重定量大牵伸工艺的研究
转杯纺纱重定量高效工艺的实践
末 并 ( 吕) R1 0 特 HS 0 0 转 杯纺 ( 赐来 福 ) tc r6 Auoo 3 0 纺 纱 品种 :7 x 2 。8Te
3 工 艺 措 施 及 实 验 数 据 、
表 3成 纱质量 指标
项目 2 . 78
条干 C V9 / 5
条 干 CVb
1 配棉 成份 、 原棉 ( 2 A) 5/;3 9 ) 5/, 2 9 3 ( 2 B 3 精落 1 ; 9 6 9 6 4/ 再 9 6
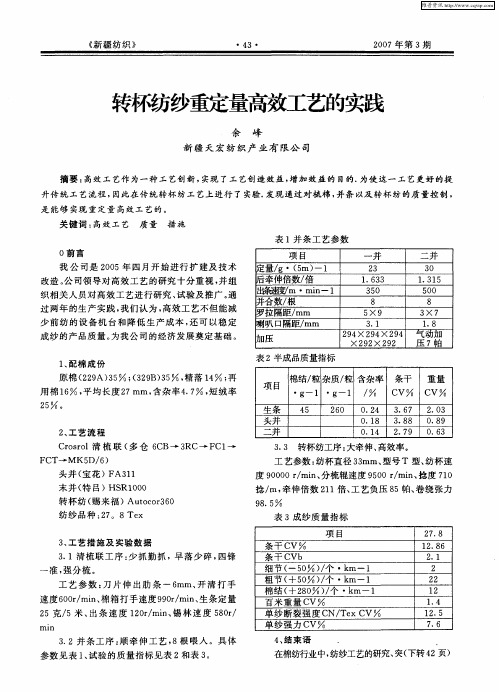
定量/ g・(m) 5 一1 后牵伸倍数/ 倍 出条 捌 1・ n 2 mi一1 1 并合数/ 根 罗拉隔距/ mm 喇叭 口隔距/ mm
锭速 10 8 6 3 171 5 9
17 1 5 9
转 数 1 1 mi 8/ n 11 8 10 7
l8 7
当 日产 量
用 电/ 吨纱
当月 产 量( 吨)
当月 用 电
9 . 4 g吨 1 0 18k 39 9 .k 0 9 g吨 1 5 10
9 .k 2 6 g吨 l2 l9
4. 8 4 0 3吨 5 7 0 7度 70 . 4 .3 3 6 2吨 5 1 6 8度 0 7.
4. 4 4 4 8吨 5 1 1 8度 08 .
2 、综 合上 表 各项 指 标 完成 情 况 其结 果 对 比
如下:
输 出的力点和力臂不变 , 电机拖动力也不会变, 其 消耗 电机 自身功率也不会增加。 相反, 电机轮直径大于电机 转子直径 , 使其力臂增加 , 而电机 的拖动力却成倍的电 减小了。 电机标准负载率约为其被额定功率的8 一 O
C or l 梳 联 ( 仓 6 B一 3 rso 清 多 C RC— F I C —
棉纺环锭细纱机牵伸工艺的探讨

( 上海市纺织工程学会 , 上海 20 6 0 00)
摘
要: 从青泽 39 L 1S 环锭细纱 机纺 制涤/ 精梳棉针织纱和棉精梳针织纱 、 纱采用两种不 同细纱牵伸工艺 的实践 出发 , 机织 运
用牵伸理论结合概率论 和数理统计方法作 了分析 , 同时对 比了细纱机 的针织纱 工艺和机织纱工 艺。细纱 机牵伸工艺 的优选要根据所纺制原料的种类 、 所纺纱线 的细度 、 机械设备 条件 以及 所处 的地域 和气候 条件等而定 , 而不是按照细
总 牵伸倍 数 的加大确 实提 高 了细 纱 的条 干均匀 度 。
表 1 1 r 5 3 / J纱 总牵伸倍数对细纱质量影响 3e 6 / 5T C x
总牵伸 条干 细节
3 .3 l .6 49 6 0 5 . O0
同品种和不同设备优选工艺所积累的经验和认识 , 对 两类牵伸工艺的联系、 区别和应用展开讨论 。
c mb d c t n k i ig y r n Zis r3 9 L r g s i n n fa r ay e o e ot nt n a n o n e S i p n i g ̄ me a e a lz d o t 1 n r n
