焊接工艺评定报告
现场焊接工艺评定报告
现场焊接工艺评定报告一、项目背景焊接是一种常见的金属连接方法,广泛应用于各个行业,尤其是在工业制造和建筑领域。
为了确保焊接过程的质量和安全,评定焊接工艺是非常必要的。
二、评定目的本次评定旨在评估现场焊接工艺的可行性和合理性,验证焊接方法和设备是否符合相关标准和要求。
三、评定内容1.焊接工艺规范:对焊接工艺规范进行全面评估,包括焊接方法、焊接材料、焊接设备等方面的要求。
2.设备检查:检查焊接设备的完整性、性能和安全性,评估其是否满足本次焊接工艺的要求。
3.焊接操作人员评估:对焊接操作人员进行技术能力评估,包括焊接技术熟练度、操作规范性等方面的评估。
4.试样焊接:根据评定要求,进行焊接试样制备,评估焊接工艺的可行性和合理性。
5.焊接质量评定:对焊接试样进行断口检查、力学性能测试和无损检测,评估焊接质量是否符合要求。
6.评定报告编写:根据评定结果,编写评定报告,对焊接工艺进行总结和分析。
四、评定方法1.焊接工艺规范的评定主要依据焊接标准和相关技术文件进行检查和对比。
2.设备检查主要通过外观检查、功能测试和安全性检查等方式进行评估。
3.焊接操作人员评估可以通过观察其焊接技术操作、检查其证书和经验等方式进行评估。
4.试样焊接可以根据评定要求进行试样制备和焊接过程的观察和记录。
5.焊接质量评定主要通过断口检查、力学性能测试和无损检测等方式进行评估和分析。
6.评定报告编写主要依据评定结果和分析,结合相关工艺规范和标准进行编写。
五、评定结果根据对焊接工艺规范、设备、操作人员和焊接质量的评定,得出以下结果:1.焊接工艺规范符合相关标准和技术要求,适用于实际焊接项目。
2.焊接设备完好,性能良好,满足本次焊接工艺的要求。
3.焊接操作人员技术熟练,操作规范,具备进行焊接作业的资格。
4.试样焊接质量良好,焊缝形貌合理,焊接强度满足要求。
5.焊接质量评定结果良好,断口无明显缺陷,力学性能满足技术要求。
6.根据评定结果,本次焊接工艺被认定为可行和合理。
焊接工艺评定报告
焊接工艺评定报告
本次焊接工艺评定报告旨在对甲公司的焊接工艺进行评定,以验证甲公司的焊接工艺是否符合行业规范和标准要求。
一、焊接工艺概述
甲公司采用手工电弧焊接工艺,根据图纸要求,采用E50焊条,直流电弧焊接。
焊接材料为Q235钢板,板厚为10mm。
本次焊接将进行对接焊、角焊和T型焊三种类型的试验。
二、焊接工艺评定结果
1.外观质量:本次焊接试验制作的焊缝质量较高,表面平整,无气孔、夹杂、裂纹等缺陷,符合GB/T986-2008中的VIS1级要求。
2.力学性能:对接焊、角焊和T型焊试验样品进行了拉伸和弯曲试验,试验结果显示,其拉伸强度和屈服强度均满足GB/T3323-1995中的II级要求。
试样在受到一定弯曲力后,在无明显裂纹或破裂情况下,仍能完整保持角度,符合
GB/T232-2010中的II级要求。
3.气孔率:焊缝中气孔率的测量结果在3%以内,符合行业标准要求。
4.工序评定:焊接工艺的工序详情、操作人员以及环境管理等方面均符合相关标准和规范。
三、结论
经过本次焊接工艺评定试验,甲公司的焊接工艺符合相关标准和规范的要求,已取得良好的焊接工艺评定结果,建议
甲公司在今后的焊接施工中严格按照焊接工艺和质量管理要求进行操作,确保产品的质量和安全。
焊接工艺评定报告..(DOC)

电特性:
电流种类
直流
极性
正极
焊接电流 1、100(A ) 2、110( A) 3、180(A )
电弧电压
10-15( V)
22( V)
23(V )
钨极尺寸
Φ 2.5
其他
/
技术措施: 焊接速度( cm/min ) 摆动或不摆动 摆动参数
焊缝外观检查:
自行掌握
稍摆动
以覆盖坡口为准
无超标缺陷
合格
卑微如蝼蚁、坚强似大象
共享知识 分享快乐
焊接工艺评定报告
NO: PQR2000-01
焊接工艺评定指导书编号
WPS2000-01
焊接方法及机械化程度
手工电弧焊
焊接接头简图:
1
70°± 5°
1.5+0.5
3 2 1
+0.51
附注:
2
1、焊前清理坡口及两侧 10mm 内的油
锈等;
2、焊条在 75~ 150℃烘 1 小时; 3、点固焊用 Φ 2.5 焊条,且焊缝无超
气体:
气体种类
/
混合气体成分
/
卑微如蝼蚁、坚强似大象
试 样号 1
宽( mm ) 25.4
拉力 试验
厚( mm)
面积 ( mm2)
断裂载荷 ( KN )
4
98.2
48.12
报告编号: 019 抗拉强度 MPa
490
断裂特点和部位 断于母材
2
25.4
4
98.2
47.14
480
断于母材
冲击试验
报告编号:
弯曲试验
NO WPS01-01
手工
焊接接头:
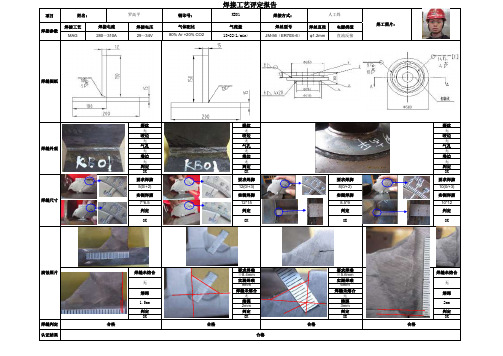
焊接工艺评定报告WPS(人工焊)
项目
姓名:
焊接参数
焊接工艺 MAG
焊接电流 280~310A
罗高平 焊接电压 29~34V
钢印号: 气体配比 80% Ar +20% CO2
焊接工艺评定报告
KB01
焊接方式:
人工焊
气流量 18-22(L/min)
焊丝型号 JM-56(ER70S-6)
焊丝直径 φ1.2mm
电源类型 直流反接
焊工照片:
焊缝图纸 焊缝外观 焊缝尺寸
裂纹 无
咬边 无
气孔 无
卷边 无
判定 OK
要求焊脚
5(0/+2)
实测焊脚
7*6.5
判定
OK
裂纹 无
咬ቤተ መጻሕፍቲ ባይዱ 无
气孔 无
卷边 无
判定 OK
要求焊脚
12(0/+3)
实测焊脚
12*15
判定
OK
要求焊脚 8(0/+2) 实测焊脚 8.5*9
判定
OK
裂纹 无
咬边 无
气孔 无
卷边 无
判定 OK
要求焊脚
10(0/+3)
实测焊脚
10*12
判定
OK
腐蚀照片
焊缝判定 认证结果
合格
焊缝未熔合
无
熔深
1.5mm 判定
OK
合格
要求焊喉 ≥8.4mm 实测焊喉
9mm 焊缝未熔合
无 熔深 2mm 判定
OK
合格
合格
要求焊喉 ≥5.6mm 实测焊喉
6mm 焊缝未熔合
无 熔深
3mm 判定
OK
合格
焊缝未熔合
无
熔深
2mm 判定
焊接工艺评定报告样本

焊接工艺评定报告样本1.简介2.评定目的(1)验证焊接工艺能否满足产品性能要求;(2)评估焊接工艺的稳定性和可靠性;(3)为后续生产提供参考和指导。
3.评定方法(1)实验样品:选择代表性的焊接接头或试片作为实验样品;(2)实验设备:选择适当的焊接设备和焊接材料;(3)实验参数:根据产品要求和焊接材料的特性,确定焊接电流、电压、速度等参数;(4)实验过程:按照焊接工艺要求进行焊接,并记录实验过程中的各项数据。
