橡胶注射成型机
注射机预塑注射装置

注射机预塑注射装置预塑注射装置由塑化和注射部件组成,它的作用是均匀地加热和塑化胶料,通过喷嘴将塑化好的胶料注入模腔,注射完毕进行保压,使模腔内的胶料在设定的压力下保持一定时间,以防止胶料逆流而造成制品组织疏松和表面不平整。
保压的压力一般为80-120MPa,高者可达60%-80%的实际注射压力。
根据经验,保压压力为实际注射压力的80%左右时,所获的制品质量比较高。
因此,对注射装置的要求是:有较强的塑化能力、足够的注射压力、注射速度,以及能准确计量供料。
表1 各类注射装置的比较预塑注射装置通常分为螺杆挤出式、柱塞式、往复螺杆式和带预塑螺杆的柱塞式数种。
近年来,随着现代高科技的快速发展,对橡胶制品质量提出了更高的要求。
而市场对大型橡胶制品的需求也大量增加,螺杆往复式注射机暴露出其注射制品的容量和压力有一定限制的缺点,螺杆柱塞式注射成型机得到新的发展和应用。
新型带预塑装置的柱塞式注射装置将液压驱动塑化螺杆装於注射活塞中,采用“先进先出”(FIFO)的注射方式来实现,其结构如图1所示。
胶料仍利用螺杆-机筒进行塑化,这种装置通常将注射油缸设在对称於螺杆的两侧。
注射时,螺杆与机筒的轴向相对位置不变,位於柱塞头部的止逆阀封闭螺槽,螺杆随同注射柱塞将胶料注入模腔。
图1 螺杆-柱塞同轴式注射装置直接注射的“FIFO”(先进先出)系统按照物料先进先出原理工作,因此确保了高精度配料和高度重现性及过程安全性,内置止逆阀,适用於橡胶制品冷流道技术。
注射喷嘴非常短,直接到达模具,这使压力损失极低。
高塑化性能和低能量消耗使极其经济的作业成为可能。
喷嘴区域冷却段能可靠地防止注射胶料早期硫化。
由於螺杆与机筒的轴向相对位置不变,因此螺杆的加料段可不必额外加长;在相同的螺杆直径情况下,其注射量却可增大许多。
该装置适用於大型和高精度橡胶制品的成型硫化。
注射机合模装置合模装置是注射机的主要部件之一,它对保证制品质量起着重要的作用。
一个比较完善的合模装置应能满足下列三项基本要求:(1)足够而稳定的锁模力在注射过程中,为了使胶料能充满整个模腔,必须有较高的注射压力;在硫化过程中,随着胶温的上升会产生很大的膨胀力,这两个力都力图使模具张开。
真空橡胶注射成型机液压系统的设计
( 青岛科技 大学 机电工程学 院 , 山东 青岛
26 4 ) 6 0 2
摘
要 : 文叙 述 了在真 空橡胶 注射 成型机 液压 系统 的设计 中, 该 采用 了变频控 制 、 真空 自吸 补 油、 比例 压
10 0
33 进 、 . 出口压 力补偿 器选择
[ ] 刘海昌 . 1 电液比例控制 系统在 电铅堆垛 中的应用[ . D] 昆
明 : 明理 工 大 学 ,0 4 昆 20 .
根据 , =பைடு நூலகம் MP , =2 MP , 口最 大 流 量 为 P aP a进
。
[ ] 袁子荣 , .电液 控制 电解 阳极 自动生 产线 的设计 [ ] 2 等 J.
