雅马哈RCX 控制器编程教程
合集下载
YAMAHA-RCX使用说明

手动主页面点Interpolate Trace---
执行动作。 按“GO”执行动作。 执行动作
自动页面
自动页面
自动页面
系统页面
下载程序. 上传程序. 按“Load”下载程序 按“Save”上传程序 下载程序 上传程序 则恢复出厂值. 查看历史事件. 按“Initialize”则恢复出厂值.按“History”查看历史事件. 则恢复出厂值 查看历史事件
YAMAHA机器人系统结构图 机器人系统结构图
YAMAHA-RCX I/O定义图 定义图
YAMAHA-RCX控制器使用的软件
VIPWIN
本公司的光牒里都有VIPWIN的英语和日语版的安装文件,无须注 册可直接安装。
打开VIPWIN后,有三个选择。
选择“Connect Robot Controller”后,进入下面窗口选择通讯口。
ONLINE页面点Shift
双击其中的每一S 行可在线修改偏移点位 行可在线修改偏移点位。 双击其中的每一Sn行可在线修改偏移点位。
ONLINE页面点Palette
I/O监控页面
监控页面
效用设置页面
YAMAHA-RCX的编程语言 的编程语言
MOVE P 往点资料的位置移动,以原点为基准的绝对值(点点) MOVE P,P1,S=20 (点号码,速度) MOVE L 往点资料的位置移动,以原点为基准的绝对值(直线) MOVE L,P1,S=20 ,Z=10 (点号码,速度,Z轴先到10个脉冲) MOVE C往点资料的位置移动,以原点为基准的绝对值(圆弧) MOVE C, P1,P2,P3 (点号码,点号码,点号码) MOVEI P以当前点为基准移动点资料的值的相对移动(点点) MOVEI P,P1,S=20 (点号码,速度)
YAMAHA-RCX通讯使用说明

程序例子: 例一:在两点之间移动
程序 YANSHI 001:*KAISHI: 002:MOVE P,1,S=100 003: DELAY 1000 004:MOVE P,2,S=100 005:DELAY 1000 006:GOTO*KAISHI
注解
定义标签 移动到P1点 等待1秒 移动到P2点 等待1秒 跳转到开始标签
8.查询当前点位 :@?WHRXYCRLF 9.查询P1的值:@READ P1CRLF 10.回原点:@ABSRST CRLF
CCD与YAMAHA的通讯
一般很多CCD都能够把测得的数据转为 字符串发出去.这样就可以通过CCD软件的 编程给YAMAHA发字符串就形成了它们之 间的通讯. 但有些CCD也不能发YAMAHA能识别 的字符串.这样的话就只能通过和工控机连 接,用VB编程通过工控机串口发字符串来实 现它们之间的通讯联系了.
YAMAHA通讯格式
• YAMAHA的RCX的9针脚定义
• YAMAHA的通讯格式为: 传输速度:9600BPS 数据长度:8位 停止位数:1位 奇偶检查:ODD 注意:格式一定要和三菱的格式一样才能 通讯
YAMAHA和三菱连线
ASCII码表
通讯控制的命令
1.程序启动:@RUNCRLF 2.程序停止:@STOPCRLF 3.程序复位:@RESETCRLF 4.程序自动模态:@AUTOCRLF 5.修改程序号:@SWI 1CRLF 6.修改点位:@P1=0.00 1.00 2.00 3.00 0.00 0.00CRLF 7.移动到指定点:@MOVE P,P1CRLF
程序例子:
例二:用通讯方式按人机上的一点就移动 到P1点.并在人机上任意设定P1点 的数据. 人机上的设定P1的4轴数据为D100, D101,D102,D103; 设定数据交换的按扭为M100. 设定移动到P1点的按扭为M110.
