化工原理精馏实验(最终版)
化工原理实验—精馏
化工原理实验—精馏1. 概述精馏是一种常用的分离技术,广泛应用于化工工艺中。
它通过将混合液加热至蒸发,然后在冷凝器中冷却并凝结回液体,从而实现混合物中组分的分离。
本实验旨在通过精馏实验,掌握精馏原理、操作步骤和相关设备的使用方法。
2. 实验原理2.1 精馏原理精馏是基于液体混合物中各组分的不同沸点而进行的分离过程。
在加热的作用下,沸点较低的组分会先蒸发,经过冷凝器冷却后变为液体回流,而沸点较高的组分则会滞留在容器中。
通过收集冷凝后的液体,我们可以分离出混合物中的不同组分。
2.2 实验设备在精馏实验中,主要使用以下设备:•加热设备:电热板、油浴等;•冷凝器:通常采用水冷型冷凝器,通过循环冷却水实现液体冷凝;•分馏柱:用于增加接触面积,提高分离效果;•采样装置:用于采集样品,检测组分浓度等。
2.3 操作步骤精馏实验的基本步骤如下:1.准备实验设备:包括加热设备、冷凝器、分馏柱等;2.准备混合液:按照实验要求,将需要分离的混合液制备好;3.装配设备:将冷凝器安装在分馏柱上方,连接好相应的管道和热源;4.开始加热:逐渐加热混合液,将其中的沸点较低组分蒸发出来;5.冷却和回流:通过冷凝器使蒸发的组分冷却并凝结成液体,回流到容器中;6.收集液体:将回流液体收集,并记录途中温度和时间等相关数据;7.结束实验:实验完成后,及时关闭加热设备和冷凝器,整理实验装置。
3. 实验操作及数据记录3.1 实验设备准备首先,确保实验室环境安全,检查仪器设备是否齐全,并找到精馏实验所需的各种设备:•电热板:用来提供加热源;•分馏柱:用来增加接触面积,提高分离效果;•冷凝器:通常为水冷型冷凝器,确保冷却效果良好。
3.2 实验样品准备按照实验要求,取出需要分离的混合液样品。
注意记录样品的成分和浓度等信息。
3.3 装配设备将冷凝器安装在分馏柱上方,并连接好相应的管道和热源。
确保连接紧密,无泄漏。
3.4 开始实验1.打开电热板,设置适当的加热温度;2.将混合液置于分馏烧瓶中,放入加热设备中;3.监测温度变化:通过温度计等工具,记录样品温度的变化。
精馏实验实验报告3篇
精馏实验实验报告3篇精馏实验实验报告1学院:化学工程学院姓名:学号:专业:化学工程与工艺班级:同组人员:课程名称:化工原理实验实验名称:精馏实验实验日期北京化工大学实验五精馏实验摘要:本实验通过测定稳定工作状态下塔顶、塔釜及任意两块塔板的液相折光度,得到该处液相浓度,根据数据绘出x-y图并用图解法求出理论塔板数,从而得到全回流时的全塔效率及单板效率。
通过实验,了解精馏塔工作原理。
关键词:精馏,图解法,理论板数,全塔效率,单板效率。
一、目的及任务①熟悉精馏的工艺流程,掌握精馏实验的操作方法。
②了解板式塔的结构,观察塔板上汽-液接触状况。
③测定全回流时的全塔效率及单塔效率。
④测定部分回流时的全塔效率。
⑤测定全塔的浓度(或温度)分布。
⑥测定塔釜再沸器的沸腾给热系数。
二、基本原理在板式精馏塔中,由塔釜产生的蒸汽沿塔逐板上升与来自塔顶逐板下降的回流液,在塔板上实现多次接触,进行传热与传质,使混合液达到一定程度的分离。
回流是精馏操作得以实现的基础。
塔顶的回流量与采出量之比,称为回流比。
回流比是精馏操作的重要参数之一,其大小影响着精馏操作的分离效果和能耗。
回流比存在两种极限情况:最小回流比和全回流。
若塔在最小回流比下操作,要完成分离任务,则需要无穷多塔板的精馏塔。
当然,这不符合工业实际,所以最小回流比只是一个操作限度。
若操作处于全回流时,既无任何产品采出,也无原料加入,塔顶的冷凝液全部返回塔中,这在生产中午实际意义。
但是由于此时所需理论板数最少,又易于达到稳定,故常在工业装置的开停车、排除故障及科学研究时采用。
