屏和PLC控制线连接说明
(殴姆龙PLC与西门子触摸屏的通信设置方法)
OMRON PLC不能与TP177B/DP的触摸屏进行通信,
但可以与TP177A/DP等的屏通信???(已经反复试验过)
通讯的具体设置注意事项:
(1)所有通讯设置(HMI和PLC)都要保持一致(站号、波特率、奇偶较验等,
此处使用默认值即:"9600、7、Even/偶、2");
(2)CPU-42H中的4脚应拨到"ON"位置,即PRPHL为Setup,非Auto;
(3)网络类型选择"SYSMAC WAY",同时网络设置中的驱动采用:
"COM1、9600;7、Even、2"标准;
(4)最关键的是PLC要在"Monitor"模式下才能正常通讯;
(5)只有在编程模式才可以传送设置到PLC中去;
(6)OMRON RS422(CJ1W-CIF11)扩展模块的1至4脚设置成"OFF",
5至6脚设置成"ON";
(7)无特别要求时,通常默认设置是最佳的设置;
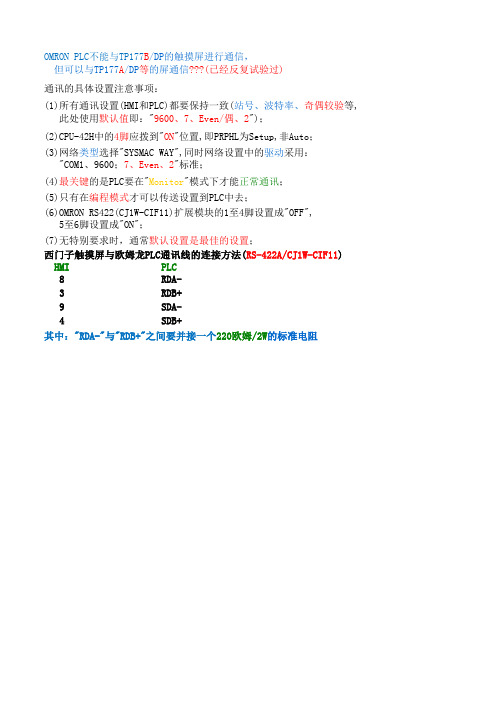
西门子触摸屏与欧姆龙PLC通讯线的连接方法(RS-422A/CJ1W-CIF11)
HMI PLC
8 RDA-
3 RDB+
9 SDA-
4 SDB+
其中:"RDA-"与"RDB+"之间要并接一个220欧姆/2W的标准电阻。
AB触摸屏连接其他PLC通讯指南 20160408
AB触摸屏连接其他PLC通讯指南一.编写目的使用其他PLC作为主控,但触摸屏使用AB品牌。
目前系统尽量推广AB产品。
二.通讯原理1.AB触摸屏可以通过安装KEPWARE插件来实现和其他控制系统的通讯。
2.该插件是免费提供的,仅用于AB触摸屏。
3.并不是所有的AB触摸屏都支持该功能。
三 . AB触摸屏设置示例1.将AB触摸屏的固件升级,确认软件及硬件版本一致。
(具体升级方法不详)2.安装AB触摸屏编辑软件及KEPWARE插件。
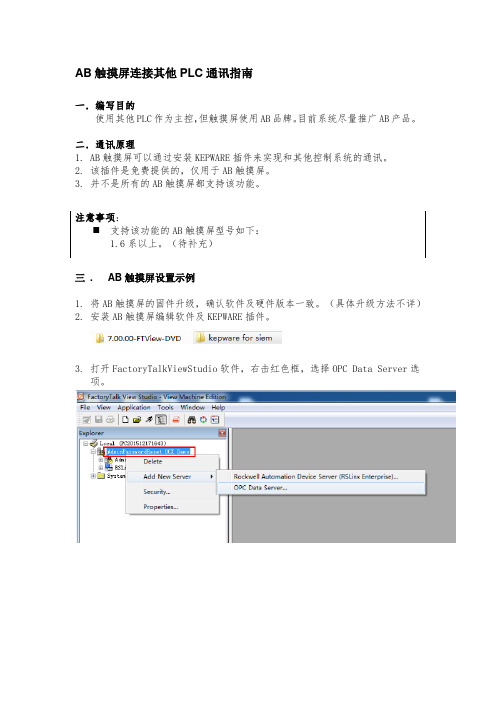
3.打开FactoryTalkViewStudio软件,右击红色框,选择OPC Data Server选项。
4.弹出OPC Data Server Properties对话框后,在绿框内输入名称。
点红色框内按钮,弹出Available OPC Data Server对话框。
选择黄色框内选项,点OK按钮。
(注:此处5.7版本需要与固件版本一致)5.然后点击确认即可。
6.并生成下图文件7.打开kepware软件。
8.点击红色框,弹出NewChannel对话框,在绿色框内输入名称,点下一步。
9.选择目标的通讯方式。
本例为西门子TCP/IP以太网通讯。
10.剩余为默认选项。
完成新通道建立。
11.然后点击绿框中选项,弹出NewDevice对话框。
首先输入名称。
12.然后输入目标PLC型号。
本例PLC为西门子S7300。
13.再输入目标PLC的IP地址。
14.接下来全部选择默认。
(为方便以后检查,这里把所有默认设定全部列出)15.完成基本设置后,开始建立新的数据信息。
点击红色框内选项,弹出TagProperties对话框。
在绿色框内建立新的TAG,并输入对应的PLC地址,数据类型,扫描周期等。
16.如果已经连接到PLC,可以直接通过下图红色按钮进行监控。
17.回到触摸屏编辑软件FactoryTalkViewStudio。
进入画面,并建立1个显示元件。
