机械加工工艺过程卡片
机械加工工艺过程卡片与工序卡片
机械加工工艺过程卡片与工序卡片一、机械加工工艺过程卡片机械加工工艺过程卡片是根据零件的工艺要求和加工顺序编制的一种工作文件。
它主要描述了零件的加工过程,包括工艺路线、工艺参数、工装夹具、工艺手段以及工艺规程等内容。
该卡片是工序卡片的上层次,对于机械加工车间而言,是指导生产和管理的重要文档。
1.零件加工工艺路线:根据零件的结构特点和工艺要求,确定加工过程中的各个环节和顺序。
包括粗加工、精加工、合理的工序布置等内容。
2.工艺参数:描述了加工过程中一些重要的参数,如切削速度、进给量、切削深度等。
这些参数是确定工件加工质量和生产效率的关键因素。
3.工装夹具:指导机械加工过程中的夹具选择和使用。
包括夹具类型、夹具位置和夹具调整等内容。
4.工艺手段:描述了机械加工中所具备的各种工艺手段,如车削、铣削、钻削等。
并根据具体的工件要求,选择合适的工艺手段进行加工。
5.工艺规程:详细描述了机械加工过程中具体的操作方法和步骤。
包括加工精度要求、刀具选择、刀具切削角度以及刀具切削顺序等内容。
1.指导生产:工艺过程卡片能够对加工过程进行规范化和标准化管理,确保生产过程的准确性和可控性。
2.提高生产效率:通过合理规划和布置加工过程,避免生产中的重复操作和浪费,提高加工效率和生产能力。
3.保证加工质量:工艺过程卡片详细描述了加工过程中的参数和要求,可以及时发现和解决加工中的问题,确保零件的生产质量。
4.节约成本:通过合理设置工艺参数和工装夹具,可以降低加工成本,提高资源利用率。
二、工序卡片工序卡片是机械加工过程中的一种重要记录和指导工具。
它是对机械加工工艺过程卡片的细化和补充,更加具体地描述了每个工序的加工方法、操作顺序和操作要点等内容。
工序卡片的主要内容包括以下几个方面:1.工序顺序:描述了每个工序的顺序和次序。
2.加工设备:说明了该工序需要使用的设备和机床。
3.刀具选择:选择适合于该工序的刀具,并给出刀具的尺寸和规格。
4.工装夹具:描述该工序中使用的夹具类型和夹具的调整方法。
机械加工工序卡片工艺过程卡片
1
粗车外圆 mm
车刀
游标卡尺
120
50
1
84s
2
粗车 mm
镗刀
游标卡尺
160
37
1
117s
3
4
设 计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改文
件号
签字
日期
标记
处数
更改文
件号
签字
日期
机械加工工序卡片
底图号
装订号
描校
描图
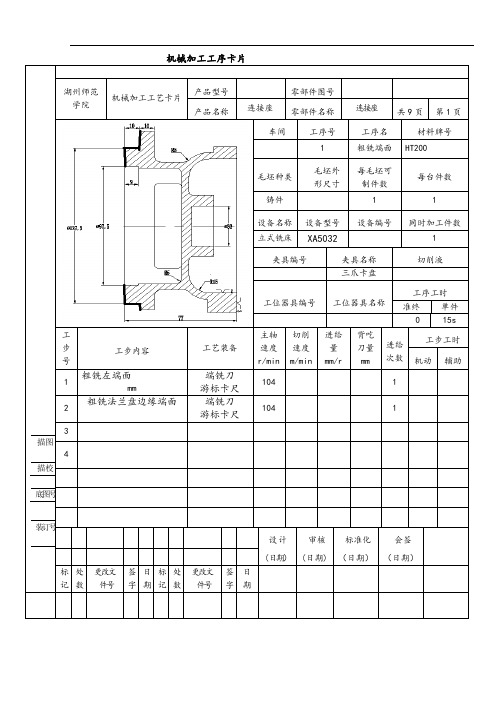
湖州师范学院
机械加工工艺卡片
产品型号
零部件图号
产品名称
连接座
零部件名称
1
每台件数
1
备注
工序号
工 名 序 称
工 序 内 容
车间
工段
设 备
工艺装备
工 时
准终
单件
1
粗铣左凸台左端面
粗铣左端面~~mm 粗铣左凸台~
XA5032立式铣床
高速钢镶齿端铣刀、游标卡尺、专用夹具
2
粗铣右凸台右端面
粗铣右端面~
粗铣右凸台~5mm
XA5032立式铣床
高速钢镶齿端铣刀、游标卡尺、专用夹具
3
粗车外圆
18
1
3
4
设 计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改文
件号
签字
日期
标记
处数
更改文
件号
签字
日期
机械加工工序卡片
机械加工工艺规程卡片

如下表:序号: 工序内容设备型号夹具铸造毛坯时效30 铣粗铣,精铣底面A面专用铣夹具钻孔4-ф13mm,扩孔4-ф20mm 专用钻夹具50 钻粗镗孔半精镗孔ф80H9(+0.087/0)mm Z3025 专用镗夹具孔口倒角2X4560 车钻孔ф21mm 扩孔ф25H7mm,ф38mm,ф43mm 专用钻夹具70 钻铣槽1(5mm) 铣槽2(5mm) XA6132 专用铣夹具80 钻孔ф21mm M8-7H的螺纹底孔M10-7H的螺纹底孔90 车攻丝M10-7Hmm的孔攻丝M8-7Hmm 专用攻螺纹夹具100 检验110 入库(二)、选择加工设备及刀、夹量具由于生产类型为批量生产,故加工设备宜以适用机床为主,以少量专用机床,其生产方式以常用机床加专用夹具为主,辅以少量专用机床的流程生产线,工件在个机床上的装卸及各机床间的传送均由它完成。
铣中间槽,考虑工件的定位夹紧方案,及夹具结构设计等问题,采用卧铣,选择XA6132卧式铣床(参考文献[1]表8-15),选择直径D为φ200的高速钢三面刃圆盘铣刀(参考文献[1]表10-40)专用夹具和游标卡尺。
(三)加工工序设计1.工序70的铣槽1。
2。
参考文献【1】表2.4 -3.8并参考XA6132机床说明书。
取铣槽1进给量f=0.3mm/r参考文献【1】表2-4-4,用插入法求得铣槽1的削速度v=27.7m/min.由此算出转速为n=1000v/3.14d=(1000*27.7)/(3.14*5)=320r|min按机床实际转速取n=450r/min.则实际切削速度v=(3.14*5*450)/1000=31.3n(四) 夹具设计1.设计的夹具为第70道工序-铣槽1,2。
该夹具适用于XA6132卧式铣床,选择A面与加工的为定位基准。
按照基准重合原则并考虑到目前有A面与孔加工,为避免重复使用粗机组基准,应以A面与孔定位.从对工件的结构形状分析,若工件以A面朝右放置在支撑板上,定位夹紧都比较可靠,也容易实现,待夹紧后就能满足加工要求。
机械加工工艺过程卡片模板
