关节臂式测量
关节臂式测量课件

(7)报告输出。 一般报告中需显示图片,以增加报告的生动性。
先将图形窗口摆放到适当的位置,并把图形上的特征 标识符调整到合适的位置。
37
38
39
18:30: 材料成型及控制工程 测控技术与仪器 电气工程及其自动化 电子科学与技术 给水排水工程 工程管理 光信息科学与技术 化学工程与工艺
iges文件是一种三维软件几乎都能打开的通用格式; wrl是一种文本格式的文件,可以用文本编辑器打开编辑; u3d是3D通用图形的标准格式; obj文件一般是程序编译后的二进制文件,再通过链接器和资源文件链 接就成exe文件了; dxf是AutoCAD中的矢量文件格式,它以ASCII码方式存储文件,在表 现图形的大小方面十分精确。
19
联接测量系统 将测量机主体安装在磁力底座
或者固定架上,按照系统联接规 范,用各种数据线将机器设备、 计算机、控制器连接起来。连接 完成后检查各种数据线,启动控 制器、主机电源开关,再启动计 算机和相关程序。启动数据盒开 关进行预热5min后,当激光头开 关旁边的ready指示灯亮,就可以 启动激光头开关,进入初始化阶段。
关节臂式测量
1
教学要求: 了解关节臂测量机结构、原理 了解关节臂测量机主要功能 了解关节臂测量机测量方法
2
关节臂测量机的定义: 关节臂测量机仿照人体关节结构,以角度基准取
代长度基准,由几根固定长度的臂通过绕互相垂直轴 线转动的关节(分别称为肩、肘和腕关节)互相连接, 在最后的转轴上装有探测系统的坐标测量装置。
复杂的大型零件一般不能一次完成数据的扫描,可以转换 零件,从多个角度来完成数据的采集,然后再使用专业的软件进 行数据注册,拼接成一个完整的模型数据;利用蛙跳技术的帮助,
关节臂式坐标测量机参数标定方法

关节臂式坐标测量机参数标定方法王学影;王华;陆艺;张培培【摘要】采用对称点法对关节臂式坐标测量机的各参数进行标定.该标定方法把各参数分离,使标定过程更简单.首先,在D-H参数建模法的基础上,利用基于准球坐标系的建模方法,建立了关节臂式坐标测量机的数学模型,使关节间各个参数正交,进而推导了运动学方程.借助设计的固紧装置,在ROMER Infinite 2.0型关节臂式坐标测量机上运用该方法进行了标定实验,得出了坐标测量机的结构参数,验证了参数标定方法的可行性和实验结果的准确性,为进一步提高关节臂式坐标测量机的测量精度奠定了基础.【期刊名称】《农业机械学报》【年(卷),期】2016(047)006【总页数】5页(P408-412)【关键词】关节臂式坐标测量机;参数标定;对称点法【作者】王学影;王华;陆艺;张培培【作者单位】中国计量大学计量测试工程学院,杭州310018;中国计量大学计量测试工程学院,杭州310018;中国计量大学计量测试工程学院,杭州310018;中国计量大学计量测试工程学院,杭州310018【正文语种】中文【中图分类】TH721关节臂式坐标测量机作为—种便携的测量仪器在工业生产中的应用越来越广泛[1-2]。
关节臂式坐标测量机参数的标定,直接影响着测量精度,从而影响到整个工业的生产过程[3-5]。
目前国外对关节臂式坐标测量机在参数标定方面的研究较多且深入。
KOVAC等[6]设计了—种专用量具结合商业化软件对关节臂式坐标测量机进行标定;FURUTANI等[7]利用装有多个标准球的金属板对关节臂式坐标测量机进行标定;SANTOLARIA等[8]使用拥有14个球的球形量规,建立基于傅里叶多项式的误差模型对关节臂式坐标测量机的参数误差进行了估计辨识;ACERO等[9]利用激光跟踪仪进行实验。
国内对参数标定这方面的研究相对较少。
主要方法有根据高精度正交三坐标测量机提供的标准,运用最小二乘参数辨识法对关节臂式坐标测量机进行标定[10];使用单点锥窝,运用模拟退火算法实现关节臂式坐标测量机的参数辨识[11];基于遗传算法对关节臂式坐标测量机的标定[12]。
关节臂坐标机示值校准不确定度分析

关节臂坐标机示值校准不确定度分析作者:石韡蒋加平徐光洁来源:《中国新技术新产品》2019年第18期摘 ;要:JJF 1408—2013《关节臂式坐标测量机校准规范》仅给出了用标准球杆校准关节臂坐标机空间长度示值误差的方法。
该文将提出用3等量块校准关节臂坐标机空间长度示值误差的方法,并分析其不确定度,确定该方法的有效性。
确定此方法在校准实验室应用的科学性和可行性。
对于测量范围较小的关节臂测量机的空间尺寸的校准,使用量块进行校准尤为经济可行。