18.双击元件,弹出属性对话框,进入connections页面,点击红色框内选项,直到选择已经在kepware中建立的tag。
繁易触摸屏和信捷plc网口通讯

繁易触摸屏和信捷plc网口通讯繁易触摸屏(HMI)和信捷PLC之间的网口通讯是现代工业自动化领域中非常重要的一环。
触摸屏作为HMI设备,能够提供人机交互功能,使操作者能够通过触摸屏进行设备的操作和监控。
而PLC(可编程逻辑控制器)则负责控制和监控各种工业设备,实现对工业过程的自动化控制。
繁易触摸屏和信捷PLC之间的网口通讯,将二者进行有机结合,提供一个完善的自动化控制系统。
繁易触摸屏可以直接通过网口与信捷PLC进行通讯,实现对PLC的控制和监控。
通过触摸屏上的人机界面,操作者可以方便地对PLC进行编程、监控和报警处理。
触摸屏的界面友好、操作简单,使工业自动化控制更加便捷高效。
在细节方面,繁易触摸屏通过内置的通讯驱动程序,实现与信捷PLC之间的网口通讯。
通讯协议通常使用Modbus TCP/IP协议,该协议是一种常用的工业通信协议,能够在工业环境中可靠地传输数据。
触摸屏通过网口与PLC建立连接,将触摸屏上的操作指令和监控数据通过通讯协议传输给PLC,PLC则根据接收到的指令进行相应的控制操作。
触摸屏上的人机界面是与操作者互动的最直接方式,繁易触摸屏的界面设计十分注重人性化。
触摸屏上可以显示与工业过程相关的参数、状态信息和操作按钮,操作者可以通过触摸屏上的按钮进行设备的开关、启停、调节等操作。
触摸屏还可以显示工业过程的实时监控数据,如温度、压力、流量等。
通过触摸屏上的报警功能,当监测到异常情况时,触摸屏会及时发出警报,以便操作者能够及时采取相应措施。
信捷PLC作为一个可编程逻辑控制器,负责工业设备的自动控制和监控。
通过与触摸屏的网口通讯,PLC可以接收到触摸屏上的操作指令,根据指令进行相应设备的控制。
同时,PLC还可以将设备的状态信息传输给触摸屏,以供操作者进行监控和报警处理。
通过与触摸屏的无缝通讯,PLC实现了与操作者的高效互动,提高了自动化控制的精确性和可靠性。
在工业自动化应用中,繁易触摸屏和信捷PLC之间的网口通讯具有广泛的应用前景。
欧姆龙PLC与触摸屏通讯手顺
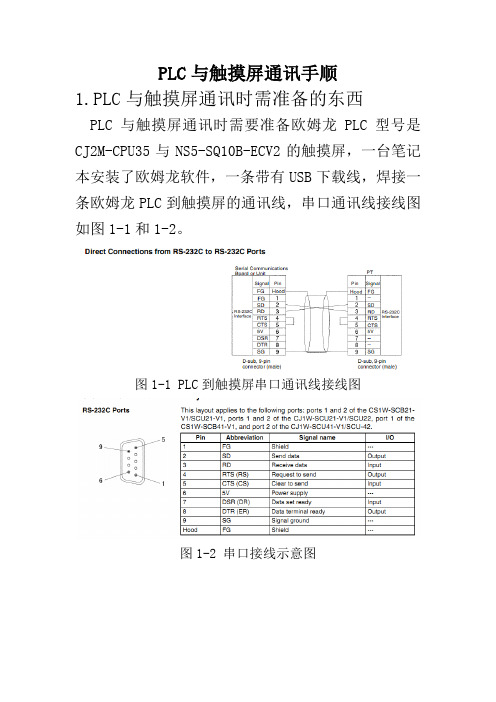
PLC与触摸屏通讯手顺1.PLC与触摸屏通讯时需准备的东西PLC与触摸屏通讯时需要准备欧姆龙PLC型号是CJ2M-CPU35与NS5-SQ10B-ECV2的触摸屏,一台笔记本安装了欧姆龙软件,一条带有USB下载线,焊接一条欧姆龙PLC到触摸屏的通讯线,串口通讯线接线图如图1-1和1-2。
图1-1 PLC到触摸屏串口通讯线接线图图1-2 串口接线示意图2.PLC参数设置(1)在有欧姆龙软件电脑中打开CX-Programmer 软件,如图2-1图2-1 打开软件CX-programmer(1)点或者“文件中新建项目”新建一个工程,设备类型为CJ2M,设定中CPU类型为CPU35,网络类型为USB ,如图2-2、2-3和2-4。