机械加工工艺过程卡片模板
工件名称:拉丝模具
1、工序名称:铣削
2、操作要求:
(1)铣削机床用铣刀铣削工件。
(2)使用稳定的铣刀,保证加工精度。
(3)工作台的水平度和垂直度必须适宜,保证铣刀的滚动和切削效果。
(4)请确保机器正常工作,检查工具的寿命可以得出可靠的加工结果。
3、工序参数:
(1)主轴转速:1500-2500转/分钟
(2)刀具:铣刀
(3)切削行程:X轴-400mm, Y轴-400mm, Z轴-400mm
(4)加工方法:铣削
(5)切削参数:进给量0.1-0.2mm/次,切削深度0.5-1mm/次
4、操作步骤:
(1)将拉丝模具放置在铣削机床上,确保工件固定。
(2)将正确的铣刀安装在机床上,确保铣刀牢固。
(3)回转机轴,将铣刀正确对准工件。
(4)依据设计图样安装棘轮,将进给量调节到需要的值,启动机器,调整主轴转速到设定值。
(5)按照设计图样操作,首先以低进给量开始切削,然后逐渐增加
进给量,以达到需要的加工精度。
(6)加工完成后,复检工件尺寸,若符合要求,则可以将其加以检
验和清理。
5、质量控制:
(1)操作前,必须对工序和工件进行检查,保证加工质量。
机械加工工艺过程卡片

日期
机械加工工序卡片
产品型号
零(部)件图号
产品名称
零(部)件名称
共( )页
第( )页
车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转数r/min
切削速度m/min
进给量mm./r
切削速度mm
进给次数
工步工时
机动
辅助
描图
描校
底图号
装订号
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零(部)件图号
产品名称
零(部)件名称
共( )页
第( )页
车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外型尺寸
机械加工工艺过程卡片
产品型号
零(部)件图号
产品名称
零(部)件名称
共( )页
第( )页
材料牌号
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
描图
拨叉机械加工工艺过程卡片
最新资料推荐拨叉机械制造加工工艺卡鲁亚迪 刘 军 机电工程学院 河南农业大学编制人员 指导老师 学 院 学 校产品名称及型号 零件名称 零件图号河 南 农业大学拨叉机械加工工 艺过程卡片iU n机加工 同时加工 件数工序名称每料件数工序号第 3 页«~~8 页材料牌号IIIHT200技术等级力学性能IT7 W200设备名称 摇瞬钻床夹具名称 设备型号 设备编号工作液Z3O25夹具编号单件时间min准备一终结 时间/min工步号 工步内容 工艺装备主紬转速r/min 切削速度m/mim 背吃刀量nri: 进给虽mm/r 进给 次数时间定额 机动辅助1 钻孔eio Z3025 800 25 5 0.2 1 0. 192扩孔①11Z3025800250.50.810. 05更改内容编制 鲁亚迪 抄写 核对 审核 批准专用夹具产品名称及型号 零件图号 第 4 页河 南 农业大学机械加工工 艺过程卡片零件名称 拨叉车间 机加12 同时加丄 件数L :序名称每料件数工序号 IV技术等级材料牌号HT200力学性能设备名称 设备型号IT11设备编号W200匸作液匸步号 匚步内容 工艺装备主轴转速r/min半精锂孔①28T611560镣床T611夹具名称 夹具編号取件时间min准备一终结 时间/'nun通用夹具切削速度m/mim 背吃刀量mm 491.6进给址mm. r 进给 次数时间定额 机动辅助0.30. 1更改内容 编制鲁亚迪抄t 核对 审核批准零件图号产品名称及型号河 南 农业大学机械加工工 艺过程卡片零件名称 拨叉!/1〃///////////力,7〃///〃/〃必 %X\ f f }JA ---- 1 -----f / / 1/十工步号 工步内容 1:艺装备1 拉键槽3X2L6120吏改内容B 主轴转速r/min 500车间 机加工同时加1:件数设备名称拉床夹具名称专用夹具切削速度 m/mim 4.7匸序名称 每料件数 设备型号L6120夹具编号背吃刀虽 mm 2进给塑 工序号 V 技术等级 IT7设备编号m •件时间mmmm/r 次数 0. 151材料牌号HT200力学性能W200工作液准备一终结时间定额 机动 辅助0.41编制 魯亚迪 抄写 核对 审核 批准鼓新资料推荐零件图号产品名称及型号河 南 农业大学机械加丄工 艺过程卡片零件名称 拨叉机加匸 同时加1:工步号工步内容 工艺装备匸序名称工序号 每料件数VI材料牌号HT200技术等级力学性能IT11设备名称设备型号 设备编号W200工作液拉床L6120夹具名称 专用夹具夹具编号单•件时何min准备一终结 时间/mm1 两件切开X52K主轴转速r/min 900切削速度 m/mim 56背吃刀量 m m 9进给虽 mm/r 0」进给 时间定额次数 机动 辅助1 0.57鼓新资料推荐最新将品资料整理推荐,更新于二O二一年一月九日2021年1月9 口星期六20:13:10。
机械加工工艺过程卡片及工序卡片(1)