实际回流比常取最小回流比的1.2~2.0倍。
在精馏操作中,若回流系统出现故障,操作情况会急剧恶化,分离效果也将变坏。
板效率是体现塔板性能及操作状况的主要参数,有以下两种定义方法。
(1)总板效率EE=N/Ne式中E——总板效率;N——理论板数(不包括塔釜);Ne——实际板数。
(2)单板效率EmlEml=(xn-1-xn)/(xn-1-xn__)式中 Eml——以液相浓度表示的单板效率;xn ,xn-1——第n块板和第n-1块板的液相浓度;xn__——与第n块板气相浓度相平衡的液相浓度。
化工原理精馏实验报告

13—进料泵;14—塔顶放气阀
本实验的流程如上图所示,主要由精馏塔、回流分配装置及测控系统组成。
1,精馏塔
精馏塔为筛板塔,全塔共八块塔板,塔身的结构尺寸为:塔径φ(57×3.5)mm,塔板间距80mm;溢流管截面积78.5mm2,溢流堰高12mm,底隙高度6mm;每块塔板开有43个直径为1.5mm的小孔,正三角形排列,孔间距为6mm。为了便于观察塔板上的气-液接触状况,塔身设有一节玻璃视盅,在第1—6块塔板上均有液相取样口。
5、测定塔釜再沸器的沸腾给热系数,调节塔釜加热器的加热电压,待稳定后,记录塔釜温度及加热器壁温,然后改变加热电压,测取8-10组数据。
6、待全回流操作稳定后,根据进料板上的浓度,调整进料液的浓度,开启进料泵,设定进料量及回流比,测定部分回流情况下的全塔效率,建议进料量维持在30-35mL/min,回流比3-5,塔釜液面维持恒定(调整釜液排出量)。切记在排釜液前,一定要打开釜液冷却器的冷却水控制阀。待塔操作稳定后,在塔顶、塔釜取样,分析测取数据。
实际回流比常取用最小回流比的1.2-2.0倍。在精馏操作中,若回流系统出现故障,操作情况会急剧恶化,分离效果也将变坏。
板效率是体现塔板性能及操作状况的主要参数,有以下两种定义方法。
(1)总板效率E
式中 E—总板效率; N—理论板数(不包括塔釜); Ne—实际板数。
(2)单板效率Eml
式中Eml—以液相浓度表示的单板效率;
2、全回流操作时,在原料储罐中配置乙醇含量20%-25%(摩尔分数)左右的乙醇-正丙醇料液,启动进料泵,向塔中供料至塔釜液面250-300mm。
3、启动塔釜加热及塔身伴热,观察塔釜、塔身、塔顶温度及塔板上的气液接触状况(观察视镜),发现塔板上有料液时,打开塔顶冷凝器的冷却水控制阀。
化工原理 精馏实验
实验装置流程如图
1 塔釜 2 塔节 3 冷凝器 4 回流流量计 6 塔顶取样闸 10 塔底处料闸
实验操作要点 1 在塔釜内预先配置乙醇浓度为 7%-8%的水溶液,塔釜液位以接近塔釜高度 2/3 为宜。在原料槽内配置乙醇浓度为 15%左右的水溶液作为原料液。 2 开启加热电源预热釜液,及时开启塔顶冷凝器进水阀门,当釜液沸腾后要注 意控制加热量。 3 由于开始前塔内存在不凝性气体(空气),开始后要注意开启塔顶的排气阀 门,利用塔内上升的蒸汽将其排除塔外,以免影响冷凝器的冷凝效果。
(2)精馏塔操作过程中的流体力学现象 在精馏塔操作过程中,塔内要维持正常的气液负荷,避免以下不正常操作状况。 1)严重的液体被上升的气流夹带至上层塔板,这种现象叫液沫夹带。液沫夹带 是一种与流体主流方向相反的流动,属返混现象。在一般情况下,液沫夹带会