RCX340编程讲解
10
雅马哈常用指令使用
常用移动指令 5.托盘指令: PDEF 托盘定义指令 PDEF(表达式1)=表达式2,表达式3,表达式4 表达式1:托盘编号,240提供0~19 20个托盘编号 表达式2:P[1]-P[2]之间产品个数 表达式3: P[1]-P[3]之间产品个数 表达式4: P[1]-P[5]之间产品个数 样例:PDEF(0)=4,4,1定义托盘0为4*4*1托盘
$表示为字符串变量
4
雅马哈常用变量和函数
变量类型 A! 浮点型 A$ A% 字符型 整形变量
无类型声明字符时,将识别为实数型变量 变量名 1使用英文字母、数字、下划线 (_) 中的任意一个。不包括特殊符号 2长度最多为16个字符(超过16 个字符的部分将被舍去)。 3第一个字符必须以英文字母起始。
11
雅马哈常用指令使用
常用移动指令
6.PMOVE 移动到托盘中的点位 PMOVE 托盘编号,托盘点编号,(表达式1,表达式2,…….) 样例:PMOVE(0,2) 移动到托盘0第2点 PMOVE (0,NA%),Z=0.0 门形移动到托盘0第NA%点 PMOVE (0,NA%),Z=0.0,S=20 注意:应用PMOVE指令前先应该对托盘进行定义
注意:三角函数中的角度都必须是弧度制的角度 3)DEGRAND(表达式) 将表达式的值转化为弧度 如:NA!=SIN(DEGRAND(NB!)) 4)SQR(表达式) 对表达式中数据进行开方 5)ABS(表达式) 求表达式中数据的绝对值 6)ARMCND
20
读取SCARA机械手的手势 NA%=1为左手手势 NA%=0为右手手势
雅马哈常用变量和函数
函数:
1)算术函数:+ - * / ^ 如:NA%=NB%+10; NA%=NB%+10*NC%; NB%=NA%^2 应用在移动指令中的算术运算: MOVE P,P[10+NA%] MOVE P,P10-P5; 2)三角函数:NN!=SIN(NB!); P10=P5-P6 NN!=NA!*SIN(NB!)+NC!*COS(ND!)
yamaha-rcx240使用说明

ONLINE页面点Shift
双击其中的每一Sn行可在线修改偏移点位。
ONLINE页面点Palette
I/O监控页面
监控页面
效用设置页面
RCX控制器手持编程器的使用 手持编程器的形状:
ห้องสมุดไป่ตู้
手持编程器的连接位置和方法
先把图中箭头处的短接头拔掉,再插上MPB 的接头就行。
手持编程器的按键使用方法
GOTO *AA
SET 执行通用输出或记忆体输出的ON控制
SET DO(20) (DO或MO号) RESET 执行通用输出或记忆体输出的OFF控制
RESET DO(20) (DO或MO号)
WAIT 一直等待到通用输入或记忆体输入成为指定状态为止
WAIT DI(22)=1 (DI或MI号,输入状态) DELAY 根据指定时间量等待后,进入下一个步序 DELAY 1000 (时间:MS)
MOVEI P,P1,S=20 (点号码,速度)
DRIVE 指定轴的绝对位置移动
DRIVE (3, 5.00)
(轴号,到的位置处)
DRIVEI 指定轴的相对位置移动
DRIVEI (2, 5.00)
(轴号,移动的距离)
*AA : 定义GOTO指令等的跳跃目的地(标签名)
*AA : (标签名) GOTO 跳跃到指定的标签处
上海裕飞机电公司将时刻准备着为 您提供优质的服务!
商祺!
YAMAHA-RCX的编程语言
MOVE P 往点资料的位置移动,以原点为基准的绝对值(点点) MOVE P,P1,S=20 ,Z=10.00 (点号码,速度,Z轴先到10.00处) MOVE L 往点资料的位置移动,以原点为基准的绝对值(直线)
YAMAHA-RCX通讯使用说明

编后语 感谢您能抽空浏览《 感谢您能抽空浏览《YAMAHA机 机 器人与外部设备通讯指南》 器人与外部设备通讯指南》! 希望YAMAHA机器人的系列产品 希望 机器人的系列产品 能为您带来无尽的效益! 能为您带来无尽的效益! 速美达公司将时刻准备着为您提供 优质的服务! 优质的服务! 商祺! 商祺!