关键词:关节臂;量块;校准;方法;不确定度中图分类号:TB921 ; ; ; ; ; ; 文献标志码:A关节臂式坐标测量机也称便携式三维测量臂、曲臂式坐标测量机。
由于其便携性,广泛应用于汽车零配件、模具、钣金件、塑料制品、汽车整车等现场测量和检测。
作为测量器具,其示值校准显得尤为重要。
JJF 1408—2013颁布之前,部分校准机构就参照JJF 1064—2010《坐标测量机校准规范》用量块对关节臂测量机的空间尺寸示值进行校准。
JJF 1408—2013颁布之后,采用标准球杆对其空间尺寸示值进行校准的方法受到各校準机构的普遍重视。
但是由于标准球杆的制造工艺不成熟,国产厂家少,购置费用较高,很难得到普遍采用和推广。
1 测量任务及目标不确定度1.1 测量任务用900 mm三等量块校准测量臂空间测量直径1.2 mm,空间长度最大允许误差±0.025 mm 的关节臂坐标机的空间长度示值误差,并给出扩展不确定度。
1.2 测量任务目标不确定度U2 测量方法选用2块量块,短量块的长度为关节臂测量半径的50%~70%,长量块的长度为关节臂测量半径的120%~150%。
量块的摆放姿态为水平、垂直及45°。
每一个位置独立重复测量3次,同时用温度传感器对量块的温度进行实时测量,并计算量块的线膨胀值。
仪器测得值减去量块证书实测值和线膨胀值之和为示值误差,取3次测量结果中示值误差最大值为校准结果。
关节臂式坐标测量机空间误差建模

犕犲犪狊狌狉犲犿犲狀狋犛狆犪犮犲犈狉狉狅狉犕狅犱犲犾犻狀犵狅犳犃犃犆犕犕
Lu Yi,ZhangPeipei, Wang Hua, WangXueying,ZhaoChenxin
(CollegeofMetrology & MeasurementEngineering,ChinaJiliangUniversity,Hangzhou 310018,China) 犃犫狊狋狉犪犮狋:TheerrorsourcesofAACMM weremanyandcomplex,andthemeasurementspaceerrorwasuncertain.Inordertoobtain themeasurementspaceerrorofAACMMaccurately,thestandardconewasmeasuredonAACMM,andalsoobtainthetrainingdatasample andtestdatasample,theAACMM’smeasurementspaceerrormodelwasbuiltupbyBPneuralnetwork,andtheparticleswarmoptimiza tionalgorithm (PSO)wasintroducedtooptimizetheconvergencespeedandtheoperationspeedofBPneuralnetwork,andthepredictionand verificationofthemodelwascarriedout.ResultsshowthatBPneuralnetworkandPSO-BPneuralnetworkbothcanpredictthemeasure mentspaceerror,thepredictionresultsofPSO-BPneuralnetwork modelaremoreaccurate,andtherelativeerrorissmaller. 犓犲狔狑狅狉犱狊:AACMM;Spaceerror;BPneuralnetwork;PSO-BPneuralnetwork
关节臂式坐标测量机转角误差的仿真研究
高精度 的 圆光栅编 码器 , 经计 算证 实这样做 可 以显著提 高 关节臂 式坐标 测量机 的精 度。
关键 词 : 关 节臂 式坐 标测量 机
中 图分类 号 : T P 3 9 1 . 9
转角 误差分 布 圆光栅 编码 器
文献 标识 码 : A
T h e s i mu l a t i o n r e s e a r c h o f t h e j o i n t a n g l e s e r r o r o f a r t i c u l a t e d
e n e o d e r t o t h e j o i n t w h o s e a n g l e s h a v e m o r e e r r o r s c a n s i g n i i f c a n t l y i m p r o v e t h e me a s u r i n g m a c h i n e p r e —
