冷却速率对无铅再流焊焊点质量的影响(待续)
SMT焊接核心工艺-完美炉温工艺曲线理论-分析

SMT焊接核心工艺-完美炉温工艺曲线理论-分析SMT焊接核心工艺温度曲线 Profile:SMT生产流程中,回流炉参数设置是影响焊接质量的关键,理想的温度曲线为回流炉参数的设置提供准确的理论依据,在大多数情况下,温度的分布受组装电路板的特性、焊膏特性和所用回流炉能力的影响。
温度曲线分区情况:1:预热区(又名:升温区)2:恒温区(保温区/活性区)3:回流区(焊接)4 :泠却区(固化)对于smt无铅回流焊来说温度曲线的调整是个技术复杂难题,这个温度曲线一般的锡膏厂家在都会提供一个参考的曲线,由于smt回流焊千差万别导致很难达到他们参考炉温曲线的焊接效果,不光要知道回流焊炉温曲线该怎么调节还要知道锡膏和回流焊炉的作用原理。
下一节我們一起探討讲解一下smt无铅回流焊温度曲线。
典型:无铅炉温曲线(熱風迴焊爐温度曲线图)SMT焊接核心工艺温度曲线理论:曲线分成4个区域,首先得到PCB在通过回流焊时某一个区域所经历的时间。
这里我们阐明另一个概念“斜率①”。
用PCB通过回流焊某个区域的时间除以这个时间段内温度变化的绝对值,得到的值即为“斜率”。
引入斜率的概念是为了表示PCB受热后升降温的速率,是温度曲线中最重要的工艺参数之一。
PCB上所有电子元器件通过加热一次性完成焊接,SMT品质绝对是为获得优良的焊接质量。
对于一款新产品、新炉子、新锡膏,如何快速设定回流焊温度曲线?需要我们对温度曲线的概念和锡膏焊接原理有基本的认识。
本文以最常用的无铅锡膏Sn96.5Ag3.0Cu0.5锡银铜合金为例,介绍理想的回流焊温度曲线设定方案和分析其原理。
如图一:图一 SAC305无铅锡膏温度曲线图图中黄、橙、绿、紫、蓝和黑6条曲线即为温度曲线。
构成曲线的每一个点代表了对应PCB上测温点在过炉时相应时间测得的温度。
随着时间连续的记录即时温度,把这些点连接起来,就得到了连续变化的曲线。
可以看做PCB上测试点的温度在炉子内随着时间变化过程。
无铅焊点可靠性的研究进展

丸必診专题综述碍荡无铅焊点可靠性的研究进展邹阳,郭波,段学俊,吴庆堂,魏巍,吴焕(长春设备工艺研究所,长春130012)摘要:文中根据近两年来国内无铅钎料研发过程中存在的问题,简要评述了无铅钎料的研究进展及发展趋势,并着眼于焊点可靠性对无铅钎料进行了评述。
首先介绍影响无铅焊点可靠性的因素;其次汇集了2012-2018年国内学者对无铅钎料焊点可靠性的研究方法及研究成果,并结合加载载荷及热循环共同作用、有限元模拟分析、电迁移及锡须生长影响无铅焊点性能的4个方面对无铅焊点可靠性进行了分析;最后结合以上研究成果针对无铅钎料的未来发展进行展望,为新型无铅钎料的进一步研究提供理论支撑。
关键词:无铅钎料;焊点可靠性;外加载荷及热循环;电迁移;锡须中图分类号:TG4540前言随着IC集成电路的迅猛发展,其已经从大规模集成电路(LSI)向着超大规模和甚大规模(ULSI)的方向发展。
电子元件的发展越来越精密,在印刷电路板上的安装密度越来越大。
研究如何进一步改善钎料的物理性能,提高焊点的抗拉强度和抗蠕变的能力,进而延长电子设备服役时间的问题显得愈发紧迫和重要。
在传统的钎焊工艺中,SnPb系列钎料具备价格低廉、可焊性较高和导电性能优秀等重要的优势,SnPb系列钎料已经被大量运用于电子工业界的焊接当中。
然而,由于Pb作为有毒重金属,其对环境和生物具有毒害作用,近年来国内外相关机构学者探索研究使用无铅钎料作为传统SnPb钎料的替代品⑴。
