板坯连铸机扇形段驱动辊水冷剖分轴承设计
板坯连铸机二冷扇形段设计

其他液压夹紧扇形段 f 如第 2 种和第 5 种) 不同之 处 是 ,前述扇 形段 上下框 架辊 缝锥 度靠 导 向柱 间 隙
调 整 。而这种 扇形段 是 靠导 向柱连 接铰链 ,扇 形段
图 5 芯 轴 式 辊
人 口侧的两个导向柱是单铰链 ,出口侧的两个导向 柱是双铰链。由于采用 了铰链连接 ,使锥度调整范 围变 大 。
‘
图 2 J P公 司 的 液压 夹 紧 扇 形 段 S
() 奥钢 联 第三 代 s R 5 MA T扇 形段
它 的特点
芯 轴 式 辊 芯 轴 式 辊 是 用 键 将 辊 套 与 芯 轴 连
和第 2 种类似 ,不同的是第 2 种的扇形段每对驱动 辊有两个压下液压缸 ,而该扇形段 中间 1 对驱动辊 只有 1 个压下液压缸 ( 图 3 。其上框架的升 降 见 ) 用 标准 阀 ( 开关 阀)控 制 。
鼓肚变形。因此只能采用大辊径 ,但因辊间距也随
之增大 ,同样会严重影响铸坯质量。
()辊 子 结构形 式及其特 点 1
辊 子根 据其结 构及 支承形 式 可分为 几种 ,下 面
1 4
麟
、 年 第 、 急15 1 2 辩I 4 ,  ̄
y . @ f cm zs c Lo j h
图 9 () a) F I0 =. 5
虽然整体式分段辊可采用较细的材料 ,但是由 于 形状 复杂 ,加 工 精度 高 ,此外 ,整体 式分 段 辊必 须使用剖分式轴承 ,大大增加 了成本 ( 见图 6 。 ) 而芯轴式辊相对于整体辊的一个优点是分段较
为方便 ,几段 辊 套用 键与 一根 芯轴 连接 ,轴 承安装 在 支 点上 ( 图 7 。显 然 芯 轴式 辊 的加 工 ,热 处 见 ) 理及 装配 难度 都小 于 整体 辊 。
板坯连铸机扇形段驱动辊故障原因分析
辊子主要设计尺寸如表 3所示:
表 3 辊子主要尺寸
段型 辊径 /mm 轴颈 /mm 冷却水管直径 /mm
A段
220
120
45
B段
240
130
45
C段
260
140
55
D段
260工程师,邮箱:15832551342@163.com
— 97—
总第 286期 冶 金 设 备
2023年 10月第 5期
13段、15段、17段、19段为双驱动形式即活动侧、 固定 侧 都 有 驱 动 辊,7段、8段、12段、14段、16 段、18段 为 单 驱 动 即 只 有 活 动 侧 安 装 驱 动,活 动 侧驱动辊与驱动梁连接,靠两个油缸驱动上下运 动。浇钢过程中根据钢种、拉速、浇注断面等参数 自动设定驱动缸的压下力,以保证板坯能在驱动 辊的驱动力作用下在扇形段中前进,从而实现连 续浇注。
西门子奥钢联 VMC75飞剪是国内国际比较 先进设备,广泛应用于对剪切速度较高的冶金特 棒生产线,其核心技术在于飞剪的控制。通过对 剪刃的运动轨迹、剪切控制、出口翻板控制等过程
量,同时每台扇形段及辊子离线修复需要 100多 个人工时,增加了离线维修人工消耗。 2 辊列布置及辊结构
板坯连铸机设计为 1机两流,每流共有 19个 扇形段,分五种段型,1-3段为 A段、4-6段为 B 段、7段为 C段、8段为 D段、9-19为 E段,其中 1-6段为弧 形 段,7-8段 为 矫 直 段,9-19段 为 水平段。辊子采用小辊径、三分节结构,每个段有 7排辊子,包括 6排从动辊、1排驱动辊,连铸机驱 动辊布置图如图 1所示,其中 1-6段、9-11段、
连铸扇形段电磁搅拌支承辊设计