4.特性评估(1)外观质量:评估焊缝的外观形态、焊缝的清晰度和焊接变形等外观特征;(2)焊缝质量:检测焊缝的缺陷情况,如气孔、夹杂物、裂纹等;(3)力学性能:测试焊接接头或试片的拉伸强度、屈服强度、延伸率等力学性能指标;(4)金相分析:对焊接接头或试片进行金相组织观察和显微硬度测试,评估焊缝和热影响区的组织性能。
5.评定结果(1)根据实验数据和评估结果,评定焊接工艺的可行性和合格性;(2)若焊接接头或试片达到产品要求,并且力学性能和金相分析结果符合规定标准,则认定焊接工艺合格;(3)若焊接接头或试片存在缺陷或力学性能不满足要求,则认定焊接工艺不合格。
6.评定建议(1)对于合格的焊接工艺,建议在生产过程中继续使用,并进行合理的质量控制;(2)对于不合格的焊接工艺,建议重新调整焊接参数、选择适当的焊接材料,或者改进焊接设备,以达到产品要求。
7.结论本次焊接工艺评定的结果表明,该焊接工艺满足产品性能要求,焊接接头的外观质量良好,焊缝质量合格,力学性能和金相分析结果符合标准。
因此,建议在生产过程中继续使用该焊接工艺,并进行相应的质量控制措施,以确保焊接质量和产品性能。
以上是本次焊接工艺评定的报告内容,总字数超过1200字。
桥梁工程焊接工艺评定报告

桥梁工程焊接工艺评定报告好,今天咱们就来聊聊桥梁工程焊接工艺评定这个话题。
别看这话题听起来有点生硬,其实跟咱们平时生活中干活儿也有不少相似之处,关键是看怎么理解,怎么去操作。
你想想,咱们家里用焊接做个铁门,或者修个铁架子,焊接的过程也挺重要的。
如果焊接不牢,那门铁架子能稳得住吗?当然不行!而在桥梁工程里,这个问题更是大得不能再大了,毕竟桥梁不仅是交通的命脉,还得承受各式各样的压力。
好比咱们的骨架,哪怕是一个小小的伤口,都会影响到整个身体的健康。
焊接工艺评定呢,说白了,就是要对焊接工艺做个“体检”。
我们要确定焊接的技术方案是不是靠谱,能不能确保桥梁的安全。
就好比你去体检一样,医生会先了解你的健康状况,再给你一套合适的调理方案。
这里面的关键点就在于工艺是不是合格,焊接质量能不能得到保障。
如果焊接不合格,那桥梁一旦投入使用,就有可能出现各种问题,严重了可是会影响到整个交通网络,甚至是老百姓的生命安全,这可不是什么小事儿。
而且焊接工艺评定不仅仅是检查一下焊接的质量那么简单,它还涉及到好多技术细节。
这就像咱们做菜,光是有食材不行,还得掌握好火候,调料得放得恰到好处,才能做出一道美味的佳肴。
焊接也是一样,选材要合适,温度要掌握好,焊接速度不能太快也不能太慢,技术水平也得过硬。
说得直接点,如果没有这些技术保障,桥梁焊接的质量肯定会大打折扣,到时候哪怕是做得再漂亮的桥,也成了“纸上谈兵”,根本无法承载重压。
所以说,在进行桥梁工程焊接工艺评定时,工艺的选择、材料的使用、焊接设备的调试和焊接工人的技术水平都要综合考虑。
简而言之,这不是一个小打小闹的事儿,是一项系统工程,任何环节出问题,都可能会造成巨大的麻烦。
你想啊,桥梁作为交通的“动脉”,它所承受的荷载可不是一时半会儿能说清楚的,它得长期承受车流、人流、风力等各种复杂因素的影响。
可以说,焊接工艺的好坏,直接关系到桥梁的稳定性和耐久性,关乎着每一位通行者的安全。
评定过程中,咱们得注意的另一个重点是焊接材料的选择。
焊接工艺评定报告完整版