n e da vncm i ga a s f a n oy adm to eg e o bnn n yi o r t gter h r i i l s df i h wt a e ac a s to .A pia aigtcnl yo igsi igf m a ob e r nd b a trlkn s i m t m t a a l i me d not ld fn eh o g nr pn n a ehst edt mie yrw ma i id , h h il n y s h m r t o n n r e ea
转杯纺重定量工艺优化

牵伸器材、工艺与成纱质量的探讨
关 键 词 : 辊 ; 圈 ; 胶 胶 上销 ; 下销 ; 罗拉 ; 牵伸 工 艺
中图分类 号 : 13 8 TS 0 . 文献 标识 码 : B 文 章编 号 :0 19 3 ( 0 7 0 —0 60 10 —6 4 2 0 ) 30 2 —4
现 代纱线 质 量 控 制 的核 心 问题 , 于 提 高稳 定 在 性, 即纱线 长期稳 定 的各项 指标 , 以及 供后 道产 品 的 高效生 产和 布面 显现质 量 。产 品稳定性 体 现在质 量 体 系能有 效控 制 纺纱 生 产 的 各 种 差异 性 , 少 各 种 减
与铁芯 的结 合 面 受 到 的剪 切 力 和 剥 离 力 增 大 。 因
此, 在高速 、 重压 、 温条 件下 , 高 胶辊 在满 足纺纱 质 量
化, 对产 品质 量 的稳 定 性 至 关 重要 。高 质 量 的 胶辊
要 求 的同 时 , 必须 具 有足 够 的抗绕性 和优 良的弹性 , 胶 料要具 备较 低 的压缩 变形 和较 好 的耐磨性 。
摘 要 : 细纱 关键 牵伸 器材 胶辊 、 圈 、 对 胶 上销 、 下销 、 罗拉 的发展 趋 势和特 点及 实践 应 用作 了分析 ,
结合 牵伸工 艺优化 对 成纱质 量 的影响 分析 , 出新型 器材 发展 变化很 快 , 关键 器材 的使 用 中应 指 在 兼顾 技 术和 经济性 。
1 1 1 高 弹 性 ..
在成 纱 质 量 控制 中 , 型 牵伸 器 材 的合 理 使用 新
以及 与工艺 优化 结 合 , 纱 线 质 量 的稳 定 和 提 升起 对
指 标体现 为 瞬时动 态 圆柱度 、 冲击 弹性 、 弹性 抗 疲劳 时 效等 。高 弹性 的特点 是对 纺纱 系统 轻加压 和
低硬高弹胶辊在DTM139型细纱机上的牵伸控制作用

增 刊
织器钟 。
Te tl c s ore x i Ac e s i s e
21 0 2年 6月
低 硬 高弹胶 辊在 D M19型 细纱机 上 的牵伸控 制作 用 T 3
王婵 娟 , 小 华 曹
( 海东飞现代纺织技术 研究所 , 上 上海 2 08 ) 0 0 3
摘 要 : 了满足 更 多 用户 对产 品和 效 益 的 需求 , D 为 从 TMI 9型 高速 化 细纱机 牵伸 控制 的特 点 出 3
发, 分析 满足 重定量 大 牵伸 纺纱 工 艺的 必要条 件 , 以及 在 重定 量 大牵伸 工 艺中如何 合理 配置 牵伸