YAMAHA产品介绍
东莞速美达自动化有限公司
YAMAHA机器人与外部设 机器人与外部设 备通讯使用指南
-----ROBOTS
纲
外部设备的通讯格式
要
YAMAHA的通讯格式 的通讯格式 ASCII码 码 实例
外部设备通讯格式 (以三菱为例)
三菱FX2N-232-BD的9针脚定义
三菱FX2N-232-BD的通讯格式在D8120里 面设置. 要注意一定要和 要注意一定要和YAMAHA的格式一样才能 的格式一样才能 通讯.即为 即为: 通讯 即为 传输速度:9600BPS 传输速度 数据长度:8位 数据长度 位 停止位数:1位 停止位数 位 奇偶检查:ODD 奇偶检查
YAMAHA通讯格式
YAMAHA的RCX142的9针脚定义
YAMAHA的通讯格式为: 传输速度:9600BPS 数据长度:8位 停止位数:1位 奇偶检查:ODD 注意:格式一定要和三菱的格式一样才能 注意 格式一定要和三菱的格式一样才能 通讯
YAMAHA和三菱连线
ASCII码表
通讯控制的命令
程序例子: 程序例子:
例二: 例二:用通讯方式按人机上的一点就移动 并在人机上任意设定P1点 到P1点.并在人机上任意设定 点 点 并在人机上任意设定 的数据. 的数据 人机上的设定P1的 轴数据为D100, 人机上的设定 的4轴数据为 D101,D102,D103; 设定数据交换的按扭为M100. 设定数据交换的按扭为 设定移动到P1点的按扭为 点的按扭为M110. 设定移动到 点的按扭为
RCX240控制器
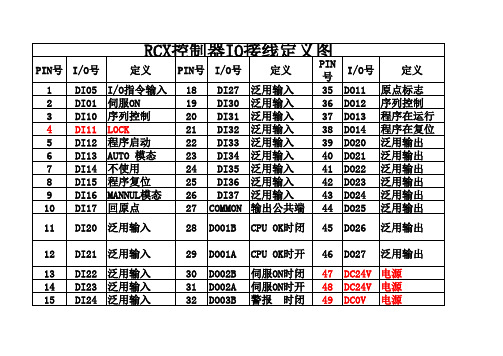
RCX控制器IO接线定义图
PIN号 I/O号 定义 1 DI05 I/O指令输入 2 DI01 伺服ON 3 DI10 序列控制 4 DI11 LOCK 5 DI12 程序启动 6 DI13 AUTO 模态 7 DI14 不使用 8 DI15 程序复位 9 DI16 MANNUL模态 10 DI17 回原点 11 DI20 泛用输入 12 DI21 泛用输入 13 DI22 泛用输入 14 DI23 泛用输入 15 DI2输入 PIN号 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 I/O号 DI27 DI30 DI31 DI32 DI33 DI34 DI35 DI36 DI37 COMMON DO01B DO01A DO02B DO02A DO03B DO03A DO10 定义 PIN号 I/O号 泛用输入 35 DO11 泛用输入 36 DO12 泛用输入 37 DO13 泛用输入 38 DO14 泛用输入 39 DO20 泛用输入 40 DO21 泛用输入 41 DO22 泛用输入 42 DO23 泛用输入 43 DO24 输出公共端 44 DO25 CPU OK时闭 45 DO26 CPU OK时开 46 DO27 伺服ON时闭 47 DC24V 伺服ON时开 48 DC24V 警报 时闭 49 DC0V 警报 时开 50 DC0V AUTO模态下 定义 原点标志 序列控制 程序在运行 程序在复位 泛用输出 泛用输出 泛用输出 泛用输出 泛用输出 泛用输出 泛用输出 泛用输出 电源 电源 电源 电源
PIN号 I/O号 定义 1 DI05 I/O指令输入 2 DI01 伺服ON 3 DI10 序列控制 4 DI11 LOCK 5 DI12 程序启动 6 DI13 AUTO 模态 7 DI14 不使用 8 DI15 程序复位 9 DI16 MANNUL模态 10 DI17 回原点 11 DI20 泛用输入 12 DI21 泛用输入 13 DI22 泛用输入 14 DI23 泛用输入 15 DI2输入 PIN号 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 I/O号 DI27 DI30 DI31 DI32 DI33 DI34 DI35 DI36 DI37 COMMON DO01B DO01A DO02B DO02A DO03B