催化裂化LOSA-1丙烯助剂总结
催化裂化增产丙烯的优化处理
催化裂化增产丙烯的优化处理摘要:丙烯是有机化合物,用于生产聚丙烯、制备丙稀晴和环氧丙烷等,近年该物质的应用量不断加大,增产丙烯已是化工厂非常重要的工作。
催化裂化反应是增产丙烯的重要方法,而优化处理主要是从原料油性质和反应温度、催化剂等方面着手,实现丙烯增产,本文对催化裂化增产丙烯的优化处理作分析。
关键词:丙烯;催化裂化;增产优化丙烯是三大合成材料的重要原料,具有高聚物单体的特点,可合成经济价值高的聚丙烯,且这种物质的市场需求量逐年增长,所以对丙烯的需求量显著增加,社会各界对丙烯增产十分关注。
催化裂化技术是一种低投资工艺,通常这种工艺所成产品的方案灵活,无需非常繁复的操作,能确保轻质油产率高,并能对重油进行有效的转化,原料具有较宽的适应性,可以对原油进行二次加工。
催化裂化生成丙烯的过程中涉及诸多问题,经此反应实现丙烯增产时,要注重反应过程的优化处理,以实现丙烯收率提高的效果。
1催化裂化反应生成丙烯的过程催化裂化反应时,正碳离子键会出现β位断裂,随即产生C3和C4烯烃,这种物质属于小分子,而其长链中间产物β位也会断裂,由此产生断裂到不能裂化停止。
催化裂化反应生产的产物中有低碳烯烃,且这种物质的含量较高,但因为短链烃类不具有较高的反应活化能,所以多数短链裂化的难度大,甚至不能产生裂化,这时汽油组分中会含有一定量的C5-C12烯烃。
从理论上而言,烃类裂化反应后能高产烯烃,获得的烯烃量大,如果正碳离子每次裂化获得一个烯烃,则反应生成的烯烃和烷烃比为2:1,但实际的反应过程中并未获得上述比例的烯烃产率,说明经典的催化裂化反应过程中存在一定的不足,致使烯烃产率低。
上述催化裂化反应未得到2:1的烯烃产率原因较多,具体来说与提升管反应器的相关情况有关,通常在提升管反应器环境中,烯烃不饱和特点显著,所以烯烃是供氢体和受氢体,这种状况使得烯烃极易出现氢转移反应,从而导致催化裂化反应后的产物中烯烃含量明显降低,并对产物相对分子质量分布造成较大的影响[1]。
丙烯助剂LOSA-100在泰国SPRC

LOSA-100与Intercat增产丙烯助剂效果对比
前言:泰国星石油炼制公司(Star Petroleum Refining Public Company Limited (“SPRC”))位于罗勇省(Rayong Province),从曼谷开车约两小时到达。
2012年11月,我公司催化裂化增产丙烯助剂开始在其300万吨/年催化装置上试用。
SPRC催化装置原来使用的是美国INTERCAT公司的Super-Z型增产丙烯助剂。
1.催化装置催化剂与丙烯助剂原有情况
SPRC 300万吨/年RFCCU装置,在系统中的催化剂藏量为365吨,每日添加新鲜催化剂6.5吨,使用的是中国石化长岭催化剂分公司主催化剂。
原Intercat公司的Super-Z 型增产丙烯助剂添加量约占新鲜催化剂添加量的7%,按每日450Kg添加。
Intercat提供的专用加剂设备。
2. LOSA-100丙烯助剂接力添加情况
从11月13日起,接力添加LOSA-100丙烯助剂,日添加量与原用剂相同,每日450Kg。
3.使用效果对比
下表中产品分布相关数据为11月8日至12日Intercat助剂的平均数据与11月22日至26日LOSA-100助剂的平均数据。
从表中数据可知:
3.1催化进料油性质稳定,可比性强。
3.2 LOSA-100丙烯助剂与Intercat公司的Super-Z型增产丙烯助剂性能基本相当。