连铸扇形段电磁搅拌支承辊设计张亚娜【摘要】With the application and development of continuous casting technology, the quality of casting billet is more and more at-tention. In recent years, the development and application of super clean steel, solidified structure and composition in the quality of cast-ing billet homogenization higher requirements are put forward. Electromagnetic stirring technique for improving the equiaxial crystal of billet and refine the solidification organization, reduce the inclusion content and promote composition homogenization, to improve slab in-ternal and surface and surface quality plays an important role. The purpose of this project is to provide a way to prevent electromagnet-ic stirring rod deflection deformation of the support structure.%随着连铸技术的应用和发展,连铸坯的质量越来越受到重视。
近年来,超纯净钢的开发和应用对铸坯的质量、凝固组织和成分均匀化提出了更高的要求。
一种板坯连铸机扇形段辊子轴承座冷却水路结构[实用新型专利]
![一种板坯连铸机扇形段辊子轴承座冷却水路结构[实用新型专利]](https://img.taocdn.com/s3/m/a572283b26fff705cd170a3f.png)
专利名称:一种板坯连铸机扇形段辊子轴承座冷却水路结构专利类型:实用新型专利
发明人:杨超武,王文学,刘赵卫,何博
申请号:CN201521140671.4
申请日:20151231
公开号:CN205289691U
公开日:
20160608
专利内容由知识产权出版社提供
摘要:一种板坯连铸机扇形段辊子轴承座冷却水路结构,包括位于轴承座本体与轴承座水槽盖板之间的水槽,所述水槽的两端均通过一个斜线水孔连接一个相应的直线水孔的上端,直线水孔的下端通往外部,本实用新型可最大限度地提高轴承座冷却水路单位时间的通水量,进而改善轴承座的冷却效果,提高轴承的使用寿命,降低辊子的故障率;提高连铸机生产线的作业率,减少了连铸车间扇形段辊子维护工人的劳动工作量。
申请人:中国重型机械研究院股份公司
地址:710032 陕西省西安市未央区东元路209号
国籍:CN
代理机构:西安智大知识产权代理事务所
代理人:段俊涛
更多信息请下载全文后查看。
323板坯连铸机辊子结构设计的分析研究及实践
东北大学硕士学位论文摘要3捍板坯连铸机辊子结构设计研究与实践
摘要
连铸机扇形段是连铸机的重要组成部分,其包括弧形段、矫直段、水平段以及基础框架支承结构等。
扇形段中的弧形段、矫直段、水平段均采用整体、密排的辊列,辊子通过内部冷却水进行冷却。