器材, 重点探 究 了低硬 高弹胶 辊在 牵伸控 制 中的作 用 和效 果 , 出 了牵伸 工 艺常见 问题 的解 决方 提 案 。指 出 : 纱 离不开 牵伸 , 细 牵伸 离不开胶 辊 , 胶辊 的 性能 和工 作效 果是 实现 完 美牵伸 的关键 ; 牵 伸是 否 完善 , 直接 关 系到 成 纱质 量是 否 能满足后 道 生产 和质 量 的 需要 ; 低硬 高弹胶辊 的研 制 和应 用 , 近年 来 纺纱领 域 突破 高速 化重 定量 大 牵伸 纺纱 质量控 制 的重要 技 术之 一 。 是
型细纱 机 是一 款既 能 满 足普 通 工 艺 纺 纱 , 能 满 足 又 高速 化重 定量 大牵 伸工 艺纺纱 的长车 型细纱 机 。与
一
般 细纱设 备相 比 , 的性 能 优 势 主要 体 现 在 增 大 它
的牵 伸控 制能力 上 。在 高速 重定量 大牵 伸纺 纱工 艺
实践 中 , 现优 质高 产高效 的成功经 验 , 实 就是灵 活运
0 引 言
随着 市 场 对 长 车 型 细 纱 机 需 求 量 的进 一 步 增 加 , 户对 纺 纱 效 益 最 大 化 追 求 的愿 望 E益 迫 切 。 用 l 在 此形 势下 , M1 9型 细纱 机 必 然 成 为 用 户 实 现 DT 3 高 速化 重定 量 大牵 伸纺 纱 的首选 设备 。为 了满 足更 多 用户 对产 品和效 益 的需 求 , 帮 助 用 户 了解 高 速 在 化 重定 量 大牵 伸细 纱 机 牵 伸 特 点 的 同时 , 帮 助 用 应
纺纱牵伸胶辊胶圈应用技术概要

中国纱线网中国纱线网中国纱线网纺纱牵伸胶辊胶圈应用技术概要倪 士 敏全国棉纺织科技信息中心摘要: 阐述棉纺企业胶辊胶圈应用技术,包含牵伸原理和WRC系列胶辊WRA系列胶圈的牵伸工艺特性以及两者的合理配置,胶辊制作和胶辊胶圈的周期管理、质量管理、使用管理,机械波分析,纺纱环境和挡车擦作水平对纺纱性能的影响,胶辊胶圈有关机件的质量要求等。
关键词: 牵伸原理;WRC胶辊WRA胶圈牵伸工艺特性与牵伸工艺;胶辊胶圈的周期、质量、使用管理;纺纱环境1. 前 言纺纱牵伸技术是棉纺工程技术的关键技术之一。
牵伸技术由牵伸原理的应用和牵伸元件的工艺特性以及两者的合理配置共同组成。
牵伸原理主要是正确处理握持力大于牵伸力、引导力大于控制力这两对力的关系。
两对力的大小、稳定除了牵伸工艺与胶辊胶圈牵伸工艺特性合理配置外,涉及牵伸机构型式,牵伸加压的结构,加压的压力源,前、中、后胶辊在机台运转时的平行度,下罗拉,上、下罗拉轴承,上胶圈架及其弹簧,握紧胶辊脚爪弹簧,钳口隔距块,下销,下胶圈张力架部件,牵伸传动机构等,上述众多牵伸元件的质量与维护保养。
虽这众多因素都会影响两对力的大小与稳定,但在这众多因素中只有胶辊胶圈是唯一的接触纤维直接控制须条牵伸的纤维变速运动,胶辊与握持力、引导力有关,胶圈与牵伸力、控制力有关。
2.应用技术范畴胶辊胶圈应用技术范畴除了胶辊胶圈为主外又涉及各有关方面:(1) 牵伸原理;(2) WRC胶辊WRA胶圈的牵伸工艺特性;(3) 牵伸工艺与WRC胶辊WRA胶圈牵伸工艺特性的合理配置;(4) 胶辊制作的技术管理;(5) 胶辊胶圈的周期管理、质量管理、使用管理;(6) 胶辊胶圈缺陷形成的机械波分析;(7) 纺纱环境和挡车操作水平对胶辊胶圈纺纱性能的影响;(8) 胶辊胶圈有关机件的质量。
