塑胶模具斜顶常见几种类型
注塑模具斜顶(侧抽芯 滑块)介绍_(含动画演示)资料

注意,由于斜顶相对比较小,一般我用整体式斜顶,很少去用组合式斜顶。
整体式斜顶结构紧凑、强度较好、不容损坏。而对于较大的斜顶,设计时可运 用组合式,这样更换比较方便,也便于维修维护,加工比较简单。
2/14
1.斜顶的一般结构和类别
由于斜顶机体底端定位结构的不同,斜顶又可分类为: 圆柱销式斜顶(如图3)和T型块式斜顶(如图4)。 对于这两种斜顶来讲,圆柱销式斜顶在设计当中运用很多,主要原因就是加工方便、安装配合维修维护容易。 T型块式斜顶主用于较大的精密度要求较高的产品,它还要与专用的T型底座(如图5)相配合(如图6),加工配合
液压抽芯机构带有锁紧装置,侧向活动 型芯设在动模一侧。成型时,侧向活动型芯 由定模上的锁紧块锁紧,开模时,锁紧块离 去,由液压抽芯系统抽出侧向活芯,然后再 推出制件,推出机构复位后,侧向型芯再复 位。
11/14
6.其他滑块形式
二、机动侧向抽芯机构
利用注射机的开模力,通过传动机构改变运动方向,将侧向的活动型芯抽出。
Байду номын сангаас
干涉
刻字区域干涉
干涉
10/14
6.其他滑块形式
一、液压或气动抽芯机构 液压或气动抽芯与机动抽芯的区别: 液压或气压抽芯是通过一套专用的控制系统来控制活塞的运动实现的,其抽芯动作可不受开模时间和 推出时间的影响。 液压传动与气压传动抽芯机构的比较:液压传动平稳,且可得到较大的抽拔力和较长的抽芯距离。
顶不仅垂直线运动,且向死角反方向运动了,从而
可以处理死角了。
动画演示 动画演示
4/14
3.斜顶的设计
前提条件:已经确定了模板、模仁、模架的尺寸。具体如右图所示。 1. 查看图纸,仔细分析,确定死角的大小。如图所示。 2. 确定0°靠破面的起点,并且确定其长度(如图AB)。如果不设 计0°靠破面,则选择A点作为斜顶斜面的起点。 3. 以B点为基准,偏一距离,如图BC,BC=顶出行程。 4. 以C点为基准,向顶移动的反方向偏一距离,如图CD。CD=斜 顶行程(取整数)=死角大小+大于或等于3mm的最小安全量。
塑胶模具设计顶出系统
頂出系統
在设计顶出系统时应遵守下列原则: (1). 为使制品不致因顶出产生变形﹐破裂,穿孔等,推力点应作用在制品能 承受力最大的部位,即刚性好的部位,如筋部,突缘,壳体形制品的壁缘等处. (2). 为避免顶出痕迹影响制品外观,顶出装置应设在制品的隐蔽面或非装饰 表面.对于透明制品尤其要注意顶出位置及顶出形式的选择. (3)﹑頂出行程一般在制品脫離模具5~~10mm﹐對于簡單﹑大型的制品可 頂出行程是制品深度的2/3。 (4)﹑回位杆(RP) ﹕在頂杆頂出制品后﹐其頂端會高出模穴許多﹐避免在 下次合模前撞壞模仁﹐必須有保護機構﹐所以設置回位杆(RP)﹐也可設置 拉回機構和彈簧助其復位。 (5)﹑頂杆端面一般會高于模穴面0.05~~0.1mm,以免塑胶上留有顶杆突起 痕迹,但也要依产品情况而定。 (6)﹑有内模镶件的模具,顶杆离镶件边缘不得小于0.80MM.顶杆离运水的 边缘不得小于3MM. (7)﹑顶杆在模仁里的配合长度应小于2D(D<6MM.D为顶杆直径),对于大型 模具不大于1.5D. (8)﹑顶杆的大小根据成品的大小来确定,原则上宁多勿少,直径宁大勿小.