射
收稿 日期 :0 70 .7 20 —71 作者简介 : 张惠敏 (9 4 )女 , 15一 , 辽宁沈 阳人 , 研究 员 , 主要从 事高分子材料加工机械与液压技术方面的科研 和教学工作 。
整 个机器 由注 射塑 化系统 、 合模硫 化 系统 、 压控 液 制 系统 三大部 分组 成 。首先将混 炼好 的条 状胶料 喂入
效 、 耗 和提高控 制水平 的 目的 。 低 2 真 空橡胶 注射成 型机 的工作 原理及 工 作流程
模一 注射 座下 移一抽 真空一 注射一 保 压一 加 热硫化一
开模 一推 出模 具一顶 出制 品 一 注射座 上移一
加料 塑化一 胶料挤 入 注料筒一 胶料 贮存 在料 筒 中待 注
维普资讯
2 8
3 液压 系统 设计及 特点
液压与气动
注塑机工程用语

橡胶注射机Rubber Injection Machine中空吹塑成型机hollow blow molding machine额定驱动功率Rated DP/Rated Drive Power全自动精密橡胶注射成型机fully automatic precision rubber injection molding machine 原料安全数据表Material safety data sheets(MSDS)丁腈橡胶nitrile-butadiene rubber(NBR)熔胶筒组件melt tube module/Melting rubber components硅橡胶silicon rubber(SR)射嘴injection nozzle氟橡胶fluorubber射嘴头部nozzle head丁基橡胶isobutylene-isoprene rubber(IIR)/butyl rubbe主油泵电机main oil pump三元乙丙橡胶ethylene propylene diene monomer(EPDM)注座injection base法兰flange拔杆rapping bar漏洞leak隔热手套heat resistant gloves保险丝熔断fuse burnout明火open fire开关跳动switch trip油压装置hydraulic device电机motor高压油管破损HP oil pipe rupture发热圈band heater禁止通电Power-On Forbidden刻度线scale line安全防护罩Safe guard完全保护电路Safety protection circuits定期检修Regularly overhaul动力装置power machine塑化plasticization硫化成型curing process减震器shock absorber电缆接头cable joint平板硫化机plate vulcanizing machine塑化螺杆Plasticizing screw胶筒材料melt barrel氮化钢nitrided steel锁模mold closing machine模板platen哥林柱tie bars合模clamping machine成型forming顶出油缸ejection cylinder热板heating plate立柱column电子尺检测(直线运动传感器) linear motion transducer 移模油缸mold move cylinder防灼伤手套burn-protective glove油缸支架cylinder bracket注射柱塞injection piston活塞杆piston rod塑化螺杆机筒plasticizing screw barrel注射料筒injection feed barrel移座油缸carriage cylinder导柱guide pole模具浇口mold’s gate模腔mold cavity保压pressure hold液压传动系统Hydraulic Driving System油掣板oil control board管路pipeline电脑控制液压系统computerized hydraulic system电机起动系统motor starting system注射柱塞直径Diameter of injection plunger理论注射容积Rated injection capacity螺杆直径Screw diameter螺杆转速Screw rotational speed塑化能力Plasticizing rate(kg/hr)锁模力Closing force合模力Clamping force开模力Opening force开模行程Opening stroke热板间距Heating plate spacing最小模厚Min. platen thickness油泵功率Power of oil pump电热功率Heating power海拔高度Elevation安全光模safety optical module吊车hoist电气配线Electric Wiring三相四线3-phase 4-wire power supply冷却水配管Cooling Water Pipefitting温油循环器hot oil circulator下卸和搬运Unloading and Handling吊钩lifting lug底座base水平仪level压力油hydraulic oil油箱盖oil tank cap油位计oil gauge粘度指数viscosity index拖板carriage黄油枪grease gun(脂的)针入度 Penetration(脂的)滴点Dropping point三相电源端子3-phase power terminal高周波机器HF machines防锈漆antirust paint天拿水thinner硬铬Hard chrom导套guide sleeve镀铬层chrome coating熔胶筒melt barrel马达运转方向Motor Revolution回路线loop line水闸掣water actuator压力喉管pressure