( S c h o o l o f P h o t o e l e c t r o n i c I n f o r m a t i o n& C o mm u n i c a t i o n E n g i n e e r i n g ,B e i j i n g I n f o r m a t i o n
b u i l t .U s i n g t h e s i mu l a t i o n t e c h n o l o g y o f MA T L A B t o s i m u l a t e t h e o r t o r d i s t r i b u t i o n o f j o i n t a n g l e .O n
设计与研究 D e s 目 _ n a n d R 渊r c h
海克斯康ROMER关节臂介绍

EuropeWetzlar, GermanyLudwigsburg, GermanyRenens, SwitzerlandRolle, SwitzerlandParis, FranceLyon, France Milano, Italy Torino, Italy Swindon, UK Telford, UK Vilnius, Lithuania Barcelona, Spain Jårfålla,Sweden ASIABeijing, China Chengdu,China Guangzhou, ChinaNingbo,China Nanjing,China Qingdao, China Shanghai, ChinaShenyang,China Shenzhen,China Wuhan,China Xi'an,ChinaHong Kong, China Ebina-shi, Japan Korea Singapore Thailand DISTRIBUTORS PRECISION CENTERSFACTORIESAMERICAS North Kingstown, Rhode Island Wixom, Michigan Chicago, Illinois Nashville, Tennessee Cincinnati, Ohio Irvine, California Charlotte, North California Monterrey, Mexico Såo Paulo, Brazil Asia PacificEbina-shi, JapanT el: 46 236 0095 Fax: 46 236 0093Hexagon Metrology Asia Pacific Pte Ltd 6 Clementi Loop (off Clementi Ave 6)Singapore 129814T el: 65 6463 6242 Fax: 65 6463 8030Hexagon Metrology Korea Ltd.Seongman, Gyconggi-do, Korea Tel.: +82 (0) 31 777 3477Fax: +82 (0) 31 777 3478 206Hexagon Measurement T echnologies Thailand 119/3 Moo 8, Bangna-Trad Road,Bangna, Bangna, Bangkok 10260, Thailand Tel: +66-2-361 3905-8北京销售服务中心:北京市朝阳区东三环中路 39 号建外 SOHO B 座写字楼 1908 室T el: 010 5869 1840 Fax: 010 5869 1841成都销售服务中心:成都市锦江区总府路 2-4 号时代广场 B 栋 1102AT el: 028 8671 6718 Fax: 028 8671 6730广州销售服务中心:广州市天河区林和西路 9 号耀中广场 B 座2415 室T el: 020 3810 7978 Fax: 020 3810 7979宁波销售服务中心:宁波市江东区彩虹北路 48 号波特曼大厦 2604 室T el: 0574 8737 6262 Fax: 0574 8733 5159南京销售服务中心:南京市中山东路 300 号长发中心 1 幢 11 楼 A 座T el: 025 8698 8800 Fax: 025 8698 8801青岛销售服务中心:青岛市株洲路 188 号T el: 0532 8089 5188 Fax: 0532 8870 3060上海销售服务中心:上海市天目西路 