产品名称发动机零(部)件名称摇臂轴第 1 页材料牌号20CrMo GB699-88 毛坯种类棒料毛坯外形尺寸670*13*13 每毛坯件数10每台件数1 备注工序号工序内容加工车间设备名称及编号工艺装备名称及编号技术等级工时定额夹具刀具量具单件准终1 车右端面、车外圆、钻中心孔、倒角、切断机加车床c6120 三抓卡盘硬质合金钢车刀、切断刀、中心钻游标卡尺2 铣左端面,保证尺寸64 卧式升降台铣床x6012铣床专用夹具端铣刀游标卡尺3 钻M5底孔机加台式钻床Z4106 钻床专用夹具麻花钻通止规4 攻螺纹M5*8 机加卧式升降台铣床x6012铣床专用夹具机用丝锥---------5 铣左端面台阶、铣1.5槽机加卧式升降台铣床x6012铣床专用夹具专用铣刀游标卡尺6 铣R5 机加卧式升降台铣床x6012铣圆弧面夹具凸半圆铣刀通止规7 高频淬火热处理--------------- -------------- ---------- -----------8 粗磨外圆机加外圆磨床------- ------- 千分尺9 精磨外圆机加外圆磨床------------- ------------ 千分尺10 去毛刺------- --------------- ------------- ------------ -----------11 终检、入库------- -------------- ------------ ------------ --------------产品名称 发动机零(部)件名称 摇臂轴 第 1 页工序号1工序名称车右端面、车外圆、钻中心孔、倒角、切断材料牌号20CrMo GB699-88毛坯 种类 棒料备注1×45°Φ12-0.009-0.019工序图[图中标明加工表面、定位基准、工序尺寸、粗糙度等]车间 工序号 工序名称材料名称机加 1车外圆,倒角、切断.....毛坯种类 毛坯外形尺寸毛坯件数 每台件数棒料 670*13*1310 1 设备名称 设备型号 设备编号同时加工件数卧式车床C61201 1 夹具编号夹具名称冷却油 1 三爪自定心卡盘工序工时准终 单件 工步号 工 步 内 容主轴转速r ·min-1 切削速度 m ·.min -1 进给量 mm ·r -1 背吃刀量 mm进给次数工艺装备工时定额名称型号编号 单件准终 1 车右端面 460 6.5 0.5 12 车外圆3 钻中心孔4 倒角5切断签字 日期 编制(日期) 审核(日期) 会签(日期)签字产品名称发动机零(部)件名称摇臂轴第 2 页工序号 2 工序名称铣左端面,保证尺寸64 材料牌号20CrMoGB699-88毛坯种类棒料备注64+0.10工序图[图中标明加工表面、定位基准、工序尺寸、粗糙度等]车间工序号工序名称材料名称机加 2 铣左端面,保证尺寸6420#钢毛坯种类毛坯外形尺寸毛坯件数每台件数棒料64*12*12 1 1设备名称设备型号设备编号同时加工件数卧式升降台铣床X6012 1 1夹具编号夹具名称冷却油1 铣床专用夹具工序工时准终单件工步号工步内容主轴转速r·min-1切削速度m·.min-1进给量mm·r -1背吃刀量mm进给次数工艺装备工时定额名称型号编号单件准终1 车左端面460签字日期编制(日期)审核(日期)会签(日期)签字产品名称发动机零(部)件名称摇臂轴第 3 页工序号 3 工序名称钻M5底孔材料牌号20CrMoGB699-88毛坯种类棒料备注Φ4.2 12.5工序图[图中标明加工表面、定位基准、工序尺寸、粗糙度等]车间工序号工序名称材料名称机加 3 钻M5底孔毛坯种类毛坯外形尺寸毛坯件数每台件数棒料64*12*12 1 1设备名称设备型号设备编号同时加工件数台式钻床台式钻床Z4106 4 1夹具编号夹具名称冷却油4 钻床专用夹具工序工时准终单件工步号工步内容主轴转速r·min-1切削速度m·.min-1进给量mm·r -1背吃刀量mm进给次数工艺装备工时定额名称型号编号单件准终1 右端面、外圆定位,钻M5底孔签字日期编制(日期)审核(日期)会签(日期)签字标记处更改文件号签字日期标记更改文件号签字机械加工工序卡片工厂重庆科技学院先进制造中心产品型号156FMI零(部)件图号共 6 页产品名称发动机零(部)件名称摇臂轴第 4 页工序号 4 工序名称攻螺纹M5*8 材料牌号20CrMoGB699-88毛坯种类棒料备注M58工序图[图中标明加工表面、定位基准、工序尺寸、粗糙度等]车间工序号工序名称材料名称机加 4 攻螺纹M5*8毛坯种类毛坯外形尺寸毛坯件数每台件数棒料64*12*12 1 1设备名称设备型号设备编号同时加工件数卧式升降台铣床X6012 2 1夹具编号夹具名称冷却油2 铣床专用夹具工序工时准终单件工步号工步内容主轴转速r·min-1切削速度m·.min-1进给量mm·r -1背吃刀量mm进给次数工艺装备工时定额名称型号编号单件准终1签字日期编制(日期)审核(日期)会签(日期)签字标记处更改文件号签字日期标记更改文件号签字共 6页 5 5 铣左端面台阶、铣 1.5槽20CrMo 毛坯21.59.7图 5 铣左端面台阶、铣1.5槽卧式升降台铣床切削速度进给量单准 标工 厂 重庆科技学院先进制造中心 产品型号 156FMI 零(部)件图号 共 6页 产品名称 发动机零(部)件名称 摇臂轴 第 6 页工序号6工序名称铣R5 材料牌号GB699-88种类 棒料备注R 512工序图[中标明加工表面、定位基准、工序尺寸、粗糙度等]车间 工序号 工序名称材料名称机加 6铣R5 毛坯种类 毛坯外形尺寸毛坯件数每台件数棒料 64*12*121 1 设备名称 设备型号 设备编号同时加工件数卧式升降台铣床 X60123 1 夹具编号夹具名称冷却油 3 铣床专用夹具工序工时准终 单件 工步号 工 步 内 容主轴转速r ·min-1m ·.min -1 mm ·r -1背吃刀量 mm进给次数工艺装备工时定额名称型号编号 件终1签字 日期 编制(日期) 审核(日期) 会签(日期)签字记 记处更改文件号签字日期标记更改文件号签字。