hose运转方向Rational Direction电源输入端子power input terminal电工electrician厂房premise自动保险装置automatic safety调试Commissioning安全阀safety valve低速低压合模low-speed, low-pressure clamping模板注射口injection port of stationary platen比例压力阀放大板amplifier board of proportional pressure valve 调节流量阀放大板amplifier board of flow valve塑化计量到位位置plasticization position metering/measurement 导热油Shell Thermia Oil B heat transfer fluid Shell Thermia Oil电磁阀solenoid valve光标cursor小数点decimal point减速开模Dec.(decelerated) Opening排气Degas拔杆Suck-back增压Accelerate pressure卸压Relieve pressure塑化延时Melting/plasticizing delay进水阀inlet valve打料头Purge夹芯Core in退芯Core out料筒泵Barrel pump熔胶送料melt load备用温区Spare temp.条件不足Improper实测数值measured data模板行程Platen stroke快速切换至慢速FAST-to-SLOW薄膜键film key压力上限upper limit of pressure保压速度holding speed曲线采样间接点Curve sampling point泄压开模距离Distance of pressure relief mold opening 排气次数degassing cycles不掉电记忆power-fail-safe memory(数据的)覆盖 overwrite(数据的)调用 retrieve配置表Recipe list数据记录名Data Record Name限位开关limit switch电磁阀线圈solenoid coil模拟检测页面Page of Simulation Check电子尺调零zeroing of linear motion transducer空白按键space key锁模电子尺mold closing transducer注射电子尺injection transducer出厂delivery模拟负荷试机simulated load commissioning胶料定型硫化温度curing temperature of rubber melt 紧停旋扭emergency stop knob换胶melt change不加硫non-sulfurized理化性能physical & chemical properties出厂检验标准pre-delivery inspection criteria柱塞往复行程reciprocating stroke of the plunger易损件零件Vulnerable Parts光电合模装置photoelectric mold clamping device电热管electric tube配管pipefitting紧固螺丝fasting screws死料dead material接通acutate马达启动磁力掣吸合magnetic motor starting switch picks up 阀芯spool。
塑料与橡胶-塑料的注射成型 精品

【三】常用配方举例:
1. 汽车改性PP专用料: 【1】汽车保险杠改性PP专用料的配比与性能:
表一
名称 PP
增韧剂 滑石粉 润滑剂 抗氧剂 紫外线吸收剂 着色剂、相容剂
数量 100
25——30 20——25 0.5——1.0 0.20——0.3 0.1——0.15
的截面积要比主流道稍大,而主流道截面积要比分流道稍 大。为减少熔体的热量和压力损失,有利于熔体流向转变 和流量分配,分流道截面应选用圆形、U形或梯形,不同制 品其分流道的大小应满足传压良好及充填合理的需要 。其 中以侧浇口、点浇口和直接浇口最为普遍。选择浇口的形 状及尺寸应考虑不同制品在注射过程中的熔体流动及保压 结束时,控制型腔物料倒流和脱膜后便于除去浇口等因素 。浇口设在制品的非主要受力位置有利于提高制品强度, 设在厚壁或筋的附近能减少凹痕和气泡的发生 。
4.圆角:
壁厚为t的两壁直交,宜选用外圆角R≥1.5t,内圆角 R≥0.25t,并且R≥0.5毫米;边缘位置的圆角R≥0.4毫米。
5. 孔:
直径为d的孔,则宜选用闭孔的深度≤2d,通孔的深度 ≤4d,孔壁厚度≥d,并且>0.8毫米,孔中心距≥2d,孔壁 和边壁的间距>d。【螺纹、标志、嵌件等不一一论述】
【二】 模具的结构:
注射模具结构是由注塑机的形式和塑件的复杂程度等 因素决定的,但不管其复杂程度如何,大多均可分为动模 和定模这两大部分;注射时动模和定模闭合,构成型腔系 统和浇注系统,开模时,动、定模分离,塑件脱出。注射 模具的各部件的作用,大致如下 :
阴模
阳模
汽车保险杠模具
1. 型腔系统:
汽车塑料件的成型方法有: 1.挤出成型:
平板硫化机
42
谢谢!
43
4
平板硫化机规格表示
用加热平板的“长度× 宽度”表示,也可用 其公称吨位表示或两者混合表示,其单位为毫米 和顿。 如:350×350毫米 表示热板面积为长350毫米及宽350毫米的平 板硫化机。 如:25/350×350平板硫化机 25表示其公称吨位为25吨,350×350表示热 板规格。
5
平板硫化机的基本结构
19
主要技术参数
20
输送带生产车间
平带平板硫化机安装在硫化夹持伸张装置和固定夹 持伸张装置之间,硫化机为框式结构。
21
平带平板硫化机与模制品平板硫化机的不同点:
1.
2.
3.
4.
5.
