【仪器标准】中国和欧洲超声波探伤仪器标准的比较
锻件超声波探伤标准

锻件超声波探伤标准锻件超声波探伤是一种非破坏性检测方法,广泛应用于工业生产中,用于检测锻件内部的缺陷和异物。
其标准化是确保产品质量和安全的重要步骤。
本文将介绍锻件超声波探伤的标准要求,以及其在工业生产中的重要性。
首先,锻件超声波探伤的标准主要包括国家标准、行业标准和企业标准。
国家标准是由国家标准化管理委员会制定和发布的,具有法律效力,适用于全国范围内的锻件超声波探伤工作。
行业标准是由相关行业协会或组织制定的,适用于特定行业内的锻件超声波探伤工作。
企业标准是由企业根据自身生产实际情况制定的,适用于企业内部的锻件超声波探伤工作。
这些标准的制定和执行,可以有效规范锻件超声波探伤工作,提高产品质量和安全水平。
其次,锻件超声波探伤的标准要求包括设备要求、人员要求、操作要求和报告要求等方面。
设备要求包括超声波探伤仪器的性能和精度要求,以及探头的选择和使用要求。
人员要求包括操作人员的培训和资质要求,以及操作人员的责任和义务。
操作要求包括探伤工艺的规范和流程要求,以及检测参数的设置和调整要求。
报告要求包括检测结果的记录和报告要求,以及异常情况的处理和报告要求。
这些要求的严格执行,可以保证锻件超声波探伤工作的准确性和可靠性。
最后,锻件超声波探伤标准的重要性不言而喻。
首先,它可以帮助企业提高产品质量,降低生产成本,提高市场竞争力。
其次,它可以帮助企业保障产品安全,避免因产品质量问题而导致的事故和损失。
最后,它可以帮助企业提升员工技能,提高生产管理水平,实现可持续发展和创新发展。
因此,制定和执行锻件超声波探伤标准,对于企业和社会都具有重要意义。
综上所述,锻件超声波探伤标准的制定和执行,对于保障产品质量和安全,提高生产效率和管理水平,具有重要意义。
我们应该加强对锻件超声波探伤标准的学习和理解,提高对其重要性的认识,不断完善和落实相关标准要求,推动锻件超声波探伤工作的规范化和标准化,为工业生产的可持续发展做出贡献。
超声波探伤仪检定规程
超声波探伤仪检定规程引言超声波探伤仪是一种广泛应用于工业领域的检测设备,用于检测材料内部的缺陷或异物。
为了保证超声波探伤仪的准确性和可靠性,需要进行定期的检定。
本文将详细介绍超声波探伤仪检定的规程和步骤。
检定目的超声波探伤仪的检定旨在验证设备的测量准确性、敏感度以及其他性能指标,以确保其在实际使用中能够正常工作并正确地检测缺陷和异物。
检定方法选择超声波探伤仪的检定方法应选择符合国家标准或行业规范的方法,并根据设备的特点和用途进行合理的调整。
一般常用的检定方法有以下几种:1.回波幅值检定–使用标准试块进行测量,通过比对回波信号的幅值与试块设定值的差异,评估超声波探伤仪的测量准确性。
2.分辨力检定–采用不同直径的孔板进行检测,通过分析超声波探测到的信号的清晰度和分辨能力,评估设备的敏感度和分辨力。
3.脉冲重复频率检定–通过测量超声波探测仪器的脉冲重复频率,以判断设备的工作频率是否符合规定要求。
检定设备准备在进行超声波探伤仪的检定之前,需要做好以下准备工作:1.检定仪器和设备:–确保超声波探伤仪器的正常工作状态,包括电源供应、传感器的连接和校准等。
2.校准试块和标准器件:–准备一套标准试块,并根据规定的要求进行校准。
3.测试环境准备:–确保测试环境符合要求,包括温度、湿度和电磁干扰等。
检定步骤步骤一:回波幅值检定1.首先,选取一块符合要求的标准试块,并进行相关的校准工作。
2.将标准试块放置在检测台上,并调整超声波探测器的位置和角度,使其与试块表面垂直。
3.使用超声波探测仪器进行扫描,记录所得的回波信号的幅值。
4.将记录的回波信号与试块的设定值进行比对,计算出差异,并判断是否符合要求。
步骤二:分辨力检定1.准备一组具有不同直径的孔板,并确保其直径和深度的测量准确性。
2.将孔板放置在检测台上,并使用超声波探测仪器进行扫描。
3.观察和记录超声波探测到的信号,并评估其清晰度和分辨能力。
