钢材焊接分类表一
焊条型号分类表

低温钢焊条工作温度等级:
焊条牌号 W70X W90X W10X
工作温度等级(℃) -70 -90 -100
焊条牌号 W19X W25X
工作温度等级(℃) -196 -253
碳钢焊条型号的划分:
焊条型
药皮类
焊接位
电流种
号
型
置
类
E43 系 E4301 E4303
1、 铬不锈钢具有一定的耐蚀(氧化性酸、有机酸、气蚀)、耐热和耐磨性能。通常用于电 站、化工、石油等设备材料。铬不锈钢焊接性较差,应注意焊接工艺、热处理条件及选 用合适电焊条。
2、 铬 13 不锈钢焊后硬化性较大,容易产生裂纹。若采用同类型的铬不锈钢焊条(G202、 G207)焊接,必须进行 300℃以上的预热和焊后 700℃左右的缓冷处理。若焊件不能进行 焊后热处理,则应选用铬镍不锈钢焊条(A107、A207)。
3、 铬 17 不锈钢,为改善耐蚀性能及焊接性而适当增加适量稳定性元素 Ti、Nb、Mo 等,焊 接性较铬 13 不锈钢好一些。采用同类型的铬不锈钢焊条(G302、G307)时,应进行 200 ℃以上的预热和焊后 800℃左右的回火处理。若焊件不能进行热处理,则应选用铬镍不锈 钢焊条(A107、A207)。
石家庄焊条厂
北京、永定门外久敬 萍乡电焊条厂
庄
厂家地点 辽宁、丹东 河北、保定 山东、青岛 江苏、南京 河北、邢台 山西、大同 河北、石家庄 江西、萍乡
长春电焊条厂 淄博电焊条厂 郑州电焊条厂 哈尔滨焊条总厂 桂林电焊条厂 常州电焊条厂 合肥电焊条厂 福州电焊条厂 成都电焊条厂 杭州电焊条厂
吉林、长春 山东、淄博 河南、郑州 黑龙江、哈尔滨 广西、桂林 江苏、常州 安徽、合肥 福建、福州 四川、成都 浙江、杭州
常用钢材焊材选用表(钢材焊材对照表)
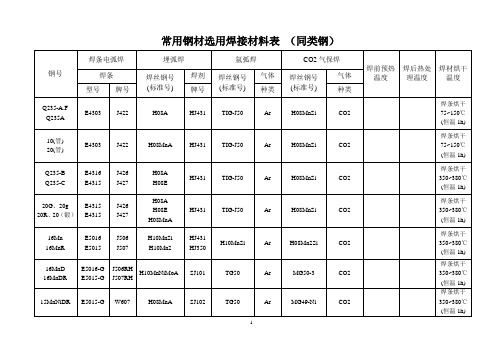
常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)锅炉常用钢材钢号分类表容器常用钢材分类表容器常用钢材分类表(续)器常用钢材分类表(续)焊接材料选用标准2016-0518(代替2011-0816)151617181920焊接材料选用表中的注解(1) E4303(J422)焊条只适用于第一类压力容器中的非重要结构件.(2)序号2-3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用H10Mn2焊丝。
(3)SJ101烧结焊剂可用于序号5-7项钢号工件壳体纵、环缝窄间隙埋弧自动焊。
(4)E5515-G(J557) 焊条适用于焊后需进行正火温度范围内热加工的5项钢号的工件。
(5)序号5项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊焊丝选用H08MnMoA焊丝;序号5-6项钢号当工件板厚≥60mm时,电渣焊选用H10Mn2MoA焊丝。
(6)序号6-7项,9项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊选用E6015-D1(J607)焊条,埋弧自动焊选用H08Mn2MoA焊丝。
(7)序号11项钢号工件如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-D2(J707)焊条,埋弧自动焊选用H08Mn2NiMoA焊丝,电渣焊选用焊丝原则:当壳体进行正火+回火热处理时选用H10Mn2NiMoA焊丝当壳体进行淬火+回火热处理时选用H10Mn2MoA焊丝(8)序号13项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-G(J707Ni)焊条,埋弧自动焊选用H10Mn2NiMoA焊丝。