丝杠机械加工工艺卡片
机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13页第(1)页车间工序号工序名称材料牌号1车左右端面,打中心孔9Mn2V毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1705x65mm 1 1设备名称设备型号设备编号同时加工件数车床车床CA6140 1夹具编号夹具名称切削液三爪卡盘乳化液工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 车左端面、保证全长至尺寸硬质合金车刀158 58 0.56 3.15 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(2)页2车左右端面,打中心孔9Mn2V毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1705x65mm 1 1设备名称设备型号设备编号同时加工件数车床车床CA6140 1夹具编号夹具名称切削液三爪卡盘乳化液工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1车右端面、保证全长至尺寸硬质合金车刀158 58 0.56 3.15 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(3)页车间工序号工序名称材料牌号3 打通孔9Mn2V毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1705x¢65mm 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 打孔¢10 麻花钻158 38 0.5 10 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(4)页车间工序号工序名称材料牌号4 车外圆9Mn2V毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1705x¢65 1 1设备名称设备型号设备编号同时加工件数车床车床CA6140 1夹具编号夹具名称切削液三爪卡盘、顶尖乳化液工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 车右端¢60外圆,留余量0.5——0.6mm 硬质合金车刀、顶尖183 57.5 0.26 2.5 22 车¢55外圆,留余量0.5——0.6mm 硬质合金车刀、顶尖183 57.5 0.26 2.5 23 车¢45外圆,留余量0.5——0.6mm 硬质合金车刀、顶尖183 57.5 0.26 2.5 24 车¢35外圆,留余量0.5——0.6mm 硬质合金车刀、顶尖183 57.5 0.26 2.5 25 车¢30外圆,留余量0.5——0.6mm 硬质合金车刀、顶尖183 57.5 0.26 2.5 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(5页车间工序号工序名称材料牌号5 车外圆9Mn2V毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1705x¢65mm 1 1设备名称设备型号设备编号同时加工件数车床车床CA6140 1夹具编号夹具名称切削液三爪卡盘、顶尖乳化液工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 车¢52h6外圆,留余量0.5——0.6mm 硬质合金车刀183 57.5 0.26 2.5 22 车¢50m6外圆, 留余量0.5——0.6mm 硬质合金车刀183 57.5 0.26 2.5 23 车¢40m6外圆, 留余量0.5——0.6mm 硬质合金车刀183 57.5 0.26 2.5 24 车¢39m6外圆, 留余量0.5——0.6mm 硬质合金车刀183 57.5 0.26 2.5 25 车¢35h6的槽完成倒角硬质合金车刀183 57.5 0.26 2.5 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(6)页车间工序号工序名称材料牌号6 磨外圆9Mn2V毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1702x¢65 1 1设备名称设备型号设备编号同时加工件数磨床M1432A 1夹具编号夹具名称切削液三爪卡盘乳化液工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗磨Φ60外圆平行砂轮74.5 45.5 0.05 0.1 22 磨滚珠螺纹大径Φ56 平行砂轮74.5 45.5 0.05 0.1 23 磨M39×1.5—7h螺纹大径平行砂轮74.5 45.5 0.05 0.1 24 磨 M33×1.5—7h螺纹大径平行砂轮74.5 45.5 0.05 0.1 25 