这种趋势符合当下科技发展要求,是势在必行的。
无铅钎料要代替传统的SnPb系列钎料,必须具备以下性能⑵:①其全球储量足够满足市场需求。
某些元素(如锢和钳)储量较小,因此只能作为无铅钎料中的微量添加成分;②无毒性。
某些在考虑范围内的替代元素(如镉、确)是有毒的。
而某些元素(如铸)如果改变毒性标准的话,也可以认为是有毒的;③相变温度(固/液相线温度)与SnPb钎料相近;④足够的力学性能:剪切强度、等收積日期:2021-05-21doi:10.12073/j.hj.20210521003温疲劳抗力、热机疲劳抗力及金属学组织的稳定性;⑤良好的润湿性;⑥可接受的成本价格。
单元-再流焊接技术

4.激光再流焊 加热方法: 激光再流焊是一种新型的再流焊技术,它是利用激光
光束直接照射焊接部位而产生热量使焊膏熔化, 而形成良 好的焊点。 激光焊是对其它再流焊方式的补充而不是替代,它主要应 用在一些特定的场合。
常州信息职业技术学院
优点: • 可焊接在其他焊接中易受热损伤或易开裂的元 器件; • 可以在元器件密集的电路上除去某些电路线条 和增添某些元件,而无须对整个电路板加热; • 焊接时整个电路板不承受热应力,因此不会使 电路板翘曲; • 焊接时间短,不会形成较厚的金属间化物层, 所以焊点质量可靠。
外观
加热系统
控制系统
回
动力系统
流
炉 助焊剂管理
冷却系统
氮气系统 其他
再流焊类型 再流焊由于采用不同的热源,再流焊机有:热
板再流焊机、热风再流焊机、红外再流焊机、红外 热风再流焊机、汽相再流焊机、激光再流焊机等。
常州信息职业技术学院
1.对流/红外再流焊(简称:IR) 加热方法:采用红外辐射及强制热风对流的复合 加热方式。 优点: 可弥补下列问题 色彩灵敏度:基板组成材料和元件的包封材料 对红外线的吸收比例不同; 阴影效应:辐射被遮挡而引起的升温不匀。
常州信息职业技术学院
空气中的潮气在其表面产生水分,另外焊膏中的水分也 会导致锡珠形成。在贴装前将印制板和元器件进行高温 烘干作驱潮处理,这样就会有效地抑制锡珠的形成。夏 天空气温度高湿度大,当把焊膏从冷藏处取出时,一定 要在室温下放置4~5小时再开后盖子。否则在焊膏的界 面上形成水珠,水汽的存在容易产生锡珠 。 若采用无铅焊料,因为无铅焊料的抗氧化性差,焊膏中 氧化物含量会影响焊接效果,因为氧化物含量越高,金 属粉末熔化后结合过程中所受阻力就越大,再流时就不 利于金属粉末相节炉温及传送带速度两个参数来实 现。
影响再流焊质量的原因
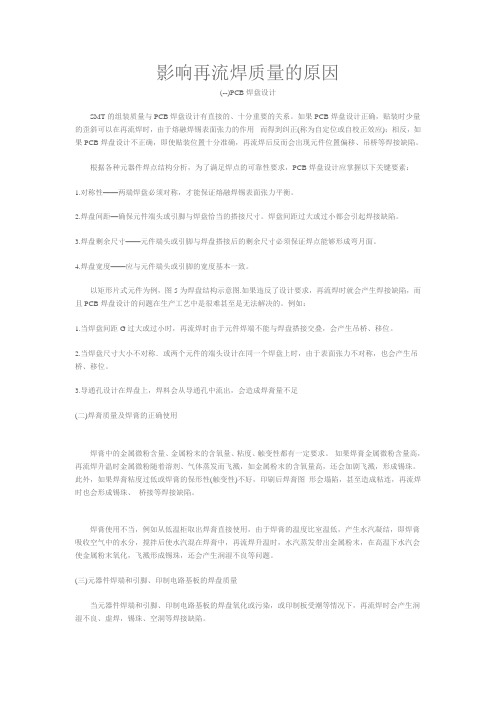
影响再流焊质量的原因(--)PCB焊盘设计SMT的组装质量与PCB焊盘设计有直接的、十分重要的关系。
如果PCB焊盘设计正确,贴装时少量的歪斜可以在再流焊时,由于熔融焊锡表面张力的作用而得到纠正(称为自定位或自校正效应);相反,如果PCB焊盘设计不正确,即使贴装位置十分准确,再流焊后反而会出现元件位置偏移、吊桥等焊接缺陷。
根据各种元器件焊点结构分析,为了满足焊点的可靠性要求,PCB焊盘设计应掌握以下关键要素:1.对称性——两端焊盘必须对称,才能保证熔融焊锡表面张力平衡。
2.焊盘间距—确保元件端头或引脚与焊盘恰当的搭接尺寸。
焊盘间距过大或过小都会引起焊接缺陷。
3.焊盘剩余尺寸——元件端头或引脚与焊盘搭接后的剩余尺寸必须保证焊点能够形成弯月面。
4.焊盘宽度——应与元件端头或引脚的宽度基本一致。