催化裂化LOSA-1丙烯助剂总结

2020/1/7
13
≤22 ≥90 0.6~0.8
2020/1/7
4
装置分别于2006年6月和2006年8月针对该助剂 进行了空白标定和终期标定,两次标定期间的产品 分布、操作条件以及原料、产品性质和催化剂的分 析数据见表2~表6。
2020/1/7
5
表2 标定前后产品分布对比
分析项目 液化气,% 汽油,% 柴油,% 丙烯,% 轻质油液收,%
0.195
再生器烧焦罐出口温度,℃
645
提升管出口温度,℃
510
雾化蒸汽流量,t/h
4.6
原料预热温度,℃
196
汽油回炼量,t/h
18
分馏塔顶温,℃
114
2020/1/7
7
终期 0.196 0.198 642 510
4.6 195 18 118
表4 标定前后原料油性质
分析项目 密度(20℃)/( kg/m3)
馏程/℃
初馏点 50%馏出温度
终馏点 残炭,% 硫含量,% 粘度(80℃) 胶质 ,% 沥青质 ,% 饱和烃 ,% 芳烃 ,%
2020/1/7
空白 912.9
280 464 76ml/500 0.75 0.7379 14.84 25.46 0.11 56.67 17.76 8
终期 913.2
283 458 74ml/500 1.33 0.6227 17.97 20 0.30 56.9 22.77
2020/1/7
堆积密度(充气)/ g﹒mL-1
空白 0.08 0.18 70 2666 254 2767 5135 1.9 30.6 52.1 8.7 6.7 0.8685 0.9499
10
催化裂化增产丙烯助剂工业应用

催化裂化增产丙烯助剂工业应用摘要:催化裂化是炼油化工的重要工艺之一,通过提高催化剂的活性、降低烷烃损失和提高原料收率,可提高丙烯产量。
催化裂化催化剂具有较好的抗流行性,能较好地调节催化裂化反应催化剂的流变性质,可使烯烃损失减少、选择性提高或不降。
目前世界上使用和开发新的催化裂化催化剂已经超过了50种,各种新型催化剂在生产过程中往往会产生一系列副作用;开发新的催化剂不但可以提高装置的经济效益,还可以降低丙烯的损失比例。
因此开发具有优异性能的催化剂势在必行!本文以催化裂化装置为例进行介绍催化剂增强剂以其发展现状,希望能为国内的催化裂化催化剂生产企业的发展提供参考。
关键词:丙烯助剂;催化裂化;增产优化引言丙烯是三大合成材料中最主要的原材料之一,它是一种高聚合度的聚合物,可以用它来生产高附加值的聚丙烯。
FCC(催化裂化)技术是一项低投入的生产技术,其生产的产品一般都是弹性的,不需要复杂的工序,既能保证轻油收率,又能高效地将重油进行转换,且原材料的适应性广,可以实现二次处理。
在催化裂化制取丙烯时,通过添加丙烯助剂和工艺操作条件的优化,以达到提高丙烯产率的目的。
1催化裂化增产丙烯助剂简介及应用现状1.1催化裂化增产丙烯助剂简介催化裂化增产丙烯助剂(简称“催化剂增强剂”)主要用于减少丙烯损失、提高丙烯收率,具有很好的效果。
其作用机理为:(1)提高丙烯的转化率,通过增加转化率可以获得更多有用烯烃;(2)提高炼油装置丙烯生产能力,可以提高产品收率。
与传统增强剂相比,催化剂增强剂具有性能优异、成本低、用量少等特点.丙烯助剂优势为:(1)可有效提高选择性和产品收率;(2)提高产品质量和经济效益;(3)减少产品损失;(4)可以实现无污染生产过程;与现有技术相比较,提高产物收率和改善产品质量是更为可靠和可行和高效且经济的方法。