磨其余各外圆,均留磨量0.65~0.75mm, 平行砂轮74.5 45.5 0.05 0.1 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(7)页车间工序号工序名称材料牌号7 磨滚珠丝杠螺纹9Mn2V毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1705x¢65mm 1 1设备名称设备型号设备编号同时加工件数丝杆磨床S7432 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1磨滚珠丝杠底槽至尺寸,粗磨滚珠丝杠螺纹,留磨量(三针测量仪M=7.01.60-φ量棒直径Φ4.2),齿形用样板透光检查,去不完整牙,完工后垂直吊放专用车床夹具254 80 0.56 5 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号 零件图号产品名称零件名称 共(13)页 第(8)页车间 工序号 工序名称 材 料 牌 号8 磨外圆 9Mn2V 毛 坯 种 类 毛坯外形尺寸 每毛坯可制件数 每 台 件 数1705x ¢65mm 1 1 设备名称 设备型号 设备编号 同时加工件数 数控车床 1夹具编号 夹具名称 切削液乳化液 工位器具编号 工位器具名称 工序工时 (分) 准终 单件工步号 工 步 内 容 工 艺 装 备 主轴转速 切削速度 进给量切削深度 进给次数工步工时 r/min m/min mm/r mm 机动 辅助 1 粗磨Φ60外圆平行砂轮 74.5 45.5 0.05 0.1 3 2 磨滚珠螺纹大径10.0056+φ平行砂轮 74.5 45.5 0.05 0.1 2 3 磨M39×1.5—7h 螺纹大径 平行砂轮 74.5 45.5 0.05 0.1 2 4 磨 M33×1.5—7h 螺纹大径平行砂轮 74.5 45.5 0.05 0.1 2 5 磨其余各外圆,均留磨量0.65~0.75mm, 平行砂轮 74.545.50.05 0.12设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记处数 更改文件号 签字 日 期标记 处数 更改文件号 签字日 期机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(9)页车间工序号工序名称材料牌号9 半精磨滚珠螺纹9Mn2V毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1705x¢65mm 1 1设备名称设备型号设备编号同时加工件数丝杆磨床S7432 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1半精磨滚珠螺纹, 留精磨余量(三针测量仪M=20.02.59+φ量棒直径Φ4.2),齿形用样板透光检查,完工后垂直吊放专用车床夹具254 80 0.56 5 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号 零件图号产品名称零件名称 共(13)页 第(10)页车间 工序号 工序名称 材 料 牌 号10 磨外圆 GCr19Mn2V 5 毛 坯 种 类 毛坯外形尺寸 每毛坯可制件数 每 台 件 数1705x ¢65mm 1 1 设备名称 设备型号 设备编号 同时加工件数 磨床 M1432A 1夹具编号 夹具名称 切削液乳化液 工位器具编号 工位器具名称 工序工时 (分) 准终 单件工步号 工 步 内 容 工 艺 装 备 主轴转速 切削速度 进给量切削深度 进给次数工步工时 r/min m/min mm/r mm 机动 辅助 1 粗磨Φ60外圆平行砂轮 74.5 45.5 0.05 0.1 1 2 磨滚珠螺纹大径10.0056+φ平行砂轮 74.5 45.5 0.05 0.1 2 3 磨M39×1.5—7h 螺纹大径 平行砂轮 74.5 45.5 0.05 0.1 2 4 磨 M33×1.5—7h 螺纹大径平行砂轮 74.5 45.5 0.05 0.1 2 5 磨其余各外圆,均留磨量0.65~0.75mm, 平行砂轮 74.545.50.05 0.12设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记处数 更改文件号 签字 日 期标记 处数 更改文件号 签字日 期机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(11)页车间工序号工序名称材料牌号11 精车螺纹毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1705x¢65mm 1 1设备名称设备型号设备编号同时加工件数车床M1432A 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精车M39-LH-7H螺纹成240 50 0.56 0.3 12 精车M33x1.5-LH-7H螺纹成240 50 0.56 0.3 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(12)页车间工序号工序名称材料牌号12 精磨滚珠螺纹毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1705x¢65mm 