4.根据观察结果,判断设备的分辨力是否达到要求。
中国-欧洲海洋仪器检验检测方法标准的比对研究

标准比对中国-欧洲海洋仪器检验检测方法标准的比对研究■ 王爱军 袁玲玲 陈方芳 赵卓英(国家海洋标准计量中心)摘 要:海洋仪器检验检测方法标准是海洋仪器验收、检验和质量评价的指导文件。
开展中国-欧洲海洋仪器检验检测标准的比对分析,有助于了解国内外海洋仪器检测/校准方法的区别,提升我国海洋仪器检测/校准方法,推动我国先进标准“走出去”,有助于构建区域海洋仪器方法标准化技术规则。
本文比对了我国《海水温度测量仪检测方法》《海水电导率测量仪检测方法》《海水溶解氧测量仪检测方法》《海水营养盐测量仪检测方法》与欧洲海滨观测联合研究机构的《海洋仪器校准的最佳实践报告》中的温度、电导率、溶解氧和营养盐部分,结果证明,中国-欧洲的海洋仪器检验检测方法标准在标准化对象、适用范围和标准方法内容基本一致,但在标准方法略有不同,主要体现在检测点个数、环境条件、水槽浓度的控制等试验细节控制。
我国在温度、电导率的海洋仪器检验检测方法标准和欧洲的校准相当,在海水溶解氧、营养盐测量仪检测方面尚需提升方法。
关键词:标准比对,海洋仪器,检测/校准方法DOI编码:10.3969/j.issn.1002-5944.2021.11.030Comparative Study on the Standards for Marine Instrument Inspectionand Testing Method in China and EuropeWANG Ai-jun YUAN Ling-ling CHEN Fang-fang ZHAO Zhuo-ying(National Center of Ocean Standards and Metrology)Abstract: The standards for marine instrument inspection and testing method are used as guidance documents for the acceptance, inspection and quality evaluation of marine instruments. A comparison of the standards for marine instrument inspection and testing in China and Europe is helpful to understand the differences between domestic and foreign marine instrument testing or calibration methods, improve domestic marine instrument testing methods, and promote domestic advanced standards to "go out". It will help to establish the standardization technical rules for regional ocean instrument methods. This article compares Testing Methods of Seawater Temperature Measuring Instruments, Testing Methods of Seawater Conductivity Measuring Instruments, Testing Methods of Seawater Dissolved Oxygen Measuring Instruments, Testing Methods of Seawater Nutrients Measuring Instruments", and Report on calibration best practices from Joint European