脫料板
頂出系統
6.斜銷 當成品中使用斜銷較多且其它地方不易排頂針時就 可直接用斜銷來頂出成品。用斜销顶出时(特别是较 大的斜销)应考虑产品是否会沾斜顶.并采取相应的措 施预防.
斜銷
頂出系統
7.氣頂 。 氣頂出方式不論是在公模部份或母模部分,其頂出都很方便,不 需要安裝推板.在頂出過程中整個制品的部均受同樣地的壓力,所 以即便是軟的塑料,也可以在不發生變形的條件下脫離模具,通常 氣頂出要求脫模斜度最小大於2∘,所以對於形狀復雜需要較大脫 模力的制品,則無法滿足其要求。
注塑模具斜顶介绍_

1.斜顶的一般结构和类别 2.斜顶的运动原理 3.斜顶的设计 4.斜顶运动图示 5.斜顶设计规范(参考) 6.其他滑块形式
1/14
1.斜顶的一般结构和类别
斜顶一般由二个部分所构成:机体部分和成形部分。 它与滑块一样,由于机体部分与成形部分是否组合,斜顶可以分类为: 1.整体式斜顶(如图1,也可以叫做非组合式斜顶) 2. 非整体式斜顶(如图2,又可叫组合式斜顶)。 注意,由于斜顶相对比较小,一般我用整体式斜顶,很少去用组合式斜顶。 整体式斜顶结构紧凑、强度较好、不容损坏。而对于较大的斜顶,设计时可运 用组合式,这样更换比较方便,也便于维修维护,加工比较简单。
2/14
1.斜顶的一般结构和类别
由于斜顶机体底端定位结构的不同,斜顶又可分类为: 圆柱销式斜顶(如图3)和T型块式斜顶(如图4)。 对于这两种斜顶来讲,圆柱销式斜顶在设计当中运用很多,主要原因就是加工方便、安装配合维修维护容易。 T型块式斜顶主用于较大的精密度要求较高的产品,它还要与专用的T型底座(如图5)相配合(如图6),加工配合 比较难,制造成本也会加大。
ቤተ መጻሕፍቲ ባይዱ
干涉 干涉
10/14
刻字区域干涉
6.其他滑块形式
一、液压或气动抽芯机构 液压或气动抽芯与机动抽芯的区别: 液压或气压抽芯是通过一套专用的控制系统来控制活塞的运动实现的,其抽芯动作可不受开模时间和
推出时间的影响。 液压传动与气压传动抽芯机构的比较:液压传动平稳,且可得到较大的抽拔力和较长的抽芯距离。
12/14
液压抽芯机构带有锁紧装置,侧向活动 型芯设在动模一侧。成型时,侧向活动型芯 由定模上的锁紧块锁紧,开模时,锁紧块离 去,由液压抽芯系统抽出侧向活芯,然后再 推出制件,推出机构复位后,侧向型芯再复 位。
注塑模具斜顶(Slider)设计介绍本月修正简版
注塑模具斜顶(Slider)设计介绍注塑模具斜顶(Slider)设计介绍1. 概述注塑模具斜顶(也称为Slider)是注塑模具中的重要组成部分。
它的设计和运动能够使注塑模具具备更多的功能和灵活性。
本文将介绍注塑模具斜顶的设计原理、优势以及在注塑加工中的应用。
