重定量条件下提高成纱质量的工艺实践
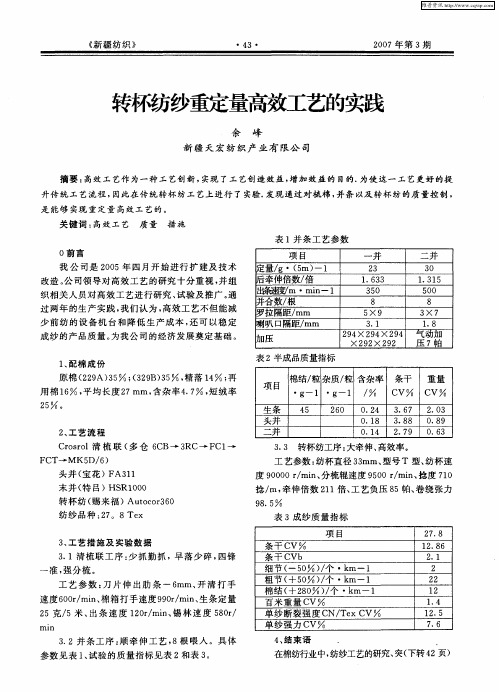
转杯纺纱重定量高效工艺的实践
末 并 ( 吕) R1 0 特 HS 0 0 转 杯纺 ( 赐来 福 ) tc r6 Auoo 3 0 纺 纱 品种 :7 x 2 。8Te
3 工 艺 措 施 及 实 验 数 据 、
表 3成 纱质量 指标
项目 2 . 78
条干 C V9 / 5
条 干 CVb
1 配棉 成份 、 原棉 ( 2 A) 5/;3 9 ) 5/, 2 9 3 ( 2 B 3 精落 1 ; 9 6 9 6 4/ 再 9 6
定量/ g・(m) 5 一1 后牵伸倍数/ 倍 出条 捌 1・ n 2 mi一1 1 并合数/ 根 罗拉隔距/ mm 喇叭 口隔距/ mm
锭速 10 8 6 3 171 5 9
17 1 5 9
转 数 1 1 mi 8/ n 11 8 10 7
l8 7
当 日产 量
用 电/ 吨纱
当月 产 量( 吨)
当月 用 电
9 . 4 g吨 1 0 18k 39 9 .k 0 9 g吨 1 5 10
9 .k 2 6 g吨 l2 l9
4. 8 4 0 3吨 5 7 0 7度 70 . 4 .3 3 6 2吨 5 1 6 8度 0 7.
4. 4 4 4 8吨 5 1 1 8度 08 .
2 、综 合上 表 各项 指 标 完成 情 况 其结 果 对 比
如下:
输 出的力点和力臂不变 , 电机拖动力也不会变, 其 消耗 电机 自身功率也不会增加。 相反, 电机轮直径大于电机 转子直径 , 使其力臂增加 , 而电机 的拖动力却成倍的电 减小了。 电机标准负载率约为其被额定功率的8 一 O
C or l 梳 联 ( 仓 6 B一 3 rso 清 多 C RC— F I C —
细纱重定量大牵伸工艺对成纱质量的影响
近 年 来 , 定量 纺 纱工 艺 引起 了纺 纱工 艺 领域 的 一场 大变 革 , 传 统 的 “ 定量 、 速度 ” 艺理 念形 重 对 轻 慢 工 成 强 烈 的冲 击.随 着纺 纱 机 械行 业 的技 术进 步 , 械制 造 质 量 的大 幅提 高 , 量先 进 设备 的 引进 , 纱工 机 大 纺
了纱 线 内纤 维 的结构 状态 , 纱 线 内纤 维分 布 的结 构恶化 . 使 4 结语 通 过 此 次生 产 实践 证 明 , 细 纱 工 序 实行 重 定 量 大牵 伸 的 工艺 , 对 成 纱百 米 重 量 C % 、 纱 强力 在 会 V 单 C %、 长 C V 伸 V%、 V %产 生不 利 影响 . Cb 1 在 同一 粗 纱 下 , 纱牵 伸倍 数 与 成 纱 重量 C %、 纱 强 力 C %、 纱伸 长 C %之 间 处 于 正强 相 ) 细 V 单 V 单 V 关, 存在 随着牵 伸倍 数增加 而增 大的趋 势 ; 而细纱 牵伸倍 数与条 干 C b 间处于 弱相关 , 关性不 明显. V %之 相 2 设 备状 况 对 试验 数 据 的 可靠 性 影 响 明显 , 用状 况 好 的设 备进 行 纺纱 试 验 , ) 使 试验 数 据分 布 的规 律
南 通纺 织 职业 技术 学 院学 报 ( 合版 ) 综
表 2 千 定 量 为 5 2 / O 粗 纱 所 纺 纱线 技术 指 标 .g l m
8 6 4 2 O 8 6 4 2 O
2 1 焦 01
表 3 干 定 量 为 55 / 0 粗 纱 所 纺 纱 线 技 术指 标 .g 1 m
重定量高效工艺的纺纱实践

20 0 7年 1 0月 ・ 3 第 5卷 ・ 1 第 0期
S A G A E T ES I C H N H I X I C N E& T C N L G 上海纺织科技 I T L E EH O O Y
V. . .07 o3 N 1 2 15 o0 0
s in n rc s s as p n i g p o e si l o ̄l w d t n iae t a e  ̄ e eg t n ih e ce ts i nn r c s s p a t a . o e o i d c t h ta h a7 s tw ih d h g f in p n i g p o e s i r ci 1 a i c