research infrastructure network for coastal observatories, concludes that the standardization objects, scope of application, and testing/calibration methods in the standards for marine instrument inspection and testing method in China and Europe are basically the same. However, the testing/calibration methods are slightly different, which are mainly reflected in the number of testing points, environmental conditions, and the control of the concentration of the water tank. The control of the test details is more stringent in Europe. It can be said that domestic marine instrument inspection and detection method standards for temperature and conductivity are equivalent to those in Europe, and further research is needed in the testing of seawater dissolved oxygen instruments and seawater nutrients measuring instruments.Keywords: standard comparison, marine instruments, testing/calibration methods基金项目:本文受国家重点研发计划项目“海洋资源能源调查评估及海洋生态环境保护技术标准研究”(项目号:2017YFF0206900)资助。
超声波探伤方法和探伤标准
超声波探伤方法和探伤标准超声波探伤是一种非破坏性检测方法,通过超声波在材料中的传播和反射来检测材料内部的缺陷和异物。
它在工业领域广泛应用于金属、塑料、陶瓷等材料的质量检测和安全评估。
本文将介绍超声波探伤的方法和标准,以帮助读者更好地理解和应用这一技术。
超声波探伤方法主要包括脉冲回波法、相控阵法和多普勒法。
脉冲回波法是最常用的一种方法,它通过发射脉冲超声波,然后接收回波信号来检测材料内部的缺陷。
相控阵法则是利用多个发射和接收元件来形成波束,实现对材料内部的全方位检测。
而多普勒法则是通过测量超声波在材料中的传播速度变化来检测材料中的动态缺陷,如裂纹和腐蚀等。
在进行超声波探伤时,需要根据具体的材料和缺陷类型选择合适的探头和频率。
对于不同材料,需要选择不同的超声波频率,以获得更好的探伤效果。
同时,探头的尺寸和形状也会影响到探伤的精度和灵敏度。
在实际应用中,操作人员需要根据具体情况进行合理选择和调整。
除了探头的选择外,超声波探伤还需要考虑材料的声速和衰减系数。
不同材料的声速和衰减系数会影响超声波在材料中的传播和反射特性,因此需要对这些参数进行准确的测量和计算,以确保探伤结果的准确性和可靠性。
此外,超声波探伤还需要根据相关的探伤标准进行操作和评定。
目前国际上常用的探伤标准包括美国材料和试验协会(ASTM)的标准、国际电工委员会(IEC)的标准以及国际协会认证联盟(IAF)的标准等。
这些标准对于超声波探伤的设备、操作和结果评定都有详细的规定,可以作为操作人员的参考依据。
总的来说,超声波探伤是一种非常有效的材料缺陷检测方法,它具有高灵敏度、高分辨率和高可靠性的特点。
