JIS-H5302-2006铝合金压铸件(中文)
铝合金成分和压铸标准

国内外主要压铸AI合金化学成分表铝合金压铸标准---美国标准三.美国标准ASTM B85-96美国压铸铝合金化学成分表铝合金压铸标准---欧盟标准四.欧盟标准EN1706:1998欧盟压铸铝合金化学成分和力学性能表铝合金压铸标准---日本标准二.日本工业标准JIS H5302:2000日本压铸铝合金化学成分表铝合金压铸标准---中国标准一.中华人民共和国国家铝合金压铸标准压铸铝合金的化学成分和力学性能表. 铝合金压铸件GB/T 15114-941.主题内容与适用范围本标准规定了铝合金压铸件的技术要求,质量保证,试验方法及检验规则和交货条件等.本标准适用于铝合金压铸件.2.引用标准GB1182 形状和位置公差代号及其标准GB2828 逐批检查计数抽样程序及抽样表(适用于连续的检查)GB2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB6060.1 表面粗糙度比较样块铸造表面GB6060.4 表面粗糙度比较样块抛光加工表面GB6060.5 表面粗糙度比较样块抛(喷)丸,喷砂加工表面GB6414 铸件尺寸公差GB/T11350 铸件机械加工余量GB/T15115 压铸铝合金3.技术要求3.1化学成分合金的化学成分应符合GB/T15115的规定.3.2力学性能3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定3.2.2当采用压铸件本体试验时,其指定部位切取度样的力学性能不得低于单铸试样的75%,若有特殊要求,可由供需双方商定.3.3压铸件尺寸3.3.1压铸件的几何形状和尺寸应符合铸件图样的规定3.3.2压铸件尺寸公差应按GB6414的规定执行,有特殊规定和要求时,须在图样上注明.3.3.3压铸件有形位公差要求时,其标注方法按GB1182的规定.3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,有特殊规定和要求时,须在图样上注明.3.4压铸件需要机械加工时,其加工余量按GB/T11350的规定执行.若有特殊规定和要求时,其加工作量须在图样上注明.3.5表面质量3.5.1铸件表面粗糙度应符合GB6060.1的规定3.5.2铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷.3.5.3铸件不允许有擦伤,凹陷,缺肉和网状毛刺等腰三角形缺陷,但其缺陷的程度和数量应该与供需双方同意的标准相一致.3.5.4铸件的浇口,飞边,溢流口,隔皮,顶杆痕迹等腰三角形应清理干净,但允许留有痕迹.3.5.5若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置,分型线的位置,浇口和溢流口的位置等由生产厂自行规定;否则图样上应注明或由供需双方商定.3.5.6压铸件需要特殊加工的表面,如抛光,喷丸,镀铬,涂覆,阳极氧化,化学氧化等须在图样上注明或由供需双方商定.3.6内部质量3.6.1压铸件若能满足其使用要求,则压铸件本质缺陷不作为报废的依据.3.6.2对压铸件的气压密封性,液压密封性,热处理,高温涂覆,内部缺陷(气孔,疏孔,冷隔,夹杂)及本标准未列项目有要求时,可由供需双方商定.3.6.3在不影响压铸件使用的条件下,当征得需方同意,供方可以对压铸件进行浸渗和修补(如焊补,变形校整等)处理.4质量保证4.1当供需双方合同或协议中有规定时,供方对合同中规定的所有试验或检验负责.合同或协议中无规定时,经需方同意,供方可以用自已适宜的手段执行本标准所规定的试验和要求,需方有权对标准中的任何试验和检验项目进行检验,其质量保证标准应根据供需双方之间的协议而定.4.2根据压铸生产特点,规定一个检验批量是指每台压铸设备在正常操作情况下一个班次的生产量,设备,化学成分,铸型和操作连续性的任何重大变化都应被认为是新是一个批量开始.供方对每批压铸件都要随机或统计地抽样检验,确定是否符合全部技术要求和合同或铸件图样的规定要求,检验结果应予以记录.5试验方法及检验规则5.1化学成分5.1.1合金化学成分的检验方法,检验规则和复检应符合GB/T15115的规定.5.1.2化学成分的试样也可取自压铸件,但必须符合GB/T15115的规定5.2力学性能5.2.1力学性能的检验方法,检验频率和检验规则就符合GB/T15115的规定.5.2.2采用压铸件本体为试样时,切取部位尺寸,测试形式由供需双方商定.5.3压铸件几何尺寸的检验可按检验批量抽验或按GB2828,GB2829的规定进行,抽检结果必须符合标准3.3的规定.5.4压铸件表面质量就逐检查,检查结果应符合本标准3.5的规定.5.5压铸件表面粗糙度按GB6060.1的规定执行.5.6压铸件需抛光加工的表面按GB6060.4的规定执行,5.7压铸件需喷丸,喷砂加工的表面按GB6060.5的规定执行.5.8压铸件内部质量的试验方法检验规则由供需双方商定,可以包括:X射线照片,无损探伤,耐压试验,金相图片和压铸件剖面等,其检难结果应符合3.6的规定.5.9经浸渗和修补处理后的压铸件应做相应的质量检验.6压铸件的交付,包装,运输与储存6.1当在合同或协议中有要求时,供方应提供需方一份检验证明,用来说明每批压铸件的取样,试验和检验符合标准的规定.6.2合格压铸件交付时,必须有附有检验合格证,其上应写明下列内容:产品名称,产品号,合金牌号,数量,交付状态,制造厂名,检验合格印记和交付时间.有特殊检验项目者,应在检验员合格证上注明检验的条件和结果.6.3压铸件的包装,运输与储存,由供需双方商定.。
铝合金高压铸造介绍
压铸模具和方案
三、产品开发—分型方案
2、产品滑块方案
Slide 2
Slide 1
Slide 3
Slide 4
Slide 5
Slide 7
Slide 6 模具共有7个滑块
22
压铸模具和方案
三、产品开发—顶出方案