DO03A DO10 定义 PIN号 I/O号 泛用输入 35 DO11 泛用输入 36 DO12 泛用输入 37 DO13 泛用输入 38 DO14 泛用输入 39 DO20 泛用输入 40 DO21 泛用输入 41 DO22 泛用输入 42 DO23 泛用输入 43 DO24 输出公共端 44 DO25 CPU OK时闭 45 DO26 CPU OK时开 46 DO27 伺服ON时闭 47 DC24V 伺服ON时开 48 DC24V 警报 时闭 49 DC0V 警报 时开 50 DC0V AUTO模态下 定义 原点标志 序列控制 程序在运行 程序在复位 泛用输出 泛用输出 泛用输出 泛用输出 泛用输出 泛用输出 泛用输出 泛用输出 电源 电源 电源 电源
《雅马哈编程讲解》课件
03
雅马哈编程支持多种平台和设备,包括电脑、手机和平 板电脑等。
雅马哈编程的起源和发展
01
雅马哈编程起源于日本雅马哈公司,最初是为了推 广其音乐教育而开发的。
02
随着技术的发展和普及,雅马哈编程逐渐扩展到其 他领域,如游戏开发、机器人控制等。
03
目前,雅马哈编程已经成为全球范围内广受欢迎的 编程教育工具之一。
统一代码风格,使用有意义的变量名和方法名,保持 代码简洁明了。
代码审查
通过团队共同审查代码,确保代码质量符合要求,并 学习他人的优秀编码实践。
单元测试和集成测试
编写单元测试和集成测试用例,确保代码的正确性和 可靠性。
如何进行有效的调试和测试
调试技巧
掌握常用的调试工具和技术,如断点 、单步执行、变量监视等,以便快速 定位和解决问题。
《雅马哈编程讲解》 ppt课件
目录
• 雅马哈编程简介 • 雅马哈编程基础知识 • 雅马哈编程进阶知识 • 雅马哈编程实践案例 • 雅马哈编程常见问题和解决方案
01 雅马哈编程简介
雅马哈编程是什么
01
雅马哈编程是一种基于图形化编程语言的编程工具,旨 在让初学者快速入门编程。
02
它通过拖拽图形化积木块的方式,让用户无需编写复杂 的代码,即可实现程序的逻辑。
雅马哈编程的应用领域
教育领域
雅马哈编程被广泛应用于学校和培训机构, 作为初学者学习编程的入门工具。
机器人控制
游戏开发
使用雅马哈编程可以快速开发出有趣的游戏 ,无需复杂的编程知识。
通过雅马哈编程,用户可以轻松地控制各种 机器人设备。
02
01
其他领域
除了以上领域,雅马哈编程还可以应用于音 乐制作、多媒体制作等领域。
雅马哈YAMAHA-robot入门
手动主页面点Utility---
手动主页面点Position Trace---
按“GO”执行动作。
手动主页面点Point Trace---
按“GO”执行动作。
手动主页面点Interpolate Trace---
按“GO”执行动作。
自动页面
自动页面
自动页面
系统页面
按“Load”下载程序. 按“Save”上传程序. 按“Initialize”则恢复出厂值.按“History”查看历史事件.
两种编程方式
1、测量出行距与间距,通过计算得出矩阵 中每个点的坐标,实现目的;(见PGM1)
2、采用控制器自带的指令,实现目的; (见PGM2)
PGM1
PGM2
编后语
感谢您能抽空浏览《YAMAHA产 品介绍》!
希望YAMAHA机器人的系列产品 能为您带来无尽的效益!
速美达公司将时刻准备着为您提供 优质的服务!
LOCX(P1) (点P1的X轴值,X可换为Y,Z,R,A,B)
IF—THEN---ELSE---ENDIF 如果—则—否则—结束 SPEED 定义下面的移动命令的速度
SPEED 50 (速度为50%)
程序例子: 例一:在两点之间移动
程序
SUMIDA 001:*AA: 002:MOVE P,P1,S=20
2.断电后重新上电时控制器自动切换到手动 模式(Manual Mode);
Emergency stop
操作机器人过程中,我们常常需要让机器人 立即停止移动;此时,我们就可以按下MPB上 红色大按钮;
Emergency stop reset 按下急停按钮后,要恢复正常操作,就需要 复位紧急停止操作;
商祺!