导致塔板效率降低,严重时会发生夹带液泛,破坏塔的正常操作。一般认为液 沫夹带率小于 10%属于正常。操作气速过大是导致过量液沫夹带的主要原因。 2)严重的漏液现象 在正常操作范围内,液相和气相在塔板上呈错流接触,但是,当操作气速过小 时,部分液体会从塔板开孔处直接漏下,这种漏液现象对精馏过程是不利的, 它使气、液两相不能充分接触。漏液严重时,将使塔板上不能积液而不能正常 操作。 3)溢流液泛 由于降液管通过能力的限制,当气液负荷增大到一定程度,或塔内其塔板的降 液管有堵塞现象时,降液管内的清液层高度增加,当降液管液面升至溢流堰板 上沿时,降液管内的液体流量为其极限流量,若液体流量超过此极限值,塔板 上开始积液,最终会使全塔充满液体,引起溢流液泛,破坏塔的正常操作。 4)塔板压降及塔釜压力 塔板压降是精馏塔一个重要的操作参数,它反映了塔内气液两相的流体力学状 况。一般,以塔釜压力 PB 来表示塔内各板的综合压降: PB=PT+∑△Pi 其中,PT 为塔顶压力,△Pi 为塔板压降。 当塔内发生严重雾沫夹带时,PB 将增大。若 PB 急剧上升,则表明塔内可能发 生液泛;如果 PB 过小,则表明塔内已经发生严重漏液。通常情况下,设计完善 的精馏塔应有适当的操作压降范围, (3)精馏塔操作过程的调节 操作条件的变化或外界扰动,会引起精馏塔操作的不稳定。在操作过程中必须 及时予以调节,否则将影响分离效果,使产品质量不合格。 1)塔顶采出率 D/F 过大所引发的现象及调节方法 前已指出,当进料条件和分离要求已经确定后,在正常情况下,塔顶和塔 底采出率的大小要受到全塔物料衡算的制约,不能随意规定。在操作过程中, 如果塔顶采出率 D/F 过大,则必 DXDi>FXFi-WXWi(i 为轻组分)。随着过程的进行,
化工原理精馏实验报告
北 京 化 工 大 学实 验 报 告课程名称: 化工原理实验 实验日期: 2021.04.24 班 级: 化工0801 姓 名: 王晓 同 组 人:丁大鹏,王平,王海玮 装置型号:精馏实验一、摘要精馏是实现液相混合物液液别离的重要方法,而精馏塔是化工生产中进行别离过程的主要单元,板式精馏塔为其主要形式。
本实验用工程模拟的方法模拟精馏塔在全回流的状态下及局部回流状态下的操作情况,从而计算单板效率和总板效率,并分析影响单板效率的主要因素,最终得以提高塔板效率。
关键词:精馏、板式塔、理论板数、总板效率、单板效率二、实验目的1、熟悉精馏的工艺流程,掌握精馏实验的操作方法。
2、了解板式塔的结构,观察塔板上气-液接触状况。
3、测测定全回流时的全塔效率及单板效率。
4、测定局部回流时的全塔效率。
5、测定全塔的浓度或温度分布。
6、测定塔釜再沸器的沸腾给热系数。
三、实验原理在板式精馏塔中,由塔釜产生的蒸汽沿塔逐板上升与来自塔顶逐板下降的回流液,在塔板上实现屡次接触,进行传热和传质,使混合液到达一定程度的别离。
回流是精馏操作得以实现的根底。
塔顶的回流量和采出量之比,称为回流比。
回流比是精馏操作的重要参数之一,其大小影响着精馏操作的别离效果和能耗。
回流比存在两种极限情况:最小回流比和全回流。
假设塔在最小回流比下操作,要完成别离任务,那么需要有无穷多块塔板的精馏塔。
当然,这不符合工业实际,所以最小回流比只是一个操作限度。
假设操作处于全回流时,既无任何产品采出,也无原料参加,塔顶的冷凝液全部返回塔中,这在生产中无实验意义。
但是,由于此时所需理论板数最少,又易于到达稳定,故常在工业装置开停车、排除故障及科学研究时采用。
实际回流比常取用最小回流比的1.2-2.0倍。
在精馏操作中,假设回流系统出现故障,操作情况会急剧恶化,别离效果也将变坏。
板效率是表达塔板性能及操作状况的主要参数,有以下两种定义方法。
〔1〕总板效率Ee NE N式中 E —总板效率; N —理论板数〔不包括塔釜〕; Ne —实际板数。
精馏实验报告完成版
化工基础实验精馏实验报告摘要:欲将复杂混合物提纯为单一组分,采用精馏技术是最常用的方法,也是化工过程最重要的单元操作。
本文研究了精馏塔在全回流条件下,塔顶温度等参数随时间的变化情况:精馏塔在全回流和部分回流下理论塔板数和全塔效率;并主要对乙醇—水混合液精馏过程中的不同实验操作条件进行研究,得出不同回流比对操作条件和分离能力的影响。