547 号联通国际大厦 2601 室T el: 021 6353 1000 Fax: 021 6353 5159沈阳销售服务中心:沈阳市和平区南京北街 109 号和泰运恒国际 A 座 705 室T el: 024 2334 1690 Fax: 024 2334 1685深圳销售服务中心:深圳市南山区高新技术产业中区 M-8 栋首层西座T el: 0755 8602 8088 Fax: 0755 8602 7270苏州销售服务中心:苏州市工业园区旺墩路 188 号建屋大厦 1007 室T el: 0512 6280 0880 Fax: 0512 6280 0990武汉销售服务中心:武汉市东湖新技术开发区华工园二路 1 号T el: 027 8544 8200/8266 Fax: 027 8544 9449西安销售服务中心:西安市高新四路 1 号高科广场 A709 室T el: 029 8836 1018 Fax: 029 8836 1019Affiliated Precision Centers塑造测量的未来HEXAGON 集团公司坐标测量机包括对硬件、软件 12 个月的保修期。
关节臂式三坐标应用
四、三坐标高级应用案例
2.虚拟装配分析
组装间隙优化 组装间隙优化前的初始对齐
优化时根据名义值调 整对齐,名义值来自 CAD或手动输入
组装间隙优化后的结果
四、三坐标高级应用案例
3.大灯装配分析
四、三坐标高级应用案例
4.顶棚漏雨分析
四、三坐标高级应用案例
5.汽车腰线分析
CAD模型
扫描数据
四、三坐标高级应用案例
补偿点 沿法向矢量
9
三、三坐标主要功能
1.基本测量功能:即测量零件的几何尺寸,形位公差(平面度,平行度,垂直度, 同轴度,位置度,直线度等),三维坐标。
10
三、三坐标主要功能
1.基本测量功能:即测量零件的几何尺寸,形位公差(平面度,平行度,垂直度, 同轴度,位置度,直线度等),三维坐标。
总拼焊装夹具的标定调整
1.精度高:测量精度达到0.049μm;
产品设计开发 汽车主机 厂品质保 证
2.便携性:轻便易携带,满足随时随地测量需要;
3.测量功能:可满足几何元素、三维坐标、 形位 公差、曲线曲面测量和扫描、逆向
大型零部 件的现场 测量
工程、CAD数模比对检测等测量;
4.测量范围:可实现6个自由度3.7m范围内的测 量(使用蛙跳球阵,测 量范围更广)
1.形变分析
碰撞试验前后,对于整车或零件关键位置的测量,研究形变量; 对于测试前后假人关键位置的测量,研究对于人体的冲击量。
20
四、三坐标高级应用案例
2.虚拟装配分析
Flush&Gap分析
四、三坐标高级应用案例
2.虚拟装配分析
Flush&Gap优化:软件对Flush&Gap按指定的约束进行优化, 并给出位移量(距离和角度),快速找到最佳安装位置
关节臂式三坐标应用
关节臂式三坐标应用关节臂式三坐标是一种常用的测量装置,可用于对物体的三维空间位置和形状进行精确测量和分析。
它由测量臂、关节、测量头和软件控制系统等组成,广泛应用于工业生产、制造业、质量控制和科学研究等领域。
本文将探讨关节臂式三坐标的应用以及其在不同领域的优势和发展前景。
一、工业制造领域1. 质量检测与控制:关节臂式三坐标可以测量工件的尺寸、形状和位置,用于检测制造过程中的质量问题,并进行实时监控和控制,提高产品的一致性和稳定性。
通过与CAD软件的配合,可以进行三维比对分析,及时发现和修复制造偏差,提高产品的质量和精度。
2. 零件加工与装配:关节臂式三坐标可以测量零件的孔距、孔径、轴线位置等重要参数,用于零件的加工和装配。
它可以通过与数控机床的连接,实现自动化测量和加工,在提高生产效率的同时,保证产品的精度和质量。
3. 逆向工程:关节臂式三坐标可以将复杂的物体进行快速而准确的扫描和重建,用于逆向工程的三维建模和分析。
它可以将实物对象转化为数字模型,可应用于产品设计、原型制作和产品改进等领域。
二、医疗领域1. 骨科测量与手术规划:关节臂式三坐标可以测量和分析骨骼结构,用于骨科医生进行手术规划和操作导航。
通过测量患者的骨骼数据,医生可以更准确地制定手术方案,提高手术的成功率和患者的康复效果。
2. 矫形器设计与定制:关节臂式三坐标可以测量和分析患者的身体形态和尺寸,用于矫形器的设计和个性化定制。
通过精确测量患者的身体数据,可以制造适合患者个体差异的矫形器,提供更好的矫治效果。
三、科研领域1. 材料分析与性能测试:关节臂式三坐标可以测量材料的形状、尺寸和表面特征,用于材料的分析和性能测试。