YAMAHA-RCX240使用教程
ONLINE页面
按“GO”执行动作。
ONLINE页面双击程序
双击其中的每一行可在线修改程序。
ONLINE页面点Point
!!双击其中的每一行可在线修改点位。也可调好位置后点上 相应的点位,然后点Teaching…追踪位置点。
ONLINE页面点Parameter
双击其中的每一行可在线修改参数。
程序例子: 例一:在两点之间移动
程序 SUMIDA 001:*AA: 002:MOVE P,P1,S=20 003: DELAY 1000 004:MOVE L,P2 005:DELAY 1000 006:GOTO *AA
注解
定义AA 移动到P1点,速度20%. 等待1秒 移动到P2点(直线式) 等待1秒 跳转到标签AA
手持编程器的PROGRAM操作方法
按“上”“下”键和不按“上”“下”键会出现下面的画 面的按扭
手持编程器的PROGRAM操作方法
以上为PROGRAM的按键功能,在编辑程序时还可以直接在光 标处输入相应的字符,从而来编辑程序。
手持编程器的MANUAL操作方法
按“上”“下”键和不按“上”“下”键会出现下面的画 面的按扭
图中右边的红方框中为按键的图,有上中下三个符号,当我们不 按图中左边的两处上下键而直接按此键时,则为中间的符号,如果 按上“上”键的同时再按此键则为上面的符号,同理按上“下”键 的同时再按此键则为下面的符号,任何时候按“ESC”键都返回上
手持编程器的UTILITY操作方法
任何时候同时按“下”键和“ESC/UTILITY”键出现上图中的 画面。这其中MOTOR为伺服马达的上电断电及刹车的上断电操作, SEQUENC为序列控制的操作,ARMTYPE为左右手臂的切换操作, RST.DO为复位泛用输出的操作。例按下F1键选择MOTOR则
Yamaha机器人控制器 网络使用说明
很多控制器组成网络,可实现远距离管理机器人;
③:站号设置;对RCX系列,固定设置为0;对SR1系列,当设置为 “F”时,此站则脱离网络,为一普通标准单轴控制器;
④:LED指示灯; ⑤:FG端子; ⑥:Dip 开关:仅RCX系列上有,全打到ON位置;
3、Cc-link/DeviceNet
YAMAHA控制器与PLC相连时,只需要一根线,实现省线化: CC-LINK:1根4线专用电缆; DeviceNet:1根5线专用电缆;
YAMAHA的通讯格式为: 传输速度:9600BPS 数据长度:8位 停止位数:1位 奇偶检查:ODD
注意: 通讯时,二者的通讯格式一定要完全设置一致才能顺利实现 通讯;
YAMAHA与三菱PLC通讯线脚号
ASCII 码
通讯控制的命令
1.程序启动:@RUNCRLF 2.程序停止:@STOPCRLF 3.程序复位:@RESETCRLF 4.程序自动模态:@AUTOCRLF 5.修改程序号:@SWI 1CRLF 6.修改点位:@P1=0.00 1.00 2.00 3.00
0.00 0.00CRLF 7.移动到指定点:@MOVE P,P1CRLF
程序例子
例一:以松下PLC为例:松下PLC中,需要在系统寄存器中设置串口通信信 息,如下图所示;
例二:用通讯方式按人机上的一点就移动
到P1点.并在人机上任意设定P1点 的数据.
人机上的设定P1的4轴数据为D100, D101,D102,D103; 设定数据交换的按扭为M100. 设定移动到P1点的按扭为M110.
2、Yc-link
一个Yc-link系统由1个主站和1个或1个以上从站组成,主站控制从 站;其中RCX系列为主站,SR1系列为从站;
此系统最多控制8轴机器人;如果需要多轴联动时,最多控制6轴;
③:站号设置;对RCX系列,固定设置为0;对SR1系列,当设置为 “F”时,此站则脱离网络,为一普通标准单轴控制器;
④:LED指示灯; ⑤:FG端子; ⑥:Dip 开关:仅RCX系列上有,全打到ON位置;
3、Cc-link/DeviceNet
YAMAHA控制器与PLC相连时,只需要一根线,实现省线化: CC-LINK:1根4线专用电缆; DeviceNet:1根5线专用电缆;
YAMAHA的通讯格式为: 传输速度:9600BPS 数据长度:8位 停止位数:1位 奇偶检查:ODD
注意: 通讯时,二者的通讯格式一定要完全设置一致才能顺利实现 通讯;
YAMAHA与三菱PLC通讯线脚号
ASCII 码
通讯控制的命令
1.程序启动:@RUNCRLF 2.程序停止:@STOPCRLF 3.程序复位:@RESETCRLF 4.程序自动模态:@AUTOCRLF 5.修改程序号:@SWI 1CRLF 6.修改点位:@P1=0.00 1.00 2.00 3.00
0.00 0.00CRLF 7.移动到指定点:@MOVE P,P1CRLF
程序例子
例一:以松下PLC为例:松下PLC中,需要在系统寄存器中设置串口通信信 息,如下图所示;
例二:用通讯方式按人机上的一点就移动
到P1点.并在人机上任意设定P1点 的数据.
