Q235B热轧钢带性能不合格研究
Q235B钢热轧板带孔洞及边裂缺陷成因分析
Q235B钢热轧板带孔洞及边裂缺陷成因分析曾松盛;梁武;成小军;王磊【摘要】采用宏观分析、化学成分分析、金相检验以及能谱分析等方法,对某钢铁公司生产的Q235B钢热轧板带中部孔洞和边裂缺陷的成因进行了分析。
结果表明:该类热轧钢板的中部孔洞和边裂缺陷是由于连铸工艺出现异常,造成连铸板坯边部产生表层气孔以及中部产生较严重的硫偏析,从而使钢板中部生成了大量的条带状硫化物,特别是低熔点FeS的生成导致了中部孔洞缺陷的产生;而连铸板坯边部的表层气孔在轧制过程中导致了边裂缺陷的产生。
%The formation causes of center cavities and edge cracks defects of Q235B steel hot rolling plate produced in an iron and steel company were analyzed by means of macro analysis,chemical compositions analysis,metallographicexamination,energy spectrum analysis and so on.The results show that the center cavities and edge cracks defects were caused by the abnormal continuous casting which resulted in formation of surface pores at edge and serious sulphur segregation at center of the continuous castingslab.The serious sulphur segregation resulted in the formation of plenty of banded sulfide inclusions including low melting FeS,which led to the formation of center cavities defect during the hot rolling process.The surface pores at edge of the continuous casting slab led to the formationof edge cracks defect during the hot rolling process.【期刊名称】《理化检验-物理分册》【年(卷),期】2012(048)004【总页数】4页(P275-278)【关键词】热轧板带;中部孔洞缺陷;边裂缺陷【作者】曾松盛;梁武;成小军;王磊【作者单位】湖南华菱涟源钢铁集团有限公司技术中心,娄底417009;湖南华菱涟源钢铁集团有限公司技术中心,娄底417009;湖南华菱涟源钢铁集团有限公司技术中心,娄底417009;湖南华菱涟源钢铁集团有限公司技术中心,娄底417009【正文语种】中文【中图分类】TG335.5常规流程生产热轧板带,通常是以连铸板坯作为坯料,通过加热、除磷、粗轧、精轧以及层流冷却等工艺流程得到热轧板卷。
Q235B钢板延伸率不合格的原因分析

连铸板坯在宽面形成的偏离角凹陷是由于凝固
过 程 中 坯 壳 不 均 匀 收 缩,刚 性 的 角 部 断 面 发 生 "转 动 "离 开 铜 壁 表 面 引 起 的 。严 重 时 可 在 凹 陷 处 出 现 纵 向 裂 纹 ,不 仅 影 响 了 铸 坯 的 表 面 质 量 ,而 且 影 响 了 铸 坯的内部质量。通过分析济南钢铁集团总公司第一 炼 钢 厂 9简 称 济 钢 第 一 炼 钢 厂 :C# 铸 机 125qq× 1585qq 铸坯断面产生这种缺陷的形成机理及影 响 因 素 ,为 进 一 步 提 高 板 坯 表 面 质 量 和 内 部 质 量 ,提 供 理论依据。