通过测量材料的三维数据,可以评估材料的质量和性能,为科学家提供有力的数据支持。
2. 错误分析与优化设计:关节臂式三坐标可以对产品或实验结果进行测量和分析,用于错误分析和优化设计。
通过与CAD软件的配合,可以对实验数据和模型进行比对和分析,及时发现和纠正错误,提高实验结果的准确性和可靠性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
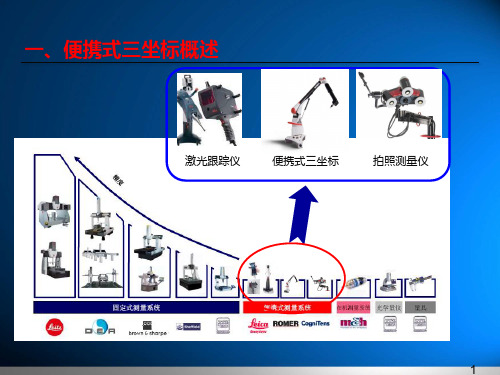
(a)CimCore公司产品
(b)Romer公司产品
c)FARO公司产品
(d)ZETT MESS公司产品
工作原理 关节臂的工作原理主要是设备在空间旋转时,设
7自由度关节臂测量机
与传统的三坐标测量机相比,
关节臂式坐标测量机具有体积小、质量轻、便于携带、测 量灵活、测量空间大、环境适应性强、成本低等优点。被广泛应 用于航空航天、汽车制造、重型机械、轨道交通、产品检具制造、 零部件加工等多个行业。随着近30多年来的不断发展,该产品已 经具有三坐标测量、在线检测、逆向工程、快速成型、扫描检测、 弯管测量等多种功能。
实例对象为空调中隔板
物件的表面处理和着色
产品在数据采集之前需要进行表面处理,清理干净所有要进 行数据采集的表面,这样才能得到高精度有用的数据信息。原则 上ScanWorks扫描系统对模型没有着色要求,但是如果扫描的 模型是反射效果较为强烈的塑料、金属等材质,CCD无法正确捕 捉到反射回来的激光,无法正常进行扫描,特别是曲率变化较大 的部位,更容易丢失数据。扫描时可以通过喷施着色剂可增强模 型表面的漫反射,使CCD正常工作。
复杂的大型零件一般不能一次完成数据的扫描,可以转换 零件,从多个角度来完成数据的采集,然后再使用专业的软件进 行数据注册,拼接成一个完整的模型数据;利用蛙跳技术的帮助,
也可完成复杂的大型零件的扫描。
图a两次扫描数据
图b 注册后完整数据
保存并输出数据。 点云数据可以保存的类型: wrp是Geomagic Studio自带的一种文件格式,此格式可以保存点云阶 段、多边形阶段等各个阶段的数据文件; iges文件是一种三维软件几乎都能打开的通用格式; wrl是一种文本格式的文件,可以用文本编辑器打开编辑; u3d是3D通用图形的标准格式; obj文件一般是程序编译后的二进制文件,再通过链接器和资源文件链 接就成exe文件了; dxf是AutoCAD中的矢量文件格式,它以ASCII码方式存储文件,在表 现图形的大小方面十分精确。
激光扫描测头——实现密集点云数据的采集,用于逆向工程和 CAD对比检测
Perceptron公司的 ScanWorks V系列激 光扫描头
பைடு நூலகம்
Romer公司的 G-Scan系列
FARO公司的ScanArm V2、ScanArm V3系列
优点:
速度快,采样密度高,适用面广; 对被测物体大小和重量无特别限制,适用于柔软物体扫描; 操作方便灵活,死角少,柔性好; 维护容易,环境要求低,抗干扰性强; 特征测量和扫描测量可结合使用。
关节臂测量机
杨雪荣
教学要求: 了解关节臂测量机结构、原理 了解关节臂测量机主要功能 了解关节臂测量机测量方法
关节臂测量机的定义: 关节臂测量机仿照人体关节结构,以角度基准取
代长度基准,由几根固定长度的臂通过绕互相垂直轴 线转动的关节(分别称为肩、肘和腕关节)互相连接, 在最后的转轴上装有探测系统的坐标测量装置。
(6)尺寸评价。
本实例用的上的尺寸评价功能有“位置”、“同心度”、 “同轴度”、“平行度”、“垂直度”。对于零件上的每一特征 对象,一般图纸上都给出了尺寸公差和形位公差,尺寸公差就是 某特征单一尺寸的允许变化范围,它给出了一个尺寸合格的条件; 而形位公差约束了零件某一对象的形状和置误差,比如平面的平 整度(平面度)、两个平面的垂直度等。
红外线弯管测头——可实现弯管参数的检测,从而修正弯管机执 行参数。
关节臂测量机系统组成 主机系统 激光测头系统 计算机系统 软件系统
激光扫描操作流程
物件的表面处理和着色 连接测量系统 关节臂的初始化 扫描采集数据 根据需要保存并输出数据
关节臂测量机激光扫描检测实例
关节臂的初始化 运行关节臂初始化程序,设备将进行整个系统的
连接和初始化工作,从设备主机到各个关节的连接检 测,检测6个关节的响应,保证数据传输正常,。
如果是首次使用关节臂测量机或者是需要对激光 扫描头进行校准 。
扫描采集数据 启动Geomagic Studio软件进行数据采集 ,按照
