下的时机和力度都得调整。
我们就像大厨做菜,得根据食材的“脾气秉性”来掌握火候与调料的多少。
经过反复试验,记录每次钢坯的质量数据,对比分析,才慢慢摸透规律。
咱再讲讲应用。
当把动态轻压下技术调好后,生产出的轴承钢方坯那质量提升可太明显了!以前的方坯拿去加工轴承,有些细微裂纹、疏松啥的,成品轴承寿命短,容易出故障。
现在可好,新的方坯做出来的轴承,在检测台上转得那叫一个欢实,抗磨损能力杠杠的,用到机械里,稳定性大大提高。
客户反馈设备维修次数都少了,咱心里那成就感,就跟自家孩子考了全班第一似的。
这动态轻压下技术,别看只是生产线上小小的一环,却实实在在让咱厂子的轴承钢产品挺直了腰杆,走向更广阔的市场,未来咱还得接着琢磨,让它发挥更大作用!轴承钢方坯动态轻压下研究及应用篇二进这行久了,对轴承钢方坯动态轻压下了解得越来越深入,也有了更多故事。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电磁搅拌、 低过热度浇铸 、 轻压下等技术。实 践表明, 轻压下技 术对改善铸坯 的中心偏 析有 显 著 的作用 , 钢 1铸 机 目前 就 是采 用 根 据 涟 #
凝 固末端进行 实时轻压下 的动态 轻压下技术 。
图 2 铸 坯 的 低 倍 照 片 ( 3 5 H) Q 4 B—
2 研究方法
9 . l 7 1 7 4. 8 2 . 9 5 O 0 .7 2 4 2 87
图 3 凝 固末 端 两 相 示 意 图
从 表 2中可 以看 出 , 钉试 验 得 到 的凝 射
为摸 清在采 用 动 态 轻压 下 技 术 条 件 下 , 铸坯 中心 偏析 产 生 的原 因 , 对 轻 压下 各 参 须
图 1 辊 式 轻 压 下 示 先通 过 射 钉 试 验 核 故
查 二级轻 压下模 型 的凝 固末 端 与实测 凝 固末
轻压下 技术 的 机理 如 图 1所 示 : 连铸 在
量方面均有优势, 但中心偏析和疏松是 连铸
坯 的 主要缺 陷 之 一 , 它严 重 影 响 了钢 材 的性 能 。 目前 , 常用 的改善铸坯 中心偏析 的方 法有
20级 , 2为典型铸坯低倍 照片。为充分 . 图 发挥 轻压 下功 能 , 效地 控 制 中心偏 析 和 中 有
心疏 松 , 对 1连铸 机 开展 了一 系列 的轻 压 针 # 下工 艺优 化研究 工作 。 ,
促 进钢 液 中的 溶质 元 素 进行 重 新 分 配 , 而 从 使 铸坯 的凝 固组 织 更 加 均匀 致 密 , 到 改 善 起
中心偏 析 和减少 中心疏 松 的作 用 。
涟 钢 1 连 铸 机 采用 动 态 轻 压 下 技 术 生 # 产时 , 压下 效果 不佳 , 坯 中心存 在较 为严 轻 铸 重 的偏 析 , 部分 中心 疏松 和 中心偏 析 均 达 到
3 1 射钉 试验与 模型 验证 . 压下 位 置 是 轻 压 下 技 术 的重 要 参 数 之
一
8是 在 八 段 末 宽 面 I4处 射钉 结 果 , / 可看
出 , 处铸 坯 已经 全 部凝 固 。射钉 试 验 结 果 该 与连铸 机 二 级 模 型 计 算 结 果 对 比如 表 2所
93 9 . 15 13 1 15 4 8 0 0 . l
15 2 . 2. 1 4 61 O 4
2
3 f0  ̄ - - 1
1o 0
9 6
12 0
9 . 3 8
l2 195 l5 1 o . 1
/
1 5 2 . 6 l .1 l 16 9 5
坯 取样做 低倍检 验来 对 比优化前 和优 化后 的
对射钉 试验 条件下 连铸坯 进行 取样 和低 倍 侵蚀 后 , 到如 图 4所 示 的射钉低倍 组 织 。 得 图 4为 20×11 面 L 50 3 30断 G 1L铸 坯 射 钉 照 片 , 中 1— 、 —7为在 六 、 其 61 七段 末 宽 面 14 / 处 射 钉 结 果 , 图 可 看 出铸 坯 凝 壳 厚 度 为 由
图 4 20X1 1 面 L 5 0 3 0断 3 G 1 L铸 坯 射 钉 照 片 表 2 射 钉 试 验 和 模 拟 预 报 结 果
编- 争—
1
.
六 凝壳 咖 七 凝壳 m 段末 / 段束 /m八段未 / m 凝固终点 m 凝壳 m /m
—
射钉
模型
射钉
模型
射钉
模型
射钉
模 型
坯液 芯末端 附近 施加压 力产 生一 定 的压下 量
端 的偏差 , 压下 凝 固模 型 的运 行 状 态 以及 轻 轻 压下控 制模 型 的实 施机 制 , 制 定 涟 钢 板 为 坯 轻压下 优化参 数 提供可靠 的数据 和模型保 障 。然后 在 此试验 基础上 进一 步优化 动态 轻
端预报进行了参数化修正 , 并在基 础辊缝 的基础 上确定 了正常与 非正 常浇铸条 件下的 轻压下 参数 , 化后 的轻压下使铸坯 中心疏松 和中心偏析 降到0 5级 , 优 . 铸坯横断面上 不同位置 的 C Mn 、
含量也非常均匀 , 满足工艺要求 。
1 前言
碳 钢 、 合金钢 、 殊钢等 钢种 的连 铸是 低 特 立 弯型 连铸 机投 产 2 O年 后 才发 展 起 来 的技 术 , 然与模 铸相 比 , 铸在 产 品的产量 和质 虽 连
来 补偿 铸坯 的凝 固收缩 量 。轻压 下一 方面 可 以消 除或减 少 铸 坯 收缩 形 成 的 内部 空 隙 , 防 止 晶间富集 溶质 元素 的钢 液 向铸 坯 中心横 向 流动 ; 另一 方面 , 轻压下 所产 生 的挤压 作用 可
压下参数 , 以改善铸坯 内部质量。通过对铸
.
1 ・ 7
9 m 15 m, 应 液 芯 为 4 m 2 mm。 1 3 m、0 m 对 4 m,0
—
铸坯内部质量。同时为了量化体现轻压下工 艺 改进后 连铸 坯 中心偏 析 改 善 的 程 度 , 在铸
坯 横截面 上进行 了打孔取样 分 析 C、 Mn等 易 偏 析元素 的偏 析程度 。
3 主要工艺参数研究
示。
,
对 其研 究也 有 多 年 , 目前 一致 认 为 , 中心
偏析 和疏 松 发 生 在 凝 固末 端 的 液 固 两 相 区
内 , 固末 端两相 区如 图 3所 示 , 凝 即液相 线温 度( 固相率 = ) 固相线 温度 ( 0和 固相 率 =
1 之 间的 区域 。 )
板 坯连 铸 轻 压 下 技 术 的研 究 与应 用
技 术 中 心
2 0转 炉厂 1
摘
张 亮洲
杨 秀枝
要
涟钢 l 连铸机采用动态轻压下技 术生产时 , # 轻压下效果不佳 , 中心疏松和 中心偏析 均达到 20级 。通过射钉试验发现 , . 实际液芯长 度 比模 型计算 长度短 约 16~ . m, 对铸机凝 固末 . 42 故