模切刀模的介绍
模切行业雕刻刀模的编程与制作
一磨刀在我用的数控雕刻机是泰州三星机床厂2006.04生产的SKDK4030型的。
常用的刀具一般Φ0.4到Φ4的铣刀,这些刀都是四刃的,又叫四棱刀;还有30°到90°的三刃刀,这些刀都是经常需要磨的。
刀具一般是硬质合金刀,还有金刚石。
磨刀的砂轮一般是金刚石的,有粗细之分,粗磨的时候用粗砂轮,离需要的尺寸差不多时,就用细砂轮来磨。
每次进给小一点。
四刃刀:磨四刃刀,刻度就为0,每90°旋转一次,不段的反复,直到磨到需要的尺寸。
四棱刀不宜过长,刀刃的长度一般为6mm左右,一般要磨的有Φ1.5、1.2、1.0、0.8、0.6、0.5、0.4;Φ4、3、2一般为四刃的,都是四齿的,磨四齿就可以了,一般这种刀比较难磨。
对角磨出两个齿,对角为刀直径。
一般用来铣花料。
一般情况下从0.4到0.8的刀用过一次或两次就需要磨,因为刀越小越容易断,主轴转速也高。
一般为15000转,最低转速为6000转。
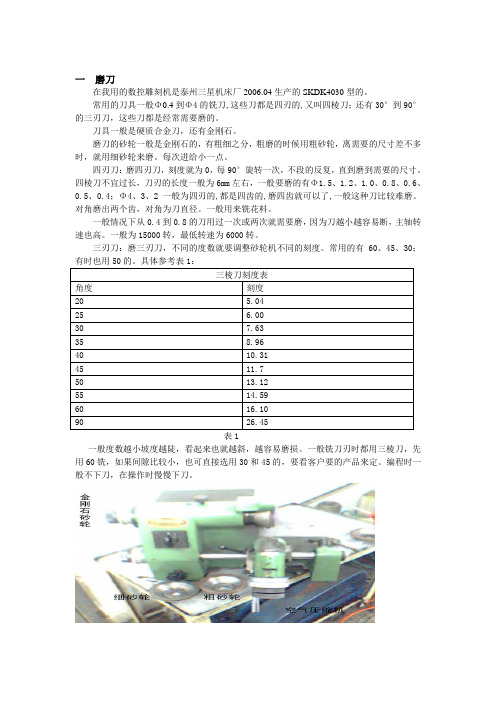
三刃刀:磨三刃刀,不同的度数就要调整砂轮机不同的刻度。
常用的有60、45、30;有时也用50的。
具体参考表1:三棱刀刻度表角度刻度20 5.0425 6.0030 7.6335 8.9640 10.3145 11.750 13.1255 14.5960 16.1090 26.45表1一般度数越小坡度越陡,看起来也就越斜,越容易磨损。
一般铣刀刃时都用三棱刀,先用60铣,如果间隙比较小,也可直接选用30和45的,要看客户要的产品来定。
编程时一般不下刀,在操作时慢慢下刀。
二装夹和对刀我们用的钢板主要是洛12的,比较硬,用来加工的钢板要经过很多的工序:要表面淬火、磨平、抛光等最后才用来加工。
装工件之前应该先把工作台清理干净,用静布擦一下,保持表面很平整,没有铁屑。
然后把找好中心的工件装上去,这样也就粗略的把X和Y轴对好了,只要再对一下Z轴就可以了。
工件装时一般用垫片把工件的四周都垫起来,避免加工时碰到导轨。
模切刀模设计[001]
![模切刀模设计[001]](https://img.taocdn.com/s3/m/2304846d182e453610661ed9ad51f01dc2815723.png)
模切刀模设计一、概述模切刀模设计是指根据产品需要,设计制作切割模具,将材料切割成特定形状的工艺过程。
模切刀模设计对于各种材料的切割,如纸板、皮革、布料等具有重要的应用价值。
本文将以模切刀模设计为主题,介绍模切刀模设计的基本原理和流程。
二、模切刀模设计的基本原理模切刀模设计的基本原理是通过模切刀模具的刀刃与材料接触,施加力量将材料切割成所需形状。
根据切割的要求,可以设计不同形状的模切刀模具,如直线切割、曲线切割、椭圆形切割等。
模切刀模设计的关键在于确定切割的路径和形状,以及选择合适的切割工艺参数。
三、模切刀模设计的流程模切刀模设计的流程主要包括以下几个步骤:1. 确定切割需求和材料特性在进行模切刀模设计之前,首先要明确产品的切割需求和材料的特性。
根据产品的形状和尺寸要求,确定所需切割的路径和形状。
同时,了解材料的硬度、厚度等特性,以便根据材料的特性进行模切刀模设计。