随着国家环保要求日益严格,催化裂化装置需要对催化剂进行升级。
近年来各大炼油厂在催化裂化装置中增加使用了一系列催化剂增强剂,实现了增产丙烯、改善产品质量及生产效率等诸多方面的提升。
度催化裂化丙烯 助剂

度催化裂化丙烯助剂度催化裂化丙烯是一种重要的工业化学反应过程,通过该过程可以将丙烯转化为更具商业价值的化学品。
在这一反应中,催化剂起着至关重要的作用,而助剂则可以在催化剂的作用下提高反应的效率和选择性。
本文将对度催化裂化丙烯助剂的研究进行深入探讨,从理论到实践,从实验到应用,从基础研究到工业生产,全面展示助剂在该反应中的重要作用。
首先,我们将从催化裂化丙烯反应的机理出发,分析助剂在反应中的作用机制。
在裂化丙烯反应中,催化剂往往需要通过助剂来改善其活性和稳定性。
助剂可以提高催化剂表面的特异性,增加反应物的吸附和分解能力,从而增强反应的速率和选择性。
此外,助剂还可以调控反应体系的酸碱性,提高反应体系的稳定性和抗毒性。
通过深入研究助剂在催化裂化丙烯反应中的作用机制,可以为设计更高效的催化剂提供重要的指导和参考。
其次,我们将介绍目前在度催化裂化丙烯助剂研究领域的国际最新进展。
近年来,随着催化裂化丙烯技术的不断发展和完善,对助剂的需求也在不断增加。
在国际上,许多研究机构和企业都在积极开展助剂的开发和应用研究,尝试寻找更具有活性和选择性的助剂,以提高裂化丙烯反应的效率和经济性。
这些研究成果不仅在学术界引起了广泛关注,也在工业界产生了积极的应用价值。
通过对国际最新进展的总结和分析,可以为我国度催化裂化丙烯助剂的研究提供借鉴和启示。
接着,我们将系统地梳理度催化裂化丙烯助剂研究的相关文献,分析目前研究中存在的主要问题和挑战。
在我国,虽然对度催化裂化丙烯反应的研究已经取得了一定进展,但是在助剂领域的研究相对滞后,存在一些尚未解决的关键科学问题。
例如,目前广泛使用的助剂对环境友好性和可持续发展性的要求仍不够高,对助剂的设计原则和优化方法也仍亟待深入研究。
为了更好地推动度催化裂化丙烯助剂的研究,我们需要认真总结已有文献,找准现有研究的不足之处,积极探索解决助剂研究中存在的难题和瓶颈。
最后,我们将展望度催化裂化丙烯助剂研究的未来发展方向和应用前景。
增产丙烯助剂LOSA在催化裂化工艺上的应用研究

新型丙烯助剂在催化裂化工艺上的应用研究郑小辉隋建国杨志鹏(浙江石油化工有限公司浙江舟山316200)[摘要]在减油增化的大背景下,为了应对市场变化,实现装置效益最大化,在浙石化450万吨/年重油催化裂化装置试用LOSA-100S型丙烯助剂,多产液化气、增产丙烯,通过试用,液化气和丙烯收率都有所增加,助剂未造成主催化剂细粉增加,烟机运行状况未受影响,对装置轻收和产品质量无影响,经济效益显著。
[关键词]重油催化;丙烯助剂;增产;丙烯;液化气1概述浙石化450万吨/年重油催化裂化装置于2019年12月1日建成投产,装置设计原料为渣油加氢装置处理后的加氢渣油,其中,重油催化裂化装置反再部分(含外取热器取热系统、辅助燃烧室部分)采用美国UOP公司的RCC工艺包,是常规多产汽油工艺技术,操作弹性:反再部分:60~110%,年开工时数为8400小时。
本次试用剂为岳阳三生化工有限公司生产的LOSA-100S型丙烯助剂。
2技术指标在与空白期装置数据基本相当的前提下,LOSA-100S催化裂化增产丙烯助剂,占系统藏量的3%时,供货方保证达到如下使用效果:1)液化气产率增幅≤4wt%,液化气中丙烯增幅不低于1.5wt%(相对于进料)。