人机上的设定P1的4轴数据为D100, D101,D102,D103; 设定数据交换的按扭为M100. 设定移动到P1点的按扭为M110.
2、Yc-link
一个Yc-link系统由1个主站和1个或1个以上从站组成,主站控制从 站;其中RCX系列为主站,SR1系列为从站;
此系统最多控制8轴机器人;如果需要多轴联动时,最多控制6轴;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
16-7
第17章 在线命令
17. 在线命令 17-1
17.1 键操作 17-4
17.1.1 模式变更
17-4
17.1.2 自动模式操作 17-5
17.1.2.1
程序执行操作 17-5
17.1.2.2
断点设定
17-6
17.1.2.3
执行任务切换 17-6
17.1.3 手动模式操作 17-7
17.1.3.1
11-72
ORIGIN命令 11-72
OUT命令 11-73
OUTPOS命令(主要组OUT有效位置设定文)
11-74
OUTPOS2命令(副组OUT有效位置设定文)
11-75
与PATH相关的命令文 11-76
PATH功能是
11-76
PATH命令(与PATH相关的命令文) 11-78
PATH END命令(与PATH相关的命令文) 11-82
MOVEI命令(相对位置移动命令)
11-65
MOVEI2命令(相对位置移动命令)
11-67
ON
ERROR
GOTO命令
11-69
ON〜GOTO命令 11-70
ON〜GOSUB命令 11-71
ONLINE命令,OFFLINE命令
11-71
ORGORD命令(主要组原点复归顺序设定文)
11-72
ORGORD2命令(副组原点复归顺序设定文)
手动速度变更 17-7
17.1.3.2
回机械原点操作 17-7
17.1.3.3
原点复归操作 17-8
17.1.3.4
手动移动(步进)操作
17.1.3.5
手动移动(JOG)操作
17.1.3.6
坐标点数据示教操作
17-9 17-9 17-10
17.2 实用程序操作 17-11
15-2
15.1.4 托盘装卸
15-3
15.1.4.1
Shift坐标的利用 15-3
15.1.4.2
托盘移动的利用 15-4
15.1.5 DI/DO(数字的输出入)动作
15-1 15-5
15.2 应用篇 15-6
15.2.1 2个坐标点间的抓起与放置
15-6
15.2.2 托盘装卸
15-8
15.2.3 抓起与放置堆积零件 15-10
14.26 SOW文件
14-47
14.26.1 所有SOW文件 14-47 14.26.2 SOW单位 14-48
第15章 用户程序例
15. 用户程序例 15-1
15.1 基本篇 15-1
15.1.1 在程序中直接写入坐标点数据
15.1.2 使用坐标点编号 15-1
15.1.3 Shift坐标的使用
11-110
SPEED2命令(副组速度设定文) 11-110
START命令
11-111
SUB命令,END
SUB命令 11-112
SUSPEND命令 11-113
SWI命令
11-113
TO命令
11-114
TOLE命令(主要组公差设定文) 11-114
TOLE2命令(副组公差设定文) 11-115
TORQUE命令 11-116
RESET命令
11-97
RESTART命令 11-98
RESUME命令 11-99
RIGHTY命令,LEFTY命令 11-100
RIGHTY2命令,LEFTY2命令
11-101
Sn(移动坐标定义文) 11-102
SELECT CASE命令,END SELECT命令 11-103
SEND命令
11-104
14-42
14.22 机械基准文件 14-43
14.22.1 所有机械基准文件
14-43
14.23 EOF文件
14-44
14.23.1 EOF数据 14-44
14.24 串行端口通信文件 14-45
14.24.1 串行端口通信文件
14-45
14.25 SIW文件
14-45
14.25.1 所有SIW文件 14-45 14.25.2 SIW单位 14-46
14.8 所有文件 14-19
14.8.1 所有文件
14-19
14.9 程序目录文件 14-20
14.9.1 所有程序目录 14-20
14.9.2 程序单位
14-21
14.10 参数目录文件 14-22
14.10.1 所有参数目录 14-22
14.11 变量文件 14-23
