关节臂测量设备测头校准方法
机械臂校准方法

机械臂校准方法
机械臂校准是确保机械臂运动和位置准确的重要步骤。
以下是一些常见的机械臂校准方法:
1.手动校准:操作人员通过手动控制机械臂移动到预定位置,并使用外部工具
或仪器对其进行校准。
这通常需要经验丰富的技术人员来调整关节和连接。
2.基于引导标定的视觉校准:利用相机系统和引导标定工具,通过捕捉机械臂
末端位置和相应的实际位置来进行校准。
这种方法适用于需要高精度和复杂运
动的机械臂。
3.激光跟踪:使用激光跟踪系统测量机械臂的位置和姿态,通过与实际目标位
置进行比较来进行校准。
这种方法通常用于需要高精度的应用。
4.机器视觉:利用机器视觉系统捕捉机械臂的实际位置,并与目标位置进行比
较。
这种方法适用于需要精确识别和定位的任务。
5.重力补偿:校准时考虑机械臂的负载和工作状态,以便在不同工作条件下获
得更准确的位置和运动。
6.内置传感器校准:一些先进的机械臂具有内置传感器,可以通过内部算法对
位置和运动进行实时校准。
7.自动化校准:利用自动化工具和算法,使机械臂能够自主完成校准过程,减
少人工干预。
不同的机械臂和应用场景可能需要不同的校准方法。
选择适当的校准方法取决于精
度要求、应用需求以及机械臂的设计和性能特点。
关节臂三坐标测量仪使用方法
关节臂三坐标测量仪使用方法1. 简介关节臂三坐标测量仪是一种用于测量物体三维空间位置和姿态的精密测量设备。
它采用关节臂结构,能够灵活自由地移动和旋转,具有高精度和高稳定性,广泛应用于工业制造、机械加工、航空航天等领域。
本文将详细介绍关节臂三坐标测量仪的使用方法,包括设备准备、操作步骤、数据处理等内容,帮助用户快速上手并正确地使用该设备。
2. 设备准备在开始使用关节臂三坐标测量仪之前,需要进行以下准备工作:2.1 检查设备完整性检查设备是否完整,并确保所有零部件齐全。
包括主机、控制器、触发器、传感器等。
2.2 连接电源与通信线路将主机与电源连接,并确保电源正常工作。
同时,根据需要连接通信线路,以实现与计算机或其他外部设备的数据传输。
2.3 安装校准板校准板是关节臂三坐标测量仪的重要配件,用于校准设备的测量精度。
将校准板固定在测量区域内的合适位置,并确保其表面平整、无损坏。
2.4 调整设备位置根据实际需求,调整关节臂三坐标测量仪的位置和方向,使其能够覆盖待测物体的整个空间范围。
3. 操作步骤关节臂三坐标测量仪的操作步骤如下:3.1 打开软件在计算机上打开关节臂三坐标测量仪的控制软件,并确保与设备正常连接。
3.2 标定设备在进行实际测量之前,需要对关节臂三坐标测量仪进行标定。
按照软件提示,依次进行零点标定、轴向标定和角度标定等步骤,以确保设备的测量精度和准确性。
3.3 设置测量参数根据待测物体的特点和需求,设置合适的测量参数。
包括采样频率、数据存储方式、坐标系选择等。
3.4 放置待测物体将待测物体放置在关节臂三坐标测量仪的测量区域内,并调整其位置和姿态,使其符合测量要求。
3.5 进行测量点击软件界面上的“开始测量”按钮,关节臂三坐标测量仪将自动进行测量。
在此过程中,设备会通过传感器采集物体的位置和姿态信息,并实时显示在软件界面上。
3.6 数据处理与分析测量完成后,可以对采集到的数据进行处理和分析。
常见的处理方式包括数据平滑、滤波、坐标转换等。
测量设备检定校准流程

测量设备检定校准流程
1. 引言
本文档旨在说明测量设备检定校准的流程和步骤。
测量设备的准确性对于确保产品质量和工作效率非常重要,因此进行周期性的检定校准是必需的。
2. 检定校准流程
2.1. 设备准备
在开始检定校准之前,需要做好适当的设备准备工作。
这包括确保测量设备处于良好状态,并且有适当的校准工具和参考标准可用。
2.2. 校准前测试
在进行正式的校准之前,需要进行校准前测试以确定设备的初始状态。
这包括检查设备的功能性和性能,以及校准所需的环境条件是否满足要求。
2.3. 校准过程
校准过程涉及对测量设备进行一系列准确的测量,并与已知精
度的参考标准进行比较。
校准过程应按照预定的校准程序进行,并
记录每个步骤的结果。
2.4. 校准结果评估
校准完成后,需要评估校准结果以确定设备的准确性和可靠性。