天钢3#板坯扇形段在使用中出现严重的漏水现象。
经现场核实及分析,是由于在拉钢过程中,设计缺陷使分节辊子之间产生相对运动和横纵向偏角,使得起密封作用的胶圈经常损坏。
为了满足快速的生产节奏及降低成本的要求,避免经常更换、维修扇形段,既能保证生产产量和产品质量,又能节约成本,需要将连铸机扇形段辊子连接形式上进行合理的设计改造。
本文首先概述了天钢3撑板坯连铸机扇形段使用的现状,天钢3#板坯连铸机是由中冶京诚工程技术有限公司设计制造的直结晶器连续弯曲连续矫直弧形板坯连铸机,为一机一流,其主要产品是为老厂中板厂提供轧钢铸坯原材料的,其断面180x1050~'1600m,200、250×1050"-'1600m,其实际年产量约为:100万吨/年。
3撑板坯连铸机经过几年的使用表现出较高的生产效率,但是一些设计缺陷也慢慢的表现出来,扇形段中间瓦座存在的漏水问题就是其中之一。
3jfi}板坯连铸机软水补给量平均2000吨/天,每年因漏水原因更换的扇形段约为10台。
根据理论并结合生产实际,详细分析了产生漏水现象的根本原因,仔细分析了现有足辊的结构设计,并与图纸详细核对,确定了扇形段的辊子存在严重的设计缺陷,3#板坯扇形段的分节辊,长辊和短辊通过一个芯套连接在一起,芯套两端靠两个“O”型密封圈密封,两颗独立的分节辊靠瓦座连接支撑。
因为分节辊中间连接不
进行各个方面的综合分析并提出不足和展望。
.13.。
板坯连铸机扇形段驱动辊水冷剖分轴承设计

中 图分 类 号 :T F 3 4 1 . 6 文 献 标 识 码 :A 文 章 编 号 :1 0 0 1— 1 9 6 X( 2 0 1 3 ) 0 2— 0 0 5 5— 0 5
洛阳 4 7 1 0 0 0 )
邯郸 0 5 6 7 0 0 ;
3 .洛阳大华重型机械有 限公 司,河南
摘பைடு நூலகம்
要 :根据 连铸 机扇 形段驱 动辊 中间支撑轴 承 的运行 工况 :极 低速 、高温 、重 载 、高污染 环
境 ,分析 了轴承 的结构选 型和使 用工况 ,确定选用水冷剖分 圆柱滚子轴 承。并介绍 了该轴承 的结构设
WA N G C h a n g - x i n g , C HE N Y a n . z h o n g , J I We i , Q U X i n - j i n g , G U O Hu i . 1 i 。
( 1 . H e b e i Y i n h e B e a i t n g C o . , L t d . ,H a n d a n 0 5 6 0 0 0, C h i n a ;
2 0 1 3 NO . 2
重 型 机 械
・ 5 5・
板 坯 连 铸 机 扇 形 段 驱 动辊 水 冷 剖 分轴 承设 计
王长兴 ,陈彦仲 ,吉 微 ,曲新静 ,郭辉 力
( 1 .河北银河轴承有 限公 司 ,河北 邯郸 0 5 6 0 0 0 ; 2 .邯郸 市轧机轴承工程技术研究 中心 ,河北
板坯连铸扇形段辊座冷却水管路改造

板坯连铸扇形段辊座冷却水管路改造八钢板坯连铸机扇形段冷却水管设计原因线下维修工作量大,维修困难,方管漏水无法根治解决,通过改造冷却水管形式,达到冷却效果,维护方便,解决了问题。
标签:板坯连铸机扇形段台架冷却水管足辊轴承座1 概述八钢1800mm板坯连铸机是中冶赛迪设计,2007年11月投产,1台连铸机有13个扇形段,目前有3台连铸机,连铸机扇形段上冷却水管是由50×30×4mm 不锈钢(1Gr18Ni9Ti)方管满焊在扇形段台架上。