项目
表 1 原定量与重定量各工序参数对 比
普通工艺( 定量) 原 定量 主要速度 单 产/
k g・ h— l
高 效 工 艺 ( 定量 ) 重 定量 主要速度 单产/
k h一 g・
清 花 3 0g m 1 / n 7 / 2rmi
25 4
4 0g m 1 / i 2 / 2rr n a
aj t gter a dpoesdt e . o pr o :tefr e a uly i e fhg fc n sinn r esaant o a d s n e t r s e d u i h le c ml A cm a sno h om d yr q a t n xo h e i t p igpo s gis n r l i ’ n i d i i f e n c m
Ke o d y w r s:s i n n p n i g; t c n l g c lpr c s e h o o l a o e s;m e r &s e; t r e J ag t
粗纱重定量工艺的探讨
粗纱重定量工艺的探讨陈玉峰(河南项城市纺织有限公司)摘要:介绍了采用重定量工艺后,对粗纱工艺的影响,对粗纱重定量后牵伸工艺的变化以及调节进行了研究,通过采取一定的工艺配合,能够使重定量工艺在粗纱工艺上推广,达到提高质量的目的。
关键词:粗纱;牵伸;隔距;重定量;工艺重定量高效工艺是在传统工艺发展的高效工艺。
其工艺核心是:前纺重定量,细纱大牵伸。
通过前纺工艺的配合,使细纱实现大牵伸。
重定量根据功能可以分为梳理重定量和牵伸重定量。
前纺重定量是为细纱大牵伸作准备,细纱大牵伸后,粗纱必然要求是重定量,它是由纺纱号数和细纱总牵伸数所决定的。
根据牵伸原理:定量的加重必定使细纱牵伸区中的纤维运动受到影响,如何使粗纱牵伸重定量适应梳理重定量带来的附加不匀负效应,为细纱通过适合质量要求的粗纱,是粗纱重定量高效工艺的核心。
1. 重定量工艺对粗纱牵伸影响的机理1.1 重定量工艺在粗纱工艺的牵伸原理1.1.1 牵伸移距偏差在牵伸区内两根伸直,平行等长的纤维,在不同截面上变速后的移距为:A1=A0·E±X(E-1)上式中 A0E 为须条经 E 倍牵伸后纤维的正常移距,±X(E-1)为牵伸过程中二根纤维头端在不同截面变速过程中引起的移距偏差,X 是两个不同截面的距离。
“+”号表示 A1 大于正常移距,发生细节;“-”号表示 A1 小于正常移距,产生粗节,由此移距偏差引起了在须条后的牵伸不不匀。
1.1.2 牵伸过程两对力的关系牵伸区中的纤维分布状态为:前纤维、后纤维和浮游纤维。
对于浮游纤维,引导力大于控制力;对于牵伸须条握持力大于牵伸力,这些均为变量。
握持力的最小值大于牵伸力的最大值才能正常牵伸。
1.1.3 牵伸后须条不匀的组成粗纱纱是纺纱工艺流程的半制品工序,后道是成品细纱。
2 2 2 2粗纱不匀的组成为 V = v0 +v R +V D在上式中 V---表示粗纱不匀;v0---随机不匀(v0=1/ N ,N 为须条断面纤维的平均根数);V D----喂入并条工艺流程的附加不匀;V R---粗纱工艺附加不匀。
重定量、大牵伸高效纺纱工艺流程中工艺、设备调整及纺织器材的应用和实践

梳、 牵伸 、 捻及 卷绕成 形等各 个生 产环节 均发生 了 加 不 同程度 的变化 , 产量也 有很 大提 高 。为此 , 对各 工
期 。面对这 一新 的情 况 , 公 司对 一 分 厂有 棉 卷 的 我 纺纱 流程实 行 了重 定 量 、 牵伸 高 效 纺纱 工 艺 的 尝 大 试 , 而减少 了劳 动 用工 , 高 了 生产 效 率 , 通过 从 提 并 对 工艺 、 备调 整及 各 主 要工 序 纺 织器 材 的 优化 配 设
轴度 , 做到 真正工 艺 上 车 ; 还要 搭 配 好齿 轮 , 少机 减 台振 动 , 减少 隔距 走 动 ; 只有 这 样 做 , 能在 实 行重 才 定 量 、 牵伸 高效纺 纱工艺 时 , 分梳 、 大 使 除杂更 充分 ,
剥 取 、 移 、 形更顺 畅 , 量才会 更稳 定 。 转 成 质
收稿 日期 : 0 9 l一 5 2 0 一O 1 作 者 简 介 : 祖 华 (9 8 )男 , 北 荆 州 人 , 程 师 , 宋 16 , 湖 工 主