棉纺工程技术是庞大的、多级的、复杂的、细微的系统工程,在组织实施上述各项应用技术过程,应用以下各个方面扩大广度与深度有助于提高应用技术水准。
棉纺高效工艺机理分析

摘
要: 对棉纺高效工艺进行 了机理分析 。高效工艺的核心是 细纱 大牵伸 , 只有细纱大牵伸 才能实现粗
纱重定量 , 为前 纺全 流程半制 品重定量创造 了条件 , 而半 制品重定量必须 以质量保证为前提 。该 工艺采用 的
细纱第三代大牵伸 (0 0 ) 5  ̄1 倍 是在我国 自主开发 的 VC牵伸及 其相应工 艺配套下 实现 的, 另外全 面提高前
罗拉偏 心 、 曲造 成 的 罗拉 钳 口线 移 动 所 产 生 的 机 弯
械不匀 为 例 , 它所 产 生 的纱 条 不 匀 以极 差 系 数 表示
如下 :
2 1 细 纱大 牵伸 的发 展 . 不 断 增 大 细纱 牵 伸 倍 数 才 能 相 应 增 大 粗 纱 定 量, 从而 为前 纺全 流程 重定 量创 造条 件 , 因此 细纱 实 现 高倍 牵伸是 高效 工 艺 的核心 。高 效工 艺实 质 上是 在 F 系列 为主 的 现代 纺纱 设 备 基 础 上 , 动 挖 掘 A 主 新设 备 的潜 在能 力 , 以牵伸 专件 、 材 的技术 进 步推 器
纺半 制 品质 量 也 是 细 纱 大 牵 伸 的 必 要 条 件 。 关 键 词 : 纺工 艺 ; 纱 ; 牵 伸 ; 制 品 ; 量 棉 细 大 半 定
中 图分 类 号 : l4 2 文 献 标 识 码 : 文 章 编 号 :0 9 6 X(0 0 0 -0 3 -0 TS 1 . B 10 —2 5 2 1 ) 4 0 0 4
与 Us r01 报统计值 5 水平的 比较。通常 , t 20 公 e
Use 统计公 报 中 J 98e tr C .tx以下 多为 长绒棉 纺纱 ,
收稿 日期 :09 o 2 2o—1一1 作者简介 : 张丽娟(92 , , 北唐 山人 , 士研究 生 , 18一)女 河 硕 主
关于棉纺“高效工艺”的定位和评议

3 .2减少半制品短纤维率和棉结 .2 2. 要 打击适 当 ,多梳 少打 ,防止过度 打击 ,
减 少握 持 打 击 ,重 复 打 击 和 反 复 梳 理 ,连续 性
倍数/ 倍
锯齿梳理 ;确保纤维转移率高 ,短绒排除充分。
短纤 维率 和 棉结 的 形成 原 因常 是一 致 的 。 33 优 选 条 、粗 、细 、精 梳 牵伸 工 艺 . 331优 选各 工序 牵 伸型 式 ,定量 ,总牵 伸 及牵 .,
2 0 年 l 月 在江 苏 东 台 中 国纱 线 网 细纱 技 05 0 术 沙 龙 的会 议 上 ,江 苏 镒 诚 纺 织 有 限 公 司曹 小
2 国内外环锭 纺定量 、牵伸 的比较分析
纺 纱 定 量 、牵 伸 、速 度 随 着 设 备 的 改 进 和
华先生第一次发表 “ 现代纺织设备高效工艺实
维普资讯
27 0 年第4 0 期
济 南纺 织化 纤科技
关于棉 纺 “ 高效 工 艺 ’ ’的定 位和 评 议
刘荣清
摘 要 : 当前 “ 效 5 艺 ” 应 称 “ 定 量 、 大 牵伸 ” 5 艺 。 它 的 定 量 和 牵 伸 已达 国 内外 推 高 - 重 - 荐值 的上 限 ,但 未 超越 最 高水 平 ,提 出提 高细 纱 牵伸倍数 是 高效 工 艺的核 心 ,改 善梳 理 是 高 效 工艺
