电镀和化学镀
金属镀覆和化学处理表示方法及示例
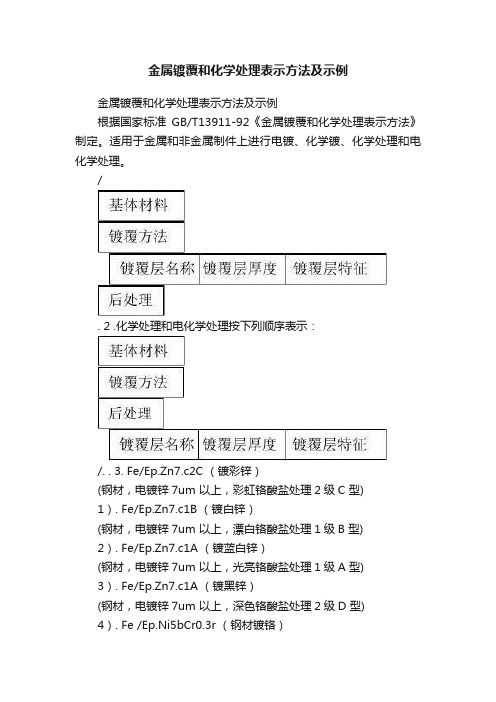
金属镀覆和化学处理表示方法及示例金属镀覆和化学处理表示方法及示例根据国家标准GB/T13911-92《金属镀覆和化学处理表示方法》制定。
适用于金属和非金属制件上进行电镀、化学镀、化学处理和电化学处理。
/. 2 .化学处理和电化学处理按下列顺序表示:/. . 3. Fe/Ep.Zn7.c2C (镀彩锌)(钢材,电镀锌7um 以上,彩虹铬酸盐处理2级C 型)1). Fe/Ep.Zn7.c1B (镀白锌)(钢材,电镀锌7um 以上,漂白铬酸盐处理1级B 型)2). Fe/Ep.Zn7.c1A (镀蓝白锌)(钢材,电镀锌7um 以上,光亮铬酸盐处理1级A 型)3). Fe/Ep.Zn7.c1A (镀黑锌)(钢材,电镀锌7um 以上,深色铬酸盐处理2级D 型)4). Fe /Ep.Ni5bCr0.3r (钢材镀铬)(钢材,电镀光亮镍5μm 以上,普通铬0.3μm 以上)5). Fe /Ep.( Cr )25b (钢材镀铬-简略标注)(钢材,表面电镀铬,组合镀覆层特征为光亮,总厚度25μm 以上,中间镀覆层按有关规定执行)).6).Cu/Ep.Ni5bCr0.3r (铜材镀铬)(铜材,电镀光亮镍5μm 以上,普通铬0.3μm 以上)7). Fe/Ep. Cu20Ap. Ni10 Cr0.3cf(钢材,电镀铜20μm 以上,化学镀镍10μm 以上,电镀无裂纹铬0.3μm 以上。
8).PL/ Ep. Cu10b Ni15 b Cr0.3 (塑料镀铬)(塑料,电镀光亮铜10μm 以上,光亮镍15μm 以上,普通铬0.3μm 以上。
普通铬r 省略)9).Al/ Ep. Cu10b Ni15 b Cr0.3 (铝材镀铬)(铝材,电镀光亮铜10μm 以上,光亮镍15μm 以上,普通铬0.3μm 以上。
普通铬r 省略)10).Fe/Ep.Cu10Ni15bCr0.3mc(钢材,电镀铜10um 以上,光亮镍15um 以上,微裂纹铬0.3um 以上)11). Fe/ Et.A.Cl(BK) (钢材发黑)(钢材电化学处理,阳极氧化,着黑色,对阳极氧化无特殊要求)12). Fe/ Ct.MnPh (钢材磷化处理)(钢材,化学处理,磷酸锰盐处理)13). Fe/ Ct. P (钢材钝化)(钢材,化学处理,钝化)14). Fe/ SD (钢材除油),(钢材,有机溶剂除油)18). Al /MP (铝材机械抛光)15). Al /SHB (铝材喷丸)16). Fe/ SB (钢材喷砂)总师办编制 2001/12/25。
化学镀铜与直接电镀工艺
化学镀铜与直接电镀⼯艺⼀次化学镀厚铜孔⾦属化⼯艺不⽤电镀铜的⼀次化学镀厚铜进⾏双⾯板和多层板孔⾦属化,可以显著缩短加⼯周期,降低⽣产成本,⽤此种⼯艺⽅法很容易作出⾼精度的印制板。
通过实践证明⼀次化学镀厚铜的⾦属化孔可靠性要超过电镀铜,因为⼀次化学镀厚铜孔内镀层厚度⾮常均匀,不存在应⼒集中,特别是对于⾼密度的印制板⼩孔⾦属化(φ0.5以下的孔),对电镀来讲很难达到孔内镀层厚度均匀⼀致,⽽⽤化学镀铜的⽅法则是轻⽽易举的事,下⾯介绍双⾯和多层板⼀次化学镀厚铜的⽣产⼯艺。
5.1 双⾯印制板⼀次化学镀厚铜1)⽤液体感光胶(抗电镀印料)制作双⾯电路图形。
然后蚀刻图形。
液体感光胶可以⽤⽹印或幕帘式涂布,幕帘法⽣产效率⾼,⽽且涂层均匀⽆砂眼,⽹印法易产⽣⽓孔砂眼。
液体抗电镀感光胶分辨率⾮常⾼,显影⽆底层。
很容易得到精细的电路图形。
价格⽐⼲膜便宜。
蚀刻电路图形之后⽤5%NaOH去除感光胶层。
