150t炼钢连铸的钢包回转台设计
150t转炉连铸热连轧工程简介
150t转炉-1780热连轧工程简介一、工程概述150t转炉-1780热连轧工程是安钢150t转炉-炉卷轧机工程的二期工程,拟在现有150t转炉厂内增建2座150t转炉以及两台双流板坯连铸机,一套1780热连轧生产线,年生产合格铸坯可达400万吨。
项目分步实施,其中第一步先建一座150t转炉和一台双流板坯连铸机及一套1780热连轧生产线;第二步再建一座150t转炉和一台双流板坯连铸机。
该工程主要设备,炼钢连铸部分:2座150t顶底复吹转炉、2个吹氩站、2座脱硫站、2个LF精炼炉、1套RH精炼装置、2台双流板坯连铸机。
热连轧部分: 3座步进梁式加热炉、1架带立辊的四辊可逆式粗轧机、1台飞剪、7架连轧四辊精轧机、2台卷取机。
该工程于2005年9月6日启动,炼钢连铸分别于2006年11月18日和12月6日投产;1780热连轧预计2007年6月份投产,最终将形成:150t顶底复吹转炉—LF/RH精炼—双流板坯连铸—1780热连轧四位一体紧奏式的先进生产线。
二、产品大纲及生产能力1、产品大纲该工程生产的钢种主要有:碳素结构钢,如Q195~Q235系列、SS330、 SS400等;优质碳素结构钢,如08~70、08AL、SPHC、ST14等;超低碳钢,如LC、ELC、ULC、IF等;低合金高强度钢,如Q295、Q345、Q420、Q460等;专用钢,如集装箱用钢、耐候钢、管线钢、汽车梁及汽车结构用钢、压力容器、锅炉用钢、桥梁用钢等。
该产品大纲结构合理,既有用量大的基础建设用钢,也有汽车、桥梁、集装箱、石油天然气输送管线钢等高附加值的高端产品,丰富了安钢的产品结构,提高了安钢产品的竞争力,为安钢向特大型钢铁强厂发展奠定了基础。
2、设计生产能力及产品规格钢水年产量:368万吨铸坯年产量:360万吨,厚度210 mm、230 mm,宽度800 mm~1650 mm,定尺9 m~11m,少量4.5 m~5.3 m板带年产量:350万吨,厚度 1.2mm~19mm,宽度800mm~1630mm三、该工程所采用的新技术新工艺1、炼钢部分:铁水脱硫技术、副枪及动静态模型控制技术、LF/RH 精炼技术、自动化装备:三级计算机生产管理系统等。
钢包回转台的设计说明书
钢包回转台的设计说明书第一章绪论1.1铸钢生产及分类钢的生产过程主要分为炼钢和铸钢两大环节,炼钢的任务是将有关原材料通过炼钢炉炼成质量合格的钢液,铸钢的任务是将成份合格的钢液铸成合适于轧钢和锻压加工所需要的一定形状的钢块(连铸坯或是钢锭)。
铸钢作业是炼钢和轧钢之间的一项特殊作业,其特点行表现为它把钢液变成固定的凝固过程。
当钢液凝固后,在以后的轧钢过程中就不能对质量有本质的改变了。
因此,铸钢作业对产品的质量和成本有重大影响,必须予以特别重视。
铸钢生产可以分为钢锭模浇注(以下简称铸模)和连续铸钢(以下简称连铸)两大类。
铸模是将钢液注入铸铁制作的钢锭模,冷却凝固成钢锭的工艺过程:连铸是将钢水不断的注入水冷结晶器,连续获得铸坯的工艺过程。
连铸的出现从根本上改变了一个世纪以来占统治地位的钢钉初轧工艺,由于它所具有的一系列优越性,使得他自20世纪70年代大规模应用于工业生产以来得到迅速发展。
目前世界上主要产钢大国如日本、美国等连铸坯产量已经超过连铸钢总量的90%以上,连铸已经成为主要的铸钢生产方法。
1.2连铸技术的发展概况1.2.1国外连铸技术的发展概况早在19世纪中期亨利就提出连续浇注液态金属的设想,他在1858年钢铁协会伦敦会议的论文《模铸不如连铸》中提出设想,但一直到20世纪40年代。
