机加工QC工程图
QC工程图

工程名称 Process
QC 工程图 (QC Flow Chart)
●:重点工站 “S":产品安全相关特殊特 REV
性Key station"S": Special characteristics related to product safety ▲:产品质量有关的特殊特性Special characteristics related to product quality ★:过程有关特殊特性Special characteristics related to process CPK:制程能力Process capability; △:增加或变更项目Add or change items 注:客户有要求时须加注客户标示Note: Customer's mark shall be added when customer has requirements
变更说明 Change
日期 Date
编号 No.
发行日期 Issue date
料 号 P/N
REV 第 页 Page: 共 页Total Page:
品名 Part name
核准 Approval
审核Review
会签Countersign 经办Maker
加工地方 Place
厂内 厂外 Insi Outsi
de de
标准规范 Standard
机械设备 名称NO. Device name No.
规格 Spec.
重点管理项目 Key management item
担当部门 Acting Dept.
测 定Measurement
频度Frequency
工具Tool/ 方法Method
金属机械加工QC工程图

德信诚培训网金属机械加工QC工程图工程名管理事项管理要领执行责任者相关标准顺工程记号加工处设备名称管理项目标准检查频率检查工艺公司内加工条件外观检查方法记录名称外注时间尺寸作业员检查员检查仪器时间序公司名温度信赖性依据表单1▼材料线材供应商原材料外观检验规范单次抽样目视原材料收入记录表和检验记录表进料检验进料检验标准入库尺寸检验规范游标卡尺2●冲压成型公司内冲压机外观无缺点1H n:50目视生产日报表作业员巡检外径2H n:5卡尺高度随时2H n:5卡尺生产宽度制造单检测2H n:5卡尺作业位置度2H n:5投影仪标准角度2H n:5投影仪3●抛光公司内抛光机器外观无缺点1H n:50目视生产日报表生产作业标准4◆装配公司内装配机外观无缺点1H n:50目视巡回检查单车间总检外径制造单卡尺高度卡尺检验宽度2H n:5卡尺标准位置度投影仪角度投影仪5●热处理公司内网带炉外观无缺点1L n:50目视检验表硬度检验员作业标准表面及芯硬度热处理检查标准硬度机敲打1L n:5015°CJIC破坏扭力扭力计检验表扭力检验员作业标准6●电镀电镀机械电镀外观无油污1L n:50目视送货单检查表电镀检查员检验标准电镀厚度5-8UM 膜厚仪7●除氢电镀除氢炉信赖性除氢工程图1L n:50锁铁板除氢报告8◆进料检验公司内盐水喷雾机外观无缺点1L n:50目视成品检查表成品检验检验标准信赖性收入检查标准喷雾机9●全数挑选公司内选别机混料、外观不良无缺点全数目视作业检查标准混料及外观不良检验员选别指导书10◆出货检查公司内测定机外径1L n:5卡尺出货检验表出货检验检验标准高度卡尺宽度制造单卡尺位置度投影仪角度投影仪11●包装公司内计量器外观无缺点包装时目视入库单包装人员包装标准数量确认天平称12▼出货公司内运输车外观无缺点每批目视送货单业务人员公司内标准数量确认。