通过合理选择探头和频率、准确测量材料参数以及遵循相关的探伤标准,可以更好地发挥超声波探伤的优势,为工业生产和安全保障提供可靠的技术支持。
希望本文所介绍的超声波探伤方法和标准能够对读者有所帮助,促进这一技术的应用和发展。
声学超声波探伤仪astm e317标准
声学超声波探伤仪ASTM E317标准声学超声波探伤仪是一种重要的非破坏性检测仪器,用于检测材料中的内部缺陷和异质性。
它利用超声波的传播和反射特性来检测材料中的缺陷,广泛应用于航空航天、铁路、汽车、船舶、桥梁、建筑以及材料制造等领域。
在声学超声波探伤仪的应用中,ASTM E317标准是一个重要的指导标准。
ASTM E317标准是美国材料和试验协会(ASTM)制定的关于声学超声波探伤仪的标准规范。
该标准对超声波探伤仪的性能、检测方法、数据记录和报告等方面进行了详细的规定,是声学超声波探伤仪使用和检测的重要参考依据。
在ASTM E317标准中,首先对声学超声波探伤仪的性能要求进行了规定。
对探头的频率范围、灵敏度、分辨率等进行了详细的要求,以确保探伤仪能够准确地检测材料中的缺陷和异质性。
该标准还对声学超声波探伤仪的校准和验证要求进行了规定,以确保其检测结果的准确性和可靠性。
ASTM E317标准对声学超声波探伤仪的检测方法进行了详细描述。
标准规定了探伤仪的工作原理、检测步骤、信号分析和数据处理等内容,为声学超声波探伤的实际操作提供了指导。
在检测方法中,标准强调了对材料表面和内部缺陷的相关参数进行测量和记录,并对检测结果的解释和分析提出了要求。
ASTM E317标准还对声学超声波探伤仪的数据记录和报告进行了规定。
标准要求对检测到的缺陷和异质性进行详细的描述和记录,并且提出了对检测结果的分析和判定要求。
这些规定有助于保证声学超声波探伤的结果能够被准确记录和理解,为后续的工程评估和质量控制提供依据。
ASTM E317标准对声学超声波探伤仪的性能、检测方法、数据记录和报告等方面进行了详细的规定,为声学超声波探伤的实际应用提供了有力的支持。
在实际应用中,遵循该标准能够保证声学超声波探伤的准确性和可靠性,为工程质量和安全提供保障。
作为写手,我深信声学超声波探伤仪ASTM E317标准在非破坏性检测领域的重要性,它为声学超声波探伤仪的使用和检测提供了标准化的指导,对于提升声学超声波探伤技术水平具有重要意义。
PAUT 概述
刘拓收录1、超声相控阵检测仪器发展概况超声相控阵检测技术的研究始于20世纪60年代,最初被用于医学超声成像领域,但由于系统复杂、成本高昂等原因,使其在工业领域中的应用受到限制。
90年代后期,随着集成化数字电路的发展和微处理器成本的降低,小型化、数字化的超声相控阵检测系统开始应用于工业领域。
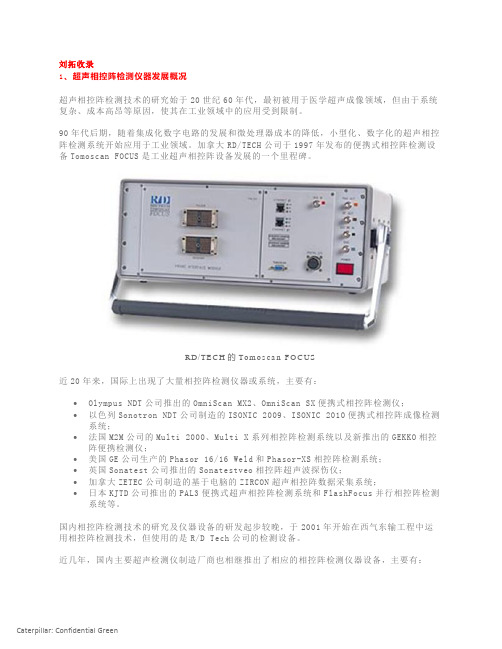
加拿大RD/TECH公司于1997年发布的便携式相控阵检测设备Tomoscan FOCUS是工业超声相控阵设备发展的一个里程碑。
RD/TECH的Tomoscan FOCUS近20年来,国际上出现了大量相控阵检测仪器或系统,主要有:•Olympus NDT公司推出的OmniScan MX2、OmniScan SX便携式相控阵检测仪;•以色列Sonotron NDT公司制造的ISONIC 2009、ISONIC 2010便携式相控阵成像检测系统;•法国M2M公司的Multi 2000、Multi X系列相控阵检测系统以及新推出的GEKKO相控阵便携检测仪;•美国GE公司生产的Phasor 16/16 Weld和Phasor-XS相控阵检测系统;•英国Sonatest公司推出的Sonatestveo相控阵超声波探伤仪;•加拿大ZETEC公司制造的基于电脑的ZIRCON超声相控阵数据采集系统;•日本KJTD公司推出的PAL3便携式超声相控阵检测系统和FlashFocus并行相控阵检测系统等。
国内相控阵检测技术的研究及仪器设备的研发起步较晚,于2001年开始在西气东输工程中运用相控阵检测技术,但使用的是R/D Tech公司的检测设备。