大型的平带平板硫化机其热板长度较大,为了使其温 度均匀,应分段通入蒸气(过热水)。 因为被硫化的平带很长,需要分段硫化,为了避免平 带各分段交接处由于两次硫化而产生过硫,在热板的 两端离板边有200-300毫米另钻有孔道,通入冷却水 以降低这段热板的温度,使放在该处的平带不会发生 过硫。 硫化平带时,需保证平带有一定的厚度和宽带,所以 平带两边放有垫铁。 为了使平带在硫化时受到一定压力,垫铁的厚度比平 带半成品薄25-30%,最好设有垫铁调整装置,可以 保持垫铁的正确位置。 平带平板硫化机设有伸张夹持装置,用在硫化前对平 带进行预先伸张;对于热缩性织物平带,应采用拉伸 状态下的后冷却工艺和装置。
7
8
9
10
平板硫化机工作原理
装模后,向液压缸内通入压力油,此 时活动平台上升并压紧置于热板上的模型 或制品,同时向热板加热,从而使模型或 制品获得硫化所需的压力及温度。
11
橡胶制品的硫化是在一定的温度、压力、 和时间下进行的。 橡胶制品在硫化过程中必须给以一定的温 度,并使其均匀受压,其压力的大小决定 于胶料的性能、产品结构、工艺条件等。
液压控制新技术在橡胶注射成型机中的应用
由于橡胶注射成型技术具有成型制 品质地密实 、
尺寸 精确 、 物理 化学 性 能好 等 优 点 而在 最 近 的十 几年
射速度 , 由于阀件对压力 、 流量是开关式通断控制 , 不
收稿 日期 :0 8 62 2 0 — -3 0 作者简介 : 张惠敏 (9 4 - , , 1 5_ )女 辽宁沈阳人 , 研究 员 , 主要从
11 比例 阀控 制 系统 的控 制原理 .
20 0 8Βιβλιοθήκη 第 1 期 2统获得高水平的动态特性 。而且成本 比较低廉 , 因此 在橡胶注射机中得 到广泛应用 。2 世纪 9 年代引进 0 0
的橡 胶 注射机 基本 上 为这种 控 制方 式 。最近 几 年 国内
也 开始 了 这项 技术 的 开发 和研 制 , 量 和 性能 上 有很 质
端 当然紧贴着泵 , 的变量效果得到有效保证。 泵 从 R X O H样本 R 9 6 1 . ER T C 2 0 3 5的动态 工作 0 09 曲线可看到 ,排量 7 L 的泵流量 阶跃 的调整时间 1 / m r
为 8 , 量 7 /的泵 调 整 时 间 为 2 0ms所 以 0ms排 , 1 r mL 0 ,
载敏感变量泵控制回路可能节约的能源更为可观。 当然 ,液压控制 的方式方法没有绝对 的优劣之 分 。负载 敏感 变量 泵控 制 回路最 适合 的还 是 比较单 一 的负载 , 比如液压马达 、 步进梁升降、 单一 的压下机构 等, 当回路中存在较多 的用户点 , 这些用户 的控制方 式各不相同时 , 还是推荐其他种类 的泵和液压控制方
式。
压 力和流量 的乘积 , 通过计算 , 负载敏感变量泵控制
回路 可节 能 2 % 以上 。 5 更 为 明显 的 例 子是 在 类 似 加 热 炉 步 进 梁 的液 压
橡胶塑料注射成型机安全认证规则

产品安全认证规则CQC11‐449151‐2009橡胶塑料注射成型机安全认证规则Safety Certification Rules for injection moulding machines for rubber andplastics2009年10月28日发布 2009年10月30日实施中国质量认证中心前 言本规则由中国质量认证中心发布,版权归中国质量认证中心所有,任何组织及个人未经中国质量认证中心许可,不得以任何形式全部或部分使用。
本规则代替CQC/RY568-2004。
主要变化:EN201:1997更改为GB 22530-2008《橡胶塑料注射成型机安全要求》;GB 5226.1-2002换版为GB 5226.1-2008 《机械电气安全机械电气设备第1部分:通用技术条件》;修改工厂检查要求工厂质量保证能力要求。
制定单位:中国质量认证中心主要起草人:余双平陈皓利王江东禹营1.适用范围本规则适用于橡胶塑料注射成型机的安全认证,适用的产品包括橡胶和塑料注射成型机。