2)汽油+柴油+液化气的三项收率不能低于82%或者空白数值。
3)焦炭产率不增加。
4)干气收率增加不大于0.2wt%(相对于进料)。
5)对主催化剂无影响,不出现催化剂跑细粉,不影响烟机长周期运行。
6)汽油辛烷值(RON)增加0.8单位。
3加剂方案本次丙烯助剂加注采用专用丙烯助剂罐V0113进行加注,试用分二阶段进行,第一阶段为藏量快速加注期18天,系统加注56吨,藏量占比达到3%后降低加注量,进入7天考核期。
表1.LOSA-100S型丙烯助剂加注量表时间周期助剂数量,t/d助剂加入累计,t系统内丙烯助剂占比,%藏量快速加注期第1天-18天 4.3256.16 3.12考核期第19天-25天0.5456.70 3.154应用效果分析4.1操作条件表2.操作条件变化表操作条件未添加助剂时添加时平衡催化剂活性(MA)65-6865-68剂油比9±0.29±0.2新鲜原料量,t/h400±100400±100回炼比,w/w00原料油预热温度,℃200-210200-210提升管出口温度,℃510-535510-535再生密相温度,℃≯710≯710反应压力,MPa(g)0.16-0.2150.16-0.215再生压力,MPa(g)0.18-0.260.18-0.26图1.反应温度变化趋势图添加增产丙烯助剂前后,平衡催化剂平均活性稳定65-68%,原料预热温度稳定在200-215℃,剂油比稳定,反应温度基本稳定在521℃,运行参数基本变化不大。
LOSA-1助催化剂的工业应用及经济效益分析
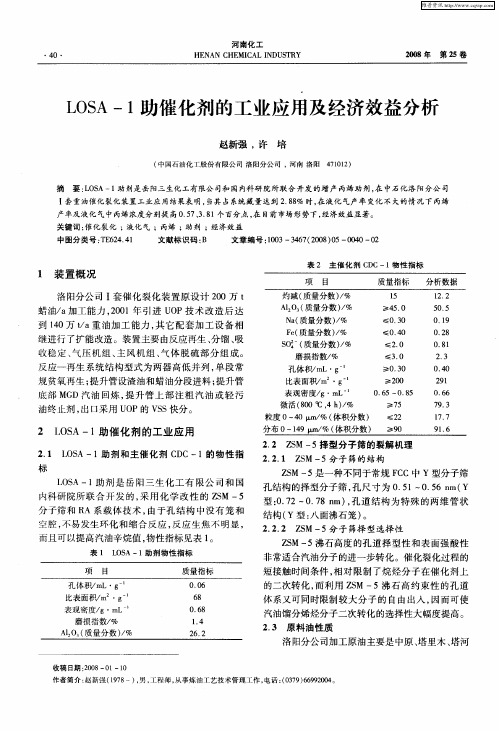
表 观 密 度 / mL g・ ~
到 10 t 重油加工能力 , 它配套加工设备相 4万 / a 其 继 进行 了扩能 改造 。装置 主要 由反 应再 生 、 分馏 、 吸 收稳 定 、 压 机 组 、 气 主风 机 组 、 体 脱 硫 部 分 组 成 。 气
m " 一 22 Z M 一 . S 5择 勰 引 , ∞ 型分子 筛 的裂解机 理
2 2 1 Z M一 . . S 5分子 筛的 结构
ZM一 S 5是 一种不 同 于常规 F C中 Y型分子筛 C LS O A一1 剂 是 岳 阳三 生 化 尺 寸 为 0 5 孔 .1~0 5 m( .6n Y
摘
要 :O A一1 剂是岳 阳三生化工有 限公 司和 国内科研 院所联合 开发 的增产 丙烯助剂 , 中石化 洛阳分公 司 LS 助 在
I 套重油催 化裂化装置 工业应用结果表 明 , 3其 " 占系统藏量达到 2 8 % 时, - ,8 在液化 气产 率 变化 不大的情况下 丙烯
产率及液化气 中丙烯 浓度分别提 高0 5 、, 1个百分点 , 目前市场形 势下, ,7 3 8 在 经济效益显 著。 关键词 : 催化裂化 ; 液化 气 ;丙烯 ; 剂 ;经济效益 助
中质 和进 口原 油 。其 中 中原 原 油 为石 蜡 基 , 工 比 加
I套催 化裂 化装 置 2 0 0 7年 4月 9 日 ~ 4月 2 7
例为 2 % ~ 0 ; 口原 油加 工 比例 为 5 % ~ 5 3% 进 5 6 % 。 里 木 +塔 河 中 质 油 为 中 间基 , 工 比例 为 0 塔 加
收稿 日期 :0 8一O 20 1—1 O
作者简介 : 赵新强( 9 8一), 工程师 , 17 男, 从事炼油 工艺技术管理工作 , 电话 :0 7 )6 90 4 (3 9 6 9 20 。
