节能高效的新型焊割机亮相科博会
松下电焊机CO2样本2013.11 (3)

一致,实现稳定引弧。
■ 友好的操作面板
操作界面可选择中文、英文2种语言
■ 采用带数字编码器的电机,送丝精度高,送丝力强,
抗干扰能力强,确保焊接的稳定。
600A
■ 封闭型送丝机构,有效阻止粉尘污染。
500A
400A
■ 采用阻尼盘轴,制动性好。
300A 200A
■ 采用四轮送丝,送丝力强,
100A
送丝稳定。
产品综合样本
CO2 / MAG / MIG焊机
追求
的松下焊接技术
目录
全数字脉冲MIG/MAG焊机 400GE2⋯ ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯1 全数字脉冲MIG/MAG焊机 500GP4⋯ ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3 全数字脉冲MIG/MAG焊机 GL3系列 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4 微电脑波形控制脉冲MIG/MAG焊机 500AG2⋯ ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5 全数字控制CO2/MAG焊机 GR3系列⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯6 全数字控制CO2/MAG焊机 GM3系列⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯7 全数字控制CO2/MAG焊机 350/500GS4⋯ ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯8 数字CO2/MAG焊机 FR1系列⋯ ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 10 数字CO2/MAG焊机 500ER2 ⋯ ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 11 数字CO2/MAG焊机 500EL2 ⋯ ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 11 数字CO2/MAG焊机 RX1系列⋯ ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 12 数字CO2/MAG焊机 RT/RD系列⋯ ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 13 晶闸管控制CO2/MAG焊机 KR2系列⋯ ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 14 晶闸管控制MIG/MAG焊机 500KY1⋯ ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 15 晶闸管控制CO2/MAG焊机 600KH2⋯ ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 16 晶闸管控制CO2/MAG焊机 200KF2⋯ ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 17 晶闸管控制自保护焊机 400LP2 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 17 晶闸管控制CO2/MAG焊机 500CL5⋯ ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 18 纯正消耗品 ⋯ ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 19 iWeld 4.0信息化焊接管理系统/管理遥控器⋯ ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 20
凯尔贝中文版
E20 E21 E22 Un2)* E25 E26 E30 E31
Un2)* E32 E35 E40 E41 E42 E43 E44 E50 E51
安装消耗件步骤,同以上卸下步骤相反。
O 形圈必须小心仔细安装,任何扭曲或变形都会有短路的危险。
注意!请仔细检查消耗件的安装,特别是冷却水管不能漏装,否则就会损坏割枪。
请使用凯尔贝提供的原装消耗件,任何由于用户操作不当造成的危害,我们概不负责! 请不要向割枪安装如上未提及的消耗件!
注意!在开始维护,维修或者打开切割单元之前,等离子电源必须在关机状态(与
黄色错误指示灯(16)“亮”,绿色电源温度指 整流器热过载,风扇低散热效率,清理风扇和通风口。
4
示灯(9)“灭”
(按照相应的维护规则)
没有切割电流(切割电流关闭)
工件电缆没有连接好
5
切割电流在大约 10 秒关闭
白色主弧指示灯(11)“灭”
昆山岳博机电设备有限公司
5
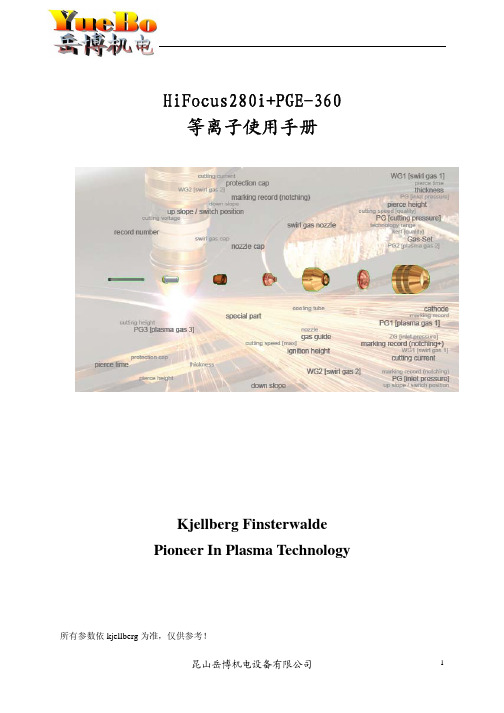
等离子切割单元 HiFocus280i(PCB067101)顺序控制在操作过程中告知操作者错误指示。在电流 表中显示“E1”到“E55”,还有相应的指示灯指示。错误描述和修正方案如下表(括号内的数字与 “HiFocus 280i 控制与显示面板”图中的数字相一致):