连铸工艺才实现工业应用。
在这段时间,由于钢的高熔点和高导热率等原因,研究人员遇到了很多问题。
在连续铸钢开始时,最先使用的是立式连铸机。
这种连铸机有一个弹簧固定的结晶器,产量通常很低,而且因为钢与结晶器粘连,漏钢很常见。
振动结晶器的想法归功于德国人seigfried,他首创了有色金属的连续铸造,与1952年用于德国的钢铁厂的直结晶器立式连铸机上,这是连铸工业化规模的开始。
由于技术的限制多年只应用于小工厂,自1970年开始连铸开始应用于钢铁联合企业来生产板坯。
1.2.2我国连铸技术的发展概况我国是研究和应用连铸技术较早的国家之一,早在20世纪50年代就开始探索性的工作,60年代初进入到连铸技术工业应用阶段。
连铸工程钢包回转台安装
山 西 建 筑
S HANXI ARCH I CTURE TE
V0 . 6No. 0 13 2
J1 2 1 u. 0 0
・11 ・ 1
文 章 编 号 :0 96 2 (0 0 2 .1 10 1 0 —8 5 2 1 )00 1 -2
7 防水 卷材 施 工成 品保 护
防水卷材工程 质量 和完 工后 的成 品保护 密切 相关 。为此 必 须采取有针对性 的措施 , 防止将 已完工 的防水层 破坏成 为渗漏 的
隐 患 。 已铺 贴 好 的 卷 材 防 水 层 , 及 时 采 取 保 护 措 施 , 作 人 员 应 操
工方案 , 工程防水效果应 满足 G 00 —0 8地下 工程 防水 技 该 B 5 182 0
a伸缩缝施工 时未 断开 , . 导致 防水层 撕 裂 ; . 他 部位 由于粘 结 b其
粘结不牢 、 动或基层清理不干净 , 材搭接长度不够 。 松 卷
地下室筏板 防水是 一 门综 合性 、 用性很 强 的工程 技术 , 实 要 求高 、 度大。要提高防水工程 的质 量 , 以材料为基础 , 难 应 以设 计 不牢 、 卷材松 动或 衬垫材料不严 、 有空隙等 ;. c 接槎处 漏水 原因是 为前 提 , 以施工 为关键 , 并加 强维护 。通过实 施筏板 防水专项 施
2 双桥 吊“ 中接 力” 案 的确 定 空 方
3. 回 转 底 座 安 装 2
回转底座 吊装 前要 先在基 础上 进行 坐浆 或研垫 板。如果 采 我们通过综 合分析和充分论 证 , 设计 并制作 了一 个扁担式 吊 坐浆块数量可根据底座重量 和地脚螺栓 初次 紧固力确 具( 以后 可用 于其他工程 )选定 了双桥 吊“ , 空中接力 ” 的吊装方案 用坐浆法 , 定 , 数量不宜过多 , 但 否则会 给后来的底座调整提高一定难度 。坐 ( 回转底座 、 回转体 、 门形 框 架等 均可 采用 这一 方 案 ) 。具体 吊装
连铸钢包回转台安装方案(优.选)
**连铸机钢包回转台安装施工作业设计批准日期审核日期编制日期**公司2002/10/21目录1、编制依据2、工程概况2.1工程内容2.2相关条件2.3工程特点3、安装程序3.1安装流程3.2测量放线3.3底座吊装就位3.4、旋转套筒及旋转臂和其它部件的安装3.5底座找正作业操作要领3.6吊装注意事3.7吊具的强度计算4.工期计划4.1工期网络计划4.2工期控制措施4、质量方针和目标5.1质量方针5.2质量目标5.3质量保证措施5.4质量管理组织5、施工组织6、安全管理7.1安全目标7.2安全措施7.3安全管理组织8.机具及材料9.