2)⽹印或幕帘式涂布液体感光阻焊剂,制出阻焊图形3)再⽤液体感光胶涂布板⾯,⽤阻焊底⽚再次曝光,显影,使孔位焊盘铜裸露出来。
4)钻孔5)化学镀厚铜。
1.酸性除油3分钟2.H2SO4/H2O2粗化3分钟3.预浸处理1分钟4.胶体钯处理3分钟②③④⑤⑥⑦①- ④处理液均为酸性溶液,板⾯上的液体感光胶层不会破坏,其结果是保护板⾯不受浸蚀,在进⾏活化时,孔内和板⾯上的感光胶层吸附了胶体钯。
⑤5%NaOH处理3分钟,然后⽔冲洗板⾯上的感光层,连同感光胶上的胶体钯⼀同被碱溶解下来。
孔内的胶体钯仍然保留。
⑥1%NaOH处理1分钟,然后⽔冲洗,进⼀步去除板⾯上的残胶。
⑦化学镀厚铜4⼩时,铜层厚度可达到20微⽶,化学镀铜过程中⾃动分析⾃动补加化学成份。
适⽤于连续化学镀厚铜的配⽅:CuSO4.5H2O 10g/1EDTA.2Na 40 g/1NaOH 15 g/1双联呲啶10mg/1CN-10mg/1操作条件:温度600C,化学镀铜过程中,通空⽓搅拌化学镀铜溶液,并连续过滤。
硫脲在电镀和化学镀中的应用

种技术运用在航空航天以及机械化的产业中,可以增强设备的防护及装饰性能[1]。
2 硫脲使用中需要注意的问题根据硫脲的运用特点,在硫脲使用的过程中需要注意以下问题:第一,结合硫脲的性质,在实际使用中,需要根据实验过程及工艺特点,在电镀前的处理中,需要根据抛光效应提高实验操作的整体效果。
并按照电镀工艺的特点,利用络合效应,可以结合工业产业的运行特点,确定优化的硫脲使用方案,以提高工艺选择的整体质量,避免工艺隐患及不合理问题的出现。
第二,在镀层性能分析以及材料配比中,为了增强实验操作的整体效果,需要严格确定镀层的工艺要求。
通过抗腐蚀性、耐磨性以及延展性技术的分析,合理选择工艺技术。
但应注意的是,如果在工业产业中,对镀层的耐磨性以延展性要求较高,不能使用硫脲,以保证实验操作的真题效果。
第三,由于硫脲作为添加剂,应该与有机物以及无机物进行联合,提高实验操作的整体质量。
第四,由于硫脲工艺的特殊性,实验的过程中,操作人员需要根据硫脲的性质,探究硫脲的新用途。
通过技术使用以及科技的创新,提高硫脲镀层的整体质量,避免结晶不均匀以及镀层质量不高的问题,满足行业的可持续发展需求。
因此,在工业产业发展中,将硫脲运用在工艺材料生产中,通过与电镀锌、铜以及多种锡合金的融合,可以增强镀液的稳定性,提高工业产业的运行效果,充分满足工业产业的可持续发展需求[2]。
3 硫脲在电镀和化学镀中的应用3.1 配位剂根据硫脲分子的组成,硫原子容易与Au 、Ag 以及Cu 等金属离子形成稳定的配合物,如:将硫脲与Ag +融合时,配位离子是[Ag(H 2NCSNH 2)3]+,稳定常数相对较高。
也就是说,在硫脲使用中,通过与贵金属配位化合,可以增强稳定性[3]。
通常情况下,硫脲在电镀和化学镀中的应用体现在以下方0 引言在工业产业运行及持续发展的背景下,硫脲与贵金属存在着较强亲和力,将其运用在电镀工业产业中,不仅可以提高工业产业的运行效率,也会增强行业的竞争力,满足产业的持续运行及稳步发展需求。
物理电镀与化学电镀
化学电镀特点
Байду номын сангаас
化学镀是在有钯等催化活性物质的外表, 通过甲醛等还原剂的作用,使铜、镍等离 子还原析出。化学镀相对于电镀的优势主 要有:基体范围广泛,镀层厚度均匀,工 艺设备简单,镀层性能良好。 化学镀镍层是极为均匀的,只要镀液能浸 泡得到,溶质交换充分,镀层就会非常均 匀,几乎可以达到仿形的效果。
物理电镀与化学电镀区别
化学镀与电镀从原理上的区别就是电镀需 要外加的电流和阳极。 化学镀由于大部分使用食品级的添加剂, 不使用诸如氰化物等有害物质,所以化学 镀比电镀要环保一些
什么是物理电镀?