2. 设计模切刀模具根据切割需求和材料特性,设计模切刀模具。
根据切割的路径和形状,设计刀刃的形状和数量。
同时,考虑到模切刀模具的结构和可制造性,进行模切刀模具的细节设计。
3. 制造模切刀模具根据模切刀模具的设计图纸,进行模切刀模具的制造。
根据所需切割的材料和材料特性,选择合适的材料进行制造。
通过数控加工、电火花加工等工艺,将模切刀模具制造成型。
4. 制作切割工艺参数根据模切刀模具的设计和材料特性,制作切割工艺参数。
根据切割的路径和形状,确定切割的速度、压力等工艺参数。
5. 进行模切刀模设计和试验根据设计的模切刀模具和切割工艺参数,进行模切刀模设计和试验。
通过试验,调整切割工艺参数,优化模切刀模具的设计,以获得最佳的切割效果。
6. 评估和改进根据试验结果和实际应用情况,评估模切刀模设计的效果。
根据评估结果,进行改进,优化模切刀模设计。
四、模切刀模设计的应用领域模切刀模设计广泛应用于各个行业。
以下是一些常见的应用领域:•包装行业:用于纸盒、纸袋等包装制品的切割。
《刀模种类介绍》课件

铜材
铜材具有较好的韧性和延展性, 常用于制作一些需要弯曲或变形
的刀模。
铜材具有一定的防锈性能,但易 受环境影响,长时间使用可能会
氧化变色。
常见的铜材有黄铜、紫铜等,可 根据刀模的具体用途选择合适的
铜材。
铝材
铝材相对较轻,具有良好的导热性和延展性,适合用于制作轻巧的刀模 。
铝材的硬度相对较低,耐磨性较差,因此不适合用于需要频繁使用或高 强度切割的刀模。
3
随着各行业的不断发展,刀模的应用也越来越广 泛,未来有望成为各行业不可或缺的加工工具之 一。
04
刀模的制造工艺
切割工艺
激光切割
利用高能激光束照射在刀模材料上,通过光能转换为热能,使材料熔化、汽化 ,从而实现切割。激光切割精度高,适用于各种复杂形状的刀模切割。
机械切割
利用金刚石刀片等工具进行高速切割,适用于硬质材料。机械切割精度较高, 但加工效率相对较低。
在刀模表面电镀一层金属,以提高刀 模的硬度和耐腐蚀性。常用的电镀金 属有镍、铬等。
其他制造工艺
热处理
对刀模进行加热、保温和冷却处理,以改变其内部组织结构 ,提高刀模的硬度和耐磨性。
表面处理
对刀模表面进行喷涂、喷焊等处理,以提高其耐腐蚀性和耐 磨性。
05
刀模的选择与保养
如何选择合适的刀模
根据用途选择
常见的铝材有纯铝、铝合金等,可根据实际需求进行选择。
其他特殊材质
一些特殊的刀模材料如陶瓷、塑料等, 具有各自独特的特点和用途。
陶瓷刀模具有高硬度、高耐磨性和化学 稳定性好的优点,但易碎且价格较高。
塑料刀模则具有轻便、不易生锈和价格 实惠的优点,但强度和耐用性相对较低
。
03
模切刀模知识培训 ppt课件

3
二冲压模具的定义与发展
我国考古发现,早在2000多年前,我国已有冲压模具被用于 制造铜器,证明了中国古代冲压成型和冲压模具方面的成就 就在世界领先。1953年,长春第一汽车制造厂在中国首次建 立了冲模车间,该厂于1958年开始制造汽车覆盖件模具。我 国于20世纪60年*始生产精冲模具。在走过了温长的发展道 路之后,目前我国已形成了300多亿元(未包括港、澳、台 的统计数字,下同。)各类冲压模具的生产能力。