附图1、编制依据本施工作业设计编制主要依据下列技术资料1)《冶金机械设备安装工程质量检验评定标准》:连续铸钢设备,冶金工业出版社,YB 9244-922)梅钢发放的安装图与转化图3)奥钢联提供的安装说明书4)《冶金机械设备安装工程施工及验收规范》YBJ 202-835)《工程测量规范》GB50026-936)《建筑施工高处作业安全技术规范》JBJ80-917)《建筑工程施工现场供用电安全规范》GB 50194-938)《建筑机械使用安全技术规程》JBJ33-869)《工业设备、管道焊接工程施工及验收规范》GBJ236-822、工程概况2.1工程内容本施工作业设计主要包括下列内容永久基准点和中心标板的埋设;钢包回转台底座的安装与找正;旋转体的安装;两只旋转臂的安装及旋转臂升降装置的安装;旋转驱动装置安装;钢包加盖装置的安装等。
**连铸机的钢包回转台由底座(11.3t)、旋转体(40t)、旋转臂(47.7t)、旋转臂升降装置(16.5t)、上连杆(26.5t)、下连杆(6.4t)、钢包加盖装置、旋转驱动装置等机械部件组成;总重215 .32T。
该钢包回转台位于厂房③线-④线的L列行车轨道梁之下,吊装位置极其困难;其底座基础标高为+10.847m,行车梁隔热板下表面标高为+22.015m。
150t×3转炉精炼及连铸工艺设计 终稿
重庆科技学院毕业设计(论文)题目150t×3转炉精炼及连铸工艺设计学院冶金与材料工程学院专业班级冶金工程2009-03学生姓名储强泽学号200944046 指导教师张倩影职称讲师评阅教师安娟职称助教2013年6 月14日注意事项1.设计(论文)的内容包括:1)封面(按教务处制定的标准封面格式制作)2)原创性声明3)中文摘要(300字左右)、关键词4)外文摘要、关键词5)目次页(附件不统一编入)6)论文主体部分:引言(或绪论)、正文、结论7)参考文献8)致谢9)附录(对论文支持必要时)2.论文字数要求:理工类设计(论文)正文字数不少于1万字(不包括图纸、程序清单等),文科类论文正文字数不少于1.2万字。
3.附件包括:任务书、开题报告、外文译文、译文原文(复印件)。
4.文字、图表要求:1)文字通顺,语言流畅,书写字迹工整,打印字体及大小符合要求,无错别字,不准请他人代写2)工程设计类题目的图纸,要求部分用尺规绘制,部分用计算机绘制,所有图纸应符合国家技术标准规范。
图表整洁,布局合理,文字注释必须使用工程字书写,不准用徒手画3)毕业论文须用A4单面打印,论文50页以上的双面打印4)图表应绘制于无格子的页面上5)软件工程类课题应有程序清单,并提供电子文档5.装订顺序1)设计(论文)2)附件:按照任务书、开题报告、外文译文、译文原文(复印件)次序装订3)其它学生毕业设计(论文)原创性声明本人以信誉声明:所呈交的毕业设计(论文)是在导师的指导下进行的设计(研究)工作及取得的成果,设计(论文)中引用他(她)人的文献、数据、图件、资料均已明确标注出,论文中的结论和结果为本人独立完成,不包含他人成果及为获得重庆科技学院或其它教育机构的学位或证书而使用其材料。
与我一同工作的同志对本设计(研究)所做的任何贡献均已在论文中作了明确的说明并表示了谢意。
毕业设计(论文)作者(签字):年月日摘要摘要目前,我国钢铁行业处于低迷期,一些中小型钢铁厂生存艰难,究其原因主要是这些企业能耗高,产品单一,产品科技含量低,缺乏市场竞争力。
方坯连铸线中钢包回转台及中间罐车的制造
方坯连铸线中钢包回转台及中间罐车的制造文章结合实际生产过程,介绍了墨西哥某连铸生产线中钢包回转台及中间罐车的制作过程、容易出现的问题及解决方案,以便为同类产品的制作提供参考。