机加工QC工程图

冲孔2
小孔尺寸
图纸/工序卡
塞规测量
首检5个
过程检1/100
车床
√
√
√
√
√
√
√
工序交接卡
通知班长、主任
倒角
大、小内孔倒角
图纸/工序卡
目测、测试
首检5个
过程检1/200
角磨机
√
√
√
√
工序交接卡
通知班长、生产科
入库
搬运、核实数、入帐
依仓储管理程序
目测、计算
点数或磅重
小车
√
√
仓管物资帐
通知质检
出货
搬运、核实码数、记帐
AAA有限公司
文件编号
AA-WI-06-02
版本号
1.0
页次
1 / 1
实施日期
2002.07.08
机加工QC工程图
流程
工程名称
管制项目
质量标准
检验方法
检验
频率
设备
检验方式
负责人员
记录
异常处理
自检
巡检
首检
作业员
质检员
工艺
主管
进料
规格、数量、
依GB708-88
目测、计算
全检/抽检
\
√
验收单
与供应商联系
圆钢下料
焊接
各部尺寸、清焊渣
图纸/工序卡
目测
首检5个
过程检1/100
电焊机
√
√
√
√
√
√
√
过程巡检报表
工序交接卡
通知班长、主任
退火
各部尺寸
图纸/工序卡
玻璃加工QC工程图

每批进料 量测、目测
DXC-05-002
责任单位 IQC IPQC FQC
公差±0.1mm(2.5D)
每批工单
量测
依厂商标准
每批工单
依厂商处
1.依承认样品(ΔE≦0.5暂 定) 2.依限度标准 3.依sop
每批工单
量测、目测
依标准样品
每批工单
目测 触感
1.依标准样品 2.包装规定
每批工单
目测
检查作业
质量检查
备注﹕请厂商自行订出自主检验之频率以备核查
输送 制定
5-002
页次 1/1
单位
版次
4
OQC
备注
由厂商处检验并 附报告
由厂商处检验并 附报告
首件及巡检末件
巡检
首件及巡检末件 巡检
巡检/终检
储存 张明
列入移交 机密等级 A
工程名称
流程图
标
准
书
QC工程图--玻璃类
使用设备工具
管制项目
玻璃AG检验
材质进料检验 切片及磨边
平磨及强化清 洗
丝印
AF及清洗 成品检验包装
流程图 符号意义
核准
1.光泽度测试机 2.粗糙度测试机 3透光度测试机 4雾度测试机
1.厂商出厂检验报 告 2.ROHS检测报告
1.厚度计 Leabharlann .XRF光谱仪CNC﹑磨边朵
1.外观 2.尺寸 3.ROHS检测报告
1.尺寸 2.外观(主要是边缘 不可刮手)
平磨机及强化设 备
依厂商处项目
丝印机
1.颜色 2.外观 3.功能(油墨附着力
5B) 4依sop作业
超声波清洗机 外观及平滑度
QC工程图(正式版)

相关记录
异常处理/发送处理 备注
通知钢化主控调整参 数,纠正不良品再次发 生。 《纠正预防措施报告》 《品质异常报告》
检测数量
检测次数
批量≥30件: 检验频率: 首件确认:10件 关键工序20分 批量≤30件: 钟/次 随机抽检 样板全检
批量≥30件: 检验频率: 首件确认:10件 30分钟/次 批量≤30件: 随机抽检 样板全检
IPQC 水切主控
《IPQC检验报告》 《样板检验报告》
《纠正预防措施报告》 《品质异常报告》
编制:李小锋
第1页,共4页
广东省佛山市怡天玻璃制品有限公司
QC 工程图
适用范围: 适用区分:
公司内部通用 □ 样板制作 □ 量产试作 ▲准备工作 □ 量产
批量≥30件: 检验频率: 首件确认:10件 30分钟/次 批量≤30件: 随机抽检 样板全检
IPQC 开介主控
《IPQC检验报告》 《样板检验报告》
《纠正预防措施报告》 《品质异常报告》