这包括计算误差,并与规定的校准容差进行比较。
2.5. 校准报告和记录
完成校准后,需要生成详细的校准报告和记录。
校准报告应包
括设备的标识信息、校准结果、误差计算和任何建议的校准调整。
2.6. 后续操作
根据校准结果,需要采取适当的后续操作。
这可能包括调整设备、更换零件或重新进行校准。
3. 结论
测量设备的检定校准流程是确保准确测量的关键步骤。
按照本
文档所述的步骤进行检定校准,可以提高测量设备的准确性和可靠性,从而确保产品质量和工作效率的提升。
提高关节臂式坐标测量机测量精度的关键技术
提高关节臂式坐标测量机测量精度的关键技术作者:郑大腾肖忠跃周燕辉来源:《河北科技大学学报》2014年第01期摘要:在不增加关节臂式坐标测量机硬件成本的基础上,为了提高测量精度,讨论了几点关键技术。
分析了一个测量模型的不足,提出了一机多模思想;分析了空间误差的不均匀性,探讨了最佳测量区;分析了随机采样的弊端,研究了数据采集技术;分析了标定技术的难点,论述了标定内容。
关键词:关节臂式坐标测量机;测量精度;一机多模;最佳测量区;数据采集;标定中图分类号:TH721文献标志码:AEmail:yizh9026@关节臂式坐标测量机是非正交坐标测量系统的一种类型,它不似传统的正交坐标测量机沿着相互正交的导轨而运动,其具有人体手臂关节灵活的特点,便于探测到正交坐标测量机不易深入的工件部位实现测量,并且具有体积小、质量轻、便于携带、采样速度快,有利于在线测量等优点,其应用前景越来越广泛[12]。
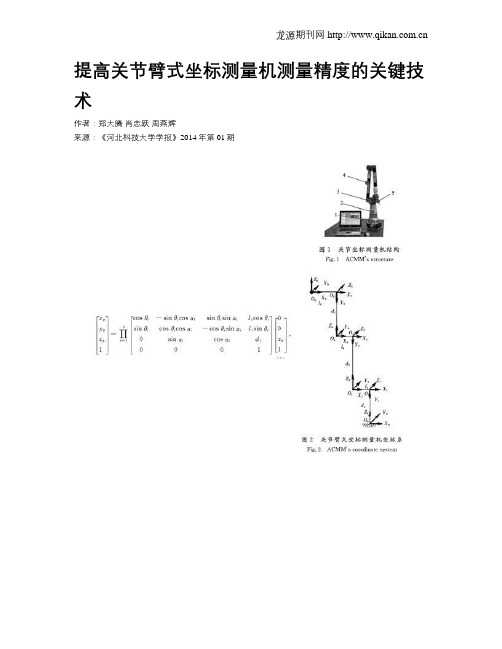
关节臂式坐标测量机采用模拟人臂的结构,其测量系统包含机械结构、电气系统以及软件3部分,其中机械结构主要由基座1、立柱2、旋转关节3、测量臂4、测头5等组成,如图1所示。
图1关节坐标测量机结构Fig.1ACMM's structure在标定了坐标测量机关节零位误差、关节轴线不垂直度误差、偏置量误差、各杆件有效长度误差和测头长度误差后,根据安装在各个关节处的编码器读数通过标定好的测量模型就可以得到测端的坐标,再由软件按一定的评定准则可获取被测工件的相对位置、长度、形状和形位公差等参数。
分析国内外关节臂式坐标测量机的结构特点,其结构并不复杂,但由于关节臂式坐标测量机是一种多级串联式的系统结构,其误差源较多,且误差具有逐级累积的特点,造成测量机的总误差较大。
为了减小误差,提高精度,现有研究成果以及国外公司品牌产品均要求在高精度硬件制造技术基础上,优化测量机的结构尺寸,构建更合理的测量模型,但对影响测量机的深层次精度问题研究较少,并且产品价格较高影响了其普及应用[36]。
holos校准测头
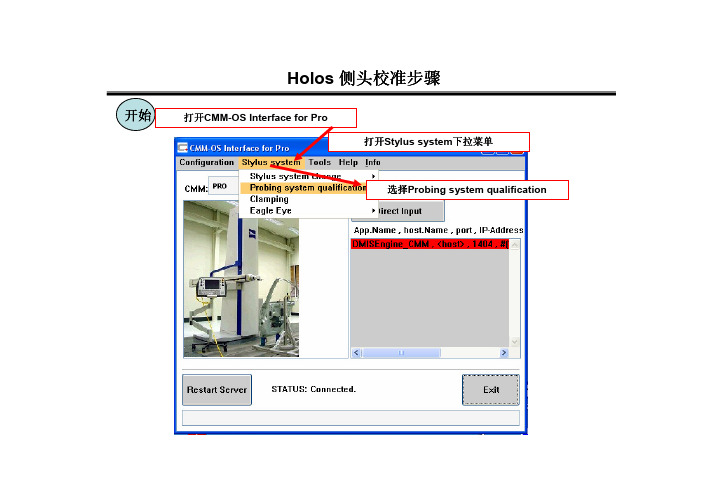
打开Stylus system下拉菜单选择Probing system qualification弹出此对话框将A,B改为0.0按此按钮,测头将转到0,0角测头转换完毕后按此按钮关闭此窗口点击点击弹出此对话框—按OK 5秒后取下测臂换上Master测臂点击在此选择MasterProb 点击OK 确认并关闭窗口点击弹出此对话框在此选择3点击OK 确认弹出此对话框提示在标准球上打点(Y 向,球心)注意: 此时标准球的摆放方向1:标准球向外2:ZIESS 标志平行于整车坐标系X 3:标准球周围有足够空间供测量机运行测量机将自动测球完成后出现此按钮点击此按钮,将弹出警告窗口,按OK,测量机将弹出窗口并自动测量12个角度.弹出此对话框弹出此对话框自动测量12个角度完成后,点击此按钮,关闭窗口点击此按钮弹出此窗口点击弹出此对话框—按OK 5秒后取下测臂换上14号测臂点击查看S的值<0.02开始在此选择14弹出此对话框点击OK确认并关闭窗口在此选择14号测杆的1号测针按此按钮弹出此对话框按此按钮弹出此对话框自动测量12个角度完成后,点击此按钮,关闭窗口查看S的值<0.02在此选择14号测杆的2号测针按此按钮弹出此对话框按此按钮开始弹出此对话框按此按钮在此选择14_2.cal按此按钮打开文件弹出此对话框提示(用2号针在X方向)打1点弹出此对话框自动测量4个角度完成后,点击此按钮,关闭窗口在此选择14号测杆的3号测针按此按钮弹出此对话框按此按钮的值<0.02开始开始弹出此对话框按此按钮在此选择14_2.cal按此按钮打开文件弹出此对话框提示(3号针在Z方向打)1点开始弹出此对话框自动测量4个角度完成后,点击此按钮,关闭窗口查看S的值<0.02弹出此对话框在下拉菜单中选6弹出此对话框点击Edit点击Delete 