图2-2 新建一个工程图2-3 选择PLC设备类型图2-4 选择CPU类型(2)I/O表和单元设置通讯参数设置点击“plc”下的在线工作图2-5 选择在线工作双击工程区中的新工程下的“I/O表和单元设置”,然后在弹出的对话框中,选择“选项”—“从PLC传送”,上传I/O表设置,如下图2-6图2-6 上传I/O表设置I/O表上传完成后,点击通讯单元CJ1W-SCU41-V1,然后设置NT LINK通讯参数图2-7设置通讯单元模块我们选用port2,通讯协议选用NT LINK图2-8 选择通讯参数参数设定如下,设置好参数点击下面的“传送[PC到单元]”图2-9 通讯参数设置(3)下载程序到PLC中点段1,编写程序图2-10 编程程序编写如下图2-11 程序点击“PLC”下的在线工作图2-12 在线工作点击,下载程序图2-13下载程序对要上传的模块进行打沟,点“确定”图2-14 上传选择3.NS触摸屏的参数设置点击NS触摸屏的任意两角进入系统菜单图3-1 进入系统设置点击通讯设置图3-2 通讯设置点箭头翻页,如下图3-3图3-3通讯设置页点右上角的箭头翻页,设置串口B的参数如图图3-4串口B参数PLC到触摸屏串口B参数设置,并写入图3-5 串口B设置参数打开CX-designer软件,把电脑与触摸屏用下载线连接,点新建一个工程,选择机型NS5-SQ10B-ECV2,文件名称:自定义也可以自己设定名称,然后点“通讯设置”进行通讯设置。
双网口PLC和两个触摸屏通讯

双网口PLC和两个触摸屏通讯在现代工业领域,PLC(可编程逻辑控制器)技术扮演着至关重要的角色。
而随着技术的不断发展,双网口PLC的出现为工业控制领域带来了新的变革。
本文将探讨双网口PLC和两个触摸屏通讯的相关问题。
首先,我们来介绍一下双网口PLC的基本概念。
双网口PLC是指具备两个以太网接口的PLC设备。
传统的PLC只有一个以太网接口,而双网口PLC则能够通过两个以太网接口同时与多个设备进行通讯,提高了通讯的稳定性和可靠性。
双网口PLC的优势在于,它可以同时连接到两个不同的网络上。
这意味着在一个网络故障的情况下,另一个网络仍然可以正常工作,确保了工业生产的连续性和稳定性。
同时,双网口PLC还可以实现数据的冗余备份,确保数据的安全性和可靠性。
双网口PLC与两个触摸屏之间的通讯是工业自动化领域中一个非常重要的问题。
触摸屏作为PLC的人机界面,起到了输入和输出数据的作用。
因此,实现PLC与触摸屏之间的通讯对于工业生产的正常运行至关重要。
通常情况下,PLC与触摸屏之间的通讯采用以太网通讯方式。
通过以太网,PLC可以实时地向触摸屏发送控制指令,并从触摸屏上读取反馈数据。
而双网口PLC则可以同时与两个触摸屏进行通讯,提高了通讯的效率和稳定性。
在进行PLC和触摸屏的通讯时,需要注意一些技术细节。
首先,通讯协议的选择非常重要。
常见的通讯协议包括Modbus、OPC等,根据具体的应用场景和需求选择相应的通讯协议。
其次,对于双网口PLC,需要确保两个以太网接口在物理上是独立的,避免网络冲突和干扰。
此外,还需要进行网络配置和IP地址设置等操作,确保PLC和触摸屏能够正常通讯。
通过双网口PLC和两个触摸屏的通讯,可以实现许多功能和应用。
例如,在某个生产线上,可以通过两个触摸屏同时监控不同的工艺参数,提高生产效率和质量。
另外,当其中一个触摸屏出现故障时,另一个触摸屏可以立即接管,并实时显示和记录相关数据,确保生产线的正常运行。
屏与PLC网口通讯

屏与PLC网口通讯现如今,随着科技的不断进步与发展,工业控制系统得到了广泛应用。
而在工业控制系统中,屏与PLC网口通讯是一项至关重要的技术。
本文将就屏与PLC网口通讯进行深入探讨,旨在帮助读者更好地理解和应用该技术。
一、概述屏与PLC网口通讯是指屏与PLC(可编程逻辑控制器)通过网口进行数据交换与通讯的过程。
PLC作为工业控制系统的核心,负责控制和操作各个工业设备,而屏作为人机界面的重要组成部分,负责显示和操作数据。