和检 查 工 作 , 复 和精 校 锡 林 、 修 道夫 、 辊 、 棉 罗 刺 给
拉、 剥棉 罗拉 、 下 轧辊 , 证 其 圆柱 度 、 面 度 、 上 保 平 同
Te t纺 器 e s re x - 织 c材 is l Ac s o e
V 13 N . O.7 O 3
May 2 0 01
重定 量 、 牵伸 高效 纺 纱 工 艺流 程 中工 艺 、 大 设备 调 整 及 纺 织 器 材 的应 用 和 实 践
宋 祖 华 , 兴 桃 胡
有 的输棉 通道 , 特别是 对拐 弯处进 行“ 毯式” 查 , 地 检 清 除挂花 , 砂光 毛刺 , 证 输棉 时气 流 畅通 , 棉 均 保 给 匀 ; 对剥 棉刀 、 棒 、 还 尘 罗拉 、 棉帘 以及尘 笼进行 砂 输
粗纱重定量细纱大牵伸工艺应用探讨

挥噍 技术
Co  ̄ o n Te x t i l e T e c h n o l o g y
第4 1 卷 第 1 2期 2 0 1 3年 l 2月
粗 纱 重 定 量 细 纱 大 牵 伸 工 艺 应 用 探 讨
计 万 平
( 湖北武汉江南实业集 团有 限公 司)
摘要 : 探讨粗纱重定粗纱重定量细纱大牵
件 和 器材 , 确保产品质量稳定提 高, 从 而取 得 良好 的 实施 效 果 。
关键词 : 粗纱重定量 ; 细纱大牵伸 ; 双压力棒上销 ; 罗拉 中心距 ; 钳 口隔距 ; 后 区牵伸; 胶辊
直径
中图分 类号 : T S 1 0 4 . 3 1
文 献标 志码 : B
文章编 号 : 1 0 0 1 . 7 4 1 5 ( 2 0 1 3 ) 1 2 — 0 0 1 6 - 0 4
App l i c a t i o n Di s c us s i o n o f
La r g e r Ro v i ng We i g h t pe r Un i t& La r g e r S pi n ni ng Dr a f t
J /Wa n pi n g ( H u b e i Wu h a n J i a n g n a n E n t e r p i r s e s G r o u p C o . , L t d . )
c h i n e n u mb e r i n f o r e s p i n n i n g c a n b e r e d u c e d , t h e e ic f i e n c y a n d e n t e pr r is e s e c o n o mi c e ic f i e n c y c a n b e i n c r e a s e d t h r o u g h i n c r e a s i n g r o v i n g w e i g h t p e r u n i t .I t i s c o n s i d e r e d t h a t b e t t e r i mp l e me n t e f f e c t c a n b e g o t t h r o u g h a d o p t i n g a s e ie r s o f t e c h n o l o g y me a s u r e s , i n c l u d i n g s e l e c t i n g r a t i o n a l s p i n n i n g d r a f t mu l t i p l e , s o l v i n g p r o b l e ms i n i mp l e me n t , o p t i mi z i n g r e l a t — e d p r o c e s s i n g i n s p i n n i n g , a d o p t i n g a d v a n c e d s p i n n i n g d e v i c e s t o e n s u r e p r o d u c t q u a l i t y , a c c o r d i n g t o mi l l a c t u a l s i t u a t i o n
实施重定量高效工艺的创新思路

量, 是 目前市 场成 纱质量 最好 的水 平 。从 表 1可知 ,