近几年,国内主要超声检测仪制造厂商也相继推出了相应的相控阵检测仪器设备,主要有:•汕头超声仪器研究所有限公司生产的CTS-602型超声相控阵检测仪和SUPOR系列超声成像检测仪;•汕头超声电子股份有限公司生产的CTS-2108PA型便携式相控阵超声检测仪;•武汉中科创新技术股份有限公司生产的HSPA10型和HSPA20型便携式相控阵超声波检测仪;•南通友联数码技术开发有限公司生产的PXUT-960相控阵超声探伤仪;•广州多浦乐电子科技有限公司生产的Phascan系列超声相控阵检测仪等。
超声波雷达相关法规
超声波雷达相关法规
超声波雷达是一种使用超声波技术进行远程检测的雷达系统,常用于测量距离、
检测物体位置和移动速度等。以下是相关的法规:
1. 欧洲联盟法规:超声波雷达在欧盟内需要符合欧洲的CE认证标准,以确保其
符合欧盟的安全和环保标准。
2. 美国联邦法规:美国联邦通信委员会(FCC)规定,超声波雷达必须符合其
规定的电磁兼容性(EMC)标准。此外,FCC还规定了超声波雷达的发射功率
和频谱等方面的规定。
3. 中国国家标准:中国国家标准委员会发布了《超声波雷达技术规范》(GB/T
21430-2008),规定了超声波雷达的技术规范和测试方法。
4. 国际标准组织:国际电工委员会(IEC)制定了《超声波雷达设备的测量方法
和规范》(IEC 60832-1995),规定了超声波雷达设备的测试方法和规范。
总之,超声波雷达的使用必须符合国际和本地的相关法规和安全标准,以保证其
安全可靠。
超声波探伤仪标定方法对比试块
超声波探伤仪标定方法对比试块摘要:一、引言二、超声波探伤仪标定方法介绍1.比较试验原理2.标定方法分类3.各种标定方法的优缺点三、对比试块的制备与选择1.试块材料2.试块尺寸3.试块性能指标四、超声波探伤仪的标定过程1.标定设备2.标定方法3.标定结果分析五、结论与展望正文:一、引言超声波探伤仪作为一种无损检测设备,广泛应用于金属材料、机械制造、航空航天、石油化工等领域。
为了保证超声波探伤仪的检测准确性和可靠性,对其进行定期标定是非常重要的。
本文将对超声波探伤仪的标定方法进行对比研究,并探讨适用于各种场景的标定技术。
二、超声波探伤仪标定方法介绍1.比较试验原理比较试验是通过将已知参数的试块与待测试块进行对比,根据超声波在试块中的传播特性来判断超声波探伤仪的准确性。
2.标定方法分类超声波探伤仪的标定方法主要分为两类:一类是实验室标定,另一类是现场标定。
实验室标定一般在专门的标定设备上进行,而现场标定则是在实际检测现场进行的。
3.各种标定方法的优缺点实验室标定方法具有较高的精度,但设备较为复杂,耗时较长;现场标定方法操作简便,但精度相对较低。
在实际应用中,应根据具体情况选择合适的标定方法。
三、对比试块的制备与选择1.试块材料通常选用与被检测材料相似的试块,以确保超声波在试块中的传播特性与在被检测材料中的传播特性相近。
2.试块尺寸试块的尺寸应满足超声波传播的需要,以确保超声波在试块中的传播特性能够充分体现。
3.试块性能指标试块的性能指标主要包括声速、衰减系数、反射率等,应与被检测材料的性能指标相近。
四、超声波探伤仪的标定过程1.标定设备选用合适的标定设备,如标准试块、信号发生器、示波器等。
2.标定方法根据实际情况选择合适的标定方法,如比较试验、时差法、脉冲回波法等。
3.标定结果分析对标定结果进行分析,判断超声波探伤仪的性能是否满足要求,如有异常情况,应采取相应措施进行调整。
五、结论与展望本文对超声波探伤仪的标定方法进行了对比研究,分析了各种标定方法的优缺点,并对对比试块的制备与选择进行了讨论。
超声波探伤检测标准
超声波探伤检测标准摘要:1.超声波探伤检测标准的概述2.超声波探伤的原理3.超声波探伤的优点4.超声波探伤检测标准的制定与实施5.超声波探伤检测标准的发展趋势正文:一、超声波探伤检测标准的概述超声波探伤检测标准是一种非破坏性检测技术,广泛应用于各种材料和零部件的检测中。