文 献 标 识 码 :B
文 章 编 号 :1004-4620(2003)02-0045-02
ReasonAnalysisofQ235BPlateSamplewithIncompetentSpecificElongation
LIU Xiao-mei,CHEN Ye (TheTechnologyCenterofJinanIronandSteelGroup,Jinan250101,China)
_‘ ab6cde,fg‘ heij6ce,h‘k ldi6mnij
9fk.1<obbp6qdrnij=pdioestnidigueidiv<obbpwuexy,tnidi485151,z{nid:
D^IUMF[U:Amdidpm|nijo{bsnjxudoneidivseuqnijqb}{din~q,o{bseuqnijubd~ei~seuo{bvbvndoneidijpbpeijnoxvnidpvn~{nijei wnvb~nvbeso{b~pdcdubvn~}x~~bv.gieuvbuoedvenvo{n~vbsdxpo~,cb~nvb~o{bsnidpqbodpdidpm~n~,o{b}eiobio~eso{b~xpsxudiv y{e~y{euni~obbpdubwbpp}eioueppbv,o{byueob}onij~pdjo{do{d~jeevyueybuonb~divnid}}euvdi}bwno{o{b~obbpjudvb~{expvcb dyypnbv,o{bwbdromybes}eepnij~{expvcbdveyobv,divo{byue}b~~ydudqbobu~eso{bqexpv~{expvcbdvjx~obvwbpp. KQHwKMXI:}eionixex~}d~onij~pdc>vn~{nij>yueob}onij~pdj>}eepnij~m~obq
热轧带钢表面质量缺陷原因分析

热轧带钢表面质量缺陷原因分析热轧带钢是一种广泛应用于建筑、汽车、机械制造等行业的金属材料。
在生产过程中,热轧带钢表面往往会出现各种质量缺陷,影响产品的质量和使用寿命。
对热轧带钢表面质量缺陷的原因进行分析,具有重要的理论和实际意义。
热轧带钢的表面质量缺陷主要包括:铁锈、麻粒、划痕、表面凹痕、擦伤、氧化皮等。
这些质量缺陷的产生原因多种多样,可以从以下几个方面进行分析:1. 原料质量不合格:热轧带钢的生产是通过将钢坯在高温条件下压延而成的,因此钢坯的质量对于热轧带钢的表面质量有着重要影响。
如果钢坯表面已经存在质量缺陷,如铁锈、氧化皮等,则在热轧过程中很容易形成对应的表面缺陷。
2. 设备状况和操作方式:热轧带钢的生产需要涉及到一系列设备,如热轧机、冷却装置等。
如果设备存在故障或者磨损,会导致带钢表面质量缺陷。
操作人员的技术熟练程度和操作方式也对热轧带钢的表面质量有着直接影响。
如果操作不规范或者技术水平不高,很容易导致带钢表面质量缺陷的产生。
3. 温度控制不当:热轧带钢的生产需要在一定的温度范围内进行。
如果温度控制不当,过高或者过低都会导致带钢表面质量缺陷的产生。
温度过高会导致带钢表面出现氧化皮、烧焦等问题,温度过低则会导致带钢表面出现裂纹等问题。
4. 轧辊磨损:热轧带钢的生产离不开轧辊的使用,轧辊磨损是导致带钢表面质量缺陷的一个重要因素。
轧辊的磨损会导致带钢表面出现凹凸不平、划痕等问题,直接影响产品质量。
5. 冷却方式选择不当:热轧带钢生产过程中,冷却方式的选择对于产品的表面质量有着重要的影响。
如果冷却方式选择不当,如冷却速度过快或者过慢,都会导致带钢表面质量缺陷的产生。
热轧带钢的表面质量缺陷产生原因是多方面的,需要从原料质量、设备状况和操作方式、温度控制、轧辊磨损以及冷却方式等方面进行综合分析和控制。
只有在整个生产过程中各个环节得到有效控制,才能够最大程度地减少热轧带钢表面质量缺陷的产生,提高产品质量和使用寿命。