点击OK1243开始在下拉菜单中选1弹出此窗口点击Edit点击Define shaft stylus 点击OK 1注意:重复2次1,2,3,4,5,6,7,8在2号针上添加7号测针在3号针上添加8号测针自此完成侧头校订填写测针半径0.75填写测针距1号针球心3246开始。
关节臂式坐标测量机参数标定方法
fixing device was designed according to the requirem ent of experiment. The experiment was performed on the ROM ER Inf inite 2.0 articulated arm coordinate measuring machine. The standard ball with a diam eter of 1 5.875 4 Him was used to test the accuracy of the calibration parameters. The experimental results were as follows:a :78.312 nlm ,a7= 25.962 mm , b3=747.489 mm ,b5=531.880 II1m ,b7= 178.383 mm ,d7= 176.484 mm . Through experim ents, the relative error of the standard ball diameter Was 0.383 6% . The results of the experiments showed that this sym metry point m ethod was feasibility and the experimental results were accurate. It establishes the foundation for im proving the m easuring accuracy of the articulated arm coordinate measuring m achine. K ey w ords: articulated arm coordinate measuring machine; param eter calibration; symm etry point
关节式坐标测量机激光测量头参数标定
mahn,h igeC D adtes ut el h r sdt ac h D ojc sr c a 、 e adr h pd cie tes l C n t c r g taeue om thte3 bet uf ed t A nw lde- ae n h r u i a a s
关节臂坐标机示值校准不确定度分析

参考文献 [1] 刘喜梅,戴雪梅,李梅航 . 基于微网技术的家庭能源管理 系统研究 [J]. 电力系统保护与控制,2017(20):67-72. [2] 谢少军,肖华锋,罗运虎 . 直流楼宇技术初协 [J]. 电工技术 学报,2012(1):107-113. [3] 施婕,郑漳华,艾芊 . 直流微电网建模与稳定性分析 [J]. 电 力自动化设备,2010(2):86-90. [4] 刑小文,张辉,支娜,等 . 基于 DBS 的直流微电网控制策 略仿真 [J]. 电力系统及其自动化学报,2014(11):23-27. [5] 周逢权,黄伟 . 基于配电网系统关键技术探讨 [J]. 电力系统 保护与控制,2014(22):62-67. [6] 毕大强,赵润富,咯宝明,等 . 直流微电网能源控制策略 的研究 [J]. 电源学报,2014(1):2-7. [7] 刘家赢,韩肖清,王磊,等 . 直流微电网运行控制策略 [J]. 电网技术,2014(9):2356-2362.