并由图解法确定出理论塔板数和最适宜的分离操作条件。
关键词:精馏回流进料插入法图解法前言: 精馏技术作为化工过程中重要的单元操作之一,是将复杂化合物提存为单一组分最常用的方法。
精馏过程的实质就是迫使混合物的气、液两相在塔体中作逆向流动,利用混合液中各组分具有不同的挥发度,在相互接触的过程中,液相中的轻组分转入气相,而气相中的重组分则逐渐进入液相,从而实现液体混合物的分离。
目前发展了膜分离法、吸附分离法和萃取法等分离技术,但其生产操作都产生大量废物,因此通常采用精馏法实现物质分离,而且从技术和经济上考虑,精馏法也是最有价值的。
在实际生产应用时,精馏操作首先需要解决的是精馏塔操作问题。
本文就此研究了全回流和部分回流条件下理论塔板数和全塔效率,同时对不同回流比对操作条件和分离能力的影响,采用图解法求取全回流和不同回流比下部分回流理论塔板数。
通过等板高度(HETP)的大小来评价填料塔的分离能力,并找出最优进料量及回流比,等板高度越小,填料层的传质分离效果越好。
对解决化工生产实际问题有重要意义。
1.实验部分1.1基本原理填料塔属连续接触式传质设备,填料精馏塔与板式精馏塔的不同之处在于塔内气液相浓度前者呈连续变化,后者层逐级变化。
等板高度(HETP)是衡量填料精馏塔分离效果的一个关键参数,等板高度越小,填料层的传质分离效果就越好。
1.等板高度(HETP)HETP是指与一层理论塔板的传质作用相当的填料层高度。
它的大小,不仅取决于填料的类型、材质与尺寸,而且受系统物性、操作条件及塔设备尺寸的影响。
化工原理精馏实验报告
北京化工大学实验报告课程名称:化工原理实验实验日期:2011.04.24班级:化工 0801姓名:王晓同组人:丁大鹏 ,王平 ,王海玮装置型号:精馏实验一、摘要精馏是实现液相混合物液液分离的重要方法,而精馏塔是化工生产中进行分离过程的主要单元,板式精馏塔为其主要形式。
本实验用工程模拟的方法模拟精馏塔在全回流的状态下及部分回流状态下的操作情况,从而计算单板效率和总板效率,并分析影响单板效率的主要因素,最终得以提高塔板效率。
关键词:精馏、板式塔、理论板数、总板效率、单板效率二、实验目的1、熟悉精馏的工艺流程,掌握精馏实验的操作方法。
2、了解板式塔的结构,观察塔板上气- 液接触状况。
3、测测定全回流时的全塔效率及单板效率。
4、测定部分回流时的全塔效率。
5、测定全塔的浓度或温度分布。
6、测定塔釜再沸器的沸腾给热系数。
三、实验原理在板式精馏塔中,由塔釜产生的蒸汽沿塔逐板上升与来自塔顶逐板下降的回流液,在塔板上实现多次接触,进行传热和传质,使混合液达到一定程度的分离。
回流是精馏操作得以实现的基础。
塔顶的回流量和采出量之比,称为回流比。
回流比是精馏操作的重要参数之一,其大小影响着精馏操作的分离效果和能耗。
回流比存在两种极限情况:最小回流比和全回流。
若塔在最小回流比下操作,要完成分离任务,则需要有无穷多块塔板的精馏塔。
当然,这不符合工业实际,所以最小回流比只是一个操作限度。
若操作处于全回流时,既无任何产品采出,也无原料加入,塔顶的冷凝液全部返回塔中,这在生产中无实验意义。
但是,由于此时所需理论板数最少,又易于达到稳定,故常在工业装置开停车、排除故障及科学研究时采用。
实际回流比常取用最小回流比的 1.2-2.0倍。
在精馏操作中,若回流系统出现故障,操作情况会急剧恶化,分离效果也将变坏。
板效率是体现塔板性能及操作状况的主要参数,有以下两种定义方法。
( 1)总板效率ENEN e式中 E —总板效率;N—理论板数(不包括塔釜);Ne —实际板数。
化工原理实验报告_精馏
v .. . .. 化工原理实验报告实验名称:精馏实验班级:生工xx:xxx学号:xxx同组人:xxx日期:xxx精馏实验一、摘要及关键词摘要:精馏是实现液相混合物液液分离的重要方法,而精馏塔是化工生产中进行分离过程的主要单元,板式精馏塔为其主要形式。