Q235B热轧板卷屈服强度性能不合格原因分析

a n a l y s i s , Vi c k e r s h a r d n e s s t e s t i n g a n d me t a l l o g r a p h i c e x a mi n a t i o n, e t c . Th e a n a l y s i s r e s u l t r e v e a l s t h a t t h e mi c r o -
A b s t r a c t :T h e c a u s e r e s p o n s i b l e f o r n o n c o n f o r ma n c e o f y i e l d s t r e n g t h p r o p e r t y o f t h e Q 2 3 5 B c o i l or f S A WH
Q 2 3 5 B热轧板 卷屈服强度性能不合格原 因分析
李 涛 ,孙 宏 ,宫 庆 ,宗秋 丽 ,汪海燕,刘振伟
( 渤海装备华油钢管有限公 司,河北 青县 0 6 2 6 5 8)
摘
要 :采用宏观形貌分析 、夏 比冲击试验 、化学成分分析 、维 氏硬度测定 、金相检验等方法 ,对 螺旋缝埋
拉 伸性 能是 金属材 料重要 的机 械性 能之一 ,通 过拉伸 性能试 验 检测 出屈服强 度 、抗 拉强 度 等性 能 指标 ,对把 握金 属材料 的性 能 、应 用和科 学研 究有 着重要 意 义 …。由于 热轧 钢板 产 品具有 强 度高 、韧 性 好 、易加 工成 型及 良好 的可 焊性 等优 良性 能 ,因
热轧带钢表面质量缺陷原因分析
热轧带钢表面质量缺陷原因分析热轧带钢是一种常见的金属材料,在工业生产中具有广泛的应用。
其表面质量对于产品的质量和性能有着重要的影响。
在生产过程中,热轧带钢的表面质量会出现一些缺陷,影响产品的质量和外观。
对热轧带钢表面质量缺陷原因进行分析和研究,对于改善产品质量和生产效率具有重要意义。
本文将对热轧带钢表面质量缺陷的原因进行分析。
热轧带钢在生产过程中容易出现许多表面质量缺陷,常见的缺陷有:氧化皮、夹杂物、坑洞、划痕、波纹、卷边、折叠、皱曲等。
这些缺陷会影响带钢的外观质量和性能,并且可能导致产品退货和生产中断,给企业带来经济损失。
1. 滚轧工艺参数不合理热轧带钢的表面质量缺陷与滚轧工艺参数密切相关。
如果轧机的温度、轧制力、轧辊表面状况等参数设定不合理,容易导致带钢表面出现坑洞、波纹、卷边等缺陷。
过大的轧制力也容易导致皱曲等严重的表面质量问题。
2. 原料质量不佳热轧带钢的原材料主要包括钢坯和热轧辅助材料。
如果原材料的质量不佳,可能会导致带钢表面出现氧化皮、夹杂物等缺陷。
特别是在钢坯表面存在夹杂物或氧化皮时,会使其在热轧过程中将夹杂物或氧化皮轧入带钢中,从而形成相应的表面缺陷。
3. 冷却不当热轧带钢在轧制后需要进行冷却处理。
如果冷却不当,可能会导致带钢表面出现过热区或冷却速度不均匀的情况,从而导致表面质量缺陷的产生。
4. 轧辊磨损严重轧辊是热轧带钢生产过程中使用的主要设备之一。
轧辊的表面状况对于带钢的表面质量有着直接的影响。
如果轧辊磨损严重或者表面状况不良,可能会导致带钢表面出现划痕、坑洞等缺陷。
5. 作业人员操作不当热轧带钢生产过程中,操作人员的操作技术和经验水平对于产品的质量有着重要的影响。
如果操作人员操作不当,可能会导致带钢表面出现折叠、皱曲等缺陷。
三、热轧带钢表面质量缺陷的解决方法为了避免因滚轧工艺参数不合理而导致的表面质量缺陷,需要对滚轧工艺参数进行合理的调整和优化。
通过科学合理的轧制力、温度、冷却速度等参数的设定,可以有效地改善热轧带钢的表面质量。
Q235B钢板冷弯性能和断后伸长率不合格原因分析