1、产品顶针位置
EP Φ8 (Φ10台座)(×7)
23
压铸模具和方案
三、产品开发—刻字方案
成品率 充填率 充填时间(理论计算) 充填时间(经验值计算) 高速速度 高速区间+10mm 浇口截面积 冲头浇口截面积比
1578g 1509g 550g 3637g
43% 38.9%(20%-48%)
0.076s
0.06s(选用) 2.3m/s 146.6mm 470.7mm2
13.5 :1
高速速度 2.0m/s 2.5m/s 3.0m/s 3.5m/s 浇口速度 27m/s 33.75m/s 40.5m/s 47.25m/s
三、产品开发—产品铸造难点
②产品表面气孔要求
A区域
C区域
B区域
如图所示,产品A 区域表面气孔要求 为0.8mm,较为严 格,浇口排布是应 考虑此部位优先充 填
具体表面气孔标准客户另行提 供,双方将再次进行技术检讨
14
压铸模具和方案
三、产品开发—产品铸造难点 ③产品变型情况
素材图尺寸 要求
此部位 尺寸要求
5・限位柱固定 板
10
压铸模具和方案
二、产品介绍
汤饼
分流子 (湯道)
产品部
真空浇道
浇道部
推出顶针痕
盗肉
浇口 浇口
真空浇道头
压铸铝合金材料(ADC12)
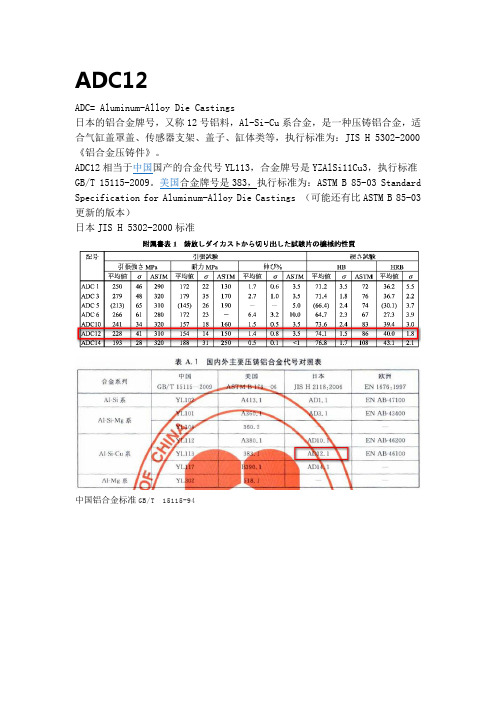
ADC12
ADC= Aluminum-Alloy Die Castings
日本的铝合金牌号,又称12号铝料,Al-Si-Cu系合金,是一种压铸铝合金,适合气缸盖罩盖、传感器支架、盖子、缸体类等,执行标准为:JIS H 5302-2000《铝合金压铸件》。
ADC12相当于中国国产的合金代号YL113,合金牌号是YZAlSi11Cu3,执行标准GB/T 15115-2009。
美国合金牌号是383,执行标准为:ASTM B 85-03 Standard Specification for Aluminum-Alloy Die Castings (可能还有比ASTM B 85-03更新的版本)
日本JIS H 5302-2000标准
中国铝合金标准GB/T 15115-94
T5 固溶处理(淬火)加不完全人工时效用来得到较高的强度和塑性,但抗蚀性会有所下降,非凡是晶间腐蚀会有所增加。
时效温度低,保温时间短,时效温度约150-170℃,保温时间为3-5h。
F: 挤压状态。
指材料经由挤压成型未经任何冷作加工或热处理的状态;
ASTM B 85-03 Standard Specification for Aluminum-Alloy Die Castings。
铝合金压铸件的标准
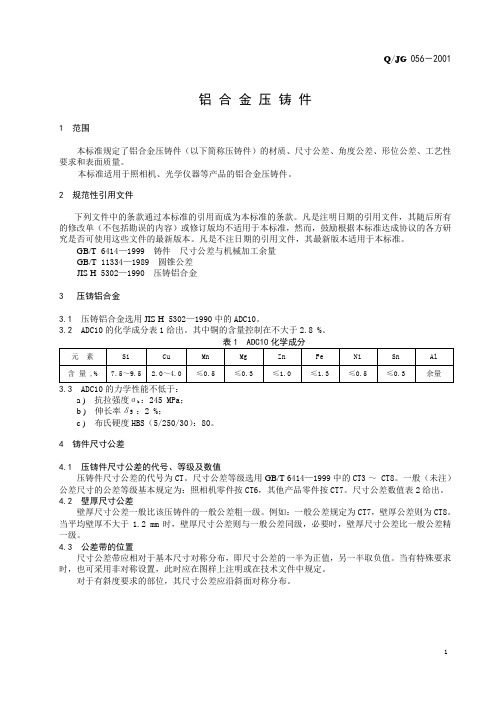
铝合金压铸件1 范围本标准规定了铝合金压铸件(以下简称压铸件)的材质、尺寸公差、角度公差、形位公差、工艺性要求和表面质量。
本标准适用于照相机、光学仪器等产品的铝合金压铸件。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 6414—1999 铸件尺寸公差与机械加工余量GB/T 11334—1989 圆锥公差JIS H 5302—1990 压铸铝合金3 压铸铝合金3.1 压铸铝合金选用JIS H 5302—1990中的ADC10。
3.2 ADC10的化学成分表1给出。
其中铜的含量控制在不大于2.8 %。
a )抗拉强度σb :245 MPa;b )伸长率δ5 :2 %;c )布氏硬度HBS(5/250/30):80。
4 铸件尺寸公差4.1 压铸件尺寸公差的代号、等级及数值压铸件尺寸公差的代号为CT。
尺寸公差等级选用GB/T6414—1999中的CT3 ~ CT8。
一般(未注)公差尺寸的公差等级基本规定为:照相机零件按CT6,其他产品零件按CT7。
尺寸公差数值表2给出。
4.2 壁厚尺寸公差壁厚尺寸公差一般比该压铸件的一般公差粗一级。
例如:一般公差规定为CT7,壁厚公差则为CT8。
当平均壁厚不大于1.2 mm时,壁厚尺寸公差则与一般公差同级,必要时,壁厚尺寸公差比一般公差精一级。
4.3 公差带的位置尺寸公差带应相对于基本尺寸对称分布,即尺寸公差的一半为正值,另一半取负值。
当有特殊要求时,也可采用非对称设置,此时应在图样上注明或在技术文件中规定。
对于有斜度要求的部位,其尺寸公差应沿斜面对称分布。
受分型面及型芯的影响而引起的固定增量和错型值,已包含在尺寸公差数值之内。
当需进一步限制错型值时,则应在图样上注明其允许的最大错型值。
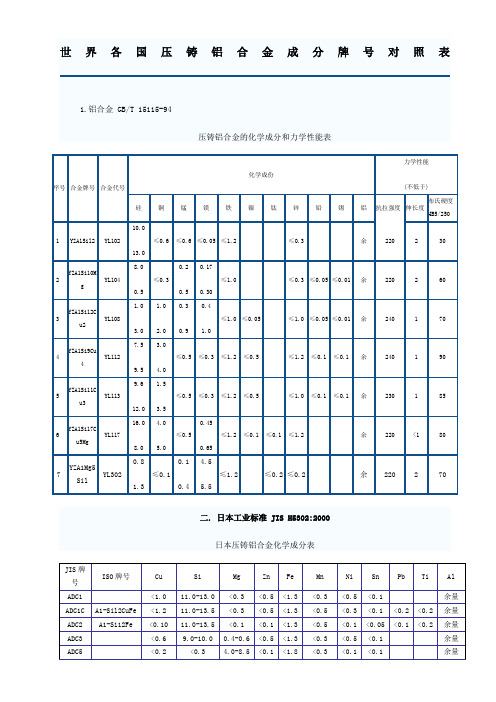
世界各国压铸铝合金成分牌号对照表
46
290
172
22
130
1.7
0.6
3.5
71.2
3.5
72
36.2
5.5
ADC3
279
48
320
179
35
170
2.7
1
3.5
71.4
1.8
76
36.7
2.2
ADC5
(213)
65
310
(145)
26
190
5
(66.4)
2.4
74
(30.1)
3.7
ADC6
266
61
280
172
23
64
3.2
140
1
80
ENAC-46100
10.0
12.0
0.45
1.0
1.5
2.5
0.55
0.30
0.45
1.7
0.25
0.25
0.2
240
140
1
80
ENAC-46200
7.5
9.5
0.8
2.0
3.5
0.15
0.65
0.15
0.55
0.35
1.2
0.25
0.15
0.2
240
140
1
80
ENAC-46500
<1.2
JISH5302-82
美国
413
11.0-13.0
<1.0
<0.35
<2.0
ASTMB85-82
俄罗斯
AJ12
10.0-13.0
铝合金日本标准

≤0.5
≤1.3
≤1.2
≤0.2
≤0.5
13 ADC11---日本标准(JIS H 5302-1990)
7.5~9.5 2.0~4.0 ≤0.3
≤0.6