随着计算 机技术的发展,计算机也逐步进入模具生产的各个领域,包 括设计、制造、管理等。国际生产研究协会预测,到2000年, 作为设计和制造之间联系手段的图纸将失去其主要作用。模 具自动设计的最根本点是必须确立模具零件标准及设计标准。 要摆脱过去以人的思考判断和实际经验为中心所组成的设计 方法,就必须把过去的经验和思考方法,进行系列化、数值 化、数式化,作为设计准则储存到计算机中。因为模具构成 元件也干差万别,要搞出一个能适应各种零件的设计软件几 乎不可能。
ppt课件
15
五金模
五金模具是在工业生产中,用各种压力机和 装在压力机上的专用工具,通过压力把金属 材料制出所需形状的零件或制品,这种专用 工具统称为五金模具
五金模具可根据各种工艺分类:冲裁模 、弯 曲模 、拉深模 、成形模
其他组合模:单工序模 、复合模 、级进模 (也称连续模)、多工位模
成形模 是将毛坯或半成品工件按图凸、凹模的形状直接复制成形, 而材料本身仅产生局部塑性变形的模具。如胀形模、缩口模、扩口模、 起伏成形模、翻边模、整形模等
单工序模 在压力机的一次行程中,只完成一道冲压工序的模具
复合模 只有一个工位,在压力机的一次行程中,在同一工位上同时 完成两道或两道以上冲压工序的模具
模切设计知识点总结
模切设计知识点总结一、模切工艺基础1. 模切原理模切是利用模切模具将平面材料进行切割成所需形状的工艺,其原理是通过在模切模具和压力机的作用下,对材料进行切割压制,使其成型。
模切模具通常由上模、下模和刀板组成,通过上下模的压合和相对运动,实现对材料的切割和成型。
2. 模切材料模切材料包括纸板、塑料薄膜、皮革、织物、泡沫材料等,根据不同材料的特性和厚度,需要选择适合的模切机和模切模具。
3. 模切机械模切机械主要包括手动模切机、自动模切机、数控模切机等,其特点是根据产品需求和生产规模选择合适的机械设备,以提高生产效率和优化生产工艺。
二、模切设计要点1. 了解材料特性模切设计首先需要了解所选材料的特性,包括硬度、厚度、弹性、拉伸性、断裂强度等,以便确定模切模具的结构和刀板的刀具尺寸。
2. 设计符合工艺要求的结构模切产品的结构设计需要考虑到切割方式、成型方式、接合方式等因素,以便满足生产工艺的要求,并确保产品质量和成型效果。
3. 合理布局模切排样在进行模切设计时,需要合理布局模切排样,尽可能减少材料浪费和提高生产效率,同时避免模切模具的受力不均,导致生产问题和模具损坏。
4. 考虑后续工艺模切产品还需要考虑其后续工艺,如覆膜、烫印、折叠等,设计时需要考虑到这些工艺的要求和影响,以便提高产品的整体生产效率和质量。
5. 优化设计尺寸在模切设计时,需要根据材料的特性和生产工艺的要求,合理选择设计尺寸,同时考虑到材料的厚度和弹性等因素,确保产品的成型效果和尺寸精度。
6. 细节处理在模切设计中,需要注意产品的细节处理,如边角处理、开槽、冲孔等,以确保模切产品的外观效果和使用功能。
三、常见问题及解决方法1. 模切模具损坏常见原因:材料硬度过高、模切模具设计不合理、使用寿命到期。
解决方法:选用合适的模切模具材料、优化模具设计、及时维护和更换模具。
2. 模切产品成型不良常见原因:材料选择不当、模切排样不合理、模切工艺不精细。
模切刀种类介绍及模切技术