Q235B钢板冷弯性能和断后伸长率不合格原因分析李炳一【摘要】通过利用直读光谱仪检测化学成分,利用金相显微镜检测金相组织和夹杂物级别,利用扫描电镜和能谱仪对拉伸试样断口形貌进行分析,发现Q235B钢中P、S含量偏高,导致钢中带状组织加重,沿轧向分布的大量长条状硫化物夹杂成为裂纹源,降低了钢板的横向塑性,导致冷弯试样开裂,拉伸断口出现分层,呈木纹形貌断口,造成Q235B钢板冷弯性能和断后伸长率不合格.采取工艺措施,提高钢的纯净度,有效减少钢中的P、S含量,严格控制钢中的硫化物夹杂的数量和形态,有利于使Q235B钢板冷弯性能和断后伸长率指标合格.【期刊名称】《天津冶金》【年(卷),期】2017(000)0z1【总页数】3页(P38-40)【关键词】钢板;冷弯性能;断后伸长率【作者】李炳一【作者单位】天津钢铁集团有限公司,天津 300301【正文语种】中文冷弯试验和拉伸试验是中厚板必不可少的性能检测项目,而冷弯性能和断后伸长率又是中厚板产品的重要力学性能指标。
天津钢铁集团有限公司中厚板厂生产的Q235B钢板在力学检验过程中出现了若干批次的断后伸长率与弯曲性能同时不合格的现象。
经观察,拉伸试样断口心部位置呈木纹形貌,冷弯开裂处出现心部开裂情况。
为了进一步分析其产生原因,对不合格试样分别进行取样,通过化学成分检测、金相组织检验和拉伸试样断口检验,分析造成Q235B钢板冷弯性能和断后伸长率不合格的原因。
在拉伸试样未变形区域切取化学成分检测试样和金相组织检测试样,并切取拉伸断口。
所取拉伸试样的力学性能情况如表1所示。
试验采用对比的方式进行,其中1、2号为冷弯性能不合且断后伸长率不合的钢板试样,3号为力学性能均合格的同规格钢板试样,作为对比试样进行检测分析。
对所取的成分试样和金相试样进行磨抛,利用直读光谱仪对成分试样进行化学成分检测;利用金相显微镜对金相试样进行夹杂物检测和评级,再用4%的硝酸酒精侵蚀金相试样,利用金相显微镜对组织进行观察;利用扫描电子显微镜及附带的能谱仪对拉伸断口进行检测。
Q235B中厚钢板伸长率不合格原因分析
Q235B中厚钢板伸长率不合格原因分析摘要:通过利用金相显微镜观察Q235B钢板伸长率不合格试样的组织、夹杂物级别,利用扫描电镜能谱议对试样断口形貌、夹杂物分布、夹杂物成分进行分析,确定造成Q235B钢板延伸率不合格主要是由于钢中夹杂物多,特别是MnS夹杂物较多且分布不均造成的。
伸长率是反映钢板塑性的重要指标,太钢集团临汾钢铁有限公司(以下简称临钢)生产的Q235B钢板,在力学性能检验中存在部分伸长率不合格。
为了分析造成钢板伸长率不合格的原因,在合格与不合格试样断口附近取样,进行金相组织、夹杂物级别检验,并对断口形貌进行了扫描电镜观察及能谱夹杂物成分对比分析。
1试验分析1.1试验方式在正常生产检验中,伸长率合格与不合格试样(厚度规格为40 mm,50 mm)的断口附近取样,在靠近断口未变形区截取金相试样,用金相显微镜进行组织观察和夹杂物评级,之后,又用扫描电镜能谱议对断口形貌、夹杂物分布及成分进行观测和分析。
表1为所取试样的化学成分和力学性能表。
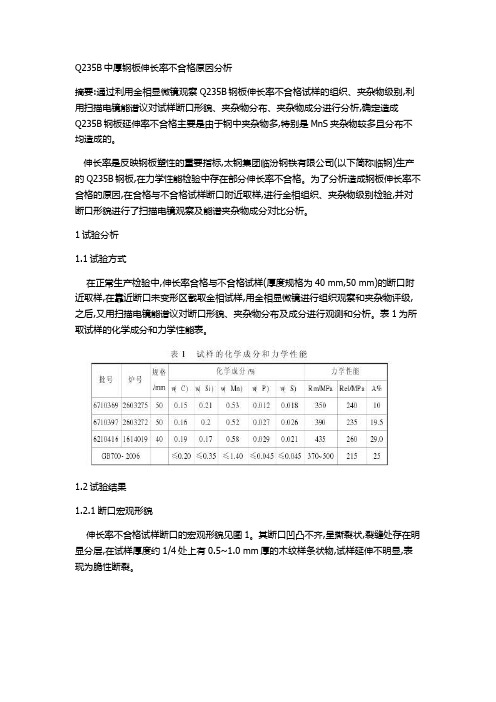
1.2试验结果1.2.1断口宏观形貌伸长率不合格试样断口的宏观形貌见图1。
其断口凹凸不齐,呈撕裂状,裂缝处存在明显分层,在试样厚度约1/4处上有0.5~1.0 mm厚的木纹样条状物,试样延伸不明显,表现为脆性断裂。
伸长率合格试样断口的宏观形貌见图2。
其断口有明显缩颈,呈韧窝状,为延性断裂。
1.2.2断口扫描电镜能谱仪检验不合格试样断口木纹样条状物处电镜观察的微观形貌见下页图3,能谱分析见下页图4。
通过观察可见该区有较多的条状MnS夹杂物。
电镜观察合格试样的微观形貌见下页图5,断口基本为韧窝断口。
1.2.3金相组织检验伸长率不合格批的组织中存在较严重的带状组织,尤其在板厚1/4处带状组织更为严重,见图6。
金相检验伸长率合格批的组织分布较均匀,见图7。
夹杂物级别评定见表2。
从表2可以看出,合格与不合格试样的C,D类夹杂物没有差别,A类夹杂物不合格试样比合格试样高。