2
绿色气体供应指示灯(8)“灭”
重新调整气体压力
冷却水泵反转,对电源进行换相处理
冷却水流速低,Percut370.1 流速大于 1.6l/min,Percut370.2 流
常用机加工设备介绍

常用机加工设备介绍(总40页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除机加工设备介绍(主要针对大型机加工设备)目录1. 镗铣加工中心 (1)1.1 日本TOYODA大型/超大型卧式加工中心:FH系列重切削 (1)1.2 韩国威亚WIA大型卧式加工中心KH1000 (2)1.3 日本三井精机超高精度卧式加工中心HS8A大型/超大型 (3)1.4 韩国WIA大型立式加工中心 (4)1.5 日本TOYODA强力切削大型卧式加工中心:FA800/FA1050 (5)2. 数控车床/车削中心 (5)2.1 日本大隈OKUMA五轴立式数控车床车削中心VTM系列 (6)2.2 日本大隈OKUMA立式数控车床车削中心VTM系列 (8)3. 复合数控机床 (9)3.1 车铣 (9)3.1.1 日本大隈OKUMA车铣复合数控机床MULTUSB750 (9)3.1.2 德国DMG车铣复合数控机床,FD系列 (11)3.1.3 德国DMG车铣复合数控机床CTXbeta1250 (13)3.2 车磨 (13)3.2.1 德国EMAG倒置式立式车磨中心:VSCDS/DDS和VLC-250-DS (13)3.3 钻铣 (15)3.3.1 铝铜型材钻铣复合加工中心PJ-NC6500 (15)3.3.2 国产五轴钻铣复合数控深孔 (15)3.3.3 德国德马吉DMG铣钻加工中心MILLTAP700 (16)4. 数控磨床 (17)4.1 成型 (17)4.1.1 德国Peter-Wolters精密蠕动成型磨床Macro-L (17)4.1.2 日本Okamoto超精密自动曲线成型磨床:UPZ系列 (18)4.2 高精度/超高精度 (19)4.2.1 日本三井精机MITSUISEIKI高精度坐标磨床300G/3GEN/4GDN 194.2.2 美国500型数控坐标磨床 (20)4.2.3 德国peter-wolters大型双端面平面加工机床AC系列 (22)4.3 复杂型面工件 (25)4.3.1 美国1280型数控坐标磨床 (25)4.3.2日本Okamoto超精密自动曲线成型磨床:UPZ系列 (27)4.4 去毛刺机床 (28)4.4.1 热能去毛刺机床 (28)4.4.2 国产真空减压超声波去铸砂去毛刺机,StarCluster (29)4.4.3 德国砂带毛刷复合型抛光去毛刺机床FE700-L (30)1. 镗铣加工中心1.1 日本TOYODA大型/超大型卧式加工中心:FH系列重切削品牌:日本TOYODA型号:FH800S、FH1050S、FH1250SX、FH1250SW应用行业:汽车零部件、金属加工产品特点:在“大型、快速、强力”三项中,达到同级别机型最高性能水平。
OTC气保焊机使用说明书

使用说明书CPVE400/500Ⅱ本产品带入欧盟各国时的注意事项Notice : Machine export to Europe本产品不符合自1995年1月1日开始执行的欧盟安全条例――EC指令的要求。
1995年1月1日以后,请不要携带本产品进入欧盟各国。
同样的限制也适用于任何已经签署EEA协议的国家。
如果要把产品调迁或转售至欧盟各国及其他签署了EEA协议的国家时,请提前与我们联系。
This product does not meet the requirements specified in the EC Directives which are the EU safety ordinance that was enforced starting on January 1, 1995. Please make sure that this product is not allowed to bring into the EU after January 1, 1995 as it is.The same restriction is also applied to any country which has signed the EEA accord.Please ask us before attempting to relocate or resell this product to or in any EU member country or any other country which has signed the EEA accord.目录①安全注意标识 (2)②敬请遵守的安全事项 (3)③使用时的注意事项 (7)④标准配置及附件 (8)⑤各部位名称 (10)⑥必需的电源设备 (11)⑦搬运与放置 (12)⑧连接与安全接地 (14)⑨焊接准备 (17)⑩操作方法 (23)10.1基本设定 (24)10.2功能 (33)⑪应用功能 (49)⑫维护保养及故障修理 (54)⑬零部件一览表 (64)⑭规格 (66)⑮关于售后服务 (69)1①安全注意标识●请在认真阅读本使用说明书后正确使用。
10级材料专业综合实验考核参考题(答案)
答:常采用交流电源WSM-160型氩弧焊机。
22、实验室的等离子弧焊机属于哪种类型等离子焊机?其引弧过程是怎样进行的?