1 1设备名称设备型号设备编号同时加工件数丝杆磨床S7432 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时 (分)工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精磨滚珠丝杠螺纹至图样要求,齿尖倒圆R0.8mm, 240 50 0.56 0.3 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零件图号产品名称零件名称共(13)页第(13)页车间工序号工序名称材料牌号13 去毛刺毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1705x¢65mm 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时 (分)(注:可编辑下载,若有不当之处,请指正,谢谢!)。
机械加工工艺过程卡片及工序卡
机械加工工艺过程卡片及工序卡机械加工工艺过程卡片是指在机械加工过程中用于记录加工过程的一种工艺文件。
它包含了加工过程的各个工序的名称、工艺参数、设备要求、加工顺序、加工方法、检验方法等内容。
工序卡则是根据工艺卡片编制的具体操作指导文件,它是工艺过程的细化和具体化。
一、机械加工工艺过程卡片的内容主要包括以下几个方面:1.零件名称和编号:标明被加工零件的名称和编号,以便识别和查找。
2.工艺参数:包括加工尺寸、公差要求、表面粗糙度要求等。
3.设备和工具要求:包括所需的机床、刀具、夹具等设备和工具的型号、规格和数量。
4.加工顺序:按照正确的加工顺序,列出各个工序的顺序,确保加工的合理性和高效性。
5.加工方法:具体描述每个工序的加工方法,包括切削速度、进给量、切削深度、冷却液的使用等。
6.检验方法:标明每个工序的检验方法和检验要求,确保加工过程中零件的质量。
7.完成标志:标明每个工序完成后所需的检查和操作,以便判定是否合格和进行下一步加工。
二、工序卡的内容主要包括以下几个方面:1.工序名称和编号:标明该工序的名称和编号,以便识别和查找。
2.工序要求:具体描述该工序的加工要求和工艺参数,包括加工尺寸、公差要求等。
3.操作步骤:按照正确的操作顺序,详细描述该工序的具体操作步骤,确保操作的准确性和一致性。
4.设备和工具要求:具体说明该工序所需的机床、刀具、夹具等设备和工具的型号、规格和数量。
5.加工方法:详细描述该工序的加工方法,包括切削速度、进给量、切削深度、冷却液的使用等。
6.检验方法:标明该工序的检验方法和检验要求,确保该工序加工出的零件符合要求。
7.注意事项:列举该工序中需要注意的事项和安全注意事项,以确保操作的安全和顺利进行。
通过机械加工工艺过程卡片和工序卡的编制和使用,能够规范加工过程,提高加工效率和质量,减少人为错误和浪费,确保加工零件的质量和精度。
同时,它也是对机械加工工艺的传承和积累,方便工艺的复查和优化。
曲轴机械加工工艺过程卡片
机械加工工艺过程卡片产品型号 1105 零件图号产品名称 柴油机 零件名称 气门摇臂轴轴支座共一页 第1页材料牌号 HT200毛坯种类锻件毛坯外形尺寸83×37×62每毛坯可制 1每件台数1备注工 序号 工序名称 工 序 内 容 车 间 工 段 设 备工艺装备工时准终 单件 1 铸造 铸造2 清砂,检验3 时效热处理HBS187-2004 粗铣 以36mm 下底面C 以及Φ28外端面G 或F 定位,粗铣Φ22上端面A机加 卧式铣床X61 专用夹具 5 粗铣 以粗铣后Φ22上端面A 以及Φ28外端面G 或F 定位,粗铣36mm 下底面C ,半精铣36mm 下底面C 机加 卧式铣床X61 专用夹具 6 钻 以加工后的36mm 下端面C ,36mm 底座左端面B 以及Φ28端面G或F 定位,钻Φ11通孔 机加 立式钻床z525 专用夹具 7半精铣 以加工后的Φ11内控表面H ,以加工后的36mm 下端面C 以及Φ28后端面G 定位,粗铣Φ28前端面F ,粗铣Φ26前端面I ,半精铣Φ28前端面F机加卧式铣床X61专用夹具8半精铣 以加工后的Φ11内孔表面H ,以加工后的36mm 下端面C 以及Φ28前端面定位F ,粗铣Φ26后端面J ,粗铣Φ28后端面G ,半精铣Φ28后端面G机加 卧式铣床X61 专用夹具9 钻 以加工后的Φ11内孔表面H ,以加工后的36mm 下端面C, Φ28端面G 或F 定位,钻→扩→粗铰→精铰Φ18通孔,并倒角机加 TX617卧式镗床 专用夹具 10钻以加工后的Φ11内孔表面H ,以加工后的下端面C ,Φ28端面G 或F 定位,钻→扩→粗铰→精铰Φ16通孔 机加TX617卧式镗床 专用夹具描 图 11 钻 以Φ22上端面A 偏10º以及Φ28端面G 或F 定位钻Φ3偏10º内孔 机加 立式钻床Z525 专用夹具12 钳工去毛刺,清洗 描 校 13终检沈阳职业技术学院设计(日期)审核(日期)标准化(日期)会签(日期)专业班级机械设计与制造姓名 名王笑雪学 号0901010417辽宁工程技术大学 曲轴机械加工工艺过程卡片产品型号 零件图号产品名称零件名称曲轴共 1 页 第 1 页材料牌号45 毛坯种类锻件毛坯外形尺寸每毛坯件数每台件数备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件5 