热轧Q235B与Q345B带钢边部缺陷研究的开题报告

热轧Q235B与Q345B带钢边部缺陷研究的开题报告一、研究背景与意义带钢是在热轧过程中经过初轧至精轧并冷却而成的长条形钢材,广泛应用于建筑、制造、船舶等领域。
边部缺陷是带钢生产过程中常见的问题之一,影响带钢的质量和使用寿命,因此对边部缺陷进行研究具有重要的现实意义。
Q235B和Q345B是中国常见的两种带钢,分别代表了低碳钢和中碳钢。
针对Q235B和Q345B带钢边部缺陷进行研究,不仅可以为企业提高产品质量提供理论依据,还可以为相应行业的技术进步提供支持。
二、研究内容与方法1.研究对象本研究选取Q235B和Q345B带钢为研究对象,采取多种方法对其边部缺陷进行分析。
2.样本采集在短时间内收集大量样本进行试验,在保证研究资源的充分利用的同时,也可以更加真实地反映问题的发生率和产生原因。
3.实验方法初步计划采用金相显微镜、扫描电子显微镜等方法进行试验和分析,检测边部缺陷的类型和形态特征。
4.数据处理通过数据处理和分析,提取重要信息,建立数据间的关联。
在全面掌握样本数据后,通过数据统计软件进行数据的分析,确定边部缺陷与各种加工参数之间的关系。
三、预期结果1.不同类型的边部缺陷在Q235B和Q345B带钢中的发生率。
2.不同加工参数对边部缺陷的影响。
3.提出针对不同边部缺陷的改善措施和计划。
四、研究意义1.可以为企业提供生产时避免边部缺陷的方案和改善方案,提高企业的生产效率和产品质量。
2.可以为相应行业的技术进步和长远发展提供支持,对实现“中国制造2025”计划也有积极的意义。
三、研究进展研究目前处于采集样本的阶段,初步采集了一批Q235B和Q345B带钢的试样。
四、存在问题与建议1.目前缺乏用于边部缺陷分析的完整解决方案,需要进一步探讨和研究。
2.边部缺陷的产生原因复杂,分析过程中需要考虑多个因素,需要加强多学科间的合作和协同研究。
3.需要进一步完善实验设备和技术手段,提高数据的准确性和可靠性。
建议在后续研究中加强对样本的收集和实验数据的整理和分析。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
氏组织。
2.4.3 晶粒度
表 4 试样的晶粒度、终轧温度和卷板温度
Table4 Grain size, temperature of the strip
编号
晶粒度
终轧温度 卷板温度
810032201
边部 1
10.5
884
630
中心
9
边部 2
11
810020707
Research of the DisqualificationCapability in Q235B Hot Rolled Band
Abstract: Using macroanalysis, chemical composition examination, microhardness examination, metallographic microscope examination on the disqualification capability in Q235B hot rolled band. Through a series of research,we find the reasons lead to the disqualification capability are that Widmanstaten structure of the hot rolled band play down the plasticity and enhance the strength.Inclusion and the roughness are the other factor. Key words: capability; Inclusion; Widmanstaten structure 0 引言
185.7 184.0
810023408 边部 1 中心