(9)E7015-G(J707Ni)焊条亦适用于低温容器和要求冲击韧性高的重要结构。
焊 接 裂 纹 分 类 表[1]
![焊 接 裂 纹 分 类 表[1]](https://img.taocdn.com/s3/m/161f701a6bd97f192279e91d.png)
沿晶或穿晶
低塑性脆化裂纹
在较低温度下,由于被焊材料的收缩应变,超过了材料本身的塑性储备而产生的裂纹
在400℃以下
铸铁、堆焊硬质合金
热影响区及焊缝
沿晶及穿晶
前端园钝,有一定宽度,走向通直
层
状
撕
裂
主要是由于钢板的内部存在有分层(沿轧制方向)的夹杂物(特别是硫化物),在焊接时产生的垂直于轧制方向的应力,致使在热影响区或稍远的地方,产生“台阶”式层状开裂
1438℃
热影响区的粗晶区
沿晶界开裂
冷
裂
纹
延迟裂纹
在淬硬组织、氢和拘束应力的共同作用下,产生的具有延迟特征的裂纹
在Ms点以下
中、高碳钢,中、低合金钢、钛合金等
热影响区,少量在焊缝上
穿晶或沿晶
淬硬脆化裂纹
(淬火裂纹)
主要是由淬硬倾向大的组织,在焊接应力作用下产生的裂纹
Ms点附近
含碳量较高的Ni、Cr、Mo钢,马氏体不锈钢,工具钢
这种裂纹是以空穴方式形成的,即在高温下晶界处吸附有杂质(Sn、As、Sb、P等),形成蠕变空穴。由于空穴的存在,再加之碳化物的沉淀,空穴成为开裂的策源地。在裂纹的断口上能发现V4C3的颗粒存在。
600℃~700℃回火处理
(550℃~650℃敏感)
含有沉淀强化元素(Mo、V、Cr、Nb、Ti)的高强钢、珠光体钢、奥氏体钢、镍基合金等
焊缝上,少量在热影响区
沿奥氏体晶界
多边化裂纹
(高温低
塑性裂纹)
已凝固的结晶前沿,在高温和应力的作用下,晶格缺陷发生移动和聚集,形成堆积了大量晶格的二次边界,它在高温下处于底塑性状态,在拉应力作用下,沿多边化的边界开裂。(二次边界的组织疏松,高温时的强度和塑性都很低。)
钢结构常用焊条的区别及使用
钢结构常⽤焊条的区别及使⽤常⽤焊条的命名⽅法来源于GB980-76《焊条分类及型号编制⽅法》,现在作为标准早已废除。
但是由于该⽅法好记,⾏业上⾄今流传到现在。
该命名⽅式来源于GB980-76《焊条分类及型号编制⽅法》。
第⼀个字母按下表命名:代号(拼⾳或汉字)焊条分类拼⾳汉字J 结结构钢焊条R 热钼及铬钼耐热钢焊条G 铬铬不锈钢焊条A 奥铬镍不锈钢焊条D 堆堆焊焊条W 温低温钢焊条Z 铸铸铁焊条Ni 镍镍及镍合⾦焊条T 铜铜及铜合⾦焊条后三位数字的前两位代表抗拉强度(kg/cm2),例如50代表强度⼤于50kg/cm2。
最后⼀位按下表命名:最后⼀位数药⽪类型药⽪主要成分电源电极1 钛型氧化钛≥35% 直流或交流2钛钙型氧化钛≥30%,钙、镁的碳酸盐≥20%直流或交流3 钛铁矿型钛铁矿≥30% 直流或交流4 氧化铁型多量的氧化铁及较多的锰铁脱氧剂直流或交流5 纤维素型有机物≥15%、氧化钛30%左右直流或交流6 低氢钾型钾、钙、镁的碳酸盐和氟⽯直流或交流7 低氢钠型钠、钙、镁的碳酸盐和氟⽯直流反接8 ⽯墨型多量⽯墨或交流9 盐基型氯化物和氟化物直流或交流现在该标准已经废⽌,但流传⾄今。
焊条的分类J422和J427的区别酸性和碱性焊牌号J422,型号E4303 属于钛钙型药⽪低碳结构钢焊条。
钛钙型药⽪焊条属于酸性焊条。
牌号J427,型号E4315 属于低氢钠型低碳结构钢焊条。