答:LH-10型等离子焊机
23、等离子弧的实现需要经过哪三个压缩,其有什么特点?
答:机械压缩效应热压缩效应磁压缩效应
II、永久性危害,这类现象一旦产生,则是不能消除的,且危害性是相当严重的,如氢气孔和冷裂纹。
28、扩散氢测量出后如何进行计算和比较?
答:
—标准状态下100g熔敷金属中的扩散氢含量。V—集气管中收集的扩散氢气量;
P0—标准大气压(760mmHg);P—试验环境大气压;T0—标准大气的温度(273K);
碰击法优点:可用于困难位置,污染工件轻。缺点:焊条端部情节情况限制,用力过猛,药皮易大块脱落,造成暂时性偏吹,操作不熟时易粘于工件表面。
2、焊条电弧焊的运条中的三个运动是什么、分别由什么控制?
答:直线动作焊接速度(每分钟焊接的焊缝长度)
横向摆动动作焊缝的宽度
焊条送进动作焊条熔化速度
3、焊条电弧焊单面双面成形中常采用哪几种击穿方法?各使用在什么情况下?
答:
51、全反馈磁放大器式弧焊整流器的外特性是什么?适用于那种焊接方法?
答:外特性是‘L’。熔化极脉冲电弧焊。
52、实验室的埋弧自动焊机采用哪种反馈电源?采用这种电源有什么优点?
答:MZ-1-1000型焊机,电源ZXG-1000型弧焊整流器---缓降外特性,内部反馈磁放大器式环函整流器,电流更加平稳。
31、焊条涂料的性能对电焊条的压涂过程有哪些影响?
答:
32、电焊条药皮主要由哪几种材料组成?J427焊条的粘接剂主要是什么?
NBC气保焊使用说明介绍模板之欧阳与创编

▲▲NBC-系列逆变式CO2气体保护焊机是一种用于CO2气体保护焊的高性能通用半自动电焊机。
可使用Φ1.0~Φ1.6直径实芯及药芯焊丝焊接低碳钢.低合金钢构件。
该系列逆变焊机具有合理的静外特性及良好的动态性能。
该系列逆变焊机性能特点如下:♂逆变技术可以保证焊接电压在电网电压波动及电弧长度变化的情况下高度平稳,电弧自调节能力强,焊接过程稳定。
♂焊接飞溅小,金属熔敷率高。
♂焊缝成型好,焊接变形小。
♂采用强脉冲引弧,引弧成功率高。
♂收弧时具有消球功能。
♂自锁功能在大规范长焊缝焊接是时可降低焊工劳动强度。
♂送丝电路采用高稳定电源,送丝平稳。
♂送丝装置接口独立,便于拆装加长电缆。
♂体积小,重量轻,便于移动。
节能省电,使用费用低,对电网容量要求低。
该系列焊机的制造符合标准GB15579.1-2004 《弧焊设备第一部分:焊接电源》。
一般安全注意事项●请务必遵守本说明书规定的注意事项,否则可能发生事故。
●输入电源的设计施工,安装场地的选择,高压气体的使用等,请按照相关标准和规定进行。
●无关人员请勿进入焊接作业场所内。
●请有专业资格的人员对焊机进行安装,检修,保养及使用。
●不得将本焊机用于焊接以外的用途(如充电,加热,管道解冻等等)。
●如果地面不平,要注意防止焊机倾倒。
防止触电造成电击或灼伤●请勿接触带电部位。
●请专业电气人员用规定截面的铜导线将焊机接地。
●请专业电气人员用规定截面的铜导线将焊机接入电源,绝缘护套不得破损。
●在潮湿,活动受限处作业时,要确保身体与母材之间的绝缘。
●高空作业时,请使用安全网。
不用时请关闭输入电源。
避免焊接烟尘及气体对人体的危害●请使用规定的排风设备,避免发生气体中毒和窒息等事故。
●在容器底部作业时,保护气体会沉积在周围,造成窒息。
应特别注意通风。
避免焊接弧光,飞溅及焊渣对人体的危害●请佩戴足够遮光度的保护眼镜。
弧光会引起眼部发炎,飞溅及焊渣会烫伤眼睛。
●请使用焊接用的皮质保护手套,长袖衣服,帽子,护脚,围裙等保护用品,以免弧光,飞溅及焊渣灼伤,烫伤皮肤。
松下焊机说明书
IC控制器控制 YR系列交流电阻焊机 维修指南 唐山松下产业机器有限公司焊接学校前 言 唐山松下产业机器有限公司自成立至今已销售了几万台各种类型的焊机,深受广大用户的好评。