2. 设计原理注塑模具斜顶的设计原理是基于滑块原理,通过斜顶的运动使得模具的开合更加灵活。
斜顶通常由滑块、导向机构和驱动机构组成。
2.1 滑块滑块是斜顶的核心部件,它通常由钢材制成,并具有较高的硬度和耐磨性。
滑块与模具底板通过滚动导向机构相连接,可以实现上下、前后的运动。
2.2 导向机构导向机构用于使滑块在模具中的运动保持平稳和准确。
常见的导向机构有导柱、导套和导轨等,它们能够确保滑块的运动轨迹与模具的要求相匹配。
2.3 驱动机构驱动机构通过控制斜顶的运动方式和速度,实现模具的开合和产品的成型。
驱动机构通常由液压缸、气缸或电机等组成,根据注塑加工的需求选择合适的驱动机构。
3. 优势注塑模具斜顶在注塑加工中具有以下优势:3.1 提高产品质量斜顶的运动可以使模具开合更为灵活,从而使产品的成型更加完整和精确。
它可以减少产品的缺陷和变形,提高产品的质量。
3.2 扩展模具功能通过合理设计和安装斜顶,可以实现多腔模具、插件腔、嵌件及特殊结构的模具设计。
这种灵活的设计使得模具具备更多的功能,满足不同产品的需求。
3.3 增加生产效率斜顶的运动速度较快,可以加快模具的开合速度,从而提高注塑生产效率。
,斜顶还能够减少模具的运动阻力,降低注塑机的能耗。
4. 应用领域注塑模具斜顶在各个领域的注塑加工中都有广泛的应用。
它适用于各种注塑产品的生产,包括塑料零件、橡胶制品、注塑包装等。
5. 结论注塑模具斜顶的设计和运动原理使得注塑加工更加灵活和高效。
它的优势在提高产品质量、扩展模具功能和增加生产效率方面都得到了充分的展现。
在实际注塑加工中,合理设计和运用注塑模具斜顶将带来更好的加工效果和经济效益。
注塑模具斜顶(侧抽芯.-滑块)介绍-(含动画演示)知识分享
为M°。这个角度才是我们所需要的斜顶斜面的倾角度。 6. 其它的内容可根据前面所讲的结构及其要求完成斜顶其他部分 的设计。
其实,像上面这么复杂的内容主要的目地是教我们如何去求出 顶的倾角度。我们可以简化为如右图所示:我们可以得出三角函数 tgM°=顶行程/顶出行程。此时要求出M°是多大就很容易了,也可 以直接在图纸上测量出来。
8/11
5.斜顶设计规范(参考)
*斜顶要注意的问题: 1)斜顶的斜度一般在15度以下,度要尽可能小. 2)斜顶的强度,顶的斜度与顶出距离之间要协调. 3)要考虑产品是否会粘顶,有否做定位拉住产品.一般不用图C)的形式,尽量采用图A)与图B)形式.
图A
图B
图C
9/11
5.斜顶设计规范(参考)
*斜顶要注意的问题: 4)要检查顶头部是否为反度(顶出会铲胶),要注意斜顶是否会与其它部件干涉(如其它斜顶,顶针,骨位),一定要校核.
干涉 干涉
10/11
刻字区域干涉
6.其他滑块形式