187 153
191 175
185 153
187.7 160.3
边部 2
195
184
181
161.2
通过表 2 可以看出试样 810032201 的中心硬度小于两个边部的硬度, 试样 810020707 和试样 810023408 的硬度是一个表面和中心近似,另一个表面偏高,试样 810024001 的硬度 则是两个边部和中心均近似。 2.4 金相分析
0.180 0.189 0.512 0.035 0.017
表 1 是钢带的化学成分和力学性能。表 1 当中共有四个试样,其中第一个是冷弯、拉伸 性能都合格的试样,并且塑性较大。后面的三个是性能不合格的试样。
通过表 1 可以看出所有试样的化学成分都是符合标准规定的;冷弯性能除了编号为 810020707 的不合格外,其余的试样都是合格的;抗拉强度有编号为 810024001、810020707、 810023408 的三个试样偏高,超出标准规定的范围;对于延伸率,除了编号为 810032201 的 符合要求,并且较大外,其余的均不符合标准要求,最低达到 21%。。
表 3 试样夹杂物评级表
Table3 Inclusion of the strip
试样
A
B
C
D
DS
细 粗 细 粗 细 粗 细 粗
810032201 2.5 / 0.5 / 0.5 / 3.0 / 0.5
810024001 1.0 / 0.5 / 3.0 / 0.5 / 0.5
图 3a 为试样 810023408 的一个表面的组织,铁素体和珠光体形成魏氏组织;图 3b 为其
中心的组织,铁素体和珠光体形成魏氏组织,图 3c 为其另一个表面的组织,组织为铁素体+
珠光体+少量粒状贝氏体。
a 一个表面组织 500× b 中心组织 500× c 另一个表面组织 500×
810020707 0.5 / 0.5 / 3.0 / 0.5 / 0.5
810023408 3.0 / 0.5 / 1.0 / 0.5 / 0.5
由图 2 试样 810023408 夹杂物形貌图和表 3 夹杂物评级表可以看出试样的夹杂物一般为
硫化物或是硅酸盐类夹杂物,级别均超过 2.0,最大达到 3.0 级,并且 810023408、810020707、
2.3 显微硬度
表 2 试样的显微硬度
Table2 M icrohardness of the strip
编号
显微硬度(HV0.2)
平均
810032201 边部 1
145
137
140
140.7
中心
117
141
125
127.7
边部 2
156
143
168
155.7
观察拉伸试样和冷弯试样的断口,并检查冷弯试样的边部倒角情况和拉伸试样边部加工 刀痕。 1.2 光谱成分分析
将所提供的试样利用光谱进行了成分分析。 1.3 显微硬度测定
将截取的试样在显微硬度计下,对两个边部和中心位置各打三个点的显微硬度。边部、 中心取三次打的硬度值的平均值。 1.4 金相分析
3.3 拉伸试样侧面加工精度、冷弯试样边部倒角在性能检测过程当中起到一个不可忽视的 作用,提高这方面的精度会大大的提高试样的合格率,否则侧面的加工刀痕和未倒角的边部 容易引起应力的集中,从而影响合格率。
4 结论
4.1 钢带中夹杂物偏高和试样粗糙度过高是导致性能不合格的一个因素,炼钢过程中要采 取措施降低夹杂物的含量。 4.2 性能不合格的组织为魏氏组织或是粒状的贝氏体组织,是一种典型的快冷组织,降低 了塑性,提高了强度,从而引起了性能的不合格。轧制过程中,保证终轧温度在 830~860 度;加大冷却强度,提高轧制速度,保持温度均匀。 4.试样粗糙度过高,容易引起应力的集中,也是导致性能不合格的一个因素。 参考文献 [1]卢光熙,等主编. 金属学教程[M] . 上海:上海科学技术出版社, 1985. 306. [2 ]李玉奇. 锅炉压力容器用16Mn 钢冷弯不合格原因分析[J ] . 理化检验2物理分册, 1996 ,32 (6) :56.