屏与PLC网口通讯的实现,可以实现用户对系统的远程监控和操控,提高了生产效率和管理水平。
二、屏与PLC网口通讯协议屏与PLC网口通讯采用的协议有多种,如Modbus、OPC、Ethernet/IP等。
其中,Modbus协议是最为常用的一种协议。
Modbus协议是一种以串行通信方式进行数据交换的开放性协议,具有简单、可靠且易于应用的特点。
通过Modbus协议,屏可以与PLC实现快速的数据传输和通讯。
三、屏与PLC网口通讯的实现步骤1. 确定PLC和屏的通信参数:通信参数包括波特率、数据位、停止位等,在屏与PLC网口通讯前,需要确保PLC和屏的通信参数设置一致,以保证正常的通信。
2. 编写通信程序:通信程序是实现屏与PLC网口通讯的核心。
在编写通信程序时,需要根据PLC类型和通讯协议进行相应的设置和编码。
编写通信程序的过程中,需要注意数据传输的格式和方式,确保数据的准确性和稳定性。
3. 进行通信测试:通信程序编写完成后,需要进行通信测试,以验证通信程序的正确性和可靠性。
在通信测试过程中,可以通过屏上的显示结果和PLC的反馈信号进行判断和调试。
四、屏与PLC网口通讯的应用案例屏与PLC网口通讯广泛应用于各个工业领域,如自动化生产线、智能仓储系统、能源管理系统等。
以自动化生产线为例,通过屏与PLC网口通讯,可以实现对生产线各个设备的远程监控和操控。
实时的数据传输和通讯可以帮助运营人员及时了解生产情况,调整和优化生产流程,提高生产效率和产品质量。
汇川plc与汇川触摸屏网口通讯
汇川plc与汇川触摸屏网口通讯近年来,随着科技的不断发展,自动化控制系统在工业领域扮演着越来越重要的角色。
而在这一领域中,汇川PLC与汇川触摸屏网口通讯技术的应用备受瞩目。
本文将探讨这一技术的原理与应用。
首先,我们需要了解汇川PLC和汇川触摸屏的基本概念。
PLC (可编程逻辑控制器)是一种用于控制各种自动化系统的数字计算机。
它能够根据事先设定的程序自动执行各种操作指令,实现对工业生产过程的精确控制。
而触摸屏则是一种通过触摸操作实现人机交互的设备,它具有直观、简单的操作界面,大大提高了用户的使用体验。
在工业控制系统中,PLC与触摸屏常常需要进行通讯,以实现数据的传输和指令的下发。
汇川PLC和汇川触摸屏的网口通讯技术为这一过程提供了强大的支持。
网口通讯是通过以太网协议实现设备之间的数据交换,它具有数据传输速度快、稳定可靠的优势。
汇川PLC与汇川触摸屏的网口通讯可以通过Modbus TCP/IP协议来实现。
Modbus是一种工业通信协议,广泛应用于PLC和其他工业自动化设备之间的通讯。
通过Modbus TCP/IP协议,汇川PLC和触摸屏可以实现双向的数据传输,包括读取PLC中的数据、写入数据以及控制PLC的运行状态等。
在实际应用中,汇川PLC与汇川触摸屏网口通讯技术可广泛应用于各个领域。
比如,在工业生产线上,可以通过触摸屏对PLC进行监控和控制,实现对生产过程的实时调控。
而在楼宇自动化控制系统中,通过触摸屏可以方便地对楼宇设备进行控制,如照明、空调、电梯等。
此外,在智能家居系统中,通过触摸屏可以实现对家居设备的智能化控制,如智能灯光、智能音响等。
汇川PLC与汇川触摸屏网口通讯技术的应用不仅方便了用户的操作,也提高了自动化控制的精确性和可靠性。
通过远程监控与控制,用户可以实时了解到设备的运行状态,并对其进行调整,提高了工作效率和生产质量。
同时,网口通讯技术还能够实现多个设备之间的互联互通,提高了系统的整体性能。
威纶通触摸屏与plc网口通讯