低氢钠型药⽪焊条属于碱性焊条。
焊条型号是j422-3.2是啥意思焊条型号是j422-3.2是啥意思,直径 3.2向左转|向右转J422焊条好?还是J427焊条好?只能说各有所长,J422焊条是酸性焊条,它的⼯艺性能好,如电弧稳定,飞溅⼩,焊缝成形美观等。
⽽J427是碱性(低氢型)焊条,只能⽤直流电焊机,但它的焊缝综合⼒学性能好,即韧性要⽐酸性焊条好。
因此,⼀般联接⽤J422,⽽重要焊缝则应⽤J427焊接。
焊条J422和J427有什么区别?J422---酸性焊条GB型号E4303结构钢焊条,焊缝⾦属抗拉强度不低于420Mpa,氧化钛钙型药⽪,交直流两⽤,主要⽤于焊接低碳钢和强度等级低合⾦钢如09Mn2等.J427---碱性焊条GB型号E4315结构钢焊条,焊缝⾦属抗拉强度不低于420Mpa,低氢钠型药⽪,直流反接,主要⽤于焊接重要的低碳钢和低合⾦钢如09MnSi等.焊条J427R和J427 的区别J427R代表的是容器钢的焊条,J427为结构钢焊条,主要区别在焊条的药⽪成份不同。
焊接方法的分类
二、平行线的划法 三、已知三点作圆弧的划法 四、天圆地方接管的展开 五、两节等径任意角弯头的计算展开
XL.eps
1.熔焊 2.压焊 3.钎焊
一、焊接方法的分类
二、焊接的应用与发展
三、本课程的主要内容
四、学习的目的与方法
D1DY.eps
四、学习的目的与方法
表1-1 几种常用焊接结构用钢的化学成分
二、钢化学成分分析取样的一般规定
图1-1 大断面钢材料钻取样屑位置 a)圆钢 b)方钢 c)钢管
二、钢化学成分分析取样的一般规定
(2)大断面的中空锻件或管件取样 此类钢件应从壁厚内外 表面的中间部位钻取,或在端部整个横断面进行刨取,如 图1-1c所示。 2.小断面钢材化学分析取样
表1-2 常用型钢断面形状及规格
二、钢化学成分分析取样的一般规定
(1)纵轧薄钢板 钢板宽度小于1m时,沿钢板宽度剪取一 条宽50mm的试料;钢板宽度大于或等于1m时,沿钢板宽 度自边缘到中心剪切一条宽50mm的试料。 (2)横轧薄钢板 自钢板长边与中央之间,沿钢板长边剪取 一条宽50mm、长500mm的试样,经酸洗或打磨洁净以后, 将两端对齐,折叠1~2次或多次,并压紧弯折处,然后在 其长度的中间,沿剪切的内边刨取,或自表面用钻通的方 法采取样屑。 (3)厚钢板 不能按上述方法折叠时,则按以上(1)(2)所述 从相当于折叠2次的位置钻取或刨取样屑。
HJ1
主编
一、焊接方法的分类 二、焊接的应用与发展 三、本课程的主要内容 四、学习的目的与方法 一、钢铁五大元素及作用 二、钢化学成分分析取样的一般规定 三、钢板的化学分析取样 一、力学性能试样类型及切取样坯的方法 二、钢材的拉伸试验——强度与塑性检测 三、钢材的冲击试验——冲击韧度检测 四、钢材的弯曲试验 一、钢材的订货
钢结构工程的焊接方法与焊接的分类
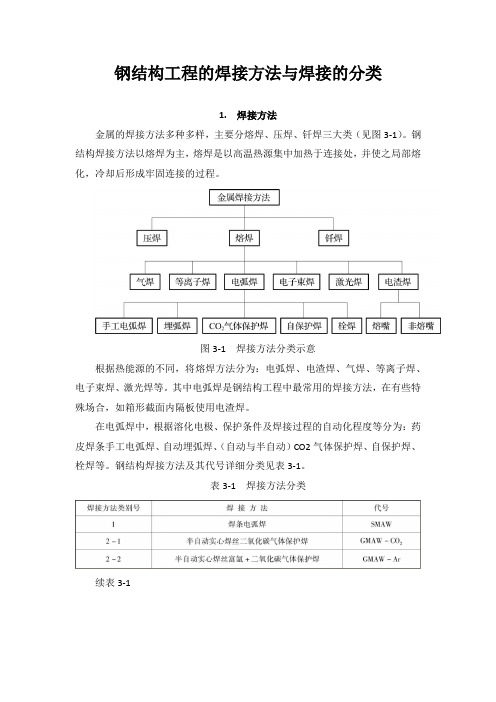
钢结构工程的焊接方法与焊接的分类1.焊接方法金属的焊接方法多种多样,主要分熔焊、压焊、钎焊三大类(见图3-1)。
钢结构焊接方法以熔焊为主,熔焊是以高温热源集中加热于连接处,并使之局部熔化,冷却后形成牢固连接的过程。
图3-1焊接方法分类示意根据热能源的不同,将熔焊方法分为:电弧焊、电渣焊、气焊、等离子焊、电子束焊、激光焊等。
其中电弧焊是钢结构工程中最常用的焊接方法,在有些特殊场合,如箱形截面内隔板使用电渣焊。
在电弧焊中,根据溶化电极、保护条件及焊接过程的自动化程度等分为:药皮焊条手工电弧焊、自动埋弧焊、(自动与半自动)CO2气体保护焊、自保护焊、栓焊等。