模切刀种类介绍及模切技术瓦楞纸箱在现代产品包装中扮演着越来越重要的角色,因其独特的材料结构机理、特有的包装效果和经济实惠而备受实欢迎,无论在国内还是在国外,瓦楞纸箱都是包装领域的佼佼者,同时由于纸包装无污染、符合环保要求,成本低,也备受商家青睐。
模切刀应满足以下性能要求:钢材质地均匀、刀身与刀锋的硬度组合适当、规格准确、刀锋经淬火处理等。
优质的模切刀其刀锋硬度通常明显高于刀身硬度,这样既便于成型,又提供了较长的模切寿命。
模切刀的种类模切刀根据功能不同可分为平版模切刀、圆压圆模切刀(如尖齿刀、优力刀等)、特殊效果刀(如点线刀、波纹刀等)。
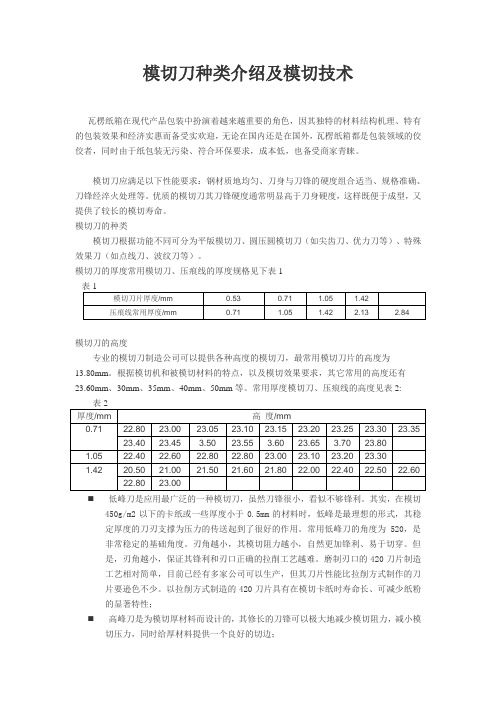
模切刀的厚度常用模切刀、压痕线的厚度规格见下表1模切刀的高度专业的模切刀制造公司可以提供各种高度的模切刀,最常用模切刀片的高度为13.80mm。
根据模切机和被模切材料的特点,以及模切效果要求,其它常用的高度还有23.60mm、30mm、35mm、40mm、50mm等。
常用厚度模切刀、压痕线的高度见表2:⏹低峰刀是应用最广泛的一种模切刀,虽然刀锋很小,看似不够锋利。
其实,在模切450g/m2以下的卡纸或一些厚度小于0.5mm的材料时,低峰是最理想的形式,其稳定厚度的刀刃支撑为压力的传送起到了很好的作用。
常用低峰刀的角度为520,是非常稳定的基础角度。
刃角越小,其模切阻力越小,自然更加锋利、易于切穿。
但是,刃角越小,保证其锋利和刃口正确的拉削工艺越难。
磨制刃口的420刀片制造工艺相对简单,目前已经有多家公司可以生产,但其刀片性能比拉削方式制作的刀片要逊色不少。
以拉削方式制造的420刀片具有在模切卡纸时寿命长、可减少纸粉的显著特性;⏹高峰刀是为模切厚材料而设计的,其修长的刀锋可以极大地减少模切阻力,减小模切压力,同时给厚材料提供一个良好的切边;⏹单边刀用于闭合形材料的模切或者要求切边是直边的场合;⏹单边高峰刀用于模切厚材料。
刀片类别刀片的类别基本上是以刀身和刀刃的硬度以及刀片刀用材质的结构区分的,通常分为刀刃淬火和不淬火两大类刀片。
模切生产介绍
Chengdu Ruixun New Materials Development Co,Ltd
四、模切工艺流程
(一)审图 3、尺寸极限 ◎尺寸极限是我们生产时遇到这类的尺寸无法用技术弥补或有很大
的困难程度造成产能过大损失的尺寸,如:1.5mm以下的圆孔,1MM以 内的框距,该类尺寸刀模要有很高的精度,才能完成,小圆孔冲型时很 容易塞进产品废料,造成报废。间距很小时垫刀的泡棉容易压死而变得 没有弹性,造成产品变形,移位,或是溢胶,容易脱落等不良报废; ◎目前因为技术关系圆孔刀模1mm以内的尚无法完成制作; ◎内外框间距要求最小0.8mm才能开出高低刀来,小于这个数值的须 内外框跳开制作,这样就影响了其产品的精度。但还能保证生产,最小 间距跳开制作我们可以做到0.4mm左右,公差正负0.05---0.1mm。
Chengdu Ruixun New Materials Development Co,Ltd
二、模切机的分类