截取金相试样,进行金相检测。主要进行了夹杂物的评级,两个边部和中心的晶粒度的 评定、组织的分析。试样的制备、试样研磨、试样的浸蚀、显微组织检验、显微照相,参照 GB/T13298—91《金属显微组织检验方法》[2]。 2 试验结果 2.1 宏观分析
图 1a 所示是拉伸试样的侧边,表面比较粗糙,有明显的加工刀痕。图 1b 所示是冷弯试 样的断裂处,可以看出边部没有倒角,裂纹从边部向中心扩张。
边部 1
10.5
869
594
中心
10
边部 2
10
810024001
边部 1
7
895
634
中心
7
边部 2
7
810023408
边部 1
8
874
603
中心
8
边部 2
8.5
通过表 4 可以看出试样 810032201 的中心晶粒度小于两个边部的晶粒度, 剩下的性能 不合格的试样是 810024001 中心和两边的晶粒度相等,810020707 和 810023408 的则是中心 和一个边部相等,另外一个边部则偏高。
2.4.1 夹杂物分析
a 夹杂物 100× b 夹杂物 500×
图 2 试样 810023408 夹杂物形貌图
Fig.2 Metallographic phase micrograph of the 810023408 strip
Q235B 热轧钢带性能不合格研究
马正伟, 刘炳 (新疆大学 机械工程学院 ,新疆 乌鲁木齐 830008)
摘要:利用宏观分析、光谱成分分析、显微硬度测定、金相分析等方法对 Q235B 性能不合格 的钢带进行了全面研究。研究表明:钢样的组织为魏氏组织或是粒状的贝氏体组织,是一种 典型的快冷组织,降低了塑性,提高了强度,从而引起了性能的不合格。钢带中夹杂物偏高 和试样粗糙度过高也是导致性能不合格的一个因素。 关键词:性能;夹杂物;魏氏组织
从图 5 试样 810032201 组织形貌图上可以看出,该试样的上下表面是铁素体、珠光体以 及铁素体和珠光体形成的魏氏组织,而中心则是铁素体+索氏体(珠光体)。也就是说该试样 的上下表面是快冷组织,中心为退火组织。从表 4 可以看出对延伸率较大的试样两个表面的 晶粒度较大,而中间的较小,这也说明试样的上下表面是快冷组织,中心为退火组织。这种 组织形态既利于横折的消除同时又保证了性能的合格。
冷弯性能和延伸率是热轧中、薄普通板材力学性能中的重要指标,对一些承受较大变形 的工程如造船、桥梁、建筑、压力容器等的用材,冷弯试验和拉伸试验成为必不可少的检验 项目,但在冷弯试验中试样因出现裂纹和断裂等,拉伸试验中出现延伸率偏低而导致钢带性 能不合格的现象时有发生[1]。笔者针对某厂生产的Q235B热轧钢带出现了大量的性能不合格 现象,对其提供的冷弯、拉伸试样进行了全面的分析和研究。 1 试验方法 1.1 宏观分析
810024001 等几个试样的夹杂物数量较多。
2.4.2 组织分析
a 一个表面组织 500× b 中心组织 500× c 另一个表面组织 500×
图 3 试样 810023408 组织形貌图
Fig3 Widmanstaten structure of the 810023408 strip
810020707 边部 1 中心 边部 2
257 148 161
170 150 164
210 161 142
212.3 153.0 155.7
810024001 边部 1
192
212