一、液压或气动抽芯机构 液压或气动抽芯与机动抽芯的区别: 液压或气压抽芯是通过一套专用的控制系统来控制活塞的运动实现的,其抽芯动作可不受开模时间和
推出时间的影响。 液压传动与气压传动抽芯机构的比较:液压传动平稳,且可得到较大的抽拔力和较长的抽芯距离。
可以处理死角了。
动画演示
动画演示
4/11
3.斜顶的设计
前提条件:已经确定了模板、模仁、模架的尺寸。具体如右图所示。
1. 查看图纸,仔细分析,确定死角的大小。如图所示。 2. 确定0°靠破面的起点,并且确定其长度(如图AB)。如果不设
模具斜顶结构设计和顶出行程计算
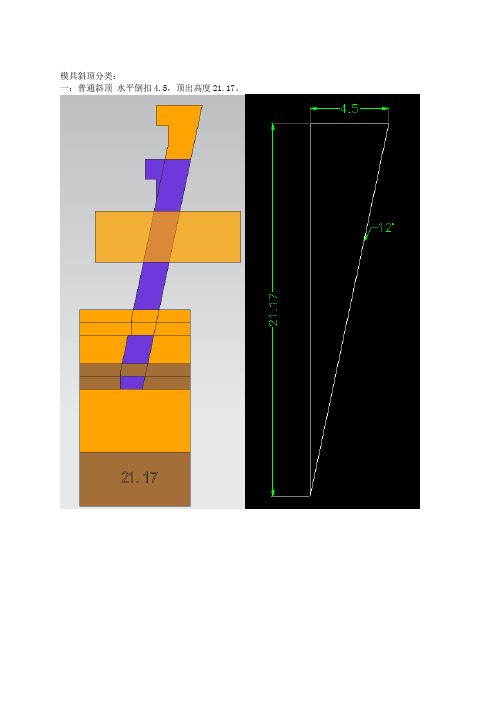
模具斜顶分类:
一:普通斜顶水平倒扣4.5,顶出高度21.17。
模具斜顶分类:
二. (1)斜斜顶(下落斜顶/下坡斜顶/延迟斜顶)水平倒扣4.5,顶出高度21.96
模具斜顶分类:
二. (2)斜斜顶(上坡斜顶/加速斜顶),水平倒,顶出行程20.37
模具斜顶分类:
三.(1)大角度斜顶—平行杆斜顶,计算方法和普通斜顶一样。
详解:产品倒扣较大,斜顶角度超过12°,斜顶多次斜向受力容易损坏,增加平行辅助杆。
可延伸为平行杆斜斜顶结构。
增加了平行杆的斜顶,斜顶座沿着平行杆运动,即:斜顶座也沿着倒扣轨迹运动,斜顶顶出距离和普通斜顶计算方法一样。
三.(2) 大角度交叉杆斜顶。
其他参数不变,分
解的角度5.51°
其他参数不变,分
解的角度5.61°
产品斜向倒扣角度比较大,控制斜斜顶运动轨迹的斜顶座角度太大,容易卡机构。
为了分解斜顶
座角度设置的辅助结构。
资料整理工程:赵小强 2019.11.20 上海立卡塑料托盘制造有限公司。
模具斜顶、斜销介绍及学习

在工作过程中,斜销受到滑块或侧型芯的驱动力,使滑块或侧型芯进行侧向分型和 抽芯。
斜顶与斜销的比较
斜顶主要用于将制品从模具型腔中顶出,而斜销主要用于实现滑块或侧 型芯的侧向分型和抽芯。
斜顶通常与顶出板配合使用,通过斜顶的滑动或转动实现制品的顶出, 而斜销通常与滑块配合使用,通过斜销的转动或滑动实现滑块的侧向分
型和抽芯。
斜顶的结构相对简单,而斜销的结构相对复杂,因为斜销需要承受较大 的侧向力和摩擦力。
03
斜顶、斜销的设计与选型
设计原则与步骤
确定模具结构
根据产品需求和模具设计要求 ,确定模具结构,包括模具类
型、布局、分模面等。
确定斜顶、斜销位置
根据模具结构,确定斜顶、斜 销的位置,使其能够满足模具 动作要求,并保证产品顺利脱 模。
06
学习与实践
学习资源与途径
专业书籍
购买或借阅关于模具设 计、斜顶和斜销的专业 书籍,深入了解其基本
原理和应用。
在线课程
参加在线教育平台提供 的模具设计课程,系统 学习斜顶和斜销的相关
知识。