威纶通触摸屏与plc网口通讯的技术在现代工业控制领域中扮演着重要的角色。
通过触摸屏与PLC的联接,可以实现对工艺过程的实时监控和远程控制,提高工业生产的效率和灵活性。
本文将从基本原理、通讯协议以及应用案例三个方面对这一技术进行深入探讨。
首先,我们先来了解一下的基本原理。
触摸屏作为人机交互的界面,可以通过人的触摸操作来实现对PLC的控制指令输入。
而PLC作为控制器,负责接收触摸屏传来的指令并将其转化为控制信号,从而对现场设备进行控制。
两者之间的通讯通过网口进行,网口通讯采用的是以太网协议,可以实现触摸屏与PLC之间的数据传输和通讯。
其次,我们来讨论一下采用的通讯协议。
威纶通触摸屏支持多种通讯协议,常用的有Modbus TCP/IP协议和Ethernet/IP协议。
Modbus TCP/IP协议是基于TCP/IP协议栈的开放式通讯协议,支持多种数据类型的读写操作,适用于各种工控设备的连接。
Ethernet/IP协议是工业自动化领域常用的标准化通讯协议,可以实现工控设备之间的实时通讯和数据交换。
选择合适的通讯协议可以根据实际需求和设备的兼容性来决定。
最后,我们来看一下在实际应用中的案例。
以某汽车制造工厂为例,工厂内设备众多,数据量庞大,需要实现对生产线工艺的实时监控和远程控制。
通过技术,可以将各个设备的数据传输到触摸屏上进行显示和分析,同时可以通过触摸屏远程控制PLC对设备进行操作。
这样一来,操作人员无需亲临现场,就可以通过触摸屏实时监控工艺情况,快速定位故障并进行处理,大大提高了工厂的生产效率和运行安全性。
总结起来,技术在工业控制领域中发挥着重要的作用。
通过这一技术的应用,可以实现对工艺过程的实时监控和远程控制,提高工业生产的效率和灵活性。
在未来,随着工业自动化的不断发展,技术将会有更广泛的应用和发展空间。
维纶VIEWPLC的连接方法
14.WeinView MT500系列触摸屏与常见厂牌PLC 的连接方法14.1 OMRON PLC欧姆龙自动化OMRON CJ1/CS1 系列PLC 与WeinView MT500触摸屏的连接说明支持下列PLC : OMRON CJ1M, CJ1H, CJ1G, CS1H, CS1G.等EasyBuilder500软件设置:参数项 推荐设置 可选设置 注意事项PLC 类型 [pds]OMRONCJ1/CS1OMRON OMRON(485 2W)仅在采用RS485两线式连接时选用通信口类型RS232 RS232/RS485 数据位7 7 or 8 必须与PLC 通信口设定相同停止位2 1 or 2 必须与PLC 通信口设定相同波特率9600 9600/19200/ 必须与PLC 通信口设定相同校验 偶检验 偶检验/奇校验/无必须与PLC 通信口设定相同人机站号 0 0-255 对此协议不需要设定PLC 站号0 0-31 必须与PLC 通信口设定相同多台人机互连 关闭 关闭/主机/副机 仅用于多台人机互连 人机互连通信速度115200 38400/115200 仅用于多台人机互连PLC 超时常数 3.0 1.5-5.0 请采用默认设定PLC 数据包0 0-10 建议在0-10范围内设置P LC 软件设置:1.设置通讯端口的通讯协议为Hostlink 。