≤1.3
≤1.2 ≤0.20 ≤0.2
≤0.5
≤0.3
14 ADC12---日本标准(JIS H 5302-1990) 9.6~12.0 1.5~3.5 ≤0.3
余
8
0.2
0.17
YZA1Si10Mg
YL104 10.5 ≤0.3
0.5
0.3
≤1.0
≤0.3 ≤0.05 ≤0.01
余
11
1
0.3
0.4
YZA1Si12Cu2
YL108
13
2
0.9
1
≤1.0 ≤0.05
≤1.0 ≤0.05 ≤0.01
余
7.5
3
YZA1Si9Cu4
YL112
9.5
4
≤0.5 ≤0.3 ≤1.2 ≤0.5
≤2.0 ≤0.20 ≤0.10 ≤0.3
≤0.2
11 ADC10---日本标准(JIS H 5302-1990)
7.5~9.5 2.0~4.0 ≤0.3
≤0.5
≤1.3
≤1.0
≤0.2
≤0.5
12 ADC10Z---日本标准(JIS H 5302-1990) 7.5~9.5 2.0~4.0 ≤0.3
≤0.3
≤0.5
≤1.3
≤0.5 ≤0.2 ≤0.10 ≤0.3
≤0.2
5 ADC2---日本标准(JIS H 5302-1990)
10.0~13.5 ≤0.1 ≤0.10 ≤0.5
压铸铝合金材料(ADC12)
ADC12
ADC= Aluminum-Alloy Die Castings
日本的铝合金牌号,又称12号铝料,Al-Si-Cu系合金,是一种压铸铝合金,适合气缸盖罩盖、传感器支架、盖子、缸体类等,执行标准为:JIS H 5302-2000《铝合金压铸件》。
ADC12相当于中国国产的合金代号YL113,合金牌号是YZAlSi11Cu3,执行标准GB/T 15115-2009。
美国合金牌号是383,执行标准为:ASTM B 85-03 Standard Specification for Aluminum-Alloy Die Castings (可能还有比ASTM B 85-03更新的版本)
日本JIS H 5302-2000标准
中国铝合金标准GB/T 15115-94
T5 固溶处理(淬火)加不完全人工时效用来得到较高的强度和塑性,但抗蚀性会有所下降,非凡是晶间腐蚀会有所增加。
时效温度低,保温时间短,时效温度约150-170℃,保温时间为3-5h。
F: 挤压状态。
指材料经由挤压成型未经任何冷作加工或热处理的状态;
ASTM B 85-03 Standard Specification for Aluminum-Alloy Die Castings。
YL113
ADC12
ADC12铝合金
ADC12是什么材料
日本的铝合金牌号,又称12号铝料,Al-Si-Cu系合金,是一种压铸铝合金,适合盖子、缸体类等,执行标准为:JIS H 5302-2000《铝合金压铸件》。
ADC12相当于中国国产的合金代号YL113,合金牌号是YZAlSi11Cu3,执行标准GB/T 15115-1994《压铸铝合金》(该标准2002年就列入国家标准修订计划,国标计划项目编号
20021029-T-604,但不知为何至今尚未完成)。
美国合金牌号是383,执行标准为:ASTM B 85-03 Standard Specification for Aluminum-Alloy Die Castings (可能还有比ASTM B 85-03更新的版本)
常识
日本的ADC10及ADC12,基本上是用废旧铝再生的,日本还制订出废铝再生压铸铝合金的标准。
当前国内广泛应用压铸合金Y112,依据机械工业部的压铸合金标准,比较适宜于用废铝来熔炼,这无疑可缓解铝锭供不应求的矛盾。
成分
ADC12含铝(Al) 余量,铜(Cu)1.5~3.5,硅(Si)9.6~12.0,镁(Mg)≤0.3,锌(Zn)≤1.0,铁(Fe)≤0.9,锰(Mn)≤0.5,镍(Ni)≤0.5,锡(Sn)≤0.3[1][2]
ADC12金相组织
组织说明:α(Al)+(α+Si)共晶+少量Al2Cu+少量Mg2Si+杂质AlFeMnSi和细针状
T(Al2FeSi2)相。
[3]
来自/view/2121503.htm。
铝合金各国标准对照
1. 铝合金压铸件GB/T 15114-941.1主题内容与适用范围本标准规定了铝合金压铸件的技术要求,质量保证,试验方法及检验规则和交货条件等.本标准适用于铝合金压铸件.1.2铝合金GB/T 15115-94序号合金牌号合金代号化学成份力学性能(不低于)硅铜锰镁铁镍钛锌铅锡铝抗拉强度伸长度布氏硬度HB5/250/301YZA1Sil2YL10210.013.0≤0.6≤0.6≤0.05≤1.2≤0.3余2202602YZA1Si10Mg YL1048.010.5≤0.30.20.50.170.30≤1.0≤0.3≤0.05≤0.01余2202703YZA1Si12Cu2YL10811.013.01.02.00.30.90.41.0≤1.0≤0.05≤1.0≤0.05≤0.01余2401904YZA1Si9Cu4YL1127.59.53.04.0≤0.5≤0.3≤1.2≤0.5≤1.2≤0.1≤0.1余2401855YZA1Si11Cu3YL1139.612.01.53.5≤0.5≤0.3≤1.2≤0.5≤1.0≤0.1≤0.1余2301806YZA1Si17Cu5Mg YL11716.018.04.05.0≤0.50.450.65≤1.2≤0.1≤0.1≤1.2余220<17YZA1Mg5Sil YL3020.81.3≤0.10.10.44.55.5≤1.2≤0.2≤0.2余2202702.引用标准GB1182 形状和位置公差代号及其标准GB2828 逐批检查计数抽样程序及抽样表(适用于连续的检查)GB2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查) GB6060.1 表面粗糙度比较样块铸造表面GB6060.4 表面粗糙度比较样块抛光加工表面GB6060.5 表面粗糙度比较样块抛(喷)丸,喷砂加工表面GB6414 铸件尺寸公差GB/T11350 铸件机械加工余量GB/T15115 压铸铝合金3.