粗车粗车曲轴左端面和外圆柱面C6132 游标卡尺、端面车刀、外圆车刀、三爪卡盘10 粗车粗车曲轴右端面和外圆柱面C6132 游标卡尺、三爪卡盘、端面车刀、外圆车刀15 半精车,精车以右端面为基准半精车、精车左端面和外圆柱C6132 游标卡尺、三爪卡盘、端面车刀、外圆车刀20 半精车,精车以左端面为基准半精车、精车左端面和外圆柱C6132 游标卡尺、三爪卡盘、端面车刀、外圆车刀25 粗车粗车曲轴中间部分大圆弧CA6140 游标卡尺、三爪卡盘、外圆车刀30 精车精车大圆弧R42 CA6140 游标卡尺、三爪卡盘、外圆车刀35 粗车粗车曲轴中间部分小圆弧C6132 游标卡尺、专用夹具、外圆车刀40 精车精车小圆弧φ30 C6132 游标卡尺、专用夹具、外圆车刀45 车倒角分别车曲轴两个端面的倒角C6132 三爪卡盘、普通车刀50 铣平面铣曲轴中间部分的两个平面X60 专用夹具55 加工键加工一个φ5的键Z4006A 专用夹具60 去毛刺65 终检设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期下面是赠送的范文,不需要的朋友可以下载后编辑删除2013党风建设心得体会范文按照上级的统一部署,我们认真组织开展了党风廉政建设教育活动。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
. . 机械加工工艺过程卡片 产品型号 零件图号
产品名称 零件名称 箱体 共 页 第 页 材 料 牌 号 毛 坯 种 类 毛坯外形尺寸 250×150×160 每毛坯件数 1 每 台 件 数 备 注 工 序 号 工序 名称 工 序 内 容 车 间 工 段 设 备 工 艺 装 备 工 时
准终 单件 1 车端面 (1)车左端面;(2)掉头车右端面 车床 三抓卡盘
2 车外圆、倒角 (1)车左端外圆;(2)倒角;(3)车右端外圆;(4)倒角 车床 三抓卡盘 3 钻孔 钻孔 车床 三抓卡盘 4 镗孔 镗孔 车床 三抓卡盘 5 铣边 铣边 铣床 卡盘 6 .
. 机械加工工艺过程卡片 产品型号 零件图号 产品名称 零件名称 大齿轮 共 页 第 页 材 料 牌 号 毛 坯 种 类 毛坯外形尺寸 Φ115×40 每毛坯件数 每 台 件 数 备 注 工 序 号 工 名 序 称 工 序 内 容 车 间 工
段 设 备 工 艺 装 备 工 时
准终 单件
1 选择毛坯 底面直径为115mm高为40mm的圆柱形状的毛坯
2 粗车削加工 将圆柱车成直径为110mm高为38mm的圆柱每次车削2mm 数控车床
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期) .
. 3 半精车削加工 将圆柱车成直径为107mm高为32mm的圆柱 每次车削1mm 数控车床 4 钻孔 钻出一个直径为30mm的孔 麻花钻 5 镗孔 将孔镗成直径为39mm的孔 镗床 6 镗键 在孔内镗出一个宽为12mm的键槽 镗床 7 滚齿 将圆柱 滚成分度圆为104mm的齿轮 齿数为69 滚刀
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期) .
. 标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
机械加工工序卡片 产品型号 零件图号 产品名称 零件名称 大齿轮 共 页 第 页 车间 工序号 工序名称 材 料 牌 号 车削 车削、镗 毛 坯 种 类 毛坯外形尺寸 每毛坯可制件数 每 台 件 数
Φ115×40 设备名称 设备型号 设备编号 同时加工件数
夹具编号 夹具名称 切削液
工位器具编号 工位器具名称 工序工时 (分) 准终 单件
工步号 工 步 内 容 工 艺 装 备 主轴转速 切削速度 进给量 切削深度 进给次数 工步工时
r/min m/min mm/r mm 机动 辅助
1 将毛坯放在车床上 用一端,然后用粗车刀车上端面 ,进刀车去2mm,退刀,再进刀车去2mm,退刀 2
2 将毛坯用一端,然后用粗车刀车外圆柱面 ,进刀车去2mm,退刀,再进刀车去2mm,退刀 2 3 将毛坯放在车床上 用一端,然后用半精刀车上端面 ,进刀车去1mm,退刀 1
4 将毛坯用一端,然后用半精刀车刀车外圆柱面 ,进刀32mm车去1mm,退刀32mm,再进刀32mm车去1mm,退刀40mm 2 . . 机械加工工艺过程卡片 产品型号 零件图号 产品名称 减速器 零件名称 高速轴 共 页 第 页 材料牌号 毛坯种类 硬铝 毛坯外形尺寸 φ35×205mm 每毛坯件数 1 每台件数 1 备注 工 序 号 工名 序称 工序内容 车 间 工
段 设备 工艺装备 工时
准终 单件 1 下料 棒料尺寸φ35mm×205mm
2 粗车 夹一端车另一端及端面(见平即可)车外圆,直径与长度均留加工余量5mm 车床 三爪卡盘,标准刀具
5 用麻花钻钻出一个直径为30mm的孔 1
6 将其放在镗床上 用三角卡盘夹住一端,进刀32mm 镗出直径为40mm的孔,退刀32mm 2
7 将其放在镗床上 用三角卡盘夹住一端,进刀32mm,镗出一个宽为12mm的槽 退刀32mm 1
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期) 标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期 .