超声波探伤技术利用超声波在材料中的传播特性,检测材料内部的缺陷、裂纹等问题,以评估其质量和安全性。
在实际应用中,为了保证超声波探伤检测的准确性和可靠性,需要制定一系列的技术标准和规范。
二、超声波探伤的原理超声波探伤的原理是利用超声波在材料中的传播速度和衰减特性,检测材料内部的缺陷、裂纹等问题。
超声波在传播过程中,如果遇到材料内部的缺陷或界面,会产生反射、散射等现象,这些现象会被探头接收并转换为电信号。
通过分析这些电信号的特征,可以判断材料内部是否存在缺陷,以及缺陷的性质、位置、大小等。
三、超声波探伤的优点超声波探伤技术具有许多优点,使其成为非破坏性检测的主要方法之一。
首先,超声波探伤可以检测到材料内部的缺陷,而不会破坏材料的表面和结构。
其次,超声波探伤可以检测到各种不同类型的缺陷,包括裂纹、夹杂、气孔等。
此外,超声波探伤还具有较高的检测速度和灵敏度,可以有效地提高检测效率和准确性。
四、超声波探伤检测标准的制定与实施为了保证超声波探伤检测的准确性和可靠性,需要制定一系列的技术标准和规范。
这些标准和规范包括超声波探伤的设备标准、检测方法标准、数据处理和分析标准等。
超声波探伤检测标准的制定和实施,有助于确保检测结果的可靠性和一致性,提高检测技术的应用水平和效果。
五、超声波探伤检测标准的发展趋势随着超声波探伤技术的不断发展和应用,超声波探伤检测标准也在不断完善和更新。
欧洲标准--EN10228
9 生产阶段
超声波检验在最终热处理完成后执行。除非在咨询或订单时有其它协议。
10 表面光洁度
10.1 概述 扫描表面应无油漆、氧化皮附着物、金属腐蚀、干耦合剂、表面的不规则或可以减少接合
的任何其它物质,阻碍探测的自由运动或引起解释的错误。
10.2 表面光洁度与质量等级关系
表面光洁度适合要求的质量等级(见表 1 )
欧洲标准 EN10228-3 :1998
钢锻件的无损检测——
第三部分:铁素体或马氏体钢锻件的超声波检验
目录 1 范围 2 标准的参考 3 定义 4 协议的项目 5 书面的程序 6 人员资格 7 设备和附件 8 日常校准和检查 9 生产阶段 10 表面光洁度 11 灵敏度 12 扫描 13 分类 14 记录水平和验收标准 15 测定大小 16 报告 附录 A 最大的圆周横波扫查深度 附录 B 指示波幅分贝相关的 DAC 百分比
L L
Dp ①
点间断 (L>Dp)
①
Dp
延长间断 (L≤Dp)
Dp ①
d
Dp d
d
① d
分离点间断 (L≤Dp,d>40mm)
d
聚集点间断 (L≤Dp,d≤40mm)
14 记录水平及验收标准 购买方与供应商协议采用的质量等级分类(见条款 4 ),表 5 、 6 和表 7 详细说明记 录水平和验收标准应用于 4 种质量等级分类。
注:一些质量等级可能被适用于一个锻件或一个锻件的部分;质量等级 4 是最高级,规定记录水平和
表 1 表面光洁度与质量等级关系
表面光洁度
质量等级和粗糙度 Ra
1
2
3
4
≤ 25 μ m ≤ 12.5 μ m ≤ 12.5 μ m ≤ 6.3 μ m
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中国和欧洲超声波探伤仪器标准的比较 随着我国经济改革开放形势的不断深入发展,我国的无损检测技术事业也正在与世界越来越广泛地接轨,就无损检测技术中的超声检测而言,目前国内许多大型企业以及中外合资或外资企业在购买、使用超声探伤设备时,都开始要求按照欧洲标准(EN12668)对超声波探伤仪器的性能及质量进行控制,另一方面,中国自主创新制造的超声波探伤设备也在开始向国外出口,同样涉及了与国际应用标准接轨的问题。本文欲就笔者的理解,探讨我国目前应用的有关超声波探伤仪器性能评定标准与欧洲标准的比较,希望对我国超声波探伤设备尽早与国际标准紧密接轨的问题有所促进。
欧洲标准(EN12668)包括有三个部分: EN12668-1 无损检测-超声检验设备的特性与认证-第1部分:仪器 EN12668-2 无损检测-超声检验设备的特性与认证-第2部分:探头 EN12668-3 无损检测-超声检验设备的特性与认证-第3部分:综合设备