以矩形片式元件为例,图5为焊盘结构示意图.如果违反了设计要求,再流焊时就会产生焊接缺陷,而且PCB焊盘设计的问题在生产工艺中是很难甚至是无法解决的。
例如:1.当焊盘间距G过大或过小时,再流焊时由于元件焊端不能与焊盘搭接交叠,会产生吊桥、移位。
2.当焊盘尺寸大小不对称.或两个元件的端头设计在同一个焊盘上时,由于表面张力不对称,也会产生吊桥、移位。
3.导通孔设计在焊盘上,焊料会从导通孔中流出,会造成焊膏量不足(二)焊膏质量及焊膏的正确使用焊膏中的金属微粉含量、金属粉末的含氧量、粘度、触变性都有一定要求。
如果焊膏金属微粉含量高,再流焊升温时金属微粉随着溶剂、气体蒸发而飞溅,如金属粉末的含氧量高,还会加剧飞溅,形成锡珠。
此外,如果焊膏粘度过低或焊膏的保形性(触变性)不好,印刷后焊膏图形会塌陷,甚至造成粘连,再流焊时也会形成锡珠、桥接等焊接缺陷。
焊膏使用不当,例如从低温柜取出焊膏直接使用,由于焊膏的温度比室温低,产生水汽凝结,即焊膏吸收空气中的水分,搅拌后使水汽混在焊膏中,再流焊升温时,水汽蒸发带出金属粉末,在高温下水汽会使金属粉末氧化,飞溅形成锡珠,还会产生润湿不良等问题。
无铅焊接特点及工艺控制及过渡阶段应注意问题

60~90 sec 30 sec
无铅焊膏 (Sn -Ag -Cu)
25~110 0C 100~200 sec 要求缓慢升温 110~150 0C 40~70 sec 150~217 0C 50~70 sec
20 sec 0.96~1.34℃/sec
235~245 0C 240 0C
• ② 无铅焊点外观粗糙。传统的检验标准与AOI需要升级。 • ③ 无铅焊点中气孔较多,尤其有铅焊端与无铅焊料混用时,
焊端(球)上的有铅焊料先熔,覆盖焊盘,助焊剂排不出 去,造成气孔。但气孔不影响机械强度。 • ④ 缺陷多——由于浸润性差,使自定位效应减弱。 • 浸润性差,要求助焊剂活性高。
无铅再流焊焊点
①用于波峰焊的焊料:Sn-Cu或 Sn-Cu-Ni,熔点227℃。少量 的Ni可增加流动性和延伸率,减少残渣量。
• 高可靠的产品可采用Sn/Ag/Cu焊料,但不推荐, 因为Ag 的成本高,同时也会腐蚀Sn锅。
• 对不锈钢腐蚀率:Sn3Ag0.5Cu> Sn0.7Cu> Sn0.7Cu0.05Ni • 对Cu 腐蚀率:Sn3Ag.5Cu> Sn37Pb> Sn0.7Cu0.05Ni
表面光滑、光亮
Lead Free Solder Paste Grainy Surface
表面粗糙
Wetting is Reduced with Lead Free
Standard Eutectic Solder Joint
Lead Free Solder Joint
Typical Good Wetting Visible Fillet
240-235= 5 0C 50~60 sec 10 sec
无铅波峰焊接质量分析DOE
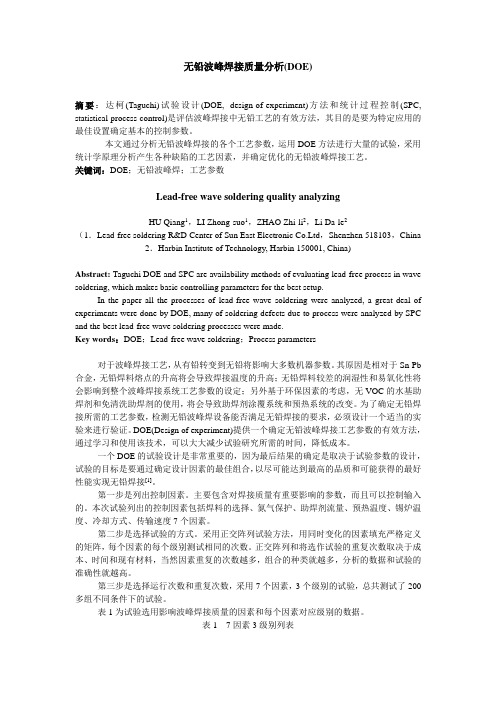
无铅波峰焊接质量分析(DOE)摘要:达柯(Taguchi)试验设计(DOE, design-of-experiment)方法和统计过程控制(SPC, statistical process control)是评估波峰焊接中无铅工艺的有效方法,其目的是要为特定应用的最佳设置确定基本的控制参数。
本文通过分析无铅波峰焊接的各个工艺参数,运用DOE方法进行大量的试验,采用统计学原理分析产生各种缺陷的工艺因素,并确定优化的无铅波峰焊接工艺。