标签:回转台;罐车;焊接;机加;装配试车前言钢包回转台和中间罐车是保证连铸机实现连续浇铸,提高生产效率的重要设备。
钢包回转台设在连铸机浇铸位置的上方用于运载钢包过跨和支承钢包进行浇铸。
按其结构形式可以分成直臂式、蝶式等。
直臂式转台转臂为一整体结构,一般情况下,此种结构只能进行回转动作,而不能实现钢包的升降动作,为了克服这一缺点,后来的设计对此种结构进行了一些改进,在直臂的两端分别安装了可供钢包单独升降的液压缸,如图1所示,但是由于液压缸的数量较多,在钢包升降过程中对液压缸同步性的要求较高。
蝶式钢包回转台应用了四连杆式结构,主要由钢包臂,上、下连杆,回转框架,基础框架,提升液压缸组成,即可实现钢包的回转动作,又可以实现钢包的单独升降动作,如图2所示,由于每个钢包的升降动作只由一个提升液压缸驱动,所以不用考虑多液压缸提升时的同步性问题。
由于结构简单,且功能可靠,此种结构的回转台应用比较广泛,本文涉及的即为此种形式。
中间罐车用来将中间罐从预热工位运送到铸造工位,并承载中间罐进行连续浇铸。
一般由车架、走行驱动装置、升降装置、调节及称重装置等组成,根据功能的不同,结构略有差异,本文涉及的是一种悬臂式结构的中间罐车,如图3所示,能完成中间罐的升降、对中微调等动作。
厂内的制造过程主要分四步进行,即下料、焊接、机加以及装配联试车,过程复杂,任务量大,且持续周期长。
为了按时交货,并确保产品质量,制造过程要求准备充足、无缝衔接。
1 下料准备过程由于工作条件恶劣,即要抵抗浇铸过程中的高温辐射,又要承受重载荷,为了满足强度要求,在钢包臂、上下连杆以及在罐车中的升降装置等重要受力部位均采用了Q345D高强度结构钢板,并且要求钢板具有一定的Z向强度,最高可达Z35。
钢包回转台的设计计算
重 工 与 起 重 技 术
HEAVY INDU Srm IAL& HOIS,I1ING MACHINERY
式 中 : 承上面设备 自重 ;
G —A 侧座包 总重量 ; G厂-B侧钢包总 重量 ; K一 座包 冲击 系数 。 (4)径 向载荷
= G ×K  ̄/3 式 中 :
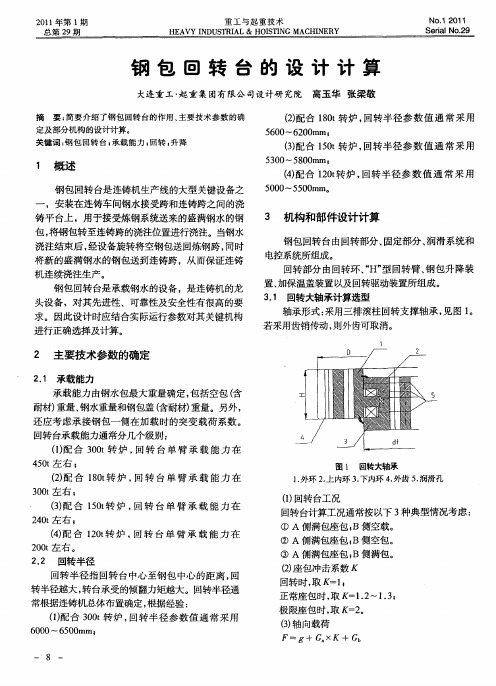
摘 要 :简要介绍 了钢包 回转台的作用、主要技术参数 的确 定及部分机构 的设计计算 。 关键 词 :钢 包 回转 台 ·承 载 能 力 ,回转 ,升 降
1 概 述
钢包 回转 台是连铸机生 产线的大型关键 设备之 一 , 安装在 连铸 车间钢水接受跨 和连铸跨之 间的浇 铸平 台上 ,用于接受炼 钢系统送来 的盛 满钢水 的钢 包 ,将钢包 转至连铸跨的浇注位置进行浇 注。当钢水 浇注 结束后 ,经设备旋转将 空钢包送 回炼钢 跨 ,同时 将 新 的盛 满钢水 的钢包送到 连铸 跨 ,从 而保 证连铸 机 连续浇注生产 。
(3)配 合 150t转 炉 ,回转 半 径参 数 值 通 常 采 用
5300~ 5800mm {
(4)配合 120t转 炉 ,回转半 径 参 数 值 通 常 采 用
5000~ 5500mm 。
3 t/l, ̄和部件设计计算
钢包 回转 台由回转部分 、固定部分 、润滑 系统和 电控系统所组成。
G 座包总 重量 ; 包轴 向冲 击系数 ,取 K=2;