(二)平压圆型模切机 ●工作原理 它的模切版台是平板状的,模切版被固定在其 上表面,模切版台可以借助于背面的滑轮做前后回 程运动,加工板料通过模压滚筒的叼纸牙续纸。工 作时,在模压滚筒运转的同时,版台随之向前运动, 从而实现模切,在叼纸牙续下一张纸之前,版台作 回程运动重新回到起始位置(此时版台不与模压滚 筒的工作面相接触),便于下一次模切工作。
Chengdu Ruixun New Materials Development Co,Ltd
一、模切的定义
1、模切机: ●定义:主要用于纸品包装装潢工业中的商标、纸盒、 贺卡等的模切、压痕和冷压凸作业,是印后包装加工成型的 重要设备。 ●工作原理:利用钢刀、钢线(或钢板雕刻成的模版), 通过压印版施加一定的压力,将印品或纸板轧切成一定形状。 ●结构:由模切版台和压切机构两大部分组成。 2、模切:将整个印品压切成单个图形产品称作模切。 3、压痕:利用钢线在印品上压出痕迹或者留下弯折的槽痕称 作压痕。 4、模切技术:利用阴阳两块模板,在印品表面压印出具有立 体效果的图案称为凸凹压印,以上可以统称为模切技术。
模切介绍
并作为入料检验规格定义。
离型膜做为盖子或者出货
3
是,离型膜上离型剂会转移 到胶带上,造成胶带黏接力
减少。
3
模拟量产剥离离型膜所需要 的力。(入料不要求)
Material :adhesive
1.描述:通过特定方式可以粘接被贴物
双面胶带
单面胶带
热熔胶薄膜
导电胶
Material :adhesive
a.按照应用分类
缺点:1.价格贵 2.只能加工卷料。
Tooling
1.刀锋种类:
0.5mm-1.0mm
30°-60°
1常规双峰刀 1.适用厚度≤0.2mm普通材料且 切口无高要求的材料模切 常用双峰角度:30°,40°,50°,60°
0.05mm
30°-40°
2底部直立双峰刀 2.适用厚度≤0.2mm材料模切,如 泡棉,橡胶类材料。 常用双峰角度:30°,40°
缺点:1.制作成本比雕刻刀模便宜。 2.蚀刻加工和CNC或者手雕开刃,刀锋间距最小0.3mm。 3.冲压厚度不高于0.25mm。
Tooling
1.刀模种类:雕刻刀模,蚀刻刀模,木板刀模,铝板刀模,圆刀模,QDC复合模具。 木板刀:木板激光切割刀缝,加装刀片。 优点:1.冲压材料厚度最高5mm。 2.价格便宜。 3.制刀时间短。
PET双面胶—厚度范围0.01mm-0.3mm,具有透明,尺寸稳定,抗撕裂,主要应用在平面贴合。 泡面双面胶—厚度范围0.1mm-0.4mm,具有回弹性,平衡张力,主要应用在粗糙表面,缓冲贴合。
开面
adhesive
Base material adhesive
闭面
Release paper
Structure
模切生产介绍.pptx
二、模切机的分类
(一)平压平型模切机 ●特征:模切版台和压切机构的形状是平板状的。 ●工作原理:
模切版被固定在平整的版台上,被加工板料 放在压板(下压盘)上。工作时,模切版台固定不 动,压板通过连杆作用往复运动,使得版台与压板 不断地离合压,每合压一次便实现一次模切。 ●分类:立式模切机、卧式模切机
二、模切机的分类
(三)圆压圆型模切机 ●工作原理