“ 效 工 艺 ” 顾 名 思 义 是 指 高 效 率 、高 效 高 益 、高 效 能 的工 艺 ,包括 范 围较广 ,可泛 指重 定
三版 ) :(2)国外 梳 棉 机 最 大 定 量 ( / ) g5 m ,瑞 士
C 0 C 1 25 5 、 5 、3 。德 国 D 8 7 0 ,4 。 美 国 MK C、 K 0 、9 3 0 5
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
针 面上 , 因此道夫 转移 率高一 些 , 针 面负荷 可少 锡林 些 。对 于锡林 针 面 负荷 比较 多 的 弹性 针布 梳 棉 机 ,
这 种工 艺配 置是有 利 于棉 网分梳质 量 。但 对金 属针
度提 高 , 增加 了剥 取道 夫 上 棉 网 的难 度 和道 夫 大 压 辊 区棉 网的漂动 、 边和拥 头 , 破 为此研究 了高速剥 棉 机构 , 如高速 斩刀 、 辊剥 棉 、 圈剥棉 、 皮 皮 四罗拉剥 棉 和三罗 拉剥棉 等 , 现代 高 产 梳棉 机 上 采 用 的是倾 斜
聚 的面 积 , 即同样 的 纤 维量 凝 聚 在较 大 的 道 夫清 洁
斜管堵 塞等 ) 的情况 下 , 条定量 应稍轻 。 生 高产 梳棉 机 为提 高产 量 , 须提 高 生条 定 量 和 必 道夫转速 , 条定 量增 加 , 仅 使 锡 林 反 回纤 维 增 生 不
加 , 加重并 粗 等工 序 的负担 , 据 过 去 的试 验 , 而且 根 生条重 定量 对纱 条的质量 是有一 定影 响的 。道夫 速
锭 子 区域 时人字 臂如 在摆 出状态也 不 可摆进 。防止 人 字臂 部件 与锭 子干 涉 。所 有这些 高度 的测量 都是
通 过 编码器 来测量 的。 两 只编 码器 一 只用 于测量 高 度 , 另一 只用 于监
的弹出, 增强人机对话功能 , 使设备易于维护 , 减少 停 机时 间 。
如人 字 臂 高 度 不 可低 于 2 5 mm, 是人 字 臂 低 限 4 这
严 重性故 障给 出提示和 解决 办法 。
软保 护 , 20mm处设 置 了接近 开关 , 于人 字臂 在 4 用 低 限硬保护 ; 当人 字臂 位于机 梁下 方时 , 在不摆 出的
情 况 下 , 升高度 自动限定在 3 0mm下 方 。 上 7
[ ] SMA CS —20系统可编程序控制器系统手 册. 1 I TI 7 0
纺织机械
2 1 第 2期 0 2年
・ 究 与应 用 ・ 2 研 3
一
般讲 , 轻定量快速度工艺对梳理质量有利 , 但
高产 梳棉机 采用 了金 属针布 , 由于产 量 的提 高 , 并 不 得不采 用 重 定 量 快 速 度 工 艺 , 以适 应 高 产 的要 求 。
工 艺的研 究。
关键词
梳棉 机
重定 量
生条
牵伸
当梳棉机产量一定时 , 生条定量和道夫速度 的 乘 积 为常数 , 条定 量 轻 时 道夫 速 度 快 。这种 轻 定 生
量 快速 度 的工艺 配置 , 虽不 影 响 单位 时 间 内锡 林 向 道 夫转移 的纤 维量 , 但影 响这个 纤 维 量 在道 夫 上 凝