PQR编号:QZ-HC1612-25 焊接工艺评定报告编制:审核:批准:焊接工艺评定报告表HC-GYPD NO:01 单位名称衢州市河川翻板闸门有限公司焊接工艺评定报告编号QZ-HC1612-25焊接工艺指导卡编号HC-161225焊接方法SMAW机械化程度(手工、半自动、全自动)手工接头简图:(坡口形式、尺寸、衬板、每种焊接方法或焊接工艺、焊缝金属厚度)母材:材料标准:GB3274-88钢号:Q235B类、组别号:Ⅰ-1与类、组别号Ⅰ-1相焊厚度:8㎜直径:/其他:/焊后热处理:热处理温度(℃):/保温时间(h):/保护气体:气体种类混合比流量(L/min)保护气///尾部保护气///背面保护气///填充金属:碳钢焊条焊材标准:GB/T5117-2012焊材牌号:CHT711焊材规格:Ф1.2焊缝金属厚度:8其他:/电特性:电流种类:交流极性:正极性钨极尺寸:/焊接电流(A):160焊接电压(V):36其他:/焊接位置:对接焊缝位置:平焊方向:(向上、向下)角焊缝位置:/方向:(向上、向下)技术措施:焊接速度(cm/min):/摆动或不摆动:/摆动参数:/多道焊或单道焊(每面):/多丝焊或单丝焊:/其他:/预热:预热温度(℃)/层间温度(℃)/其他/根据推荐先前提供的资料,按照图1结构画图,钝边0.5~1mm,坡口角度30~40°,间隙2~3mm。
表HC-GYPD NO:05表HC-GYPD NO:07表HC-GYPD NO:08[此文档可自行编辑修改,如有侵权请告知删除,感谢您的支持,我们会努力把内容做得更好]。
钢结构焊接工艺评定报告
钢结构焊接工艺评定报告一、引言钢结构焊接工艺评定报告旨在对钢结构焊接工艺进行全面评定,确保焊接质量符合相关标准和要求。
本报告将从焊接材料、焊接方法、焊接设备以及焊接质量等方面进行评定和分析。
二、焊接材料评定1. 焊接材料的选择根据钢结构的材质和要求,选择适合的焊接材料。
应注意焊接材料的强度、塑性、韧性等性能是否与基材相匹配,以确保焊接接头的强度和稳定性。
2. 焊接材料的质量评定对焊接材料进行质量评定,包括焊丝的化学成分、机械性能、焊缝的拉伸强度、冲击韧性等指标要求。
焊接材料的质量评定是确保焊接接头质量稳定的重要环节。
三、焊接方法评定1. 焊接方法的选择根据钢结构的形状、尺寸和结构要求,选择合适的焊接方法。
常用的焊接方法包括手工电弧焊、气体保护焊、埋弧焊等。
不同的焊接方法适用于不同的焊接工况和要求。
2. 焊接方法的操作规程评定对焊接方法的操作规程进行评定,包括焊接电流、电压、焊接速度、焊接角度、焊接顺序等方面的要求。
操作规程的评定是确保焊接过程稳定和焊接质量可控的重要环节。
四、焊接设备评定1. 焊接设备的选择根据焊接方法的要求,选择适合的焊接设备。
焊接设备的选择应考虑焊接工况、焊接电流、电压、焊接速度等因素,确保焊接设备能够满足焊接要求。
2. 焊接设备的性能评定对焊接设备的性能进行评定,包括焊接电流的稳定性、焊接电压的调节范围、焊接速度的可调性等方面的要求。
焊接设备的性能评定是确保焊接过程稳定和焊接质量可控的重要环节。
五、焊接质量评定1. 焊接接头的外观质量评定对焊接接头的外观质量进行评定,包括焊缝的均匀性、焊缝的凹凸度、焊缝的表面质量等指标要求。
外观质量评定是确保焊接接头外观美观和焊缝质量良好的重要环节。
2. 焊接接头的力学性能评定对焊接接头的力学性能进行评定,包括焊接接头的拉伸强度、屈服强度、冲击韧性等指标要求。
力学性能评定是确保焊接接头强度和稳定性的重要环节。