关键词:DOE;无铅波峰焊;工艺参数Lead-free wave soldering quality analyzingHU Qiang1,LI Zhong-suo1,ZHAO Zhi-li2,Li Da-le2(1.Lead-free soldering R&D Center of Sun East Electronic Co.Ltd,Shenzhen 518103,China 2.Harbin Institute of Technology, Harbin 150001, China)Abstract: Taguchi DOE and SPC are availability methods of evaluating lead-free process in wave soldering, which makes basic controlling parameters for the best setup.In the paper all the processes of lead-free wave soldering were analyzed, a great deal of experiments were done by DOE, many of soldering defects due to process were analyzed by SPC and the best lead-free wave soldering processes were made.Key words:DOE;Lead-free wave soldering;Process parameters对于波峰焊接工艺,从有铅转变到无铅将影响大多数机器参数。
快速冷却对DP1000双相钢激光焊接接头性能的影响
快速冷却对DP1000双相钢激光焊接接头性能的影响0 序言汽车制造业的轻量化需求促进了先进高强钢的应用与发展,出现了多个新的钢种[1],其中双相钢(DP钢)因具有较高的原始加工硬化速率、较低的屈强比、较高的变形能力等在减轻车重的同时能保证车辆良好的安全性能,从而成为汽车轻量化用钢的理想材料[2].但是该钢种在焊接热源的作用下热影响区会发生软化现象[3-5],造成焊接接头力学性能和成形性能的降低[6-7],影响了其在汽车中的使用.涡流的本质是电磁感应现象,它是指移动的金属导体在磁场中运动时,在移动金属中产生感应电动势,从而产生感应电流的现象。
其产生的基本条件有两个:一个是不断变化的磁场,不断变化磁场会带来磁通量的变化,另一个是金属体本身可自行构成闭合回路,因此,感应电动势才能最终在闭合回路中形成感应电流。
.当金属导体回路的电阻很小时,会在闭合回路中产生很大的感应电流,就像水中的旋涡,因此简称涡流。
从以上原理分析可以发现:在电磁炉上使用的锅必须满足一个条件,那就是锅的材质必须是具有磁性的。
所以电磁炉使用的锅应该是铁系(搪瓷、铸锅、不锈铁)锅,不锈钢锅,复合底锅必须是电磁炉专用。
对于双相先进高强钢的激光焊接接头软化问题,专家和学者进行了大量的研究工作,研究发现双相钢焊接热影响区的软化不仅与焊接热输入等焊接过程有关[8],还与钢材本身的化学成分、强度级别等有关[9];而对于软化原因和软化现象也有了统一的认识,即双相钢的制造工艺特点(通过连续冷却、控制轧制获得的)决定了焊接过程中的重新加热不可避免的会使原始组织中的马氏体发生变化,从而造成其热影响区的软化现象;但是对于双相钢激光焊接热影响区的软化还没有提出更好的解决途径.