_ 座包径 向冲击系数 ; 当采用插销 式定位时 ,取 = 150/o{ 当采用摩擦 式定位时 ,取 J8= 1 O%。 (5)倾 翻力矩 M =(G ×K-Gb)×R 式 中: 尺一 回转 半径 。 (6)综合 载荷校核 三排 滚柱 回转 支撑轴承综合 载荷 的校 核 ,按照轴 承 生产厂家提供 的各种规 格轴承 载荷 曲线 图进行 ,横 坐 标为轴 向载荷 ,竖坐标为 倾翻力 矩 。分 别将各种 工 况情 况下不 同冲击系数 的计算值 交点列于 曲线 图上 , 所 有点 处于 该规格 轴 承综合 曲线值 下面则 为计 算 校 核 通过 。 3.2 回转 传动计算 (1)回转 体与减速机传动 回转 体与减速机 采用开式齿 轮或齿销 传动 ,开 式 齿 轮和齿销传动 计算详见相 关设 计手册 。 ① 开式齿 轮传动 大齿 轮通常与 回转大轴承外环 连为一 体 ,小齿 轮 则 安装在减速机 输 出轴上 。开 式齿 轮啮合 应采用大侧 隙传动 ,为 方便 减速机 维护 安装 ,通常 在大 齿 轮和小 齿 轮之间加一过 渡齿 轮 。 ② 齿销传动 销 轮通常与 回转体相 连 ,齿轮则安 装在 减速 机输 出轴 上。 当减速机 底座 与 回转 体底座基 础分离 时 ,应 校 核 由 回转 大轴 承综合 间 隙等原 因引起 的齿销 传动 侧隙是否满足使 用要求。 (2)传动功率 确定 回转 台传动功率计算 过程 比较复杂 ,其 中最 大 的 影响因素是 回转大轴 承综合摩擦 系数 ,由于供货 厂家 不 同,其 综合摩擦 系数 变化范 围为 0.o03 ̄o.007。 目 前 ,传动功率确 定大 多根据 以往经验 采用 比照法 ,考 虑回转大 轴承供货厂 家等 因素进行设计 。以下简要介
150吨炉区12机12流连铸机工艺操作规程

质量/环境/职业健康安全体系作业文件编号:XGQEOZ-LG-7.5-52 河北钢铁集团宣化钢铁集团有限责任公司炼钢厂十二机十二流连铸机技术操作规程编制:审核:批准:持有人:分发号:受控状态:2011年1月1日发布 2011年1月1日实施河北钢铁集团宣化钢铁集团有限责任公司炼钢厂更改状态一览表序号版本号更改号更改章节号更改内容修改人日期审核人日期批准人日期生效日期1 1 0 2011.1.1目录1 连铸机工艺流程及主要工艺设备参数、铸坯检验标准2 连铸对钢水的要求3 中间包的准备要求4 主控室技术操作规程5 钢水罐浇钢技术操作规程6 中间罐浇钢技术操作规程7 切割技术操作规程8 出坯技术操作规程9 精整技术操作规程10 附表:冶炼钢种二冷比水量表十二机十二流连铸机技术操作规程1. 连铸机工艺流程及主要工艺设备参数、铸坯检验标准 1.1连铸机工艺流程钢包回转台及钢包 中间罐车及中间罐结 晶 器 二 冷 室拉 矫 机切 前 辊 道火 焰 切 割 机 输 出 辊 道钢包保护浇注铸流保护浇注 切割渣收集车 引锭杆存放 事故冷床 引锭杆导向装置结晶器振动机构、塞棒液面自动控制 双向移钢机步进冷床 热送辊道1.2主要工艺设备参数1.2.1机型 R10/24m 12机12流小方坯连铸机1.2.2流间距 1200mm1.2.3断面 150×150 mm2 165×165 mm21.2.4结晶器长度 900mm1.2.5结晶器振动振幅0±4 mm(可调,需更换偏心套)振频40—300次/min(最高400次/min)1.2.6拉矫机拉速 0.3—4.2m/min1.2.7切割速度~300mm/min 可调1.3铸坯检验标准连铸坯质量应符合连铸坯质量检验标准。
2.连铸对钢水要求2.1钢水成分、温度应达到相关规定要求,连铸温度见钢种制度。