粗 纱定 量在 5 . 0 g / ( i 0 m) 以上时 , 适合 纺市 场要求
作者简介 : 计万 平( 1 9 6 2 一) , 男, 武汉人 , 工 程师 , 主要 从 事 纺 织 器 材 应 用 方 面 的研 究 。
织卷
Te x t _ l e Ac c e s s o r i e s
VO1 . 4 0 NO. 4 J u1 .2 O1 3
实施 重定 量 高效 工 艺 的创 新 思 路
计 万 平
( 武 汉 江 南 实 业 集 团有 限 公 司 , 武汉 4 3 0 4 1 5 )
摘要 : 为 了探 讨 重定 量 高效 工 艺下如何 实现“ 优质、 高产 、 高效” , 分析 了新 形势 下 实施 重定量 高效
基本 在 6 O倍 以上 , 车 间生 活 很 不 正常 , 特别 是 高 温 高 湿季 节 , 粗纱 产生 竹节 纱和 出硬头 现象 十分严 重 ; “ 橡 皮纱 ” 堵塞 笛管 后 缠 罗拉 和胶 辊 , 造 成 胶辊 表 面 大 量损 伤 , 使成 纱 条 干均 匀 度 发 生波 动 , 甚至恶化; 同时 由于粗纱 定量太 大 , 使 细纱 加捻 三角 区变宽 , 边 纤 维增加 很多 , 纱条 强力 下降 , 断头 和毛羽 成倍增 多
作 量 小、 消耗 降低 , 细 纱机 台 多, 用工多、 工作 大 , 消耗 增 加 ; 企 业应 结合 自身条 件 进行 实践 和探
索, 积极研 发有 自主 知识产 权 的新型 高效 工艺 。 关 键 词 : 重定量 高效 工艺 ; 粗 纱定 量 ; 牵伸 倍数 ; 双压 力棒 上 销 ; 罗拉 握 持 距 ; 钳 口隔距 块 ; 胶
纺纱重定量工艺的生产实践

纺纱重定量工艺的生产实践
纺纱重定量是指在纺织生产过程中,通过优化工艺、调节设备,使纱线重量达到预定要求的技术。
在生产实践中,纺纱重定量工艺是非常重要的,可以控制纱线的密度、强度、耐磨性和平整度等重要指标,影响着产品的品质和成本。
下面介绍一些常用的纺纱重定量工艺。
1.摇臂式卷绕机调整纱线密度。
在纱线经过摇臂式卷绕机时,通过调整绕线速度和张力等参数,控制纱线的密度。
通过实时检测和调整,使纱线的质量和密度得到保证。
2.扭式捻联合机调整捻度。
通过调整扭式捻联合机的捻度、张力和速度等参数,使捻度与纱线重量匹配,从而达到纱线重量的要求。
此外,在调整捻度时还要注意对纱线的张力和平整度的影响,以保证纱线的品质。
3.在纺织生产过程中,通过优化纤维加工工艺、改变纺纱机配件和调整设备参数等方法,控制纱线重量,从而达到纱线质量和成本的平衡。
纺纱重定量工艺的生产实践需要根据不同的产品和工艺进行调整。
通过实践经验,不断探索和调整,可以提高产品的质量和生产效率,降低成本,增强企业的竞争优势。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
P a t eo mp o i g Ya n Qu l y r ci fI r vn r ai c t
i n to f He v e g e n Co dii n o a y W i ht p r Uni t
Ch n Y f n e ue g
( n nXin c e gT xi o Ld ) He a a g h n e te C ., t. l
能 促 进 重 定 量 工 艺 的 推 广 与 应 用
关键 词 : 细 纱 ; 定量 ; 距 偏 差 ; 重 移 罗拉 隔距 ; 力 棒 ; 口 隔距 压 钳 中 图 分 类 号 :S0 .1 T 143 文 献 标 志 码 : B 文 章 编 号 : 0— 1(0 1 1— 4 . 1 1 452 1)00 6 4 0 7 0 0
Abs r c Efe t o i h e i n s i i g dr f s dic s d a l s r c s i g c n r l m e s r s Pr — ta t f c f we g t p r un to p nn n a t wa s us e s we l a p o e s n o to a u e . o