为了达到改善热影响区软化程度的目的,通过在激光热源后方5 mm处通入冷却水的方式使焊件达到强制快速冷却,并在焊接试板上下表面通入氩气来保护焊缝不受水流污染,从而来探讨DP1000双相先进高强钢快速冷却对激光焊接头软化的影响.1 试验方法试验材料选用某钢铁公司生产的DP1000连续冷轧双相钢板,厚度为1.5 mm,其微观组织如图1所示,主要化学成分及力学性能见表1和表2所示.双相钢由铁素体和马氏体组成,马氏体呈岛状分布在铁素体基体上,这种双相的组织特点保证了该钢在强度提高的同时,仍具有足够的塑性和韧性.通过分析以上前馈串级投运前后的温度控制误差,投运后温度误差明显可控制在±10%内,前馈串级炭黑温度控制调节精度相当好。
无铅回流焊接工艺温度曲线冷却速率
无铅回流焊接工艺温度曲线冷却速率至关重要良好可控的回流工艺影响焊接质量。
对无铅焊接,各种不同的回流参数及工艺、材料与成品率和质量的关系,再次成为今天研究的主题。
由于现在的强制对流回流炉子的设计可以获得并控制很好的热稳定性和一致性,许多问题已经可以得到回答或解决,比如最高温度对零件可靠性的影响,如何降低回流最高温的要求,焊料成份的影响,减小ΔT的重要性,焊料在液态的滞留时间,以及焊料和助焊剂的匹配兼容性,等。
但是人们通常忽略了对冷却速率在焊接质量和成品率影响的研究和评估。
传统电子组装的冷却仅仅强调PCB板子的出炉温度和快速的回流回流速度,当无铅材料出现的时候,这个问题又被重新拿出来讨论。
最近的研究显示冷速率影响了焊接的微细构造的形成和最终焊接质量。
更快的冷却速率被采纳和应用,还因为快冷却速率的好处包括降低出炉温度,降低PCB板子、板子的镀层、热敏感性元器件、助焊剂和焊料在高温的时间, 减少金属化合物的形成。
然而,人们仍然面临这样的矛盾,即比较慢的冷却率可以减少不同热膨胀或热容量系数材料中的内应力。
这份报告研究和阐述了冷却的速率在回流工艺中的重要影响。
其中描述了冷却过程中焊接剪切力及微观组织的变化趋势,和不同板子的焊接表面材料对焊接力的影响。
为发展复杂无铅工艺找到了几把钥匙。
实验研究使用了一个标准的有可控冷却系统的回流炉。
板子是一块放满元器件的中等尺寸的板子(33cmx40.6cm,1.25kg)。
当三个冷却区被配置达到慢的和快速的冷却率的时候,加热部分的温度曲线保持不变。
温度测量使用了一个标准的数据装置和新的标准的热电偶。
用紫外线可修整的粘胶把热电偶粘在二个代表板子最冷的和最热的位置的器件上。
先前就对这些元器件做过了一些评估。
无铅回流曲线的冷却斜率是以最高温度和200°C之间来计算取值的。
在当今使用典型的板子和现代的强制对流的回流回流炉时,冷却速率决定了焊料在液态的时间和冷却的速度。
本研究共使用三种板子,它们是铜有机(Cu-OSP),无电镀的镍-金(ENIG)和渗锡(ImmSn)表层的板子。
冷却速度对Sn_Ag无铅焊料微观组织和机械性能的影响
冷却速度对Sn2Ag无铅焊料微观组织和机械性能的影响3沈 骏,高后秀,刘永长,韦 晨,杨渝钦(天津大学材料科学与工程学院,天津300072)摘 要: 研究了不同冷却速度下无铅焊料Sn23.5% (质量分数)Ag合金的微观形貌(冷却速度从0.08K/s 到104K/s)。
结果表明焊料合金中二次枝晶间距随冷却速度增加而逐渐减小,且符合公式:d=at n f,其中d 为二次枝晶间距,t f是冷却时间,a和n是由材料和其成分所决定的常数,通过计算得到对于Sn23.5%(质量分数)Ag合金其a为3.7,而n为0.43。