3
◎
磨边工序
磨边
中工车间
单边磨边机 双边磨边机
钢卷尺 目测 半径规
规格 外观
《磨边作业指导书》 《流程卡》 《公司质量检验标准》
批量≥30件: 检验频率: 首件确认:10件 30分钟/次 批量≤30件: 随机抽检 样板全检
IPQC 喷油主控
《IPQC检验报告》 《样板检验报告》
《纠正预防措施报告》 《品质异常报告》
编制:李小锋
第2页,共4页
广东省佛山市怡天玻璃制品有限公司
QC 工程图
适用范围: 适用区分:
公司内部通用 □ 样板制作 □ 量产试作 ▲准备工作 □ 量产
批量≥30件: 检验频率: 首件确认:10件 30分钟/次 批量≤30件: 随机抽检 样板全检
QC工程图

编号:GHZZ-PZB03-2016
制定:XXX
日期:2016-07-15
QC工程图
审核:XXX
版本:A/0
核准:XXX
第1页/共1页
序号
流程图
加工设备名称
管理项目
控制标准
检查频率
检测设备/方法
责任者
异常处理方法
相关记录
1
●
毛坯
压铸机
产品表面无冷隔,水纹,拉伤,变形等缺陷及尺寸检验。
标准作业指导书,图纸要求
1次/2H
目测,量具测量
操作者巡检员
返修报废
首检巡检记录
2
●
切料柄
切边模机
加工完,产品不得有压伤,压裂,等不良现象。
标准作业指导书,图纸要求
1次/2H
目测
操作者巡检员
返修报废
首检巡检记录
3
●
去毛刺
手工锉刀
产品不可有任何刮手,毛刺现象。
标准作业指导书,图纸要求
1次/2H
目测、手感
标准作业指导书,图纸要求
1次/
目测、量具
操作者巡检员
返修报废
首检巡检记录操作者巡检员返修废首检巡检记录4
△
金加工
数控、钻床及自动化加工机
金加工产品的所有尺寸是否合格,表面粗超度,螺纹、孔、整个产品的完整性。
标准作业指导书,图纸要求
1次/
目测、量具、测量仪器
操作者巡检员
返修报废
首检巡检记录
5
△
检验包装
/
检查产品的整个完整性,产品不可有任何的不良缺陷,尺寸抽检,入库前相关的标示卡是否完善,等相关技术标准。
注塑、冲压成型机构件产品QC工程图 模板

1.保养记录
2.校验记录
3.仪器量具管理台帐
4
毛边外理
(整修)
生产部整修领班及作业员
品质部FPQC
1.制程管制
2.整修作业标准书
制程管制
生产制造传票
生产自检
品管每隔2小时抽检
目视
电子称
卡尺
1.机台保养计划表
2.校验计划表
1.保养记录
2.校验记录
3.仪器量具管理台帐
有限公司
文件编号
核准
版本
3.成型参数
4.尺寸
5.性能
6.外观
1.模具管理条例
2.制程管制
3.生产设备保养标准
4.成型首件检测指导书
5.成型产品检查规格书
6.检测与测试标准
7.不合格品控制程序
8.纠正与预防措施程序
1.领料单
2.机台稼动表
3.不良统计表
4.制程管制表
5.成型首件检验记录表
6.成型巡检记录表
7.制程异常通知单
8.生产工令单
5.纠正与预防措施程序
6.制程管制
7.工程图纸
1.电镀检验报告
2.进料检验异常报告
3.不良统计
依AQL水准
每批抽检
6
冲压成型
生产部冲床领班及作业员
品质部IPQC
外观
性能
品名规格
数量
标签
1.FQC检验标准
2.MIL-STD-105E AQL表
3.不合格品控制程序
4.检验与测试规格书
5.纠正与预防措施程序
1.检验与测试规格书。
2.IQC检验标准。
3.MIL-STD-105E AQL表。
QC工程图