本实验在常温、常压下用工程模拟的方法模拟精馏塔在全回流的状态下的操作情况,从而计算总板效率和单板效率,并分析影响单板效率的主要因素,最终得以提高塔板效率。
关键词:精馏,板式塔,理论板数,总板效率,单板效率二、目的及任务1、熟悉精馏的工艺流程,掌握精馏实验的操作方法。
2、了解板式塔的结构,观察塔板上汽-液接触状况。
3、测定全回流时的全塔效率及单板效率。
三、基本理论及原理在板式精馏塔中,由塔釜产生的蒸汽沿塔板逐板上升与来自塔顶逐板下降的回流液,在塔板上实现多次接触,进行传热与传质,使混合液达到一定程度的分离。
回流是精馏操作得以实现的基础。
塔顶的回流液与采出量之比,称为回流比。
回流比是精馏操作的重要参数之一,其大小影响着精馏操作的分离效果和能耗。
回流比存在两种极限情况:最小回流比和全回流。
若塔在最小回流比下操作,要完成分离任务,则需要有无穷多块塔板的精馏塔。
当然,这不符合工业实际,所以最小回流比只是一个操作限度。
若操作处于全回流时,既无任何产品采出,也无任何原料加入,塔顶的冷凝液全部返回塔中,这在生产中无实验意义。
但是,由于此时所需理论板数最少,又易于达到稳定,故常在工业装置中的开停车、排除故障及科学研究时采用。
实际回流比常取最小回流比的1.2~2.0倍。
在精馏塔操作中,若回流系统出现故障,操作情况会急剧恶化,分离效果也将变坏。
板效率是体现塔板性能及操作状况的主要参数,有以下两种定义方法。
(1)总板效率E eN E N =式中 E ——总板效率;N ——理论板数(不包括塔釜); N e ——实际板数。
(2)单板效率E ml1,*1n n ml n n nx x E x x---=-式中 E ml,n ——以液相浓度表示的单板效率;X n ,X n-1——第n 块板和第(n-1)块板的液相浓度;Xn *——与第n 块板气相浓度相平衡的液相浓度;总板效率与单板效率的数值常由实验测定。
化工原理精馏实验
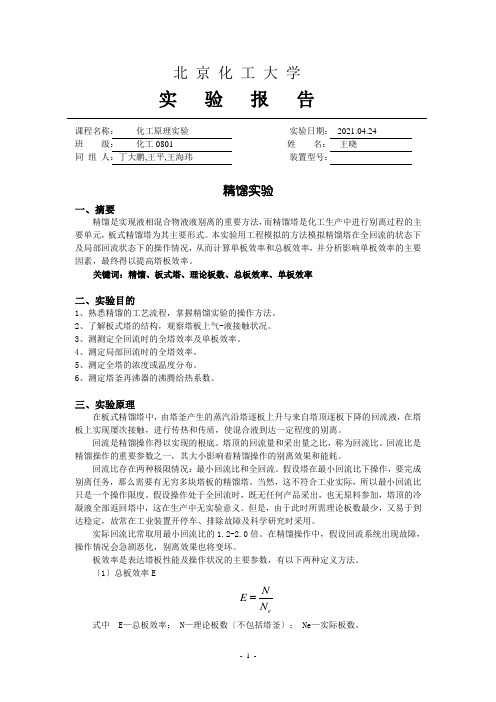
1.全回流时各组分的质量百分组成(%)说明:X’ (乙醇)代表乙醇占乙醇和水总和的百分比XD,XW,XF的数据是X’’(乙醇)那行的数据X’’(乙醇)是由X’(乙醇)的质量百分数划算成摩尔百分数而得1)求全塔效率根据乙醇-水的气液平衡数据作平衡曲线204060801000204060801003X w =9.93032YXX D =68.3878612w(6.8742,38.54439)所以,完全回流的理论塔板数是3,而实际塔板数是16。
则完全回流的全塔效率是18.75%2)求全回流塔釜的单板效率由于全回流时, Yn+1 =Xn ,所以Yw=X(塔底)= 38.54439由图得,乙醇-水的气液平衡曲线w 点是(Xw *,Yw ),所以Xw * =6.8742 EM=( X(塔底) -xw)/ ( X(塔底) - Xw *)=(38.54439-9.93032)/ (38.54439-6.8742)= 90.35% 所以全回流塔釜的单板效率EM=90.35% 2.部分回流时各组分的质量百分组成(%)液体是以饱和液体进料,所以热状态参数q=1精馏段操作方程:y=R/(R+1)*x+X’D/(R+1),所以,y=0.5x+34.71提留段操作方程:R’=(R+1)*( XF-X’W)/( X’D- XF)+(q-1)*( X’D- X’W)/ ( X’D- XF) R’=(1+1)*( 14.04-3.88)/(69.42-14.04)=0.37y= ( R’+1)/ R’ *x-X’W/ R’ 所以,y=3.70x-10.49根据乙醇-水的气液平衡数据作平衡曲线,1).根据精馏段操作方程,提留段操作方程在乙醇-水的气液平衡曲线作精馏段操作线,提留段操作线由图得,部分回流的理论塔板数是7,而实际塔板数是16。