技术要求3.1化学成分合金的化学成分应符合GB/T15115的规定.3.2力学性能3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定3.2.2当采用压铸件本体试验时,其指定部位切取度样的力学性能不得低于单铸试样的75%,若有特殊要求,可由供需双方商定.3.3压铸件尺寸3.3.1压铸件的几何形状和尺寸应符合铸件图样的规定3.3.2压铸件尺寸公差应按GB6414的规定执行,有特殊规定和要求时,须在图样上注明.3.3.3压铸件有形位公差要求时,其标注方法按GB1182的规定.3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,有特殊规定和要求时,须在图样上注明.3.4压铸件需要机械加工时,其加工余量按GB/T11350的规定执行.若有特殊规定和要求时,其加工作量须在图样上注明.3.5表面质量3.5.1铸件表面粗糙度应符合GB6060.1的规定3.5.2铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷.3.5.3铸件不允许有擦伤,凹陷,缺肉和网状毛刺等腰三角形缺陷,但其缺陷的程度和数量应该与供需双方同意的标准相一致.3.5.4铸件的浇口,飞边,溢流口,隔皮,顶杆痕迹等腰三角形应清理干净,但允许留有痕迹.3.5.5若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置,分型线的位置,浇口和溢流口的位置等由生产厂自行规定;否则图样上应注明或由供需双方商定.3.5.6压铸件需要特殊加工的表面,如抛光,喷丸,镀铬,涂覆,阳极氧化,化学氧化等须在图样上注明或由供需双方商定.3.6内部质量3.6.1压铸件若能满足其使用要求,则压铸件本质缺陷不作为报废的依据.3.6.2对压铸件的气压密封性,液压密封性,热处理,高温涂覆,内部缺陷(气孔,疏孔,冷隔,夹杂)及本标准未列项目有要求时,可由供需双方商定.3.6.3在不影响压铸件使用的条件下,当征得需方同意,供方可以对压铸件进行浸渗和修补(如焊补,变形校整等)处理.4质量保证4.1当供需双方合同或协议中有规定时,供方对合同中规定的所有试验或检验负责.合同或协议中无规定时,经需方同意,供方可以用自已适宜的手段执行本标准所规定的试验和要求,需方有权对标准中的任何试验和检验项目进行检验,其质量保证标准应根据供需双方之间的协议而定.4.2根据压铸生产特点,规定一个检验批量是指每台压铸设备在正常操作情况下一个班次的生产量,设备,化学成分,铸型和操作连续性的任何重大变化都应被认为是新是一个批量开始.供方对每批压铸件都要随机或统计地抽样检验,确定是否符合全部技术要求和合同或铸件图样的规定要求,检验结果应予以记录.5试验方法及检验规则5.1化学成分5.1.1合金化学成分的检验方法,检验规则和复检应符合GB/T15115的规定.5.1.2化学成分的试样也可取自压铸件,但必须符合GB/T15115的规定5.2力学性能5.2.1力学性能的检验方法,检验频率和检验规则就符合GB/T15115的规定.5.2.2采用压铸件本体为试样时,切取部位尺寸,测试形式由供需双方商定.5.3压铸件几何尺寸的检验可按检验批量抽验或按GB2828,GB2829的规定进行,抽检结果必须符合标准3.3的规定.5.4压铸件表面质量就逐检查,检查结果应符合本标准3.5的规定.5.5压铸件表面粗糙度按GB6060.1的规定执行.5.6压铸件需抛光加工的表面按GB6060.4的规定执行,5.7压铸件需喷丸,喷砂加工的表面按GB6060.5的规定执行.5.8压铸件内部质量的试验方法检验规则由供需双方商定,可以包括:X射线照片,无损探伤,耐压试验,金相图片和压铸件剖面等,其检难结果应符合3.6的规定.5.9经浸渗和修补处理后的压铸件应做相应的质量检验.6压铸件的交付,包装,运输与储存6.1当在合同或协议中有要求时,供方应提供需方一份检验证明,用来说明每批压铸件的取样,试验和检验符合标准的规定.6.2合格压铸件交付时,必须有附有检验合格证,其上应写明下列内容:产品名称,产品号,合金牌号,数量,交付状态,制造厂名,检验合格印记和交付时间.有特殊检验项目者,应在检验员合格证上注明检验的条件和结果.6.3压铸件的包装,运输与储存,由供需双方商定.(待续)二.日本工业标准JIS H5302:2000日本压铸铝合金化学成分表JIS牌号ISO牌号Cu Si Mg Zn Fe Mn Ni Sn Pb Ti A lADC1 1.0以下11.0-13.0.3以下0.5以下1.3以下0.3以下0.5以下0.1以下余量ADC1C A1-Sil2CuFe 1.2以下11.0-13.50.3以下0.5以下1.3以下0.5以下0.30以下0.1以下0.20以下0.2以下余量ADC2A1-Si12Fe 0.10 以下11.0-13.50.10以下0.1以下1.3以下0.5以下0.1以下0.05以下0.1以下0.2以下余量ADC30.6以下9.0-10.00.4-0.60.5以下1.3以下0.3以下0.5以下0.1以下余量ADC50.2以下0.3以下 4.0-8.50.1以下1.8以下0.3以下0.1以下0.1以下余量ADC60.1以下 1.0以下 2.5-4.00.4以下0.8以下0.4-0.60.1以下0.1以下余量ADC7A1-Si5Fe 0.10以下4.5-6.00.1以下0.1以下1.3以下0.5以下0.1以下0.1以下0.1以下0.20以下余量ADC8A1-Si6Cu4Fe3.0-5.0 5.0-7.00.3以下2.以下1.3以下0.2-0.60.3以下0.1以下0.2以下0.2以下余量ADC10 2.0-4.07.5-9.50.3以下1.