其最大的特点是将仪器、探头的性能分别评定,然后再将仪器和探头组合后的系统性能进行评定,因此有其评定方法、使用的评定装置、试块等特色,并且还涉及对相应性能的指标要求。 我国目前应用的相关标准主要有: JJG 746-2004《中华人民共和国国家计量检定规程-超声探伤仪》 JB/T 10061-1999《A型脉冲反射式超声探伤仪通用技术条件》 JB/T 10062-1999《超声探伤用探头性能测试方法》 JB/T 9214-1999《A型脉冲反射式超声探伤系统工作性能测试方法》(非等效采用JIS Z2344-93《金属材料脉冲反射式超声探伤检验方法》) GB/T 18852-2002 无损检测 超声检验 测量接触探头声束特性的参考试块和方法(等同翻译ISO 12715:1999《无损检测 超声检验 测量接触探头声束特性的参考试块和方法》) GB/T 18694-2002《无损检测 超声检验 探头性能及其声场的表征》(等同采用ISO 10375:1997E) 在实际执行中,目前比较突出的是我国各地的计量部门以行政手段把超声波探伤仪器纳入每年对企业计量控制中的强制检定项目,执行JJG 746-2004《中华人民共和国国家计量检定规程-超声探伤仪》,因此,在超声仪器方面,本文主要以JJG 746-2004来与EN12668进行比较,在超声探头方面则主要以JB/T 10062-1999《超声探伤用探头性能测试方法》来与EN12668进行比较,在综合系统性能方面则以JB/T 9214-1999《A型脉冲反射式超声探伤系统工作性能测试方法》来与EN12668进行比较。
一. 要求测试的性能项目方面的差异 1 . 对超声仪器性能要求测试的项目对比见表1。 表1 超声仪器性能测试项目要求对比
项目 EN* JJG** 允值要求 EN JJG 物理状态和外观 有 有 目视 目视 稳定性:温度稳定性 有 - 有 - 稳定性:预热后稳定性 有 - 有 - 稳定性:显示晃动 有 - 有 - 稳定性:电压变化稳定性 有 - 有 - 发射脉冲:脉冲重复频率 有 - 有 - 发射脉冲:有效输出阻抗 有 - 有 - 发射脉冲:发射脉冲频谱 有 - 有 - 发射脉冲:发射器电压,上升时间,回响和持续时间 有 - 有 -
接收器:发射期间发射器到接收器的串扰阻尼 有 - 有 - 接收器:发射脉冲后阻塞时间 有 - 有 - 接收器:动态范围 有 有 有 有 接收器:接收器输入阻抗 有 - 有 - 接收器:距离振幅修正 有 - 有 - 接收器:时间分辨率 有 - 有 - 接收器:放大器频率响应 有 - 有 - 接收器:等效输入噪声 有 - 有 - 接收器:已校正衰减器的精度 有 有 有 有 接收器:垂直显示线性 有 有 有 有 接收器:时基线性 有 有 有 有 监视器闸门:带固定监视器阈的响应阈和开关滞后 有 - 有 -
监视器闸门:带可调监视器阈的开关滞后 有 - 有 - 监视器闸门:开关输出保持时间 有 - 有 - 比例输出:比例闸门输出阻抗 有 - 有 - 比例输出:比例闸门输出线性 有 - 有 - 比例输出:比例闸门输出频率响应 有 - 有 - 比例输出:比例闸门输出噪声 有 - 有 - 比例输出:闸门内测量信号位置影响 有 - 有 - 比例输出:比例闸门输出脉冲形状影响 有 - 有 - 比例输出:比例闸门输出上升、下降与保持时间 有 - 有 -
电噪声电平 - 有 - 有 最大使用灵敏度 - 有 - 有 探伤灵敏度余量 - 有 - 有 分辨力 - 有 有 扫描范围 - 有 有 数字超声仪器的附加测试: 数字超声仪器的时基线性 有 - 有 - 数字化采样误差 有 - 有 - 数字超声仪器的响应时间 有 - 有 - *EN 12668-1(2000.9),无损检测-超声检验设备的特性与认证-第1部分:仪器,涉及脉冲式、模拟式和数字式的A显示手动无损检测用超声波检验装置电气性能的评定方法和验收标准。包括生产商测试、定期和维修测试以及组合设备测试,并有校验周期的规定。 ** JJG 746-2004《中华人民共和国国家计量检定规程-超声探伤仪》,涉及通用A型脉冲反射式超声探伤仪的首次检定、后续检定和使用中检定。要求超声探伤仪的检定周期一般不超过1年。 2 . 对超声探头性能要求测试的项目对比见表2