全检 全检 首件尺寸全检 生产过程中按 20支 棒抽检一次 首件尺寸全检 平面度每支全检 首件全检.生产时 每框抽检6次 全检 每框料不低于20%
修模工 不合要求的 模具不准发生产 挤压 机手 品管 各参数不对 不准开机 不符合图纸 不准生产
塞尺塞 角尺检 卡尺量 卷尺测量 目视 塞尺检 角尺检 硬度计检 平台 目视
东莞市铝美铝型材有限公司 东莞市铝美铝型材有限公司
QC 工 程 图
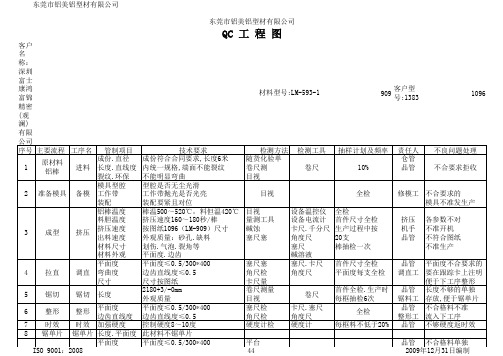
客户名称:深圳富士康鸿富锦精密(观澜)有限公司 序号 主要流程 工序名 管制项目 技术要求 成份.直径 成份符合合同要求,长度6米 原材料 1 进料 长度.直线度 内统一规格,端面不能裂纹 铝棒 裂纹.环保 不能明显弯曲 模具型腔 型腔是否无尘光滑 2 准备模具 备模 工作带 工作带抛光是否光亮 装配 装配要紧且对位 铝棒温度 棒温500~520℃,料但温420℃ 料胆温度 挤压速度160~180秒/棒 挤压速度 按图纸1096(LM-909)尺寸 3 成型 挤压 出料速度 外观质量:砂孔.缺料 材料尺寸 划伤.气泡.裂角等 材料外观 平面度.边齿 平面度 平面度≤0.5/300*400 4 拉直 调直 弯曲度 边齿直线度≤0.5 尺寸 尺寸按图纸 2180+3/-0mm 5 锯切 锯切 长度 外观质量 平面度 平面度≤0.5/300*400 6 整形 整形 边齿直线度 边齿直线度≤0.5 7 时效 时效 加强硬度 控制硬度8~10度 8 锯单片 锯单片 长度.平面度 此材料不锯单片 平面度 平面度≤0.5/300*400 外观 平面度≤1.5/300*2180 9 包装 包装 包装纸保护 外观不能有砂孔.划伤. 好材料表面 气泡.缺料.裂角等缺陷 平面度 平面度≤0.5/300*400 外观 平面度≤1.5/300*2180 尺寸 控制砂孔.划伤.气泡.缺料.裂角 10 出货 出货 长度 尺寸重点:304+1.2/-0 材料型号:LM-593-1 检测方法 检测工具 随货化验单 卷尺 卷尺测 目视 目视 目视 量测工具 碱蚀 塞尺塞 设备温控仪 设备电流计 卡尺.千分尺 角度尺 塞尺 碱溶液 塞尺.卡尺 角度尺 卷尺 卡尺.塞尺 角度尺 硬度计 909 客户型号:1383 1096 抽样计划及频率 责任人 不良问题处理 仓管 10% 不合要求拒收 品管
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机加工QC工程图
机加工QC工程图
AAA有限公司文件编号页次AA-WI-06-021/1版本号实施日期
1.0202*.07.08机加工QC工程图检验方式流程工程名称管制项目质量标准检验方法检验频率设备自检√√√√√√√√√√巡检√√√√√√√首检√√√√√√√作业员√√√√√√√√√√√负责人员质检员
√√√√√√工艺√√√√√主管√√√√√记录异常处理进料圆钢下料板材下料车焊接退火镗孔1冲孔2倒角入库出货规格、数量、下料尺寸下料尺寸各部尺寸各部尺寸、清焊渣各部尺寸大孔尺寸小孔尺寸大、小内孔倒角搬运、核实数、入帐搬运、核实码数、记帐依GB708-88图纸/工序卡图纸/工序卡图纸/工序卡图纸/工序卡图纸/工序卡图纸/工序卡图纸/工序卡图纸/工序卡依仓储管理程序依仓储管理程序目测、计算卷尺测量卷尺测量游标卡尺测量目测--塞规测量塞规测量目测、测试目测、计算目测、计算全检/抽检首检5个过程检1/100首检5个过程检1/100首检5个过程检1/100首检5个过程检1/100首检5个过程检1/100