则部分回流的全塔效率是43.75%2). 求部分回流塔釜的单板效率作x= X’(塔底) =18.21717直线,与操作线交于M(18.21717,43.4189)点则塔釜的气相组成Y’w=43.4189。
化工原理筛板塔精馏实验报告
化工原理筛板塔精馏实验报告
篇一:化工原理实验报告_精馏
化工原理实验报告
实验名称:精馏实验班级:生工xx姓名:学号:xxx同组人:xxx日期:xxx
4、适当调节加热电压,一段时间后,待塔操作参数稳定后,在塔顶、塔釜及相邻两块塔板上取样,用阿贝折光仪进行分析,测取两组数据。
5、实验完毕,停止加料,关闭塔釜加热及塔身伴热,切断电源,清理现场。
六、数据整理与计算示例
在全回流、加热电压为86V的条件下测得以下数据:
以塔顶数据为例,计算过程如下:1)摩尔分率计算
蒸馏釜尺寸为∮108mm×4mm×400mm.塔釜装有液位计、电加热器(1.5kw)、控温电热器(200w)、温度计接口、测压口和取样口,分别用于观测釜内液面高度,加热料液,控制电加热装置,测量塔釜温度,测量塔顶与塔釜的压差和塔釜液取样。由于本实验所取试样为塔釜液相物料,故塔釜内可视为一块理论板。塔顶冷凝器为一蛇管式换热器,换热面积为0.06m2,管外走冷却液。
若加热器的壁面温度为ts ,塔釜内液体的主体温度为tw ,则上式可改写为
Q=aA(ts-tw)
由于塔釜再沸器为直接电加热,则加热量Q为
Q=U/R
式中U——电加热的加热电压,V; R——电加热器的电阻,Ω。
2
2
三、装置和流程
本实验的流程如图1所示,主要有精馏塔、回流分配装置及测控系
统组成。
1.精馏塔
精馏塔为筛板塔,全塔共八块塔板,塔身的结构尺寸为:塔径∮(57×3.5)mm,塔板间距80mm;溢流管截面积78.5mm2,溢流堰高12mm,底隙高度6mm;每块塔板开有43个直径为1.5mm的小孔,正三角形排列,孔间距为6mm。为了便于观察踏板上的汽-液接触情况,塔身设有一节玻璃视盅,在第1-6块塔板上均有液相取样口。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
北 京 化 工 大 学 化 工 原 理 实 验 精 馏 实 验 报 告
院 系: 化学工程学院 专 业: 化学工程与工艺 班 级: 化工0808 指导老师: 曹仲义 姓 名: 李彦佳 学 号: 200811228 同组人员: 张巍平、李硕、陆海东 课程名称: 化工原理实验 实验名称: 精馏实验 实验日期: 2011.4.18 实验六 精馏实验 一、实验目的
1、了解筛板式精馏塔的结构,学习数字显示仪表的原理及使用。 2、学习筛板式精馏塔的操作方法,观察汽液两相接触状况的变化。 3、测定在全回流时精馏塔总板效率,分析汽液接触状况对总板效率的影响。 4*、测定在全回流时精馏塔的单板效率。分析汽液接触状况对单板效率的影响。 5*、测定部分回流时的总板效率,分析气液接触状况对总板效率的影响。 6*、测定精馏塔在全回流下塔体浓度(温度)分布。 带*项为教学大纲要求之外项目。
二、实验原理: 在精馏过程中,由塔釜产生的蒸汽沿塔逐板上升与来自塔顶逐板下降的回流液在塔板上多次部分汽化部分冷凝,进行传热与传质,使混合液达到一定程度的分离。 回流是精馏操作的必要条件,塔顶的回流量与采出量之比称为回流比。回流比是精馏操作的主要参数,它的大小直接影响精馏操作的分离效果和能耗。若塔在最小回流比下操作,要完成分离任务,则需要无穷多块塔板,在工业上是不可行的。若在全回流下操作,既无任何产品的采出,也无任何原料的加入,塔顶的冷凝液全部返回到塔中,这在生产中无任何意义。但是,由于此时所需理论板数最少,易于达到稳定,故常在科学研究及工业装置的开停车及排除故障时采用。通常回流比取最小回流比的1.2~2.0倍。