物理电镀则是通过电解阳极之粗铜、镍, 通过铜、镍离子得失电子在电镀阴极沉积 铜、镍,其反应过程需要使用电。
物理电镀特点
物理电镀的特点是,有极好的分散能力和 深镀能力 ,镀后的镀层有光泽性。 电镀无法对一些形状复杂的工件进行全表 面施镀。 电镀因为有外加的电流,所以镀速要比化 学镀快得我,同等厚度的镀层电镀要比化 学镀提前完成。 电镀可以实现很多色彩。
物理电镀与化学电镀区别
作者:杨永华
什么是化学电镀?
电镀是个化学变化,涉及到电子转移,得失以及 物质的相互转化. 电镀过程因为有新物质生成所以是化学变化。 化学镀是依靠在金属表面所发生的自催化反应。
通过化学反应来实现的,其反应过程无需使用 电。 化学镀目前市场上只有纯镍磷合金的一种颜色
金属镀覆和化学处理表示方法
颜色
黑
棕
红
橙
黄
绿
蓝
紫
灰
白
粉红
金黄
青绿
银白
符号
现行
BK
BN
RD
OG
YE
GN
BU
VT
Y
WH
PK
GD
TQ
SR
旧
H
—
—
—
—
J
—
—
—
B
—
—
—
—
颜色符号用括号( )标在后处理彩“着色”符号之后.
5独立加工工序名称符号
独立加工工序名称符号见表8
表8
名称
符号
名称
符号
有机溶剂除油
SD
机械抛光
MP
化学除油
CD
喷砂
SB
方法名称
符号
现行
旧
电镀
Ep
D
化学镀
Ap
H
电化学处理
Et
D
化学处理
Ct
H
4.3化学处理,电化学处理名称表示符号
化学处理和电化学处理名称的表示符号见表3.