冷却水管主要作用:冷却扇形段足辊轴承座,保证冷却水流量,顺利流过足辊座保护足辊轴承不被高温烧毁,从而保证足辊能正常工作。
由于其作用要求,冷却水管是不能堵塞,不能泄漏。
2 遇到的问题现用的扇形段冷却水方管在使用中开裂,漏水严重,必须及时下线维修,由于冷却水方管所处位置狭小,焊接十分困难。
每台扇形段上辊座冷却方管就有28根。
经过3年多的使用和维护,这给扇形段维修带来了巨大的困难(见扇形段框架平面图)。
八钢2号板坯连铸机自2006年初开机,到2007年开始出现冷却方管开裂。
由于其空间小,焊接难度大,就得安排身形瘦小技术水平高的焊工进行作业,当时就出现了越焊越漏,后来采用4mm不锈钢板包补(就是用3条不锈钢板将方管外漏的3个面全包上满焊),这样处理1根方管就需消耗Ф3.2不锈钢焊条3公斤,1名高级焊工,2名钳工处理3-5天。
若1台扇形段上开裂的方管多一点,就处理的时间更长了,目前每修复半台扇形段方管就耗时10天-23天,修复后的方管质量还无法保证。
因每台扇形段价值上百万元,备件数量有限,每台扇形段备件维修时间要尽量短,为线上的设备做好备件准备,但由于冷却水方管原因,备件维修速度不能满足生产需要,有时只能“带病作业”,不能及时更换,这给维护和生产造成巨大的经济损失。
3 原因分析3.1 原设计辊座水路,冷却水管在台架两侧(见图一),辊座下部,在辊座上钻Φ12孔与方管连通,为了密封连接点漏水,将冷却水管与台架接触的3边满焊在台架上,由于台架大而且厚,生产使用时板坯温度很高,对台架加热不均匀,变形内应力很大。
厚板坯连铸机辊列设计(附图纸)
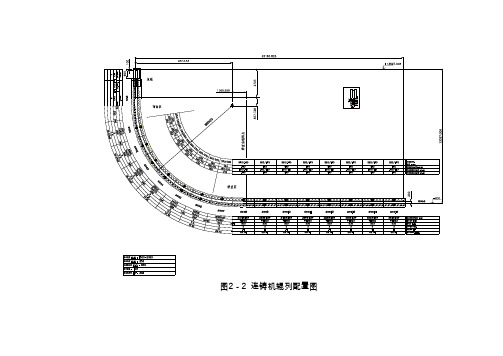
图2-2 连铸机辊列配置图
连铸机辊列特点:
连铸机辊列设计是连铸机设计的核心,它直接关系到产品的质
量和产量。
宽厚板轧机对连铸板坯的要求是:板坯断面大、规格多、浇铸钢种多,对板坯表面、内部质量要求严格,因此对连铸机
辊列设计提出了更高要求,连铸机辊列设计特点见表2-7。
表2-7 厚板坯连铸机辊列设计特点
由于辊列排布密集,辊径减小,为了确保在受到铸坯内钢水静压力作用时辊子挠度不超过允许值,采用了分节辊技术。
而厚板坯
连铸机整个辊列全部为分节辊(3~4分节)。
此外,连铸机采用连续弯曲,连续矫直,可以减小弯曲及矫直区处板坯内部变形率。
经计算,板坯内部固液两相区的总变形率<0.4%,这也是防止板坯表面及内部裂纹的重要措施。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
万方数据
重型机械
・57・
如图3所示,轴承采用半外圈设计,外径面 为外球面,相对应的下半轴承座相应的安装位置
轴承座水路接口处利用“O”形密封圈密封,防止 漏水。上半轴承座顶部水冷腔面积,大为防止生
设计为内球面。上半轴承座内径面作为轴承上半 外圈滚道,上半轴承座即是轴承上半外圈。连铸 机工作时,为防止高温板坯与轴承座直接接触,
be积ng.The be耐ng
stllJcture
design,lubrication
introduced.The wate卜cooled
can ensure
circle stmcture whose multi—layer sealing design excludes the contaminants f而m the outside ings mn sm00thly underthe watertempemture of 60~90℃.rrIlese be撕ngs ±3。which make 1【ey word_s:
承内径的相对滑动来实现支撑辊膨胀伸长产生的 轴向窜动。剖分式调心滚子轴承必须采用保持架 才能正常运转,滚动体数量的减少降低了轴承的 负荷性能。此外,调心滚子轴承由于其特有的结
结构设计
构,冷却通道面积较小,冷却效果不及圆柱滚子
轴承? 剖分式圆柱滚子轴承外圈可以设计为外球 面,从而补偿普通圆柱滚子轴承不具有的调心性 能,且轴承采用外圈无挡边,内圈双挡边结构,
D鹤ign of water-cooled spHt bearing
on
sector
secti蚰drive
roU of
slab continuous caster WANG Chang—xin91一,CHEN Yan-zhon91,JI Weil一,QU Xin_jin91,GUO Hui.1i3
(1.Hebei Yinhe Bearing Co.,Ltd.,Handan 056000,China;
水冷剖分式轴承的润滑有脂润滑和油气润滑
两种方式,用户根据设备状况选用不同的润滑 方式。 (1)脂润滑。扇形段驱动辊支撑轴承长期在
高温、低转速状态下运转,轴承滚子与滚道间润 滑油膜很难形成。1…。水冷剖分轴承润滑脂必须有 足够高的黏度才能在运行中将滚动体与滚道分开, 使轴承能保持较长的使用寿命,润滑脂基础油黏
图2水冷剖分式满装圆柱滚子轴承装配图
Fig.2 Assembly drawing of water—c001ed split bearing wifh cvlindrical mllers 1盖板2上半轴承鹰3“o”形密封圈4下半轴承座 5“迷宵式”密封吲6密封圈7央紧嘲8半内圈 9滚子l O驱动辊1l半外圈
h,间隔时间不得大于10 min。这样既为轴承提供 了新鲜的润滑脂,又清除了老化油脂和污垢。 (2)油气润滑。利用压缩空气驱动油膜,经 配送管道输送至轴承,如图7所示。该系统连续
与否直接影响轴承的使用寿命,根据水冷剖分式 轴承的使用工况推荐选用c3组游隙。 (3)轴承配合。水冷剖分式圆柱滚子轴承用
于扇形段驱动辊的中间支撑,由于驱动辊的长度 会随温度的变化而改变,轴承必须适应中间支撑
a
can
the bear— within
adapt
to
misali驴ment
hannony between出e
be商ngs
and
the曲ving r0U.
be撕ng
continuous caster;sector section;drive roll;water—cooled split
式分段辊、芯轴式辊、分段组合式辊‘1’3]。为改
大轴向膨胀,要求轴承具有轴向窜动能力"o。
图l驱动辊形式
Fig
1
(5)辊子同轴度偏差、过钢时产生辊子挠曲
要求轴承具有调心性能旧’。 (6)铸坯要进行水冷却,轴承在大量水分、
F0rnls of driving mll
剖分式调心滚子轴承外圈、内圈、滚动体都
高温蒸汽和氧化屑环境中运行。
是球面,可自动补偿支撑辊运转过程系统的初始
O前言
板坯连铸机冶金长度较长,直到矫直区板坯 都处于液芯状态。板坯从结晶器出来,由于鼓肚 力的存在,必须获得足够的支承使其凝固成型。 为了实现夹持和引导板坯的功能,二次冷却区支
承装置采用支撑辊结构。板坯连铸机依靠驱动辊
善受力情况、增加辊子刚度、改善坯形,扇形段 驱动辊要增加中间支承。
1轴承选型及结构
冷腔处厚度薄厚不均,冷却效果相对圆柱滚子轴 承较差.