首检5个过程检1/100首检5个过程检1/100首检5个过程检1/200点数或磅重点数或磅重制定/日期\\锯床仿型气割车床电焊机电炉车床车床角磨机小车小车验收单工序交接卡工序交接卡过程巡检报表工序交接卡过程巡检报表工序交接卡过程巡检报表工序交接卡工序交接卡工序交接卡工序交接卡仓管物资帐仓管物资帐修订日期与供应商联系依不合格品处理依不合格品处理通知班长、主任通知班长、主任通知外协单位通知主任通知班长、主任通知班长、生产科通知质检通知相关部门批准/日期审核/日期发布日期
扩展阅读:QC工程图
深圳市科锐凝通讯技术有限公司QC工程图工程名称管制重点尺寸硬度外观包装产品型号产品名称文件编号修订版次共6页第1页异常处置1将不良物料隔离2发行异常联络单给责任部门3跟踪处置结果流程图棒进料→暂放→检查0-1进料检验来料检验作业进货检验记录规范供方提供证明IQC作业标准记录方法负责人员管理方法量测方式与工具抽样检查按GB2828CRI:0.00MAJ:0.10MIN:0.25卡尺硬度计目视弹簧进料→暂放→检查0-2进料检验尺寸弹力外观包装进料检验作业进货检验记录规范测试原始记录同上弹簧弹力测试供方提供证明程序同上万能工具显微镜推拉试验机目视同上塑料进料→暂放→检查0-3进料检验外观包装进料检验作业进货检验记录同上规范供方提供证明同上目视同上标记处数更改文件号签字日期标签字日期设计(日期)审核(日期)标准化(日期)会签(日期)批准(日期)处数更改文深圳市科锐凝通讯技术有限公司QC工程图产品型号产品名称记录方法领料单物料出库单文件编号修订版次共6页第2页异常处置将不良物料退库并隔离3-1批量生产同上4-15-1成品检查同上6-1标记处数更改文件号签字日期标签字日期设计(日期)审核(日期)标准化(日期)会签(日期)批准(日期)流程图铜棒领料→暂放→检查1-1工程名称管制重点作业标准料号领料作业规格依图面负责人员管理方法量测方式与工具拉长每批目视尺寸首(初)件外观检查自动车→2-1适配*依图面IPQC产品检验作初件检查记录作业员业规范万工显卡尺3~5PCS/次分厘卡0收1退目视治具2h/巡检次3~5pcs/次同上0收1退同上同上巡检记录同上同上药二次加工同上同上初件检查记录同上巡检记录同上同上同上同上入库检查记录抽样检查按
GB2828IPQCCRI:0.00同上MAJ:0.10MIN:0.25库管员将不良品退回生产单位重工处理生产和服务标识、料号入库提供控制程入库单包装、数量序同上处数更改文深圳市科锐凝通讯技术有限公司QC工程图产品型号产品名称记
录方法文件编号修订版次共6页第3页异常处置将不良物料退库并隔离1不良物料退库并隔离;2生产单位调整生产工艺3-04-0流程图塑料材料1-0工程名称管制重点作业标准规格领料作业颜色负责人员管理方法量测方式与工具拉长每批目视注塑成型工领料单艺卡物料出库单尺寸2-0初件加工外观适配*产品检验作业规范初件检查记录IPQC工程图面3~5pcs/每投影仪模或每模卡尺全穴目视0收1退2h/巡检次3~5pcs/次同上0收1退抽样检查按GB2828CRI:0.00同上MAJ:0.10MIN:0.25批量生产同上同上巡检记录IPQC 