2.2其它要求2.2.1确保钢包清洁,保证红包出钢。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
毕业设计说明书150t 炼钢连铸的钢包回转台设计源设计图纸请联系本人,参见豆丁备注。
毕业生姓名:专业:机械设计制造及其自动化学号:指导教师:所属系(部):机械电子工程系二〇一四年六月摘要钢包回转台是现代炼钢连铸生产中的主要设备之一,其作用是支撑和运载钢包进行浇铸,为实现多炉连浇创造了条件。
钢包回转台是连续铸钢设备中负荷最大、体积最大的焊接件。
它的主要组成部分是回转臂、推力轴承及塔座三部分。
为了安全运转,要求他的各个零部件有足够的强度和刚度。
本设计说明书是以江苏省镔鑫特钢材料有限公司炼钢厂的连铸车间方坯连铸机的钢包回转台为借鉴,以蝶式钢包回转台为形式进行的设计。
主要内容包括:钢包回转台传动方案的设计,回转台的结构尺寸的确定,主要零件的选择、计算与校核;电动机、减速器的选择与计算,以及钢包升降装置、称量装置、加盖装置的设计,此外,还介绍了部分主要零件具体的安装、维修、润滑、操作方法。
关键词:连铸;蝶式钢包回转台;传动方案;回转台结构尺寸。
AbstractThe ladle turret is one of the main casting equipments.Principal affect is supporting ladle and carrying to operation. For continue us casting invent a condition that working with many ladles.The ladle turret is the most load and volume jointing part in the casting equipments. It's making up of revolving arm,thrust-axletree,foundation. For the safety, needing every parts have enough intensity and rigidity.To take a basis of the dishing ladle helicoid dado for the square-circle castings BinXin Steel Iron Works. This direction is involved in many respects including drive scheme device ,Construvtion and size of helicoid dado, main pare parts calibration, motor, reduction gear, aircylinder, and ladle lifting device, locking device, weighing device, cove lifting device, elicit introduced about the concert install, lubrication and operation.Key words: casting equipment,dishing ladle helicoid dado, drive scheme, helicoid dado configurable.