维氏硬度测试结果表明:快速冷却条件能使焊料合金晶粒细化,其中作为强化相的金属间化合物Ag3Sn分布更加细密,从而能使整个合金机械性能得到提高。
关键词: 无铅焊料;共晶合金;二次枝晶间距;维氏硬度中图分类号: T G4文献标识码:A 文章编号:100129731(2005)01200472031 引 言由于环境保护的需求,以及人们对在电子装配工业中使用有毒锡铅焊料危害健康的认识,禁止在电子装配工业中使用含铅焊料,同时发展无铅焊料就成为趋势[1~3]。
为此,欧盟领导下的电子电气设备废弃组织(WEEE)通过立法要求在2006年前停止在电子装配工业中使用含铅材料[4]。
美国国家电子制造协会(N EM I)为此专门实施一个名为“N EM I的焊接无铅化计划”来系统研究无铅装配在电子工业中的使用。
日本作为全球最大的电子装配工业国家,其主要消费电子企业也纷纷承诺尽快完全实现无铅电子装配[5]。
在众多发展中的无铅焊料中,Sn2Ag系合金被认为是最有希望能替代传统Sn2Pb共晶合金的焊料合金。
因为与传统的Sn2Pb共晶合金相比,Sn2Ag合金有着优异的强度、抗蠕变和热疲劳性能的优点[6~9]。
而与其它无铅焊料比较,它又有着相对低廉的成本[10]。
但是在工业装配使用中,由于焊料冷却速度的不同直接影响着焊接后焊点的机械性能,所以系统分析冷却速度对Sn2Ag焊料的组织和性能的影响,是一个值得我们去研究的问题。
焊接工艺参数对焊接质量的影响
焊接工艺参数对焊接质量的影响发表时间:2017-07-31T15:40:38.267Z 来源:《防护工程》2017年第8期作者:严克伍[导读] 在制造业当中,是最主要的加工工艺,它涉及了几乎所有产品。
核工业井巷建设集团公司摘要:对焊接质量的影响没主要是因为焊接的工艺隐私以及工艺参数,本文主要对这些因素进行了阐述。
从熔池与焊缝的关系扩展到焊接工艺的焊接质量与工艺的规格的关系、焊接工艺的规范参数与焊缝的形状尺寸的关系进行了论述,阐明了焊接热输入的控制是焊接质量的关键。
关键词:焊接工艺参数;工艺规程;焊接质量1. 前言(1)焊接时,大量的材料能够被节省出来,并且生产效率非常高,在制造业当中,是最主要的加工工艺,它涉及了几乎所有产品。
比如:工业厂房以及产品的安装制作,民用产品的制作以及航空航天机构和元器件的焊接制作等。
根据操作人员的技能情况以及现有的焊接材料以及设备,制定出合适的规章规程,使焊接的质量得到保证,这才是产品生产的环节中最为重要的一部分。
(2)如果想保证焊接的质量,应该在试验的基础之上,依据材料的化学成分与物理性能的不同,还有所使用的焊接方法、结构特性和焊接设备,来制定出可以确保加工的质量的焊接工艺的文件。
在实际的生产中,保证焊接的工艺是钢结构维修部门以及生产部门尤为重要的工作。
(3)因为各个企业的加工高价的结构与材料大不相同,所用的焊接方法也有差别,所以在工艺评定与焊接试验上,所做出的内容也各不相同,焊接规程的制定也有着一定的不同。
焊接过程里的技术性文件是焊接过程,不管制造哪类产品,所有的前提都是保证质量。
(4)焊接工艺的规程指的是,在产品的设计规程的要求都满足的条件下,通过焊接工艺所制定的,这是生产过程中,最重要的技术文件中的一项。
2. 在明确了结构材料的前提之下,在焊接工艺的规程里,应当明确以下几个参数:接头形式、焊接电压、焊接层数、气体纯度、保护气体的流量、焊接电流、焊接材料等,同时,有色金属以及合金钢的焊接过程里,预热、后热温度以及层间的温度应当充分的考虑到。