论坛交流
加入模具设计相关的论 坛或社区,与其他专业 人士交流心得,共同探
讨问题。
实际项目
参与实际项目,通过实 践操作加深对斜顶、斜
确定斜顶、斜销尺寸
根据模具结构、产品要求和斜 顶、斜销的动作要求,确定其 尺寸,包括长度、直径、角度 等。
绘制图纸
根据设计原则和步骤,绘制出 斜顶、斜销的图纸,包括装配
图和零件图。
材料选择与热处理
材料选择
根据斜顶、斜销的工作环境和受力情 况,选择合适的材料,如碳素工具钢 、合金工具钢等。
斜顶设计
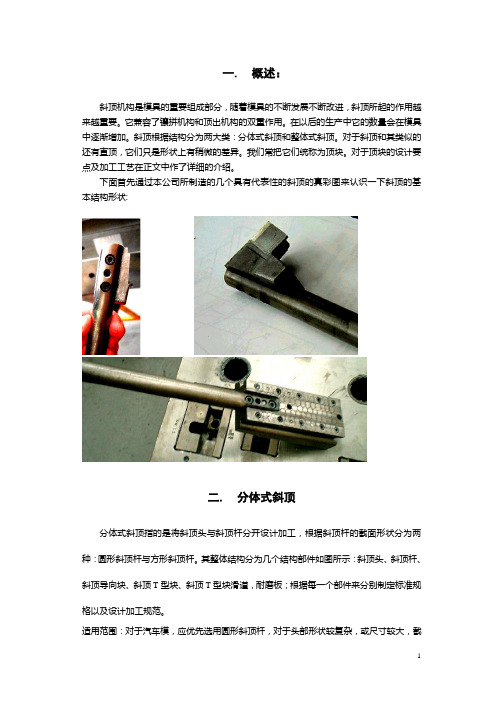
一.概述:斜顶机构是模具的重要组成部分,随着模具的不断发展不断改进,斜顶所起的作用越来越重要。
它兼容了镶拼机构和顶出机构的双重作用。
在以后的生产中它的数量会在模具中逐渐增加。
斜顶根据结构分为两大类:分体式斜顶和整体式斜顶。
对于斜顶和其类似的还有直顶,它们只是形状上有稍微的差异。
我们常把它们统称为顶块。
对于顶块的设计要点及加工工艺在正文中作了详细的介绍。
下面首先通过本公司所制造的几个具有代表性的斜顶的真彩图来认识一下斜顶的基本结构形状:二.分体式斜顶分体式斜顶指的是将斜顶头与斜顶杆分开设计加工,根据斜顶杆的截面形状分为两种:圆形斜顶杆与方形斜顶杆。
其整体结构分为几个结构部件如图所示:斜顶头、斜顶杆、斜顶导向块、斜顶T型块、斜顶T型块滑道,耐磨板;根据每一个部件来分别制定标准规格以及设计加工规范。
适用范围:对于汽车模,应优先选用圆形斜顶杆,对于头部形状较复杂,或尺寸较大,截斜顶T型滑道斜顶导向块斜顶头顶针板底针板底板B0板斜顶杆镶块斜顶T型块斜顶头斜顶杆B0板顶针板底针板底板镶块斜顶导向块斜顶T型块斜顶耐磨板图1.分体式斜顶的结构示意图分体式斜顶的重要组成部分----斜顶头的三维示意图如下:图2.斜顶头三维示意图分体式斜顶的结构组成部分:(11.1)A°+2°图中的A°为斜顶杆的角度1.2个基准面剩余部分,通过斜度夹具立铣加工斜顶杆固定孔及螺钉底孔。
(3)将斜顶头配入镶块通过工艺螺钉固定后NC加工顶面。
1.3)斜顶头的材料:斜顶头的材料一般用638,氮化处理,对于透明件,如GPPS等,需采用738或718,腐蚀性塑料,如PVC等,需采用不锈钢,如S136H等,针对斜顶头的加工工艺,对于小1.4) 公差要求:对于斜顶厚度方向的尺寸T,如果斜顶在该方向上没有斜度要求,该方向的尺寸要求为净尺寸,公差为:T﹢0/﹣0.02;对于长度及宽度方向上由于有工艺装夹余量(H=15),长度及宽度公差为:L﹢0.5/﹣0;W﹢0.5/﹣0;1.5)方形斜顶杆的斜顶头设计加工:对于方形杆的斜顶头因需加工斜顶杆连接槽可按已有的标准加工工艺结合圆形斜顶杆斜顶头的加工工艺执行。