钢结构焊接方法及其代号详细分类见表3-1。
表3-1焊接方法分类续表3-12.焊接位置分类(1)板材对接焊接位置见图3-2。
图3-2板材对接焊接位置(2)板材角接焊接位置见图3-3。
图3-3板材角接焊接位置(3)管材连接焊接位置见图3-4。
图3-4管材连接焊接位置(4)焊接位置及其代号分类见表3-2。
表3-2施焊位置分类3.焊缝的形式分类焊缝按照形式可分为角焊缝、对接焊缝、对接与角接组合焊缝、球管相贯焊缝等(见图3-5)。
角焊缝分为直角焊缝和斜角焊缝,斜角焊缝又分为钝角焊缝和锐角焊缝。
对接焊缝及对接与角接组合焊缝分为全熔透焊缝和部分熔透焊缝。
管相贯焊缝分为T、K、Y及X形节点焊缝。
图3-5焊缝形式分类示意4.焊接难度分类钢结构工程焊接难度可按表3-3分为A、B、C、D四个等级。
表3-3钢结构工程焊接难度等级注:a.根据表中影响因素所处最难等级确定整体焊接难度。
b.钢材分类参见表3-4。
5.焊接钢材(母材)分类钢结构焊接工程中常用钢材按其标称屈服强度分类见表3-4。
表3-4常用焊接钢材分类。
常用钢材焊材选用表
E316-16
、
E316-15
A202
A207
H0Cr19Ni12
Mo2
HJ260
H0Cr19Ni12
Mo2
Ar
?
150℃1h
250℃1h
常用钢材选用焊接材料表 (同类钢)
钢号
焊条电弧焊
\
埋弧焊
氩弧焊
CO2气保焊
焊前预热温度
焊后热处理温度
焊材烘干温度
焊条
焊丝钢号
(标准号)
?
焊剂
Ⅶ
Ⅶ+1
1Cr18Ni9Ti
GB/T3280、GB/T4237、JB4728
0Cr18Ni9Ti
GB/T3280、GBT4237、GB13296、GB/T14976、JB4728
0Cr18Ni10TI
GB/T3280、GBT4237、GB13296、GB/T14976、JB4728
00Cr19Ni10
Ⅲ+Ⅳ
E5003
J502
150-250℃
'
650-700℃
J502
150℃1h
E5015
J507
J507
380℃1-2h
强度型低合金钢与耐热型低合金钢焊接
Ⅱ+Ⅴ
E5015
J507
\
200-300℃
760℃±10℃
J507
380℃1-2h
E5515-G
-
J557
200-300℃
760℃±10℃
J557
焊后热处理温度
焊材烘干温度
焊条
焊丝钢号
$
(标准号)
焊剂
焊 接 工 艺 评 定 材 料 类 组 别 表
3.类别号中括号内数字为ASME的P No。
4.铝及铝合金牌号中括号内代号为旧标准牌号。
N02201(低C 99.0%Ni)
中国
美国
美国
NiⅡ(42)
Ncu28-2.5-1.5
N04400(Monel 400)
中国
美国
NiⅢ(43)
N06600(Inconel 600)
N06690(Inconel 690)
N06625(Inconel 625)
美国
美国
美国
NiⅣ(44)
N10001(Hastelloy B)
N08800(Incoloy 800)
N08825(Incoloy 825)
N08020(Carpenter 20cb3) N06985(Hastelloy G3)
美国
美国
美国
美国
ZrⅠ(61)
R60702
美国
ZrⅡ(62)
R60705
美国
注:1.钛及钛合金的分类按JB 4745,铝及铝合金的分类按JB 4734,为了与JB 4708的钢材类别相区别,分别在分类号前面冠以T和A。铜及铜合金在分类号前面冠以C。
304L AISI304L
美国
00Cr19Ni10