作业员同上入库检查同上同上入库检查记录IPQC同上标记处数更改文件号签字日期标签字日期设计(日期)审核(日期)标准化(日期)会签(日期)批准(日期)处数更改文深圳市科锐凝通讯技术有限公司QC工程图工程名称管制重点出货外观规格产品型号产品名称作业标准文件编号修订版次共6页第4页异常处置将不良物料隔离处置书面通知本公司流程图套筒(电镀前)→触头(电镀前)→7弹簧(电镀前)→10记录方法负责人员管理方法量测方式与工具每批目视领料单采购控制程序仓管员物料出库单外观8电镀镀层膜厚电镀规格书供应商盐雾外观盐雾试验镀金层膜厚进料检验作业进货检验记录9试配*规范进货检查盐雾试验报告IQC组长尺寸电镀规格书供方提供证明包装工程图面可、耐焊性镀层附着力入库备用规格电镀规格书入库单仓管员3~5PCS/目视每批盐雾试验机尺寸和外膜厚测试议观抽样按卡尺GB2828分厘卡CRI:0.00工显MAJ:0.10焊锡炉MIN:0.253M胶带每批目视1将不良物料隔离2发行异常联络单给责任部门3跟踪处置结果1将不良物料隔离2执行异常联络单跟踪处置会签(日期)批准(日期)标记处数更改文件号签字日期标签字日期设计(日期)审核(日期)标准化(日期)处数更改文深圳市科锐凝通讯技术有限公司QC工程图工程名称管制重点规格领料作业包装产品型号产品名称作业标准文件编号修订版次共6页第5页异
常处置对不良品进行隔离处置1将不良物料退库并隔离2生产单位调整生产工艺1将不良物料退库并隔离2生产单位调整生产工艺3将不良品进行隔离处置同上同上将不良品进行隔离处置将不良品进行隔离处置流程图套筒(电镀后)→触头(电镀后)→11弹簧(电镀后)→121314塑件→151617标记处数更改文件号签字日期标签字日期设计(日期)审核(日期)标准化(日期)会签(日期)批准(日期)记录方法负责人员管理方法量测方式与工具每批目视生和服务提供领料单拉长控制程序物料出库单尺寸、外观产品规格书弹力、手感工程图面IPQC初件工作行程成品检验卡初件检查记录作业员接触电阻产品检验作业可、耐焊性规范巡检记录表装配作业指导IPQCIPQC 巡检记录书作业员表卡尺3~5pcs/每目视模或每模推拉力试验机全穴低电阻测试仪0收1退焊锡炉0.5h/巡检次3~5pcs/目视次0收1退目视卡尺同上目视装配外观手感铆压外观尺寸组装同上同上同上IPQC作业员IPQC作业员作业员同上同上全检外观、尺寸同上弹力、手感外观、手感产品检查成品检验卡弹力外观检查外观、手感成品检验卡IPQC抽样检查按GB2828目视0收1退处数更改文深圳市科锐凝通讯技术有限公司QC工程图工程名称管制重点产品型号产品名称作业标准文件编号修订版次共6页第6页异常处置1将不良品进行隔离处置2退回生产单位重工处理3向生产单位发布品质异常联络单退回生产单位重工处理同上同上将不良品进行隔离处置同上流程图记录方法负责人员管理方法量测方式与工具3~5PCS/目视每批推拉力计尺寸和外万能工具显微镜观抽样按低电阻测试仪GB2828绝缘电阻测试仪CRI:
0.00耐压测试仪MAJ:0.10焊锡炉MIN:0.25全检每批每批目视同上同上同上外观、手感弹力、尺寸工作行程18成品检查接触电阻成品检验卡入库检验记录FQC绝缘电阻耐电压可、耐焊性外观数量20入库检查外观数量外观接收检查21数量先入先出仓储三防22包装23包装箱→19包装作业规范
IPQC作业员产品检验作业入库检验记录FQC规范产品检验作业OQC规范生产和服务提入库单仓管员供控制程序出货备货数量、批次产品出货流程出库单等仓管、OQC24出货检查规格、标示成品检验卡成品检验记录OQC数量标记处数更改文件号签字日期标签字日期设计(日期)抽样检查按
GB2828CRI:0.00MAJ:0.10MIN:0.25标准化(日期)审核(日期)会签(日期)批准(日期)处数更改文
友情提示:本文中关于《机加工QC工程图》给出的范例仅供您参考拓展思维使用,机加工QC工程图:该篇文章建议您自主创作。