2.5 家庭直流微电网稳定性、保护理论基础和技术
储能系统作为可调节设备在家庭直流微电网中是必不 可少的,这使直流微电网需要双向流通,但是由于直流微电 网涉及的能源众多且能源类别和数量都各不相同,为此计算 该直流微电网的短路电流及其保护算法相对较复杂,需要对 该系统重新研究并发明生产相应的保护设备,以保证家庭使 用直流微电网的正常运行。
3 数学模型
由测量原理得到数学模型如下。 ΔLi=Li -(L0+L·Δt·α+e1+e2) 式中 :ΔLi—每个位置的测量示值误差,mm ;Li—每个 位置的长度测量值,mm ;L0—量块证书的实际测量值,mm ; L—量块标称值,mm;Δt—量块温度实测值与 20℃之差,℃; α—量块线膨胀系数,取 11.5×10-6 ℃ -1 ;L·Δt·α—量块温度 偏离 20℃时量块的线膨胀值,mm;e1—量块温度实测值的不 确定度导致的测量误差,mm ;e2—量块线膨胀系数的误差导 致的测量误差,mm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
关节臂测量设备测头精度校准
关节臂测量设备测头校准分为:单点校准法、平面校准法和标准球校准法,标准球校准法和平面校准法最为常用。
单点校准测头方法
双击“CimCore Arm Utilities ”图标进入Arm Utilities软件,点击“Init”按键,机器连接后单击“Probe Calib”快捷键进入测头校准程序内。
1、在“Method”选择框内选“Single Point”;
2、在“Measure Against Nominal Data”选择框内选“No”;
3、安装待校准的测头;
4、点击“OK”进入下一界面;
5、点击“Next”下一步;
点击“Resume Measure”进行测头校准,此校准过程分前后左右四个方向,每个方向5个点,每组内每个点与点之间的夹角为20度。
请见下图
测完20个点后按住中间测量键,2~5秒退出测量程序
点击“Next”按键进入下一界面
Max Error 值小于0.15点击“Yes”保存。
点击“Finish”退出测头校准程序(注:Max数值越小代表测头精度越好)
平面校准测头方法
双击“CimCore Arm Utilities ”图标进入Arm Utilities软件,点击“Init”按键,机器
连接后单击“Probe Calib”快捷键进入测头校准程序内。
1、在“Method”选择框内选“Plane”;
2、在“Measure Against Nominal Data”选择框内选“Yes”;
3、安装15MM钢测头;
4、点击“OK”进入下一界面;
5、点击“Next”下一步;
点击“Next”进入下一步
点击“Start Measurements”进入测量程序(注:平面校准法是通过对比的方法来校准测头,
即使用15mm标准测头与待校准测头测量同一平面,此平面精度要在0.07mm以下
)
测头角度与垂
线成20度夹角
按钮向右
测头角度与垂
线成20度夹角
按钮向左
测头角度与垂
线成20度夹角
按钮朝向机器
测头角度与垂
线成20度夹角
按钮背离机器
测头顶端垂直
与平面
使用15mm标准球测量时只需测量6个点即可,完毕后按住中间测量键2~5秒点击“Next”进入下一步卸下15mm标准球换上待校准的测头点击“Next”进入测量程序。
按上图所列的方法测量。
测量完毕后按住中间测量键2~5秒点击“Next”进入下一步
Max Error 值小于0.15点击“Yes”保存。
点击“Finish”退出测头校准程序(注:Max数值越小代表测头精度越好)
标准球校准测头方法
双击“CimCore Arm Utilities ”图标进入Arm Utilities软件,点击“Init”按键,机器连接后单击“Probe Calib”快捷键进入测头校准程序内。
1、在“Method”选择框内选“Single Point”;
2、在“Measure Against Nominal Data”选择框内选“No”;
3、安装待校准的测头;
4、点击“OK”进入下一界面;
5、点击“Next”下一步;
点击“Next”进入下一步
点击“Start Measurements”进入测量程序(注:用来测量的标准精度要在0.005mm左右)
使用标准球校准测头的方法与使用标准球检验测头精度的方法基本一样,唯一区别在于校准测头我们需要测量4组点,每组9个点共计36个点。
完成4组点的测量后按住中间测量键2~5秒点击“Next”进入下一步
注:使用标准球校准测头完毕后弹出上面对话框时,我们需要输入标准球的直径,便于软件对此校准测头,输入后点击“Next”进入下一步
Max Error 值小于0.15点击“Yes”保存。
点击“Finish”退出测头校准程序(注:Max数值越小代表测头精度越好)。