以下1.3以下0.5以下0.5以下0.2以下余量ADC10Z 2.0-4.07.5-9.50.3以下3.以下1.3以下0.5以下0.5以下0.2以下余量ADC11A1-Si8Cu3Fe2.5-4.07.5-9.50.3以下1.2以下1.3以下0.6以下0.5以下0.2以下0.3以下0.2以下余量ADC12 1.5-3.59.6-12.00.3以下1.以下1.3以下0.5以下0.5以下0.2以下余量ADC12Z 1.5-3.59.6-12.00.3以下3.以下1.3以下0.5以下0.5以下0.2以下余量日本压铸铝合金机械性能表牌号抗拉试验硬度试验抗拉强度MPa耐力MPa延伸率%HB HRB平均值σASTM平均值σASTM平均值σASTM平均值σASTM平均值σADC12504629017222130 1.70.6 3.571.2 3.57236.2 5.5 ADC32794832017935170 2.7 1.0 3.571.4 1.87636.7 2.2 ADC5(213)65310(145)26190 5.0(66.4)2.474(30.1)3.7 ADC6266612801722364 3.210.064.7 2.36727.3 3.9 ADC102413432015718160 1.50.5 3.573.6 2.48339.4 3.0 ADC122284131015414150 1.40.8 3.574.1 1.58640.0 1.8ADC1419328320188312500.50.1<176.8 1.710843.1 2.1三.美国标准ASTM B85-96美国压铸铝合金化学成分表合金牌号成分ANSI ASTM UNS Si Fe Cu Mn Mg Ni Zn Sn Ti 除铝以外的其他成分(总量)铝AI360.0SG100B A036009.0-10.02.00.60.350.40-0.600.500.500.150.25余量A360.0SG100A A136009.0-10.01.30.60.350.40-0.600.500.500.150.25余量380.0SC84B A038007.5-9.5 2.0 3.0-4.00.500.100.50 3.00.350.50余量A380.0E SC84A A138007.5-9.5 1.3 3.0-4.00.500.100.50 3.00.350.50余量383.0E SC102A A038309.5-11.51.3 2.0-3.00.500.100.30 3.00.150.50余量384.0E SC114A A0384010.5-12.01.3 3.0-4.50.500.100.50 3.00.350.50余量390.0SC174A A0390016.0-18.01.3 4.0-5.00.100.45-0.650.100.200.20余量B390.0SC174B A2390016.0-18.01.3 4.0-5.00.500.45-0.650.10 1.50.100.20余量392.0S19A0392018.0-20.01.50.40-0.800.20-0.600.80-1.200.500.500.300.200.50余量413.0S12B A0413011.0-13.02.0 1.00.350.100.500.500.150.25余量A413.0S12A A1413011.0-13.01.3 1.00.350.100.500.500.150.25余量C433.0S5C A34430 4.5-6.0 2.00.60.350.100.500.500.150.25余量518.0G8A A051800.35 1.80.250.357.5-8.50.150.150.250.25余量四.欧盟标准EN1706:1998欧盟压铸铝合金化学成分和力学性能表合金牌号化学成分抗拉强度Mpa最小屈服强度Mpa最小伸长率%最小布氏硬度HB最小代号Si Fe Cu Mn Mg Ni Zn Pb Sn TiENAC-434009.011.00.450.90.080.550.200.500.150.150.150.050.152********ENAC-4430010.513.50.450.90.080.550.150.152********ENAC-444008.011.00.550.080.500.100.050.150.050.050.152********ENAC-460008.011.00.61.12.04.00.550.150.550.55 1.20.350.250.2240140<180ENAC-4610010.012.00.451.01.52.50.550.300.45 1.70.250.250.2240140<180ENAC-462007.59.50.82.03.50.150.650.150.550.35 1.20.250.150.2240140180ENAC-465008.011.00.61.22.04.00.550.150.550.55 3.00.350.250.20240140<180ENAC-4710010.513.50.61.10.71.20.550.350.300.550.200.100.152********ENAC-51200 2.50.450.90.100.558.010.50.100.250.100.100.152********国内外主要压铸AI合金化学成分表合金系列国别合金牌号W B/%标准规范Si Cu Mg Fe