. 3 粗车 倒头装夹,车另一端端面及余下外径各部,直径与长度均留加工余量5mm,保证总长尺寸为196mm 车床 三爪卡盘,标准刀具
4 精车 夹一端,车端面,保证总长尺寸193.5mm,钻中心孔B6.3 车床 三爪卡盘,标准刀具 5 精车 倒头装夹,车端面,保证总长尺寸191.5mm,钻中心孔B6.3 车床 三爪卡盘,标准刀具
6 精车 以两中心孔定位装夹工件,精车右端面各部尺寸,其直径方向留磨量0.6mm,倒角2.3×45° 车床 三爪卡盘,标准刀具
7 精车 倒头以两中心孔定位装夹工件,精车余下各部尺寸,其直径方向留磨量0.6mm,倒角2.3×45° 车床 三爪卡盘,标准刀具 8 磨 以两中心孔定位装夹工件,粗精磨各部至图样要求尺寸 磨床 9 磨 倒头,以两中心孔定位装夹工件,粗精磨余下外圆至图样要求尺寸 磨床 10 划线 划键槽线 11 铣 铣键槽至图样要求尺寸 键槽铣床 设计(日期) 校对(日期) 审核(日期) 标准化(日期) 会签(日期)
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期 .
. 机械加工工艺过程卡片 产品型号 零件图号
产品名称 减速器 零件名称 低速轴 共 页 第 页 材料牌号 毛坯种类 硬铝 毛坯外形尺寸 Φ60×220 每毛坯件数 1 每台件数 1 备注 工 序 号 工名 序称 工序内容 车 间 工
段 设备 工艺装备 工时
准终 单件 1 下料 棒料尺寸Φ60×220
2 粗车 夹一端车另一端及端面(见平即可),车外圆,直径与长度均留加工余量5mm 车床 三爪卡盘,标准刀具
3 粗车 倒头装夹,车另一端端面及余下外径各部,直径与长度均留加工余量5mm,保证总长尺寸为210mm 车床 三爪卡盘,标准刀具 4 精车 夹一端,车端面,保证总长尺寸206mm,钻中心孔B6.3 车床 三爪卡盘,标准刀具 5 精车 倒头装夹,车端面,保证总长尺寸204mm,钻中心孔B6.3 车床 三爪卡盘,标准刀具
6 精车 以两中心孔定位装夹工件,精车右端面各部尺寸,其直径方向留磨量0.6mm,倒角2.3×45° 车床 三爪卡盘,标准刀具 .
. 7 精车 倒头以两中心孔定位装夹工件,精车余下各部尺寸,其直径方向留磨量0.6mm,倒角2.3×45°° 车床 三爪卡盘,标准刀具
8 磨 以两中心孔定位装夹工件,粗精磨各部至图样要求尺寸 磨床 9 磨 倒头,以两中心孔定位装夹工件,粗精磨余下外圆至图样要求尺寸 磨床 10 划线 划键槽线 11 铣 铣键槽至图样要求尺寸 键槽铣床 设计(日期) 校对(日期) 审核(日期) 标准化(日期) 会签(日期)
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
机械加工工艺过程卡片 产品型号 零件图号 产品名称 减速器 零件名称 下箱体 共 页 第 页 材 料 牌 号 HT150 毛 坯 种 类 铸造 毛坯外形尺寸 每毛坯件数 1 每 台 件 数 1 备 注 工 序 号 工 名 序 称 工 序 内 容 车 间 工
段 设 备 工 艺 装 备 工 时
准终 单件 . . 1 铸造
2 清砂 清除浇口,冒口,型砂,飞边,飞刺等
3 热处理 人工时效处理
4 划线 划分割面加工线,划两个轴承孔加工线,底面线,照顾壁厚均匀 5 铣 以底面定位,按线找正,装夹工件铣分割面保证尺寸15mm 铣床 专用工装,组合夹具 6 铣 以分割面定位装夹工件,铣底面,保证高度84mm 铣床 专用工装,组合夹具 7 铣 铣两边凸缘 铣床 专用工装,组合夹具 8 钻 钻底面4×φ10mm孔,锪4×φ22mm,深2mm 钻床 专用工装,组合夹具 9 钻 钻6×φ9mm孔,锪6×φ18mm,深2mm 钻床 专用工装,组合夹具 10 钻 钻4×φ7mm孔,锪4×φ14mm,深2mm 钻床 专用工装,组合夹具 11 钻 钻游标,放油孔M10 钻床 专用工装,组合夹具 12 钳 箱体底部用煤油做渗漏试验 13 检验 检查各部尺寸及精度 . . 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期 机械加工工艺过程卡片 产品型号 零件图号
产品名称 减速器 零件名称 上箱体 共 页 第 页 材 料 牌 号 HT150 毛 坯 种 类 铸造 毛坯外形尺寸 229×146×82 每毛坯件数 1 每 台 件 数 1 备 注 工 序 号 工 名 序 称 工 序 内 容 车 间 工
段 设 备 工 艺 装 备 工 时
准终 单件 1 铸造 2 清砂 清除浇口,冒口,型砂,飞边,飞刺等
3 热处理 人工时效处理 4 涂漆 非加工面涂防锈漆 5 划线 划分割面加工线,划轴承孔及端面加工线
6 铣 以分割面为装夹基准面,按线找正,夹紧顶部斜面保证尺寸2mm 铣床 专用工装,组合夹具