增产丙烯助剂LOSA100的试用总结

LOSA-100催化裂化增产轻烯烃助催化剂试用报告河南丰利能源化工催化车间一、标定的目的及内容对岳阳三生化工有限公司的LOSA-100型增产轻烯烃催化裂化助剂(简称LOSA-100,别名丙烯助剂)使用后的物料及产品性质进行标定,以评价LOSA-100性能,主要考核内容包括:装置物料平衡、产品性质、丙烯助剂性能评价。
二、标定工况1、装置情况本装置始建于1988年12月,同轴式提升管式重油催化裂化,处理量18万吨重油加工能力。
主要产品有汽油、柴油、液化气,副产品有干气、油浆、蒸汽等。
2. 生产方案、原用丙烯助剂、主催化剂2.1生产-10#柴油、汽油、液化气、干气,采用油浆全回炼生产方案。
2.2 在使用LOSA-100之前,装置一直使用国内某国企催化剂厂的增产丙烯助剂。
2.3 主催化剂型号为TMC-06重油裂化剂,剂耗2.7Kg/吨。
3. 助剂添加方案LOSA-100接力国内某国企催化剂厂的增产丙烯助剂添加,自8月19日开始添加。
按新鲜主催化剂添加量的3%添加,实际添加量为1袋/天,27.5公斤/袋。
原来增产丙烯助剂的添加量为75公斤/天。
4. 操作条件(LOSA-100助剂与原用丙烯助剂操作条件相同)岗位控制点参数范围备注反应岗位提升管出口温度515±1℃自动二再密相温度690℃二再稀相温度≤710℃二再旋分出口温度≤720℃沉降器压力0.124MPa 自动一再压力0.160MPa 自动二再压力0.134MPa 自动一再藏量4吨表数汽提段藏量0~350kg 表数二再藏量6-8吨表数汽提蒸汽流量1000kg/h 表数雾化蒸汽流量2100 kg/h 表数预提升蒸汽量流量770 kg/h 表数输送风(进二再)7000 Nm³/h表数一再风量8000Nm³/h表数二再风量15000 Nm³/h表数新鲜原料22500 kg/h 表数回炼油4500 kg/h 表数油浆 5 00kg/h 表数终止剂 1 000kg/h 表数三、原料加工原料性质(LOSA-100助剂与原用丙烯助剂标定期间所用原料油性质相同)项目中原油田分析标准分子量,g/mol 356 SH/T 0583-1994(2004)运动粘度100℃,mm2/s 33.04 GB/T 265-1988(2004)密度70℃,kg/m3 0.9036 SH/T 0604-2000残炭(微量法),%(m/m)7.69 GB/T 17144-1997(2004)凝点,℃46 GB/T 510-1983(2004)四、物料平衡物料平衡表项目 工况原用助剂LOSA-1007月28日至8月27日 8月28日至9月15日 数量t平均收率%数量t平均收率%加工量 15624 9519液化气 2359 15.1 1675 17.6 汽油 6155 39.4 3550 37.3 柴油 3687 23.6 2208 23.2 油浆 全回炼 全回炼 干气+焦炭+损失 3421 21.9 2084 21.9 轻油液化气收率1220278.1743478.1元素分析N ,g g /μGB/T 17674-1999 S ,%(m/m )0.74 SH/T 0303-1992(2004)碱性氮g g /μSH/T 0162-1992等离子测重金属含量,μg/gCa 9.43 RH 01 ZB 4098-2005Cu 0.10 PbNi 7.57 V 3.59 Fe10.99 原子吸收测定,ω%Na 0.0002 SH/T 0582-1994(2004)烃族组成,%(m/m )饱和烃 47.0 RH 01 ZB 4514-1996芳 烃42.5胶 质 10.05 沥青质/五、丙烯产量测定以气分车间的丙烯产率作为标准来测定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