必须减小滚动体,这样势必会降低轴承的承载能 力,若减小辊径则会降低驱动辊的整体强度。半 外圈结构设计可以降低轴承座高度和驱动辊直
径,便于安装更大直径的辊子。
\
(
)
\
( )
进7Kf
图3半外圈
Fig.5
卅水I 图5水冷却循环
Circular path of cooling
be耐ng
stlllcture
se—
lection and application condition
analyzed to
detemine fo瑚and
the selection of water—c00led split cylindrical roUer application status
are
2.Handan RoUing Mill
Be蒯ngs
Engineering Technology Research Center,Handan 056700,China;
3.Luoyallg Dallua Hea、ry Type Machinery Co.,Ltd.,Luoyallg
471000,China)
长轴或曲轴上。由图1可知,整体式分段辊结构 中间支承,只能采用剖分式轴承。连铸机扇形段
万方数据
・56・
重型机械
驱动辊用剖分式轴承主要有剖分式调心滚子轴承 和剖分式圆柱滚子轴承两种类型。
力¨],全部由辊子支承轴承承受,轴承载荷
极大。
(3)板坯连铸机板坯工作拉速不高于2
m/
min。6。,支撑轴承转速约l~3 r/min,轴承转 速低。 (4)驱动辊为整体辊,受温度影响会产生较
向视图所示,用于将轴承同定在驱动辊支座上,
其中两个对角分布的螺纹孑L兼作润滑油输送接口
用,下轴承座底部键槽用于轴承定位。轴承润滑 油路,如图6所示,润滑油直接向轴承滚道润 滑,提高了润滑效果。
计,滚道比滚动体直径宽2×乩,滚动体可以在
外滚道上轴向游动,适应驱动辊受热膨胀伸长。
图4上半轴承座平面局部剖视图
3.2轴承润滑‘10]
载区域与轴承承受的负荷大小及轴承游隙有关, 在确定的游隙条件下根据承载负荷可计算出负载
区域,从而确定轴承选用是否合适。计算过程可
参考相关资料。水冷轴承采用半外圈设计,轴承
运转时负载区应该分布在半外圈(图8所示阴影
部分),负载区不允许超过180。。当轴承负荷区 小于120。时,负荷比可适当减小,此时轴承的 静态载荷利用率较高。
度要求为IS0
VG
图8轴承负荷区
Fig.8
Be撕ng
load
area
1500,并在润滑脂中添加极压添 (2)轴承游隙大小直接影响轴承的载荷分 布、振动、磨损以及运转精度等。游隙选择合适
加剂,高粘度润滑剂还有助于密封。连铸机的润 滑一般采用润滑脂自动配送系统,为各个连铸机
支撑轴承提供润滑脂,其对轴承的润滑特点为泵 送次数频繁,单次输送量相对较少,润滑脂的输 送量通常少于5 mL,输送频率一般在6~10次/
Abstl愀t:
seVere
Water—cooled spl“bearings which work under Very slow speed,high temperature,heavy load and
a
pollution suppon the driVing mUs of
are
continuous caster at the middle position.The
轴承座顶部要与板坯有安全距离,如图2左视图 皿所示。同一根驱动轴,若轴承不采用半外圈 结构设计,轴承总高就要加大,为防止接触,就
锈堵塞,轴承座盖板采用不锈钢材质焊接到轴承 座上。通过循环水冷却,轴承温度能保持在60 ~80℃左右,大大改善了轴承在高温环境下的运 行条件。剖分调心滚子轴承外罔滚道为球面,水
2013№.2
重型机械
・55・
板坯连铸机扇形段驱动辊水冷剖分轴承设计
王长兴1一,陈彦仲1,吉 微1”,曲新静1,郭辉力3
(1.河北银河轴承有限公司,河北邯郸056000;2.邯郸市轧机轴承工程技术研究中心,河北邯郸056700; 3.洛阳大华重型机械有限公司,河南洛阳471000) 摘要:根据连铸机扇形段驱动辊中间支撑轴承的运行工况:极低速、高温、重载、高污染环 境,分析了轴承的结构选型和使用工况,确定选用水冷剖分圆柱滚子轴承。并介绍了该轴承的结构设
Fig.6
图6润滑油路
Circular path of lubrication oil
万方数据
・58・
重型机械
水冷剖分式轴承采用多重密封结构,如图2
承当量静负荷,Cor为轴承额定静负荷。轴承负
左视图所示。铜制“迷宫式”密封圈是第一道密 封,采用剖分式结构。安装在铜制“迷宫式”密 封上的密封为利用弹性圈组成的螺旋缠绕迷宫式 密封、氟橡胶唇式密封或者两者组合密封。多重 密封结构使轴承在高温环境中阻止水分、水汽或 氧化铁屑等对轴承的污染,保证润滑及清洁,延 长了轴承寿命。
计、润滑形式及使用情况。冷却水循环设计使得轴承能够在60—90℃运转,多重密封结构阻止了外界