圆压圆型模切机的模切版台和压切机构(压力 滚筒)的工作部分的形状都是圆筒状的,模压原理 类似于胶印印刷机。将一个或两个弧度与模切版台 基体(即模切版滚筒)相同的半圆形模切版(或金 属模切辊)固定于模切版滚筒上,在压力滚筒表面 裹上一层保护模切刀口的聚酯塑料。随着模压的进 行,表层的聚酯塑料将被破坏,因此一般每隔一段 时间就要将表层的聚酯塑料揭去,更换新的塑料层。 模压时,送料辊将加工板料送到模切版滚筒和压力 滚筒之间,两者将其夹住对滚模压,模切版滚筒旋 转一周就完成一次模切任务。
一个滚筒相当于压印滚筒,模切时施加压力; 另外一个是滚筒刀模。滚筒刀模有木质和金属两大类, 前者主要模切很厚的瓦楞纸板,后者有采用化学腐蚀 或电子雕刻方法加工的金属滚筒刀模,主要用于不干 胶标签及商标的模切,还有一种金属滚筒刀模主要用 于中高档长线产品,采用压切式或剪切式形式。
Chengdu Ruixun New Materials Development Co,Ltd
●结构:由模切版台和压切机构两大部分组成。 2、模切:将整个印品压切成单个图形产品称作模切。 3、压痕:利用钢线在印品上压出痕迹或者留下弯折的槽痕称 作压痕。 4、模切技术:利用阴阳两块模板,在印品表面压印出具有立 体效果的图案称为凸凹压印,以上可以统称为模切技术。
Chengdu Ruixun New Materials Development Co,Ltd
刀模加工方案
刀模加工方案1. 引言刀模加工是制造业中重要的工艺之一,用于制造各种类型的工件和产品。
刀模加工的质量和精度对最终产品的质量具有重要影响。
为了提高刀模加工的效率和质量,需要制定有效的刀模加工方案。
本文将介绍刀模加工的基本概念和原则,并提供一套刀模加工方案供参考。
2. 刀模加工的基本概念和原则2.1 刀模加工的定义刀模加工是指通过对金属材料进行切削、锉削、车削、铣削等工艺加工,制造出各种类型的刀具模具。
刀模加工常用于汽车制造、航空航天、家电制造等领域。
2.2 刀模加工的原则刀模加工的原则包括以下几个方面:•按照设计要求确定加工工艺和加工方法;•根据材料的特性选择合适的刀具和刀具材料;•保证切削速度和进给速度合理;•控制刀具的磨损和刀具的寿命;•检验刀模加工的质量。
3. 刀模加工方案3.1 加工工艺和加工方法根据不同的刀模类型和加工要求,可以采用不同的加工工艺和加工方法。
常用的加工工艺包括车削、铣削、切削、磨削等。
根据刀具相对于工件的运动方式,常见的加工方法包括平面切削、立体切削、纵向切削、横向切削等。
3.2 刀具和刀具材料的选择刀具的选择应根据加工材料、加工工艺和加工要求来确定。
常用的刀具有铣刀、车刀、钻头、切削刀具等。
刀具材料要求具有较高的硬度、耐磨性和耐热性,常用的刀具材料有高速钢、硬质合金等。
3.3 切削速度和进给速度的控制切削速度和进给速度是刀模加工中两个关键的参数。
切削速度过高会导致刀具磨损加快、切削温度升高,切削质量下降;进给速度过大会导致切屑过长,影响刀具寿命和加工质量。
因此,需要根据加工材料和刀具类型选择合适的切削速度和进给速度。
3.4 刀具磨损和刀具寿命的控制刀具磨损是刀模加工中常见的问题,会影响加工质量和加工效率。
为了延长刀具寿命,需要采取以下措施:•定期对刀具进行磨削和修复;•控制切削速度和进给速度;•使用刀具冷却液进行冷却和润滑。
3.5 刀模加工质量的检验刀模加工质量的检验是保证刀模加工质量和精度的重要手段。