量略低,但总体来说,两次标定时原料的变化对丙烯收率变化影响较小。
从表6可以看出,终期标定较空白标定时平衡催化剂金属污染程度 加剧,其中镍含量增加52.3%,钠含量增加了16.5%。
2013-8-14 11
(3)对总液收和丙烯收率的影响 表2数据表明,使用LOSA-1助剂后,在平衡催化剂金属污染加剧的情
LOSA-1增产丙烯助剂总结
一、前言
XX石油化工股份有限公司炼油厂催化裂化装置加工能力
为0.8Mt吨/年,采用前置烧焦罐完全再生技术,装置1996年
9月建成投产,加工原料主要是减三、减四线蜡油和加氢精 制的焦化蜡油(HGO)。与催化装置配套的气体分馏装置8
万吨/年气体分馏装置于1997年7月开始破土动工,1998年
2013-8-14
6
表3 标定前后主要操作参数对比
操作条件 再生器压力,MPa 反应器压力,Mpa 再生器烧焦罐出口温度,℃ 提升管出口温度,℃ 雾化蒸汽流量,t/h 原料预热温度,℃ 汽油回炼量,t/h 分馏塔顶温,℃
2013-8-14 7
空白 0.198 0.195 645 510 4.6 196 18 114
初馏点
50%馏出温度 终馏点 硫含量,% 芳烃,% 烯烃,% 烷ຫໍສະໝຸດ ,% 辛烷值 博士试验33.0
87.5 197.5 0. 456 20.3 26.6 50.1 92.2 通过
39.5
87.9 197.7 0.456 22.8 26.5 50.7 92.6 通过
铜腐(50℃,3h)
硫醇硫,% 2013-8-14 9
10月全面建成投产,主要产品为精丙烯和碳四液化气,副产 品为丙烷。
2013-8-14
2
目前催化裂化装置主要使用含ZSM-5择形分子筛的催化
剂或助剂成作为增加轻烯烃产率的主要手段,但由于催化 剂中过多的择形分子筛会降低催化剂的磨损强度,过多的 添加助剂又会稀释主催化剂的反应效果,进一步增产轻烯 烃受到一定的限制。
2013-8-14 12
三、结论
a)、使用LOSA-1助剂后,装置流化良好,未发现任何流化上的问题, 两器各段的密度、压降正常。 b)、使用LOSA-1助剂后,装置产品分布的变化,说明了该助剂和主催 化剂一起混用时能够提高丙烯收率0.67个百分点。 c)、使用LOSA-1助剂后,汽油的主要性质如辛烷值、终馏点、博士试 验、硫醇硫、铜腐等均无明显变化,汽油烯烃含量几乎未变,仍保持在 35%以下,汽油质量符合国家标准。
2013-8-14
5
表2 标定前后产品分布对比
分析项目 液化气,% 汽油,% 柴油,% 丙烯,% 轻质油液收,%
空白 19.03 41.48 25.98 5.1 86.49
终期 19.30 43.81 23.19 5.77 86.6
终期-空白 +0.27 +2.33 -2.79 +0.67 +0.11
1b
0.0002
1b
0.0002
表6
分析项目 含碳量,% 孔体积/ ml﹒g-1 微反活性, %
标定前后催化剂性质
空白 0.08 0.18 70 2666 254 2767 5135 1.9 30.6 52.1 8.7 6.7 0.8685 0.9499 终期 0.13 0.17 70.6 4061 266 3705 5984 1.23 28.7 59.2 5.5 5.4 0.8636 0.9556 0.8373