本规则不适用于以下橡胶塑料注射成型机:——锁模机构只能依靠操作者手工操作完成的橡胶塑料注射成型机;——反应注射成型机;——压铸及转边成型机;——鞋底成型机及整靴成型机。
2. 认证模式橡胶塑料注射成型机的安全认证模式为:产品型式试验+初次工厂检查+获证后监督。
认证的基本环节包括:a. 认证的申请b. 产品型式试验c. 初始工厂检查d. 认证结果评价与批准e. 获证后的监督f. 复审3.认证申请3.1认证单元划分1)以使用机器加工或生产产品的工艺方式、机器的功能和控制方式等技术特性确定机器的型号系列。
2)按机器的型号系列划分产品单元,产品单元的范围以申报的技术规格参数较大的机器向技术规格参数较小的机器覆盖。
制造商不同、生产场地不同,应视为不同的认证单元。
同一制造商、同一型号但生产厂不同的产品应划分为不同的认证单元。
3.2申请认证提交资料3.2.1申请资料a.正式申请书(网络填写申请书后打印或下载空白申请书填写)b.工厂检查调查表(首次申请时)3.2.2证明资料a.申请人、制造商、生产厂的注册证明如营业执照、组织机构代码(首次申请时)b.申请人为销售者、进口商时,还须提交销售者和生产者、进口商和生产者订立的相关合同副本c.代理人的授权委托书(如有)d.生产许可证(如有)e.有效的监督检查报告或工厂检查报告(如有)f.其他需要的文件3.2.3提供与产品有关的资料(技术文件)a.橡胶塑料注射成型机产品描述,见CQC11-449151.01-2009b.机械外形图(标注可识别危险点)及电气原理图等c.液压或/和气压系统的原理图(有此结构时)d.危险分析表(为消除机械所存在的危险而采用措施的描述),见CQC11-449151.01-2009e.产品说明书副本(适用于申请单元覆盖的各型号规格产品)f.涉及健康与安全方面要求的机器结构、安全防护装置和安全保护装置等所必需的详细图纸、计算书和/或测试结果等g.安全件备案清单,见CQC11-449151.01-20094.型式试验4.1样品4.1.1抽样原则CQC从申请认证单元中选取代表性样品。
高效节能的橡胶注射成型机
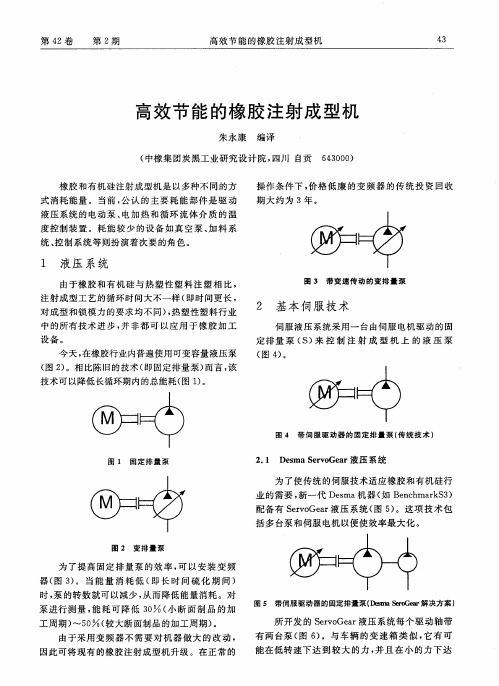
设备 。 今天 , 在橡胶行业 内普遍使用 可变容量液压 泵 ( 2 。相 比陈 旧的技术 ( 固定 排量泵 ) 言 , 图 ) 即 而 该 技术可 以降低长循环期 内的总能耗 ( 1 。 图 )
图 4 带 伺 服 驱 动器 的 固定 排 量 泵 ( 统 技 术 ) 传
第4 2卷
第2 期
高 效节 能 的橡胶 注射 成型 机
4 3
高效 节能 的橡 胶 注射 成 型机
朱 永康 编译 63 0) 4 0 0 ( 中橡 集 团炭黑工 业研 究设 计 院 , 四川 自贡 橡胶 和有 机硅 注射成 型机是 以多种 不 同的方 式 消耗 能量 。 当前 , 认 的 主要 耗 能 部 件是 驱 动 公 液压 系统 的电动 泵 、 电加 热 和循 环 流 体介 质 的温
通 常情况 下 , 流道 采 用水 温 控 制单 元 。在 达 到 冷 恒定 的操 作条 件后 , 维持 这 些 温度 所需 的加 热 耗
3 力 热 口
用筒式 电加 热器 加热模 板是橡 胶 注射成 型机 消耗能量最 多 的环节 。这 些加热 器在 模具加 热阶
能量 或冷 却耗 能量很 小 。让 泵保持 高效 率 以及 良 好 的流 速 , 是 非 常重 要 的 。更 可 取 的 是使 用 高 这
注 射 成 型 工 艺 的 循 环 时 间大 不 一 样 ( 即时 问 更 长 ,
图 3 带变 速 传 动 的 变 排量 泵
对成 型 和锁模 力 的要求 均不 同) 热塑性 塑料行业 , 中的所有 技术 进 步 , 非 都 可 以应 用 于橡 胶 加 工 并
2 基本 伺 服技 术
伺 服液 压系统 采用一 台 由伺 服 电机 驱 动的 固 定排 量 泵 ( ) 控 制 注 射 成 型 机 上 的 液 压 泵 S 来