14.11.1 所有变量 14.11.2 变量单位 14.12.1 单字符串
9-2
9.1.4 运算的优先级 9-2
9.1.5 格式变换
9-2
9.2 字符串运算 9-3
9.2.1 字符串的连结 9-3 9.2.2 字符串的比较 9-3
9.3 坐标点数据的形式 9-3
9.3.1 关节坐标形式 9-3 9.3.2 正交坐标形式 9-4
9.4 DI/DO条件表达式 9-4
第10章 两台或多台机器人控制
总目录
前言
i
安全注意事项(务必在使用前阅读) i
第1章 概要
1. 概要 1-1
第2章 字符
1. 字符 2-1
第3章 程序名
1. 程序名 3-1
第4章 标识符
1. 标识符 4-1
第5章 命令文形式
1. 命令文形式 5-1
第6章 常量
6. 常量 6-1
6.1 字符串型常量 6-1 6.2 数值型常量 6-1
伺服命令
11-105
11-33 11-37
SERVO2命令 11-106
SET命令 11-107
SHARED命令 11-108
SHIFT命令(主要机器人移动坐标设定文)
11-108
SHIFT2命令(副机器人移动坐标设定文)
11-109
SO命令(串行输出) 11-109
SPEED命令(主要组速度设定文)
ARCH2命令(副组拱形位置设定命令) 11-4
ASPEED命令(主要组自动移动速度设定命令)
ASPEED2命令(副组自动移动速度设定命令)
AXWGHT命令(主要组轴前端重量设定命令)
AXWGHT2命令(副组轴前端重量设定命令)
CALL命令
11-7
CHGPRI命令 11-8
CUT命令 11-9
DECEL命令(主要组减速度命令)
14.5 Shift坐标定义文件 14-11
14.5.1 所有Shift 14.5.2 Shift单位
14-11 14-12
14.6 Hand定义文件 14-13
14.6.1 所有Hand 14.6.2 Hand单位
14-13 14-14
14.7 托盘定义文件 14-15
14.7.1 所有托盘定义 14-15 14.7.2 托盘定义单位 14-17
14-2 14-3
14.2 坐标点文件 14-4
14.2.1 所有坐标点 14.2.2 坐标点单位
14-4 14-5
14.3 坐标点说明文件
14-6
14.3.1 所有坐标点说明 14-6 14.3.2 坐标点说明单位 14-7
14.4 参数文件
14-8
14.4.1 所有参数 14.4.2 参数单位
14-8 14-10
6.2.1 整数型常量 6-1 6.2.2 实数型常量 6-1
第7章 变量
7. 变量 7-1
7.1 变量的有效范围
7-2
7.1.1 动态变量的有效范围 7-2
7.1.2 静态变量的有效范围 7-2
7.1.3 动态数组的作用域
7-2
7.2 字符串型 7-2
7.3 数值型 7-3
7.3.1 整数型 7-3 7.3.2 实数型 7-3
10. 两台或多台机器人控制 10-1
10.1 概要 10-1 10.2 每组的命令菜单
10-2
第11章 命令文
11. 命令文 11-1
ABSRST命令 11-1
ACCEL命令(主要组加速度设定命令) 11-1
ACCEL2命令(副组加速度设定命令) 11-2
ARCH命令(主要组拱形位置设定命令) 11-3
7.4 数组变量 7-3
7.5 变量的清除 7-4
7.5.1 动态变量的清除 7-4 7.5.2 静态变量的清除 7-4
第8章 其他变量
8. 其他变量 8-1
第9章 表达式与运算
9. 表达式与运算 9-1
9.1 算术运算 9-1
9.1.1 算术运算符 9-1
9.1.2 关系运算符 9-1
9.1.3 逻辑运算
15.2.4 零件的检查1(多任务的例) 15-11
15.2.5 涂胶 15-15
15.2.6 通过RS-232C连接外部装置(例1)
15.2.7 通过RS-232C连接外部装置(例2)
15-16 15-17
第16章 关于外部控制功能
16. 关于外部控制功能 16-1
16.1 外部控制程序的作成 16-1
16.1.1 程序方法
16-1
16.1.2 转译 16-2
16.2 外部控制程序的执行 16-3
16.2.1 外部控制程序的STEP执行
16-4
16.3 外部控制程序的编程 16-4
16.3.1 以外部控制程序使用代入文 16-4 16.3.2 以外部控制程序使用输出入变量 16-5 16.3.3 计时定义文 16-7 16.3.4 以外部控制程序使用的运算符(逻辑运算符) 16.3.5 运算优先级 16-7