目录摘要 (II)Abstract (III)1 绪论 (1)1.1 国内外连铸机术的发展及我国与世界连铸技术的差距 (1)1.2 连铸机的主要设备及分类 (3)1.3 连铸机钢包旋转 (7)1.3.1 钢包旋转台的形式 (7)1.3.2 钢包旋转台的主要结构特点 (8)1.3.3 各类连铸机钢包回转台的特点 (9)1.4 钢包回转台的组成 (11)1.5 钢包回转台的工作特点 (12)2 初步确定方案 (13)2.1 已知条件 (13)2.1.1 设计题目 (13)2.1.2 技术参数及性能 (13)2.2 方案的总体布置形式 (13)2.3 回转台具体部件设计方案的确定 (13)2.3.1 钢包旋转驱动方式 (13)2.3.2 锁紧方式 (14)2.3.3 钢包盖的升降装置 (15)2.3.4 长水口机械手动作方式 (15)2.3.5 钢包升降驱动方案 (15)3 电机的计算与选择 (17)3.1钢包回转功率的计算 (17)3.1.1 基本数据的计算 (17)3.1.2 情况Ⅰ的回转功率计算 (19)3.1.3 情况Ⅱ的回转功率计算 (19)3.1.4 情况Ⅲ的回转功率计算 (20)3.2 电动机和电气马达的选择 (21)3.2.1 电动机的选择: (21)3.2.2马达的选择 (22)3.3 减速器的设计 (22)3.3.1 确定减速器的结构 (22)3.3.2 传动比的计算和分配,计算传动装置的运动和动力参数 (23)3.3.3 齿轮的设计 (24)3.3.4 轴的设计 (30)3.3.5 减速器箱体的结构尺寸 (39)4 回转台主要构件分析 (40)4.1 对回转臂进行分析 (40)4.2 滚柱回转支承 (40)4.2.1 径向滚柱的分析 (41)4.2.2 轴向滚柱的分析 (42)4.3 地脚螺栓设计与计算 (43)4.3.1 选择材料 (43)4.3.2 确定螺栓的基本数据 (43)5 销齿传动的设计与计算 (45)T (45)5.1 销轮轴转矩35.2 选材及许用应力的确定 (45)5.2.1 材料的选择 (45)5.3 销齿直径确定 (46)5.4 校核齿轮弯曲强度 (47)5.5 确定尺寸 (47)6 钢包旋转台的加盖装置的设计 (48)7 称量传感器的形式选择与容量计算 (49)8 地脚螺栓的设计与计算 (50)8.1 选材及尺寸确定 (50)8.2 螺栓工作负荷的确定 (50)9 钢包回转台设备安装、使用和维护 (52)9.1 一些设备的安装 (52)9.1.1 滚柱旋转轴承的使用方法以及安装 (52)9.1.2 提升缸的安装与拆卸 (52)9.2 钢包回转台的使用和维护 (52)总结 (54)参考文献 (55)外文资料 (56)中文翻译 (61)致谢 (65)1 绪论1.1 国内外连铸机术的发展及我国与世界连铸技术的差距把高温钢水连续不断地浇铸成具有一定断面形状和一定尺寸规格铸坯的生产工艺过程叫做连续铸钢。
完成这一过程所需的设备叫连铸成套设备。
浇钢设备、连铸机本体设备、切割区域设备、引锭杆收集及输送设备的机电液一体化构成了连续铸钢核心部位设备,习惯上称为连铸机。
在钢铁厂生产各类钢铁产品过程中,使用钢水凝固成型有两种方法:传统的模铸法和连续铸钢法。
而在二十世纪五十年代在欧美国家出现的连铸技术是一项把钢水直接浇注成形的先进技术。
与传统方法相比,连铸技术具有大幅提高金属收得率和铸坯质量,节约能源等显著优势。
自从20世纪50年代,连续铸钢技术进入工业性应用阶段后,不同类型、不同规格的连铸机及其成套设备应运而生。
20世纪70年代以后,连铸技术发展迅猛,特别是板、方坯连铸机的发展对加速连铸技术替代传统的模铸技术起到了决定性作用。