AlAI-Si系中国YL10210.0-13.0<0.6<0.05<1.2余量GB/T15115-94日本ADC111.0-13.0<1.0<0.30<1.2JISH5302-82美国41311.0-13.0<1.0<0.35<2.0ASTMB85-82俄罗斯AJ1210.0-13.0<0.6<0.10<1.5TOCT2685-82德国AlSil211.0-13.5<0.10<0.05<1.0DIN1725AI-Si-Mg系中国YL1048.0-10.5<0.300.17-0.30<1.0余量GB/T15115-94日本ADC39.0-10.0<0.600.40-0.60<1.3JISH5302-82美国3609.0-10.0<0.600.40-0.60<2.0ASTMB85-82俄罗斯AJl48.0-10.5<0.100.17-0.30<1.0TOCT2685-82德国AlSil0Mg9.0-11.0<0.100.20-0.50<1.0DIN1725AI-Si-Cu系中国YL1127.5-9.5 3.0-4.0<0.30<1.2余量GB/T15115-94 YL1139.6-12.0 1.5-3.5<0.30<1.2日本ADC107.5-9.5 2.0-4.0<0.30<1.3JISH5302-82 ADC129.6-12.0 1.5-3.5<0.30<1.3美国3807.5-9.5 3.0-4.0<0.10<1.3ASTMB85-82 3839.5-11.5 2.0-3.0<0.10<1.3俄罗斯AJl6 4.5-6.0 2.0-3.0<0.10<1.5TOCT2685-82德国AlSi8Cu37.5-9.5 2.0-3.5<0.30<1.3DIN1725AI-Mg系中国YL3020.80-1.30<0.10 4.5-5.5<1.2余量GB/T15115-94日本ADC5<0.30<0.20 4.0-8.5<1.8JISH5302-82美国518<0.35<0.257.5-8.5<1.8ASTMB85-82德国AlMg9<0.50<0.057.0-10.0<1.0DIN1725二、常用压铸铝合金的主要分类及成分构成:常用的压铸铝合金,主要可以分为三大类;一是铝硅合金,主要包含YL102(ADC1、A413.0等)、YL104(ADC3、A360);二是铝硅铜合金,主要包含YL112(A380、ADC10等)、YL113(3830)、YL117(B390、ADC14)ADC12等;三是铝镁合金,主要包含302(5180、ADC5、)ADC6等。
压铸铝合金各国牌号
铝合金 GB/T 15115-94压铸铝合金的化学成分和力学性能表2. 铝合金压铸件 GB/T 15114-941.主题内容与适用范围本标准规定了铝合金压铸件的技术要求,质量保证,试验方法及检验规则和交货条件等.本标准适用于铝合金压铸件.2.引用标准GB1182 形状和位置公差代号及其标准GB2828 逐批检查计数抽样程序及抽样表(适用于连续的检查)GB2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB6060.1 表面粗糙度比较样块铸造表面GB6060.4 表面粗糙度比较样块抛光加工表面GB6060.5 表面粗糙度比较样块抛(喷)丸,喷砂加工表面GB6414 铸件尺寸公差GB/T11350 铸件机械加工余量GB/T15115 压铸铝合金3.技术要求3.1化学成分合金的化学成分应符合GB/T15115的规定.3.2力学性能3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定3.2.2当采用压铸件本体试验时,其指定部位切取度样的力学性能不得低于单铸试样的75%,若有特殊要求,可由供需双方商定.3.3压铸件尺寸3.3.1压铸件的几何形状和尺寸应符合铸件图样的规定3.3.2压铸件尺寸公差应按GB6414的规定执行,有特殊规定和要求时,须在图样上注明.3.3.3压铸件有形位公差要求时,其标注方法按GB1182的规定.3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,有特殊规定和要求时,须在图样上注明.3.4压铸件需要机械加工时,其加工余量按GB/T11350的规定执行.若有特殊规定和要求时,其加工作量须在图样上注明.3.5表面质量3.5.1铸件表面粗糙度应符合GB6060.1的规定3.5.2铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷.3.5.3铸件不允许有擦伤,凹陷,缺肉和网状毛刺等腰三角形缺陷,但其缺陷的程度和数量应该与供需双方同意的标准相一致.3.5.4铸件的浇口,飞边,溢流口,隔皮,顶杆痕迹等腰三角形应清理干净,但允许留有痕迹.3.5.5若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置,分型线的位置,浇口和溢流口的位置等由生产厂自行规定;否则图样上应注明或由供需双方商定.3.5.6压铸件需要特殊加工的表面,如抛光,喷丸,镀铬,涂覆,阳极氧化,化学氧化等须在图样上注明或由供需双方商定.3.6内部质量3.6.1压铸件若能满足其使用要求,则压铸件本质缺陷不作为报废的依据.3.6.2对压铸件的气压密封性,液压密封性,热处理,高温涂覆,内部缺陷(气孔,疏孔,冷隔,夹杂)及本标准未列项目有要求时,可由供需双方商定.3.6.3在不影响压铸件使用的条件下,当征得需方同意,供方可以对压铸件进行浸渗和修补(如焊补,变形校整等)处理.4质量保证4.1当供需双方合同或协议中有规定时,供方对合同中规定的所有试验或检验负责.合同或协议中无规定时,经需方同意,供方可以用自已适宜的手段执行本标准所规定的试验和要求,需方有权对标准中的任何试验和检验项目进行检验,其质量保证标准应根据供需双方之间的协议而定. 4.2根据压铸生产特点,规定一个检验批量是指每台压铸设备在正常操作情况下一个班次的生产量,设备,化学成分,铸型和操作连续性的任何重大变化都应被认为是新是一个批量开始.