SUS304
日本
0Cr19Ni9
SUS304L
日本
00Cr19Ni10
321
美国
1Cr18Ni9Ti
SUS321 SUS321TB SUS321TP
日本
1Cr18Ni9Ti
Ⅶ
Ⅶ-2
0Cr17Ni12Mo2 0Cr19Ni13Mo3 0Cr18Ni12Mo2Ti 00Cr17Ni14Mo2 00Cr19Ni13Mo3
常用钢材焊材选用表
H10MnSi
Ar
200~300℃
760±10℃
J427
380℃1.5h
碳素钢与低温型低合金钢焊接
Ⅰ+Ⅵ
E4315
J427
H08A
H08MnA
HJ431
H10MnSi
Ar
J427
380℃1.5h
常用钢材选用焊接材料表(异种钢)
钢号
接头母材类别号或组别号
焊条电弧焊
埋弧焊
氩弧焊
焊前预热温度
焊后热处理温度
HJ350
TIG-R30
Ar
H08CrMnSiMo
CO2
150-250℃
650~700℃
焊条烘干
380~420℃
(恒温1.5h)
15CrMo
E5515-B2
R307
H13CrMoA
HJ350
SJ103
ER55-B2
ER55-B2L
Ar
ER55-G
CO2
150-250℃
650~700℃
焊条烘干
380~420℃
J427
H08A
H08MnA
HJ431
H10MnSi
Ar
J427.J507
380℃1.5h
E5015
J507
碳素钢与耐热型低合金钢焊接
Ⅰ+Ⅳ
E4315
J427
H08A
H08MnA
HJ431
H10MnSi
Ar
150~250℃
650~700℃
J427
380℃1.5h
Ⅰ+Ⅴ
E4315
J427
H08A
H08MnA
常用焊接材料选用明细
常用焊接材料选用明细焊接是一种常见的金属连接技术,广泛应用于制造业、建筑业、汽车行业等领域。
不同的焊接材料具有不同的特性和适用范围,因此在进行焊接工作时,选择合适的焊接材料非常重要。
下面是一些常用的焊接材料选用明细:1.碳钢焊接材料:适用于焊接碳钢和低合金钢。
常用的焊接材料包括碳钢焊条、碳钢焊丝和碳钢焊剂。
这些材料具有良好的可焊性、韧性和机械性能,价格也较为经济实惠。
2.不锈钢焊接材料:适用于焊接不锈钢和耐热钢。
常用的焊接材料包括不锈钢焊丝、不锈钢焊条和不锈钢焊剂。
这些材料具有良好的耐腐蚀性、抗氧化性和机械性能,适用于要求高质量的焊接工作。
3.铝合金焊接材料:适用于焊接铝合金和铝镁合金。
常用的焊接材料包括铝焊丝、铝焊条和铝焊剂。
这些材料具有良好的导热性、导电性和机械性能,适用于要求轻量化和高强度的焊接工作。
4.铜焊接材料:适用于焊接铜和铜合金。
常用的焊接材料包括铜焊丝、铜焊条和铜焊剂。
这些材料具有良好的导电性、导热性和机械性能,适用于电子、电气和通信行业的焊接工作。
5.镍合金焊接材料:适用于焊接高温合金和耐腐蚀合金。
常用的焊接材料包括镍焊丝、镍焊条和镍焊剂。
这些材料具有良好的耐高温性、耐腐蚀性和机械性能,适用于航空航天、化工和能源行业的焊接工作。
除了上述主要的焊接材料外,还有一些特殊材料也常被用于特定的焊接工作,例如钛合金焊接材料、金属陶瓷焊接材料等。
这些材料具有较高的特殊性能,适用于特殊工况下的焊接需求。
在选择焊接材料时,需要根据具体的焊接工作要求来进行选择。
主要考虑因素包括焊接金属的种类、焊接接头的要求、焊接环境的条件等。
此外,还需要参考相关规范和标准,确保所选用的材料符合国家和行业的要求。
总之,焊接材料的选用对焊接工作的质量和效率有着重要的影响。
正确选择合适的焊接材料,可以保证焊缝的质量和性能,提高焊接工作的效率和经济效益。