“顺着特征线走,沿着法线方向扫”的原则,从各个 角度和方位完成对数据的扫描。
(3)导入数模
在有CAD数模的情况下才执行这步。从“文件”→“导 入”→“IGES”从放置数模的文件夹下选则模型文件”,点击 “导入”→“处理”→“确定”,然后对线框模型实体化,最终 导入的模型如图所示。
坐标系的建立
典型的“3-2-1”法建立坐标系有三步:用平面的法矢量确定 第一轴向;用直线的矢量确定第二轴向;用面、线、点确定三个 轴向的原点。没有CAD模型情况下,根据图纸设计基准建立零件 坐标系;有CAD模型情况下,建立和CAD模型完全相同的坐标 系,需点击CAD=PART,使模型和零件实际摆放位置重合。
把模型放在可扫描范围之内,在扫描过程中不能移动物体, 按下手持部位的红色按钮,激光发射器将发出线激光到物体表面, 激光返回到接收器,通过关节臂数据传感器传输数据到控制器, 然后传输到计算机界面,显示扫描的动态实时过程。
在扫描过程中,关节臂的激光发射器与相应零件区域保持 在150 mm左右,使测量机达到最佳的数据输入状态。如果两者 的距离过近或过远,系统将透过距离探测显示和声音来提示,绿 色指示条显示在2/3位置为佳,可以根据绿色指示条位置和扫描 时发出的声音来调整激光头和物体表面的位置,以得到最佳的扫 描效果。
按照“顺着特征线走,沿着法线方向扫”的原则,从各个 角度和方位完成对数据的扫描。一般来说,期间需要暂停或者停 止扫描,以观察扫描点云质量如何,同时观察哪些部位数据还没 有扫到,决定是否需要继续或者追加扫描数据。要想接上次数据 追加扫描,则需点击软件上的追加扫描图标,直到将数据扫描完
毕。
的完整点云数据。
联接测量系统
将测量机主体安装在磁力底座 或者固定架上,按照系统联接规 范,用各种数据线将机器设备、 计算机、控制器连接起来。连接 完成后检查各种数据线,启动控 制器、主机电源开关,再启动计 算机和相关程序。启动数据盒开 关进行预热5min后,当激光头开 关旁边的ready指示灯亮,就可以 启动激光头开关,进入初始化阶 段。
(7)报告输出。 一般报告中需显示图片,以增加报告的生动性。
先将图形窗口摆放到适当的位置,并把图形上的特征 标识符调整到合适的位置。
18:30: 材料成型及控制工程 测控技术与仪器 电气工程及其自动化 电子科学与技术 给水排水工程 工程管理 光信息科学与技术 化学工程与工艺
(5)基本元素的测量。
在软件界面,把测量模式切换成“自动测量”模 式,用自动特征在CAD模型上分别测量圆1、圆2、圆 3、圆4、圆5和圆柱体1、圆柱体2,平面2,得出上述 特征的理论值,然后选择自动测量生成的程序,单击 鼠标右键,点击“执行块”,如图3.33所示,根据弹 出提示对话框手动测量上述特征(图3.34),得到上 述特征的实测值,最终测量的结果如图3.35所示。
备同时从多个角度编码器获取角度数据,而设备臂长 为一定值,这样计算机就可以根据三角函数换算出测 头当前的位置,从而转化为XYZ的形式。
测头 触发式测头 扫描测头
触发式测头——可用于常规尺寸检测和点云数据的采集; 优点:超轻重量,可移动性好,便于移动运输;精度较高,测量范围大,
死角较少,对被测物体表面无特殊要求
测量模型
(1)固定好机器。
若机器置于金属的工作台上,建议选用磁力底座(图a),也可使 用卡钳进行固定(图b);如为非金属工作台,建议使用卡钳进行 固定;而在工厂现场测量建议采用三角架固定方式(图c)。
(a)磁力底座 (b)卡钳 (c)三脚架
(2)新建程序
命名零件名,修订号和序列号可以不填,然后选择测量单 位,点击“确定”,完成程序新建。如图所示。
19:00 环境工程 计算机科学与技术 交通运输 金属材料工程 软件工程 生物工程 食品科学与工程 统计学 土木工程
19:30 网络工程 微电子学 信息工程 应用化学 制药工程 自动化
图 空调中隔板多边形数据模型
PC-DIMS工件检测流程
PC-DIMS工件检测流程 固定好机器 选择测头、系统连接 固定好工件 开启机器电源开关,对机器进行复位 建立零件坐标系 进行检测项目元素的测量 进行形状、位置公差评价 输出检测报告
基于PC-DIMS关节臂零件检测实例
关节臂式坐标测量机是一种新型的非正交坐标测量机,每个臂的 转动轴或者与臂轴线垂直,或者绕臂自身轴线转动,一般用三条 横线“-”来表示肩、肘和腕的转动自由度,例如图3.1和3.2分别 表示的2-2-2、2-2-3配置的关节臂测量机,为了适应当前情况, 一般关节数为不大于7的手动测量机。
6自由度关节臂测量机