供方对每批压铸件都要随机或统计地抽样检验,确定是否符合全部技术要求和合同或铸件图样的规定要求,检验结果应予以记录.5试验方法及检验规则5.1化学成分5.1.1合金化学成分的检验方法,检验规则和复检应符合GB/T15115的规定.5.1.2化学成分的试样也可取自压铸件,但必须符合GB/T15115的规定5.2力学性能5.2.1力学性能的检验方法,检验频率和检验规则就符合GB/T15115的规定.5.2.2采用压铸件本体为试样时,切取部位尺寸,测试形式由供需双方商定.5.3压铸件几何尺寸的检验可按检验批量抽验或按GB2828,GB2829的规定进行,抽检结果必须符合标准3.3的规定.5.4压铸件表面质量就逐检查,检查结果应符合本标准3.5的规定.5.5压铸件表面粗糙度按GB6060.1的规定执行.5.6压铸件需抛光加工的表面按GB6060.4的规定执行,5.7压铸件需喷丸,喷砂加工的表面按GB6060.5的规定执行.5.8压铸件内部质量的试验方法检验规则由供需双方商定,可以包括:X射线照片,无损探伤,耐压试验,金相图片和压铸件剖面等,其检难结果应符合3.6的规定.5.9经浸渗和修补处理后的压铸件应做相应的质量检验.6压铸件的交付,包装,运输与储存6.1当在合同或协议中有要求时,供方应提供需方一份检验证明,用来说明每批压铸件的取样,试验和检验符合标准的规定.6.2合格压铸件交付时,必须有附有检验合格证,其上应写明下列内容:产品名称,产品号,合金牌号,数量,交付状态,制造厂名,检验合格印记和交付时间.有特殊检验项目者,应在检验员合格证上注明检验的条件和结果.6.3压铸件的包装,运输与储存,由供需双方商定.(待续)二.日本工业标准 JIS H5302:2000日本压铸铝合金化学成分表日本压铸铝合金机械性能表三.美国标准 ASTM B85-96美国压铸铝合金化学成分表四.欧盟标准EN1706:1998欧盟压铸铝合金化学成分和力学性能表国内外主要压铸AI合金化学成分表二、常用压铸铝合金的主要分类及成分构成:常用的压铸铝合金,主要可以分为三大类;一是铝硅合金,主要包含YL102(ADC1、A413.0等)、YL104(ADC3、A360);二是铝硅铜合金,主要包含YL112(A380、ADC10等)、YL113(3830)、YL117(B390、ADC14)ADC12等;三是铝镁合金,主要包含302(5180、ADC5、)ADC6等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
日本铝铸件牌号标准 JIS——H5302——2006前言
本标准是参照工业标准化法第14条,以批准的第12条第1项的规定为基准,由社团法人日本压铸件协会(JDCA)/财团法人日本标准协会(JSA)提出申请,备齐工业标准草案,与应修订的日本工业标准的提议一起,经过日本工业标准调查会的审议,由经济产业大臣批准的日本工业标准。因此,JIS H 5302∶2000被修订,并被置换为本标准。 按照修订,对比日本工业标准和国际标准,为了易于制定与国际标准一致的日本工业标准,以及以日本工业标准为基础的国际标准草案提案,将ISO/FDIS 3522∶2006,铝及铝合金压铸件—化学合成物及机械性能作为基础使用。 作为本标准的一部分,提请读者注意有可能出现与具备了技术特性的专利权,申请公开后的专利请求,实用新型权力,以及申请公开后的实用新型呈请注册等相抵触的情况。经济产业大臣和日本工业标准调查会对于与有这样技术特性的专利权,申请公开后的专利请求,实用新型权力,以及申请公开后的实用新型呈请注册有关的确认,没有责任。 JIS H 5302有如下所示的附件。 附件1(参考)使用部件例 附件2(参考)与JIS对应的国际标准的对照表 目 录 1. 适用范围 …………………………………………………………………………………2 2. 引用标准 …………………………………………………………………………………2 3. 种类及记号 ………………………………………………………………………………3 4. 材料 ………………………………………………………………………………………3 5. 质量 ………………………………………………………………………………………4 6. 形状、尺寸 ………………………………………………………………………………4 7. 试验 ………………………………………………………………………………………4 7.1 分析试验 ………………………………………………………………………………4 7.2 机械试验 ………………………………………………………………………………4 8.检查 ………………………………………………………………………………………4 9.表示 ………………………………………………………………………………………4 10.报告 ………………………………………………………………………………………4 附件1(参考)使用部件例 …………………………………………………………………6 附件2(参考)与JIS对应的国际标准的对照表 …………………………………………8 日本工业标准 铝合金压铸件
JIS H 5302∶2006
序言 本标准是翻译了2006年发行的ISO/FDIS 3522,铝及铝合金压铸件—化学合成物及机械性能,变更了技术内容后作成的日本工业标准。 然而,在本标准中,有边线或虚线下划线的地方,是变更原国际标准的地方。将变更一览表附带其说明如附件2(参考)所示。
1.适用范围 本标准是对使用铝合金的压铸件(以下称压铸件)进行了规定。 备注 本标准对应的国际标准如下所示。 表示对应程度的记号是以ISO/IEC手册21为基准,IDT(一致),MOD(修订),NEQ(不等同)。 ISO/FDIS 3522∶2006,铝及铝合金压铸件—化学合成物及机械性能(MOD)