表3
处理名称
符号
现行
旧
钝化
P
D
氧化
O
Y
电解着色
Ec
-
磷化磷酸盐处理
Ph
L
阳极氧化
A
-
4.4镀覆层特征、,处理特征表示符号
镀覆层特征和处理特征的表示符号见表4
在经活化处理的基体表面上,镀液中金属离子被催化还原形成金属镀层的过程。
2.3钝化(电化学钝化,化学钝化)
在一定溶液中使金属阳极极化超过一定数值后,金属溶液速率不但不增大,反而剧烈减小,使金属表面由“活化态”转变为“钝态”的过程。由阳极极化引起的钝化为电化学钝化,由溶液中某些钝化剂的作用引起的钝化为化学钝化。
化学镀 电镀
化学镀电镀化学镀电镀是一种常见的表面处理技术,它通过在金属物体表面镀上一层金属或合金,改善其外观、耐腐蚀性和机械性能。
这种技术广泛应用于各个领域,例如电子、汽车、航空航天和家居等。
化学镀电镀是利用化学反应来实现金属沉积的过程。
它与常规的电镀技术不同,不需要外加电流,而是依靠化学药品中的还原剂在金属物体表面发生化学反应,使金属从溶液中析出并沉积在物体表面。
这种方法具有以下优点:化学镀电镀可以在复杂形状的物体表面均匀地沉积金属。
相比之下,传统的电镀技术由于电流密度分布不均匀,容易在尖角、凹凸处产生厚度不均匀的镀层。
而化学镀电镀可以通过调整化学药品的成分和工艺条件,实现均匀的镀层分布,使得产品外观更加美观。
化学镀电镀可以镀覆的材料范围更广。
传统的电镀技术通常只能镀覆导电性较好的材料,而化学镀电镀则可以在非导电性的材料上实现金属的沉积。
这为一些特殊材料的表面处理提供了可能,例如陶瓷、塑料和复合材料等。
化学镀电镀还可以在镀层中控制金属的成分和性质。
通过调整化学药品中的添加剂和工艺参数,可以实现不同成分的合金沉积,从而获得具有特定性能的镀层。
例如,可以通过添加合适的添加剂实现镀层的硬度、耐磨性和耐腐蚀性的提高,满足不同应用领域的需求。
然而,化学镀电镀也存在一些局限性。
首先,它的镀层厚度通常较薄,一般在几微米到几十微米之间。
相比之下,传统的电镀技术可以制备更厚的镀层。
其次,化学镀电镀的工艺条件相对复杂,需要精确控制溶液的成分、温度和pH值等参数。
这对操作人员的要求较高,增加了生产成本和技术难度。
在实际应用中,化学镀电镀被广泛用于改善产品的外观和性能。
例如,手机外壳、汽车零部件和珠宝首饰等产品常常采用化学镀电镀技术来增加其金属光泽和防腐蚀性能。
此外,化学镀电镀还可以用于修复古董文物和艺术品的表面,使其恢复原有的光泽和价值。
总的来说,化学镀电镀是一种重要的表面处理技术,它通过化学反应在金属物体表面沉积金属或合金,改善其外观和性能。
第6章 化学镀与电镀技术

6.1.2 镀铜液的选择
镀铜溶液有多种类型如:硫酸盐型,焦磷酸盐型, 氟硼酸盐型以及氰化物型。 硫酸盐型镀液获得均匀,细致,柔软的镀层,并 且镀液成分简单,分散能力和深镀能力好,电流 效率高,沉积速度快,污水治理简单,所以,印 制板镀铜主要使用硫酸盐镀铜。
20-25
1-3.5 0.5-1.75 连续 空气搅拌 在2安培/分米2下, 0.45微米/分
36-40
Company Logo
一种是用于零件电镀的普通硫酸盐镀铜液
一种是用于印制板电镀的高分散能力的镀铜液, 这种镀液具有“高酸低铜”的特点,因而有很高 的导电性和很好的分散能力与深镀能力。
电镀液
Company Logo
Company Logo
搅拌的方式
1). 阴极移动: 阴极移动是通过阴极杆的运动来 实现工件的移动。 2). 压缩空气搅拌:对镀铜液而言,它能提供足 够的氧气,促进溶液中的Cu+氧化成Cu2+,协助消 除Cu+的干扰。 3). 过滤:过滤可以净化溶液,使溶液中的机械 杂质及时地除去,防止或减少了毛刺出现的机会
2-4
1-2
1-3
0.3-2
0.1-8
1-2
0.1-8.6
温度(°C)
28-32
22-26
21-32
21-32
阳极(含P%)
0.045-0.06
0.02-0.06
0.03-0.08
搅拌方式
空气搅拌 连续过滤
阴极移动 20-25mm/次 5-45次/分 可调
空气搅拌 阴极移动 连续过滤
空气搅拌 阴极移动 连续过滤
名称成分 硫酸铜(克/升) 硫酸(克/升) 氯离子(毫克/升) 添加剂
钼粉的镀膜工艺

钼粉的镀膜工艺
钼粉的镀膜工艺可以采用电镀、化学镀、喷涂等方法。
1.电镀:将含有钼离子的电解液用作阳极,将待镀基底作为阴极,通电后钼离子会在待镀基底表面析出形成钼层。
电镀可在温度和电流密度的控制下进行。
2.化学镀:将含有钼化合物的化学溶液施加在待镀基底表面,通过化学反应形成钼层。
化学镀可以在室温下进行,不需要加热。
3.喷涂:将钼粉和粘合剂混合后通过特殊喷涂设备喷涂在待镀基底表面,形成钼层。
喷涂适用于大面积薄膜覆盖和不规则表面的镀膜。
以上三种方法都需要在严格控制温度、时间、PH值等工艺参数的基础上进行,以保证钼层的品质。