六、结论通过对钢结构焊接工艺的全面评定,可以得出结论:焊接材料的选择合理,焊接方法的操作规程符合要求,焊接设备的性能稳定可靠,焊接质量满足相关标准和要求。
焊接工艺评定报告及焊接工艺指导书
焊接工艺评定报告及焊接工艺指导书焊接工艺评定报告编号为1689,焊接方法为Ws+D,机械化程度为自动。
接头简图包括坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度,其中焊缝金属厚度为0.5-2或2-3.2.不需要进行焊后热处理,因此热处理温度和保温时间为空白。
保护气为氩气,混合比流量为8-12,尾部保护气和背部保护气为空白。
电流种类为直流,极性为正接,钨极尺寸为Ф3.2mm,焊接电流范围为100-135A,电弧电压范围为12-24V。
喷嘴直径为16-18mm。
母材为20#钢,厚度为4.5mm,直径为159mm。
填充金属为H08或E4315,规格为Ф2.5mm或Ф3.2mm。
焊接位置为对接焊缝位置为6G,焊接方向和角焊缝位置为空白。
焊接速度为7-9cm/min,摆动为空白。
预热温度为单道预热温度,层间温度为空白。
到电阻至焊件距离为8-10.加热温度、升温速度、保温时间、冷却速度、最小预热温度、最大层间温度、保持预热时间、加热方式和气体种类混合比流量同上。
电流种类为直流,极性为EN/EP,焊接电流范围为100-130/100-160A,电弧电压范围为12-18/22-28V。
本文介绍了使用不同牌号、直径和焊接电流的焊接材料进行焊接的技术措施和试验结果。
使用TIG-50、J422和J422等不同牌号、直径和焊接电流的焊接材料进行焊接时,需要采用不同的焊接层次和焊接方法。
钨极类型和尺寸为钨极Ф2.5喷嘴孔径为Ф12㎜。
在焊接过程中,可以选择摆动焊或不摆动焊,摆动焊的参数为GTAW摆幅3-4㎜SWAW摆幅6-10㎜。
焊前需要进行清理,可以使用砂轮打磨和背面清根方法。
在焊接完成后,需要进行拉伸试验、弯曲试验、冲击试验和金相检验等试验。
拉伸试验使用试验编号为JT-77-1的试验方法,试样编号为1513-1-1、1513-1-1和1513-1-1,试样宽度为20㎜,试样厚度为22㎜,横截面积为440㎜,弯曲直径为40㎜,试验温度为室温,断裂截荷分别为220KN和218KN,弯曲角度为180°,冲击吸收功分别为500J和495J。
焊接工艺评定报告
焊接工艺评定报告是指对某种焊接工艺进行测试、研究、分析和评估,并通过实验结论得到一份正式的报告。
评定报告涵盖了焊接接头的质量和性能,以及焊接工艺参数的选定和控制等方面。
这篇文章将深入探讨的重要性和实施步骤。
重要性在工业生产中,焊接技术是一种常用的金属连接方法,但焊接不一定总是可靠和有效的。
随着焊接工艺的不断改进和发展,工艺参数和性能要求也越来越高。
因此,对焊接工艺进行全面的评估是非常重要的,特别是在一些关键性行业,如航空、航天、汽车和核能等。
可以有效提高焊接接头的质量和可靠性,降低生产成本和安全风险,保障设备和人员安全。
实施步骤的实施步骤主要包括以下几个方面:1.确定评定范围和标准:确定需要评定的焊接工艺范围和评定标准,一般根据相关国家和行业标准进行。
2.制定试验计划:根据评定标准,制定合理的试验计划,包括试件设计、材料、工艺参数和测试方法等。
试件设计要符合实际使用条件,工艺参数要全面考虑,并符合设备生产能力。