为了便于广大用户更好地掌握唐山松下产品的正确使用、维护及修理,我们编写了这本教材,其中的内容着重为操作和维修人员提供帮助,所以没有过多的理论陈述,而是以操作时的控制程序为基础,主要介绍了电路结构及故障检测。
同时,根据敝公司技术服务人员的工作实践和焊接学校教师的授课经验,介绍了故障原因的分析方法和相关注意事项,相信对读者会有所帮助。
本教材所提供的检测方法仅供参考,具体故障请结合实际情况仔细检查。
由于时间及水平所限,对其中不足之处,敬请读者批评指正。
唐山松下产业机器有限公司焊接学校2003年8月目 录 1.概述 (4)2.电阻焊基本原理 (5)3.松下工频YR系列阻焊机额定规格 (11)4.YF-0701D型控制器的操作及功能 (12)5.YF-0701D型标准IC控制电阻焊机电路方框图 (13)6.电阻焊机常用检修方法 (14)7.检修程序及注意事项 (15)8.更换YF-0701D控制器时的调试方法 (17)9.晶闸管的检修方法 (17)10.YF-0701D阻焊控制器主P板故障检测流程图 (18)11.YF-0701D阻焊控制器故障检测流程图 (21)12.阻焊机一般养护流程图 (23)13.YF-0701D控制电阻焊机主电路图 (24)14.部品明细表 (25)?. 概 述: 1.1电阻焊定义: 电阻焊是将被焊工件压紧于两电极之间,并通以电流,利用电流流经工件接触面及邻近区域产生的电阻热将其加热到熔化或塑性状态,使之形成金属结合的一种方法。
电阻焊方法主要有四种,即点焊、缝焊、凸焊、对焊。
点焊时,工件只在有限的接触面上,即所谓“点”上被焊接起来,并形成扁球形的熔核。
点焊又可分为单点焊和多点焊。
多点焊时,使用两对以上的电极,在同一工序内形成多个熔核。
焊接部分思考题解答
焊接部分思考题解答1.熔焊、压焊和钎焊的实质有何不同?解:熔焊的实质是金属的熔化和结晶,类似于小型铸造过程。
压焊的实质是通过金属欲焊部位的塑性变形,挤碎或挤掉结合面的氧化物及其他杂质,使其纯净的金属紧密接触,界面间原子间距达到正常引力范围而牢固结合。
钎焊的实质使利用液态钎料润湿母材,填充接头间隙,并与母材相互扩散实现连接焊件。
2.焊条药皮由什么组成?各有什么作用?解: 1)稳弧剂主要使用易于电离的钾、钠、钙的化合物,如碳酸钾、碳酸钠、大理石、长石和钾(或钠)水玻璃等,以改善引弧性能,提高电弧燃烧的稳定性。
2)造渣剂其组成是金红石、大理石、钛百粉、长石、菱苦土、钛铁矿、锰矿等,其主要作用是在焊接过程中形成具有一定物化性能的熔渣覆盖于熔池的表面,不让大气侵入熔池,且有冶金作用。
3)造气剂用糊精、淀粉、纤维素等有机物,或碳酸钙等无机物做造气剂。
这些物质在电弧热的作用下分解出CO和H2等气体包围在电弧与熔池周围,起到隔绝大气、保护熔滴和熔池的作用,并影响熔滴过渡。
4)脱氧剂主要应用锰铁、硅铁、钛铁、铝铁和石墨等,脱去熔池中的氧。
锰铁还兼起脱硫作用。
5)合金剂主要应用锰铁、硅铁、铬铁、钼铁、钒铁和钨铁等铁合金,向熔池中渗入合金元素,使焊缝得到必要的化学成分。
6)粘结剂常使用钾、钠水玻璃。
将上述各种药皮成分按配比制成粉末,有粘结剂调和后牢固地涂在焊芯上,从而制成焊条。
3.酸性焊条和碱性焊条在特点和应用上有何差别?解:4.与手弧焊相比,埋弧自动焊有什么特点?解:埋弧自动焊与手弧焊相比,有以下特点:(1)生产率高埋弧自动焊使用的光焊丝可通过较大的电流(100A以上),能得到计较高的熔敷速度和较大的熔深;焊丝很长,卷成盘状,焊接过程中连续施焊,节省了更换焊条的时间。
所以,它比手弧焊的生产率提高5~10倍。
(2)焊接质量高而且稳定埋弧自动焊焊剂供给充足,电弧区保护严密,熔池保持液态时间较长,冶金过程进行得较为完善,气体和杂质易于浮出,同时,焊接规范自动控制调节,所以,焊接质量高而稳定,焊缝成形美观。