1.塔板效率 板式精馏塔中汽液两相在各塔板上相互接触而发生传质作用,由于接触时间短暂和不够充分,并且汽相上升也有一些雾沫夹带,因此其传质效率总不会达到理论板效果。通常用塔板效率来表示塔板上传质的完善程度。 塔板效率是体现塔板性能及操作状况的主要参数。影响塔板效率的因素很多,大致归纳为:流体的物理性质(如粘度、密度、相对挥发度和表面张力等)塔板结构以及操作条件等,由于影响塔板效率的因素相当复杂,目前仍以实验的方法测定。
a. 总板效率(或全塔的效率):反映全塔中各层塔板的平均分离效果,常用于板式
塔的设计。
(2-44) 式中: ET——总板效率 NT——理论板数 NP——实际板数
全回流操作时理论板数可通过逐板计算或利用汽液平衡数据通过图解法求出。 (1)逐板计算法求理论板数
据芬斯克方程式(不包括再沸器) 式中:xD——塔顶液相组成,摩尔分率; xW——塔底液相组成,摩尔分率
1lg)]xx1)(x1xlg[(NminmwwDDαm——塔内平均相对挥发度,可取塔顶与塔釜间的几何平均值。 αm= (2)图解法求理论板数 利用相平衡数据作出平衡线,根据测出的xD、xW,在对角线和平衡线间交替作梯级,即可求出全回流时的理论板数。
b. 单板效率,反映单独的一块板上传质的效果,是评价塔板式性能优劣的重要
数据,常有于塔板的研究。
(2-45) 式中:——以液相浓度表示的单板效率; xn,xn-1——第n块板和第n-1块板液相浓度;
——与离开第n块板的气体相平衡的液相浓度 总板效率与单板效率的数值常由实验测定。单板效率是评价塔板性能优劣的重要数据。物系性质、板型及操作负荷是影响单板效率的重要因数。当物系与板型确定后,可通过改变汽液符合达到最高的板效率;对于不同的板型,可以在保持相同的物系及操作条件下,测定其单板效率,以评价其性能优劣。总板效率反映全塔各塔板的平均分离效果,常用于板式塔设计中。
三、实验装置及流程 1. 精馏塔 精馏塔为筛板塔,全塔共8块塔板,塔身的结构尺寸为塔径(573.5)mm,塔板间距80mm;溢流管截面积78.5mm,溢流堰高12mm,底隙高度6mm;每块塔板开有43个直径为1.5mm的小孔,正三角形排列,孔间距为6mm。为了便于观察塔板上的汽~液接触情况,塔身设有一节玻璃视盅,在第1~6块塔板上均有液相取样口。
蒸馏釜尺寸为108mm4mm400mm。塔釜装有液位计、电加热器(1.5KW)、控温电加热器(200W)、温度计接口、测压口和取样口,分别用于观测釜内液面高度,加热料液,控制电加热器,测量塔釜温度,测量塔顶与塔釜的压差和塔釜液取样。由于本实验所取试样为塔釜液相物料,故塔釜可视为一块理论板。塔顶冷凝器为一蛇管式换热器,换热面积0.06
2m
,管外走蒸汽,管内走冷却水。
釜顶、 精馏装置流程示意图(1) 1、塔顶冷凝器2、塔身3、视盅4、塔釜5、控温棒6、支座7、加热棒 8、塔釜液冷却器9、转子流量计10、回流分配器11、原料液罐 12、原料泵13、缓冲罐
2. 回流分配装置 回流分配装置由回流分配器与控制器组成。控制器由控制仪表和电磁线圈构成。回流分配器由玻璃制成,它由一个入口管、两个出口管及引流棒组成。两个出口管分别用于回流和采出。引流棒为一根?4mm的玻璃棒,内部装有铁芯,塔顶冷凝器中的冷凝液顺着引流棒流下,在控制器的控制下实现塔顶冷凝器的回流或采出操作。即当控制器电路接通后,电磁线圈将引流棒吸起,操作处于采出状态。当控制器电路断路时,电磁线圈不工作,引流棒自然下垂,操作处于回流状态。此回流分配器既可通过控制器实现手动控制,也可通过计算机实现自动控制。 