2.引用标准 由于下面列出的标准已被本标准引用,所以构成了本标准规定的一部分。这些引用标准适用于其最新版本(含追加补充部分)。 JIS B 0403 铸造品—尺寸公差方式及加工余量 JIS H 0321 有色金属材料的检查通则 JIS H 1305 铝及铝合金的发光光谱分析法 JIS H 1306 铝及铝合金的原子吸光分析法 JIS H 1307 铝及铝合金的电感藕合等离子发光光谱分析法 JIS H 1352 铝及铝合金中的硅(Si)定量方法 JIS H 1353 铝及铝合金中的铁(Fe)定量方法 JIS H 1354 铝及铝合金中的铜(Cu)定量方法 JIS H 1355 铝及铝合金中的锰(Mn)定量方法 JIS H 1356 铝及铝合金中的锌(Zn)定量方法 JIS H 1357 铝及铝合金中的镁(Mg)定量方法 JIS H 1358 铝及铝合金中的铬(Cr)定量方法 JIS H 1359 铝及铝合金中的钛(Ti)定量方法 JIS H 1360 铝及铝合金中的镍(Ni)定量方法 JIS H 1361 铝及铝合金中的锡(Sn)定量方法 JIS H 1366 铝及铝合金中的铅(Pb)定量方法 JIS H 2118 压铸件用铝合金基体 JIS H 2211 铸造物用铝合金基体 3.种类和记号 种类和记号如表1所示。 压铸件的使用例如附件1(参考)所示。 表1 种类和记号
种类 记号 参考 合金系 合金的特色 铝合金压铸件 1种 ADC1 Al-Si系 耐腐蚀性,铸造性好。耐力稍微偏低。
铝合金压铸件 3种 ADC3 Al-Si-Mg系 冲击性及耐力高,耐腐蚀性大体上与ADC1相同,铸造性比ADC1差一些。 铝合金压铸件 5种 ADC5 Al-Mg系 耐腐蚀性最好,伸缩性、冲击值高,但铸造性差。 铝合金压铸件 6种 ADC6 Al-Mg-Mn系 耐腐蚀性稍次于ADC5,铸造性比ADC5好一些。 铝合金压铸件 10种 ADC10 Al-Si-Cu系 机械性能、切削性、铸造性都好。 铝合金压铸件 10种 Z ADC10Z Al-Si-Cu系 比ADC10耐铸造,裂纹及耐腐蚀性差。 铝合金压铸件 12种 ADC12 Al-Si-Cu系 机械性能、切削性、铸造性都好。 铝合金压铸件 12种 Z ADC12Z Al-Si-Cu系 比ADC12耐铸造,裂纹及耐腐蚀性差。 铝合金压铸件 14种 ADC14 Al-Si-Cu-Mg系 耐磨损性好,流动性好,耐力高,伸缩性差。
铝合金压铸件Si 9种 Al Si9 Al-Si系 耐腐蚀性好,伸缩、冲击值也较好,但耐力低一些,流动性差。 铝合金压铸件Si 12Fe种 Al Si12(Fe) Al-Si系 耐腐蚀性、铸造性好,耐力差一些。
铝合金压铸件Si 10MgFe种 Al Si 10Mg(Fe) Al-Si-Mg系 冲击值及耐力高,耐腐蚀性也基本与ADC1相同,铸造性比ADC1差一些。 铝合金压铸件Si 8Cu3种 Al Si8Cu3 Al-Si-Cu系 比ADC10耐铸造,裂纹及耐腐蚀性差。 铝合金压铸件Si9Cu3Fe种 Al Si9Cu3(Fe) Al-Si-Cu系 比ADC10耐铸造,裂纹及耐腐蚀性差。 铝合金压铸件Si9Cu3FeZn种 Al Si9Cu3(Fe)(Zn) Al-Si-Cu系 比ADC10耐铸造,裂纹及耐腐蚀性差。 铝合金压铸件Si11Cu2Fe种 Al Si11Cu2(Fe) Al-Si-Cu系 机械性能、切削性、铸造性都好。 铝合金压铸件Si11Cu3Fe种 Al Si11Cu3(Fe) Al-Si-Cu系 机械性能、切削性、铸造性都好。 铝合金压铸件Si12Cu1Fe种 Al Si12Cu1(Fe) Al-Si-Cu系 比ADC12伸缩性好一些,但耐力稍稍差一点。 铝合金压铸件Si17Cu4Mg种 Al Si17Cu4Mg Al-Si-Cu-Mg系 耐磨损性好,流动性好,耐力高,伸缩性差。
铝合金压铸件Mg9种 Al Mg9 Al-Mg系 与ADC5同样耐腐蚀性好,但铸造性差,必须要注意应力腐蚀裂纹和时效性。
4.材料 材料按照JIS H 2118的规定。根据当事者之间的协定,也可以使用JIS H 2211规定的铸件用铝合金基体。
5.质量 压铸件的质量如下。 a) 压铸件的外观应表面平滑,不得有有害的裂纹、铸件气孔等缺陷。 b) 压铸件不得因镶铸金属、焊接等造成修补。但是,若缺陷部分小得连用户都认为在使用上不妨碍时,可以修补。 得到用户的确认,可以进行密封处理。 c) 化学成分参照表2。对于表2中没规定的化学成分,可由当事者之间协商确定。使用 JIS H 2211规定的材料时,可由当事者之间协商确定。 d) 机械性能由当事者之间协商确定。 6.形状、尺寸 a) 压铸件的形状参照图纸或样品。 b) 压铸件的尺寸参照图纸。尺寸的容许误差由订货者指定。无特别指定时,尺寸的容许误差适用于JIS B 0403的规定。
7.试验 7.1 分析试验 化学成分的分析试验如下。 a) 化学成分的分析方法如下。 JIS H 1305,JIS H 1306,JIS H 1307,JIS H 1352,JIS H 1353,JIS H 1354,JIS H 1355,JIS H 1356,JIS H 1357,JIS H 1358,JIS H 1359,JIS H 1360,JIS H 1361,JIS H 1366 b) 表2中没规定的化学成分的分析方法由当事者双方协商确定。 c) 分析试料按照JIS H 0321采集。 7.2 机械试验 铝合金机械性能对照表
牌号 抗拉强度(Mpa) 屈服强度(Mpa) 延伸率(%) 硬度试验 HB HRB ADC1 ADC3 ADC5 ADC6 ADC10 ADC12 ADC14 250 279 213 266 241 228 193 172 179 145 172 157 154 188 1.7 2.7 __ 6.4 1.5 1.4 0.5 71.2 71.4 66.4 64.7 73.6 74.1 76.8 36.2 36.7 30.1 27.3 39.4 40.0 43.1
8.检查 检查如下。 a) 一般事项参照JIS H 0321。 b) 检查外观、形状、尺寸的同时,按照7.进行试验,必须满足5.及6.的规定。
9.表示 压铸件或其包装箱上应以粘贴标签等适当的方法表示以下事项。 a) 标准编号和种类或其记号; b) 制造编号; c) 制造者名称或其略号。
10.报告 订货者有要求时,制造者应出具化学分析试验的试验报告书。