连铸坯的吨数与总铸坯(锭)的吨数之比叫做连铸比,它是衡量一个国家或一个钢铁企业生产发展水平的重要标志之一,也是连铸设备、工艺、管理以及和连铸有关的各生产环节发展水平的综合体现。
1970年至1980年,世界平均连铸比从4.4%发展到28.4%,中国的连铸比从2.1%发展到6.2%;至1990年,世界和中国的连铸比分别发展到62.8%和22.4%;到2001年,又分别发展到87.6%和92.0%。
2003年,中国连铸比达到95.3%左右,估计世界平均连铸比2003年接近90%。
从统计数字可以看出,中国的连铸技术在近10多年内得到了迅速发展。
世界上有许多连铸技术实力较强的公司,如西马克·德马格、奥钢联、日本JSP公司、达涅利(包括戴维)公司等。
以板坯连铸机为例,西马克·德马格公司从1962年至2001年新设计和改造板坯连铸机共约370台;奥钢联从1959年至2000年新建和改造板坯连铸机共约181台;日本JSP公司截止2001年新建并改造板坯连铸机共约150台;达涅利的戴维公司也设计了10多台连铸机。
2001年末,世界上共有各类投产的板坯连铸机约550台800流(有一些是重复改造的,按估计值未计入)。
截止到2002年底,中国共有551台(1749流)连铸机,其中板、方坯连铸机分别为101台(130流)、429台(1564流),圆坯、异形坯连铸机分别为20台(52流)、1台(3流)。
这些统计中,绝大部分连铸机是立足于中国国内设计制造的。
我国加入WTO后,人才、知识、科技与经济的全球化趋势越来越清晰地展现出来。
由于历史及其他各方面原因,国外先进技术和管理方式显然具有竞争优势。
近几年,我国经济发展较快,冶金企业投放的技改资金比较大,新上项目很多,连续铸钢项目也较多,但连铸机设备和技术大部分还是靠引进。
我国薄板坯连铸连轧已经引进了将近10条生产线;从2000年开始,我国先后全部引进或引进核心部位设备与技术的常规板坯连铸机共有24台27流,还有继续引进的趋势;中薄板坯连铸机、异型坯连铸机全部引进;大方坯连铸机也有引进的倾向。
其原因主要是我国连铸技术与国外先进水平还存在一定差距。
新材料是钢铁工业的永远追求,进入21世纪后,以高新技术为先导的“产业革命”在材料领域出现了一些令人瞩目的新现象,神奇的纳米材料可能孕育着社会经济的巨大变革,新材料是高新技术的基础。
作为连续铸钢,就是要提高无缺陷坯的比率,在连铸工艺、设备和生产操作等多方面下功夫。
连铸产品合格率不仅仅取决于连铸机本身,由于连铸工艺的特殊性,需要进行浇铸的钢种往往对钢水的成分、夹渣、气体含量、温度有一定的要求。
因此,连铸前工序的炉外精炼技术从20世纪80年代受到连铸工艺的重视之后,在90年代已成为必不可少的手段连铸技术发展应关注的问题近终形和传统断面的板坯连铸机各有千秋,很多人把薄板坯、中厚板坯连铸机也称作近终形板坯连铸机。
目前近终形板坯连铸连轧工艺还有较大的发展空间,但这类连铸连轧工艺的发展重点还是扩大产品品种,提高产品质量。
过去曾有人认为,近终形连铸连轧工艺的出现将大量地取代传统断面的板坯连铸机和热连轧机。
然而,由于钢种、产品用途、产品质量的实际情况,传统断面的板坯连铸机不但不会被近终形连铸连轧工艺大量代替,而且还会继续向前发展。
连铸机的高效化改造今后若干年,新增连铸机的势头将会明显减弱,正在生产的连铸机的高效化改造会越来越多。
不论是新建连铸机,还是老连铸机的改造,人们不会单一地追求高拉速、高产量,而综合经济效益、投入与产出的水平将成为连铸机高效化的基本准则。