3. 测控系统 在本实验中,利用人工智能仪表分别测定塔定温度、塔釜温度、塔身伴热温度、塔釜加热温度、全塔压降、加热电压、进料温度及回流比等参数,该系统的引入,不仅使实验更为简便、快捷,又可实现计算机在线数据采集与控制。 4物料浓度分析 本实验所用的体系为乙醇-正丙醇,由于这两种物质的折射率存在差异,且其混合物的质量分数与折射率有良好的线性关系,故可通过阿贝折光仪(使用方法详见第六章)分析料液的折射率,从而得到浓度。这种测定方法的特点是方便快捷、操作简单,但精度稍低;若要实现高精度的测量,可利用气相色谱进行浓度分析。 混合料也的折射率与质量分数(以乙醇计)的关系如下。 40℃ m=58.2068—42.1941nD
式中 m——料液的质量分数;
nD——料液的折射率(以上数据为由实验测得)。 四、操作要点 ① 对照流程图,先熟悉精馏过程中的流程,并搞清仪表上的按钮与各仪表相对应的设备与测控点。 ② 全回流操作时,在原料贮罐中配置乙醇含量20%~25%(摩尔分数)左右的乙醇-正丙醇料液,启动进料泵,向塔中供料至塔釜液面达250~300mm。 ③ 启动塔釜加热及塔身伴热,观察塔釜、塔身、塔顶温度及塔板上的气液接触状况(观察视镜),发现塔板上有料液时,打开塔顶冷凝器的水控制阀。 ④ 测定全回流情况下的单板效率及全塔效率,在一定的回流量下,全回流一段时间,待该塔操作参数稳定后,即可在塔顶、塔釜及相邻两块塔板上取样,用阿贝折光仪进行分析,测取数据(重复2~3次),并记录各操作参数。 ⑤ 实验完毕后,停止加料,关闭塔釜加热及塔身伴热,待一段时间后(视镜内无料液时),切断塔顶冷凝器及釜液冷却器的供水,切断电源,清理现场。
五、报告要求 ① 在直角坐标系中绘制x-y图,用图解法求出理论板数。 ② 求出全塔效率和单板效率。 ③ 结合精馏操作对实验结果进行分析。
六、数据处理 (1)原始数据 实验数据: 塔顶nd1=1.3595;nd2=1.3595;塔釜nd1=1.3732;nd2=1.373; 第四块板nd1=1.361;nd2=1.361; 第五块板nd1=1.3617;nd2=1.3619;
(2)数据处理 a. 始数据处理:
原始数据记录处理如下: 测量位置 折射率nD 平均折光率nD 乙醇质量分m 乙醇摩尔分数X 1 2
塔顶 1.3595 1.3595 1.3595 0.847592 0.878845 塔釜 1.3732 1.373 1.3731 0.273789 0.329647
第四块板 1.361 1.361 1.361 0.784305 0.82587
第五块板 1.3617 1.3619 1.3618 0.750551 0.796937
以第一组塔顶数据为例计算: 平均折光率 nd
=nd1+nd22=1.3595+1.35952=1.3595
乙醇质量分数 m=58.2068−42.1041nd
=58.2068−42.1041×1.3595=0.847592
乙醇摩尔分数
x=
m/M乙醇
m/M乙醇+(1−m)/M丙醇
=0.847592/460.84759246+(1−0.847592)/60=0.878845
b. 在直角坐标系中绘制x-y图,用图解法求出理论板数。
c. 求出全塔效率和单板效率。
由图解法可知,理论塔板数为4块板(包含塔釜),故全塔效率为 Er=Nt−1N×100%=4−18×100%=37.5%
由相平衡关系可得:
利用乙醇—正丙醇平衡数据可得如下表所示: 序号 液相组成 气相组成 1/x 1/y 1 0 0
00.10.20.30.40.50.60.70.80.9100.10.20.30.40.50.60.70.80.91乙醇——正丙醇平衡数据
线性(系列2)
乙醇——正丙醇相平衡关系图