表2 超声探头性能测试项目要求对比
项目 EN* JB** 允差要求 EN JJG 制造商名称 有 探头型号 有 探头重量与尺寸 有 连接器型号 有 换能器材料 有 换能器形状尺寸 有 斜探头指标 有 使用的斜楔材料,延迟 有 双晶探头的TR可互换连接 有 非聚焦纵波直探头的保护膜材料 有 探头的保护膜磨损允差 有 物理性能 有 有 中心频率,带宽(* 回波频率、回波长度) 有 有* 有 - 脉冲形状(时间与频率) 有 相对脉冲回波灵敏度(* 相对灵敏度) 有 有* 有 - 距离-振幅曲线(* 距离幅度特性) 有 有* 有 -- 阻抗,静态电容(* 等效阻抗) 有 有* 有 - 脉冲持续时间(* 回波长度) 有 有* 有 - 液浸探头聚焦区的焦距和聚焦长度 有 有 液浸探头的聚焦宽度 <, /FONT> 有 有 液浸探头的波束发散角(* 声束宽度) 有 有* 有 接触法单晶直探头的波束发散与侧波瓣(* 声束宽度) 有 有* 有 -
接触法单晶直探头的波束倾斜角与偏移(* 声轴偏移) 有 有* 有 - 接触法单晶直探头的焦距(**近场长度) 有 - 有 - 接触法单晶直探头的聚焦宽度 有 - 有 - 接触法单晶直探头的聚焦长度 有 - 有 - 接触法单晶横波斜探头的入射点(* 入射点、前沿距离) 有 有* 有 -
接触法单晶横波斜探头的波束角和波束发散角(* 声束宽度) 有 有* 有 - 接触法单晶横波斜探头的波束角(* K值) 有 有* 有 - 接触法单晶横波斜探头的波束倾斜角与偏移(* 声轴偏斜角) 有 有* 有 - 接触法单晶横波斜探头的焦距(**近场长度) 有 - 有 - 接触法单晶横波斜探头的聚焦宽度 有 - 有 - 接触法单晶横波斜探头的聚焦长度 有 - 有 - 接触法双晶直探头的串扰(*楔内回波幅度) 有 有* 有 - 接触法双晶直探头的最大灵敏度距离(**焦距) 有 - 有 - 接触法双晶直探头的轴向灵敏度范围(**聚焦长度) 有 - 有 - 接触法双晶直探头的横向灵敏度范围(**聚焦宽度) 有 - 有 - 接触法双晶横波斜探头的串扰 有 有 接触法双晶横波斜探头的入射点 有 有 接触法双晶横波斜探头的波束角和轮廓 有 有 接触法双晶横波斜探头的最大灵敏度距离(**焦距) 有 有 接触法双晶横波斜探头的轴向灵敏度范围(**聚焦长度) 有 有
接触法双晶横波斜探头的横向灵敏度范围(**聚焦宽度) 有 有 直接接触法直探头的始波宽度 - 有 - - 直接接触法斜探头的空载始波宽度 - 有 - - 直接接触法斜探头的前后扫查的声束宽度 - 有 - - 直接接触法斜探头的左右扫查的声束宽度 - 有 - - 双晶直探头的声束交区宽度 - 有 - - *EN12668-2(2001.10),无损检测-超声检验设备的特性与认证-第2部分:探头,要求制造商随探头提供参数数据;探头类别包括:中心频率范围0.5~15MHz,液浸法单晶纵波直探头,接触法纵波单晶、双晶直探头,接触法横波单晶直探头,接触法纵波单晶、双晶斜探头,接触法横波单晶、双晶斜探头,这些探头还各自分为聚焦与非聚焦两种。 **JB/T 10062-1999《超声探伤用探头性能测试方法》,适用于1~5MHz直探头、斜探头、双晶直探头和水浸探头,未提出验收标准或允差。 注:表中括号内含*号的内容表示我国标准与欧洲标准对应的项目名称。表中括号内含**号的内容表示我国的习惯称呼。 3 . 对探头、电缆与超声仪器组合系统性能要求测试的项目对比见表3。 表3 组合系统检查:探头、电缆与超声仪器组合
项目 EN* JB** 允差要求 校验周期要求 EN JB EN JB