3.实施试验:按照试验计划,认真执掌实验工作。
对焊接工艺的各项参数进行测试和分析,如电压、电流、线速度、焊接速度和焊接接头的组织结构等。
4.数据处理和分析:对试验结果进行数据处理和分析,得出焊接接头的质量、性能评估报告。
报告应该包括确定的参数范围、接头性能和结构评估等内容。
5.撰写评定报告:根据试验结果和分析报告,撰写,包括工艺分析、参数选定和实施建议等内容。
6.报告审查和批准:报告应通过专业部门的审查和批准,确保评定报告的准确性和可靠性。
审查过程中,可能还需要对报告进行补充和调整。
总结在焊接工艺的质量和性能方面发挥了重要作用,是保证焊接接头可靠性和安全性的必要程序。
交叉对比多种参数选型,提升原始数据测试的准确性,直接大大提高数据生成的可信度。
所以,对的实施步骤必须掌握得十分清晰,才能有效完成评定工作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
超声
弯曲试验
面弯背弯
侧弯
合格
2
2
2
渗透
磁粉
冲击试验
焊缝热影响区
焊缝化
学成分
接头硬度检验
铁素体测定
金相
微观
宏观
焊接工艺评定任务书共1页
编制:杨佳成审核:堵学兴批准:堵智明日期:
预焊接工艺规程共3页 第1页
单位名称:无锡林亿机械制造有限公司
预焊接工艺规程编号:HGC-15-01日期: 所依据焊接工艺评定报告编号:/
对接焊缝焊件母材厚度范围~12mm
角焊缝焊件母材厚度范围/
管子直径、壁厚范围Ф≥25mm、不限角焊缝不限
焊缝金属厚度范围:对接焊缝 0~12 mm
其他:/
填充金属:
焊材类别
纤维素焊条
纤维素焊条
焊材标准
GB/ T8110
GB/ T8110
填充金属尺寸
Ф
Ф
焊材型号规格
型号:E6010规格:Ф
型号:E6010规格:Ф
焊 接 工 艺 评 定 报 告
评定单位:无锡林亿机械制造有限公司
评定日期:2015-03-28
焊接工艺评定存档目录
焊接工艺评定文件资料编号
序号
项 目 名 称
编 号
页码
备注
1
焊接工艺评定报告
HPB-2015-01
2
2
焊接工艺评定任务书
HPR-2015-01
6
3
预焊接工艺规程
HGC-15-01
7
4
焊接工艺卡
2.每焊完一道缝后,须彻底清除熔渣。
背面清根方法/
单道焊或多道焊(每面)单道焊
单丝焊或多丝焊单丝焊
导电嘴至工件距离(mm)7~9
锤击:有/无√
环境温度:24℃ 相对湿度:56%
其他:/
编制
杨佳成
审核
堵学兴
批准
堵智明
日期
日期
日期
焊接工艺卡共1页
管对接焊接接头简图:
焊接层数:(正)3层坡口角度:600±5°
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
Nb
化学成分测定表面至熔合线的距离(mm)
共4页 第4页
附加说明:
结论:本评定按NB/T47014-2011标准规定焊接试件、检验试样,测定性能、确认试验记录正确.
评定结果:( 合格、不合格)合格
焊工
姓名
臧利安
焊工证号
施焊日期
编 制
杨佳成
审核
堵学兴
批准
堵智明
日 期
日期
焊接工艺评定报告编号
HPB-2012-01
7、清理飞溅焊渣
8、外观检查、自检合格
焊工持证项目
SMAW-FeI-5FG
SMAW-FeI-5FG
9、打焊工钢印号
10、无损检测
11、返修,无损检测,合格.