请参阅OMRON 相关PLC 的编程软件使用手册参考网址:/Programmable-Controllers.shtm可操作的地址范围: PLC 地址类型 可操作范围 格式 说明 D_bit ddd(dd) ddd:0~32767 (dd): 0~15 数据寄存器(DM) H_bit ddd(dd) ddd:0~511 (dd): 0~15 保持型继电器(HR) W_bit ddd(dd) ddd:0~511 (dd): 0~15 辅助继电器(WR)CIO_bitddd(dd)ddd:0~6143 (dd): 0~15IO 和内部继电器(CIO)A_bit ddd(dd) ddd:0~959 (dd): 0~15 辅助继电器(AR) T_bit ddd ddd:0~4095 时间继电器(TIM) C_bit ddd ddd:0~4095 计数器(CNT) D ddd ddd:0~32767 数据寄存器(DM) H ddd ddd:0~511 保持型寄存器(HR) W ddd ddd:0~511 数据寄存器(WR) CIO ddd ddd:0~6143 IO 和内部继电器(CIO) A ddd ddd:0~959 辅助继电器(AR) T ddd ddd:0~4095 定时器(TIM) C ddd ddd:0~4095 计数器(CNT)说明:D 表示十进制,B 表示位编码,范围为0 -15。
plc触摸屏电缆接线大全
1、PCI/RS232转换卡延长线接线图:网插9针插1<---------->92<---------->13<---------->44<---------->55<---------->26<---------->37<---------->88<---------->72、梯形9孔转梯形9孔接线图(原线图)1:F9GT PC1<---------->12<---------->33<---------->24<---------->45<---------->56<---------->67<---------->78<---------->89<---------->93、梯形9孔转梯形9孔接线图Y2:F9GT PC1<---------->33<---------->24<---------->65<---------->56<---------->47<---------->88<---------->74、梯形9孔转梯形9孔接线图W3:F9GT PC1<---------->33<---------->24<---------->6/85<---------->58/6<---------->48、威纶MT系列MT5(9孔) PC(9孔)5----------------------57----------------------28----------------------3圆针))MT5(9孔) FXPLC(9圆针1----------------------42----------------------73----------------------14----------------------25----------------------3EVIEW人机与电脑,PLC连接线如9、三菱SC-09接线图[SC09]图片:图片:图片:描述:方法二,来自于本站其他网友图片:三菱FX编程接口图支持三菱FX系列PLC和A系列PLC的一些型号!三菱FX编程接口图图片:三菱FX系列编程电缆制作图片:自制三菱FX编程电缆三菱PLC.触摸屏电缆接线图图片:三菱PLC.触摸屏电缆接线图图片:图片:描述:方法二,来自于本站其他网友图片:三菱FX编程接口图FX机型用1010、、欧姆龙CPM1A系列PLC编程电缆自制方法图片:已经过测试。