头并 和二并 的喂入 根 数 和牵 伸 倍 数 , 到熟 条 定 量 达 保 持不 变 , 但成 纱质 量降低 。因此 , 只能采 用前 一种
故在 高产梳 棉机 上 采 用重 定 量 快 速度 工 艺 , 条 定 生 量加 重后 , 有两 种工 艺 : 整 前 纺 工 艺 , 棉 卷 到 粗 调 从
工 艺 类 别 普 通 工 艺
纱的定量都适当加重 ; 只在并条( 、 头 二并) 上调整 , 使供粗 纱机 的熟 条 定 量保 持 不 变 , 以前 我们 曾调 整
式三 罗拉剥棉 。为解 决 棉 网 的漂 动 、 边 和拥 头 等 破 问题 , 研究 了多种 导棉装 置 。由此可 知 : 了提高 产 为 量可采 用 : 量 快速 度 ( 轻定 道夫 ) 这对 质 量 有利 , , 但
布梳棉机 负荷 本来 就 比较 少 , 轻定 量 快 速度 对 棉 在 网分梳 质 量 的 影 响 并 不像 弹 性 针 布 梳 棉 机 那 样 显 著 , 而 因为道夫 速 度 慢 、 网厚 而 有 利 于剥 棉 , 反 棉 可
改善 生条条 干均 匀度 , 且可减 少棉 网破边 、 断头 和挂
花 。故 在 台时产量 为 2 -3 g纺 棉 的金属 针 布梳 0 0k
棉机上 , 条定量 比普 通 产量 的弹 性针 布 梳 棉 机约 生 重 2 % ~3 %,一般 为 2 ~2 /m。因化 纤 比重 0 0 0 7g5
提 高产 量是 有限 的 , 只用 于较低 产量 ; 重定量 快速 度 ( 夫 )这 对质量 有一定 的影 响 , 道 , 目前 高产 梳棉机 都 是采 用既加 快道 夫速度 , 又加重 定量 , 但这 是不得 不
为之 。
轻、 弹性好 、 条子 粗而膨 松 , 条子 通道 限制 ( 圈条 在 如
这 一程序在 国内某 知名集 落 长机上 已成功 运用 至今 , 到 了 良好 的经济 效益 和社会 效益 。 收
参 考 文 献
视, 当两只 编码器 的差 值 大 于 6 脉 冲 时报 警 , 0个 确 保 了系统 的可靠性 。所 有 的报警都 在触 摸屏上 显示 出来 , 同时 红灯 闪烁 。一般性 故 障处 理后 断点 运行 ,
2 2
・ 究与应用 ・ 研
纺织机械
2 1 第 2期 0 2年
重定 量 大 牵伸 工艺 的研 究
费 青
( 中国纺织科学研 究院 10 纺重 定量 、 高速度 、 大卷 装是棉 纺 工程技 术发展 始终 追求 的 目标之 一 。本 文通过 生条 定
量与道 夫速度 、 卷质量 的 关 系, 棉 通过提 高梳 理性 能 与控制 短 绒 率等 的论 述 , 行 了重定 量 大 牵伸 进
5 小 结
严谨 的设计 思路非 常重要 , 过测算 控制精 度 , 经 在 满足要求 的前 提下 , 单 即 意谓 着 可 靠 。在 编程 简
当人 字臂位 于锭 子 区域 时 , 如在摆 进状态 , 则不
可摆 出 , 须上 升 到锭 子 上方 后 才 可 摆 出 ; 必 同理 , 在
时, 多次调 用 的公 式最 好 打 包成 一 个 子 程序 。程 序 编制 中要全 面分 析各 种 可 能性 , 做好 各 种 报警 信 息