1+X机器人模拟考试题(附参考答案)
1+X机器人模拟考试题(附参考答案)一、单选题(共60题,每题1分,共60分)1.一般能称之为焊接机器人的控制轴数由()轴组成。
A、5-10B、3-6C、2-4D、4-8正确答案:B2.切断系统电源后,需在()分钟内完成主板电池更换,否则存储器的数据将会丢失。
A、30 分钟B、10 分钟C、5 分钟D、60 分钟正确答案:A3.()是遮挡弧光,避免现场人员被弧光打眼。
A、焊接烟尘净化器B、自动升降遮光屏C、安全防护房D、储气瓶保护柜正确答案:B4.焊接开始指令中直接记忆所指定的条件种类和数量不会根据()的设置而变化。
A、模拟输入信号B、焊接电压大小C、焊接电源类型D、模拟输出信号正确答案:B5.目前市场上使用的焊接机器人的工作原理是什么?()A、示教-运行B、示教-模拟C、示教-复制D、示教-再现正确答案:D6.送丝机受()控制,能够连续稳定地将盘装或桶装焊丝输送至焊枪前端或熔池中。
A、控制器B、机器人C、焊接电源D、焊枪正确答案:C7.当焊接设备(焊接电源)()时,即使执行焊接开始指令,焊接设备(焊接电源)也不会进行燃弧焊接。
A、无效B、有效C、打开D、关闭正确答案:A8.以下哪项是机器人流程控制指令中的等待指令?()A、指定动作等待指令B、指定位置等待指令C、指定速度等待指令D、指定时间等待指令正确答案:D9.机器人焊接指令不包括下列哪种?()A、焊接速度指令B、焊接结束指令C、焊接开始指令D、焊接暂停指令正确答案:D10.焊接电源前后面板中通过送丝焊接电缆与送丝机输入插座连接的按键是()。
A、电源输入电缆B、送丝机构控制线插座 X7C、输出插座(+)D、输出插座(-)正确答案:C11.机器人焊枪单元是焊接工艺装备的(),主要负责提供电弧稳定燃烧及熔池保护所需介质的通道。
A、“载体”B、“哨兵”C、“卫士”D、“核心”正确答案:B12.工具坐标系一般是将()设为零位,由此定义机器人末端执行器(焊枪)位姿的直角坐标系。
松下350-500GM3说明书
安全使用说明
务请遵守下述安全对策,详细阅读使用说明书正文
1.必须由电气人员按相关规定进行接地。
2.机器安装场所
请将焊接电源安装在距墙壁 20cm 以上,距周围可燃物 50cm 以上的场所,
以确保发生意外过热事故时的安全性。
3.防止焊接火花引起火灾
● 请确保焊接作业时产生的火花(飞溅等)绝对不会到达周围可燃物上。
1.2
1.6
目录
使用前准备
1.安全注意事项 ······················ 1-1 2.敬请遵守的安全事项 ················ 2-1 3.搬运、安装场所、电源设备 ·········· 3-1
■搬运 ···························· 3-1 ■安装场所 ························ 3-1 ■电源设备 ························ 3-1 4.机器构成 ·························· 4-1 ■焊接施工必要的器材 ·············· 4-1 ■电缆连接 ························ 4-2 5.各部位的名称和功能 ················ 5-1 ■电源开关(NFB) ················ 5-1 ■输出接线部分 ···················· 5-1 ■操作面板 ························ 5-2 ■后面板 ·························· 5-5 ■控制板 ·························· 5-6
● 若火花飞溅于机器上,会从吸气口、开口处进入内部造成机器烧损,应尽力避免。
4.一定要着用正确服装,保护用具。