况下装置总液收有所上升,总液收提高了0.11个百分点。具体表现为:
柴油收率下降 2.79个百分点,汽油收率上升2.33个百分点,液化气收率 上升0.27个百分点,丙烯收率上升0.67个百分点。汽油收率增加和柴油 收率减少原因在于8月份为增产汽油,提高了汽油终馏点。液化气收率和 丙烯收率上升说明该助剂和主催化剂一起混用时能提高丙烯收率。 (4)对汽油质量的影响 从表5数据看,使用LOSA-1助剂后,汽油的主要性质如辛烷值、终馏 点、博士试验、硫醇硫、铜腐等均无明显变化,密度有所上升,原因在 于汽油终馏点较高。汽油烯烃含量几乎未变,仍保持在35%以下。 (5)表6数据表明,使用LOSA-1助剂后,再生剂的微反活性和孔体 积等主要指标没有明显变化。
终期 0.196 0.198 642 510 4.6 195 18 118
表4
分 析 项 密度(20℃)/( kg/m3) 馏程/℃ 初馏点 50%馏出温度 终馏点 残炭,% 目
标定前后原料油性质
空白 912.9 终期 913.2
280 464 76ml/500 0.75
283 458 74ml/500 1.33
为了解决以上问题,提高催化装置丙烯收率,增 加经济效益,决定在2006年7月下旬开始在催化装置上试用
LOSA-1增产丙烯助剂。
2013-8-14
3
二、使用LOSA-1增产丙烯助剂
表1 LOSA-1增产轻烯烃助剂质量标准
分析项目
Al2O3*,%
指标 ≥22 ≤15 ≥45 ≥0.04 ≤3 65~85 ≤22 ≥90 0.6~0.8
金属镍 /mg﹒kg-1 金属铜 /mg﹒kg-1 金属铁 /mg﹒kg-1 金属钠 /mg﹒kg-1 筛分0~20um 筛分20~40um 筛分40~80um 筛分80~110um 筛分>110um 堆积密度(沉降)/ g﹒mL-1 堆积密度(密实)/ g﹒mL-1
2013-8-14
堆积密度(充气)/ g﹒mL-1
硫含量,% 粘度(80℃) 胶质 ,%
沥青质 ,% 饱和烃 ,% 芳烃 ,% 2013-8-14 8
0.7379 14.84 25.46
0.11 56.67 17.76
0.6227 17.97 20
0.30 56.9 22.77
表5
分 析 项 目
标定前后汽油性质
空白 722.6 终期 728
密度(20℃)/( kg﹒m-3) 馏程/℃
2013-8-14
13
4
灼减,% 比表面积/m2﹒g-1 孔体积/g﹒ml-1 磨损指数,% 平均粒径,µm 筛分组成,% 0~40µm 0~149µm 表观密度/g﹒ml-1
2013-8-14
装置分别于2006年6月和2006年8月针对该助剂
进行了空白标定和终期标定,两次标定期间的产品 分布、操作条件以及原料、产品性质和催化剂的分 析数据见表2~表6。
10
0.8566
从表3可以看出,两次标定期间装置生产正常、操作平稳,基本上可 以真实反映出该助剂的使用效果。终期标定时LOSA-1助剂在系统内的浓
度约为4%,满足LOSA-1助剂的使用条件。
(1)LOSA-1助剂的流化性能 使用LOSA-1助剂期间,在装置内流化良好,未发现流化上的问题, 两器各段的密度、压降正常。 (2)标定时原料和平衡催化剂的差异 从表4的原料分析数据可以看出,在族组成上,终期标定较空白标 定时芳烃增加,胶质减少;在硫含量方面,终期标定较空白标定时硫含