检
验
序号
本厂
监检单位
第三方或用户
母材牌号
L245
厚度(mm)
1
自检
母材规格
管Φ219
2
焊接方法或焊接工艺
共3页 第2页
焊材牌号(金属材料代号)
E6010
E6010
填充金属类别
纤维素焊条
纤维素焊条
其他
对接焊缝焊件焊缝金属厚度范围:0~12 mm角焊缝焊件母材厚度范围:/
耐蚀堆焊金属化学成分(%)
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
Nb
其他:
焊接位置:
对接焊缝的位置:5G
焊接方向:向上向下√
角焊缝位置:/
焊后热处理:
/
焊接方法:SMAW
垫 板
/
/
/
设备型号:ZX7-315ST
接头种类
管对接
/
/
焊接层次、顺序示意图:
焊接层数:(正)3层
坡口型式:V形
坡口角度:60°±5°
钝边:2±1
组对间隙:2±1
背面清根:/
焊层
焊材
牌号
焊材直径(mm)
焊接电流(A)
电弧电压(V)
焊接速度(cm/min)
保护气体流量(L/min)
100~130
20~24
9~12
3
SMAW
E6010
φ
直流反接
100~130
20~24
9~12
检验项目、评定指标及试样数量
检验项目
检验标准
评定指标
检验项目
检验标准
评定指标
试样数量
外观检查
NB47014-2011
无裂纹
拉伸
试验
常温
高温
NB/T47016-2011
合格
2
无损检测
射线
JB/T4730-2005
焊接工艺评定报告编号:HPB-2015-01预焊接工艺规程编号:HGC-15-01
焊接方法:SMAW机械化程度(手工、机动、自动):手工
焊接接头(简图):(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺的焊缝金属厚度)
坡口形式:V型
衬垫:无
简图:
(如果与图样不符,以图样为准)
母材:
材料标准GB/T 9711-2011
日期
第 三 方 检 验
编制
杨佳成
任务书编号
HPR-2015-01
审核
堵学兴
评定 要求
符合铁附件加工要求
批准
堵智明
要求完成时间
2015-4-28
评定标准
NB47014-2011
验收机关
母材
直径、厚度(mm)
尺寸(mm)
接头形式简图:(坡口形式:V形坡口)
简图:
L245N
Φ219*
长550(1组)
L245N
焊接方法:SMAW机械化程度:手工
焊接接头:管材对接焊缝
坡口形式:V形坡口
衬垫(材料及规格):无衬垫
其他:/
简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)
(如果与图样不符,以图样为准)
母材:
类别号Fe-1组别号Fe-1-1与类别号Fe-1组别号Fe-1-1相焊及标准号GB/T8163钢号20#与标准号GB/T8163钢号20#相焊
电流
(A)
1
SMAW
E6010
Φ
直正
160~200
15~18
6~8
~
2
SMAW
E6010
Φ
直反
100~130
20~24
9~12
~
3
SMAW
E6010
Φ
直反
100~130
20~24
9~12
~
技术措施:
摆动焊或不摆动焊摆动摆动方式:焊工自己掌握
喷嘴尺寸/
焊前清理或层间清理:
1.焊前须将坡口两侧20mm范围内的油污、铁锈及其它杂质清除干净,直至露出金属光泽。
1
E6010
Φ
170~190
16~18
7~8
8~9
2
E6010
Φ
110~130
20~22
11~12
/
3
E6010
Φ
110~130
20~22
11~12
/
环境温度: 24 ℃
相对湿度: 55 %
焊缝余高:<
焊缝棱角:<1mm
错边量:<
咬边:无
其他外观缺陷:无
外观检查结果:合格
记录
杨佳成
日期
检查员
杭炜栋
日期
加热温度:/℃ 升温速度:/℃/min
保温时间:/h 冷却方式:/
预热:
最低的预热温度:/℃
最高的层间温度:/℃
保持预热时间:/h
加热方式:/
气体:
气体种类 混合比 流量(L/mim)
保护气体:///
尾部保护气:///
背面保护气:///
电特性
电流种类直流极性SMAW直流正接
焊接电流范围(A)100 ~200电弧电压(V)15~ 24
SMAW
焊缝金属
厚度(mm)
2
3
SMAW
5
焊接位置
5G
层/道
焊接方法
填充金属
焊接电流
电弧电压
(V)
焊接速度
(cm/min)
线能量
(kj/cm)
施焊技术
氩电联焊
钢焊丝
钢焊条
极性
电流(A)
预热温度(℃)
牌号
规格
牌号
规格
道间温度(℃)
1
SMAW
TG50
Φ
直正
160~200
15~18
6~8
~
焊后热处理
2
SMAW
32
192
455
断母材
弯曲试验试验报告编号:2015-1133
试验编号
试样类型
试样厚度
(mm)
弯心直径
(mm)
弯曲角度
(°)
试验结果
HPS-12-03
面弯
D=4a
180°
合格
HPS-12-04
面弯
D=4a
180°
合格
共4页 第3页
HPS-12-05
背弯
D=4a
180°
合格
HPS-12-06
背弯
D=4a