d a t o c . Dr f c n be e s r d we l t r ug d ptn e s g u e i r n o e, a g r g ug n ba k z ne, e t p r fi f r e ng a t a n u e l h o h a o i g ls a g n fo tz n l re a e i c o nw ye
i p it d u h th a y weg tpe ni p o e sng c n e r mo e a a le hr u h sa ln nd i p o ig y r s on e o tt a e v ih r u t r c s i a b p o td nd pp id t o g t bi g a m r vn a n
d wn p n v ri a o to to l sa ln p d c a g o n y p e sb r ls i o to ta . Hihe lsi ub e ・ o i e tc lc nr lsr ngy, tb i g s ee h n e p i tb r s a ,e s n p c nr le 1 g rea tc r b r c v rd r l a d lr e r s u e p o e sn r d p e C tper le tnd a d pn u ai r d ewee s l ce ta . I o e e o l n ag rp e s r r c s ig we e a o td, y ol rsa n e m tc c a l r ee t d e 1 t
重 定 量 工 艺 是 提 高 生 产 效 率 、 少 用 工 和 投 减
直 、 行 等长 的纤 维 , 不 同截 面上变 速后 的移 距 平 在 A = 0 E ( —1 , 中 A 1 A x ± E )式 0为 牵伸 前 两 根 纤 维 头端 间距 离 , E为牵 伸倍 数 , 0 E为 须 条 经 倍 A x 牵伸 后纤 维 的正常 移距 , ( 一 ) 牵伸 过 程 中 ± E 1为
.
q lt . ua iy
K e or S nnng, a y W eg r Uni, s l c me tDe i t n, le u e, r s r, pp rGa g yW ds pi i He v ihtpe t Dip a e n v ai o Rol rGa g P e sBa Ni e u e
c s i nta ta d ts n i ae h tt i fe to ih e i o pnn n r f r a g rfb rdipa e e sngco r s n e ti d c tst a he man efc fweg tp run t n s i i g d atae lr e e s lc men i t d v ain, e ito wea fc n r lf ncin rl tv l dip ri efbe pe d c a g ont un the t e rppng fr e nd k o o to u to eai ey, s e sv i rs e h n e p i , mac d bewe n g i i oc a
择 饵技 术
Co t n Te te Te h oo y to x i c n l g l
第3 9卷
第 1 0期
2 1年 1 01 0月
重定 量 条 件 下 提 高成 纱 质 量 的 工 艺 实 践
陈玉峰
( 南 省 项城 市 纺 织 有 限 公 司 ) 河
摘 要 : 探讨 重定量对细纱牵仲的影响与工 艺控 制措施 。通过工 艺对 比试 验表 明: 定量对 细纱 牵仲 的 重
影 响 主 要 表 现 在 纤 维 移 距 偏 差 增 大 、 制 作 用 相 对 减 弱 、 维 变速 点分 散 、 持 力与 牵仲 力 不 匹 配 。 可 采 取 小 前 控 纤 握 区隔 距 、 大后 区 隔距 、 型 下 销 纵 向 强 控 制 、 力棒 隔距 块稳 定 变 速 点 、 新 压 小钳 口紧控 制 等 工 艺措 施 ; 用 高 弹性 胶 采 辊 重 加 压 工 艺 , 用 c 型 罗拉 座 及 气 压加 压摇 架 等 器 材 , 确 保 正 常 牵 伸 。 指 出 : 有 稳 定 和 提 高 成 纱 质 量 , 选 可 只 才