焊条选型
30crmnsi钢焊接用焊丝焊条 规格1.2-3.2mm

30crmnsi钢焊接用焊丝焊条规格1.2-3.2mm
30CrMnSiA是一种常用的高强度合金结构钢,常用于制造各种重要零部件,如齿轮、轴、螺栓等。
对于30CrMnSiA钢的焊接,可以选择相应的焊丝和焊条,规格范围在1.2~3.2mm之间。
在选择焊丝和焊条时,主要考虑以下几个因素:
1. 母材的化学成分和力学性能:焊接材料的化学成分应与母材相近,以保证焊接接头的机械性能和耐腐蚀性能。
2. 焊接工艺和要求:根据焊接工艺要求,如手工焊接、自动焊接、焊接电流、焊接速度等,选择适合的焊丝和焊条规格。
3. 焊接成本和效率:在满足使用要求的前提下,应优先选择成本较低、效率较高的焊丝和焊条规格。
具体选择哪种规格的焊丝和焊条还需要根据具体的焊接条件、工件厚度、接头形式等因素进行综合考虑。
如有疑问,建议咨询专业人士或查阅相关技术资料。
焊条的选用

焊条的选用★为什么要重视对焊接材料的正确选择?●正确选择焊材是保证焊接质量的最重要、也是最基本的条件。
●工程所采用的焊接材料一般要求在设计文件中作出规定。
GB50236-98第2.0.2条规定:设计文件应标明母材、焊接材料、焊缝系数及焊缝坡口的形式,并对焊接方法、焊前预热、焊后热处理及焊接检验提出要求。
●作为施工单位的工程技术人员要求掌握焊材选择的基本知识,目的是:(1)在审图时核对设计对焊材选择的正确性;(2)当设计无规定或现场条件满足不了设计规定时,为自选焊材提供方便。
★特别注意:施工单位自选的焊材最终仍应报请设计同意。
★特别提醒:焊条选择是否合理,不完全由焊接工艺评定所决定。
(一)选择焊条的基本要点1、考虑焊件材料的物理性能、力学性能和化学成分:(1)按等强度的原则,选择满足接头力学性能要求的焊条。
■举例:Q235,按等强度的原则应选用J42×焊条,而不应选用J50 ×焊条。
◆特殊情况:根据母材的焊接性,选用不等强度(高强度匹配或低强度匹配)、而韧性好的焊条,但需通过改变焊缝结构形式,以满足设计强度和刚度的要求。
(2)使熔敷金属的合金成分符合或接近母材。
■举例:15CrMo必须选用R307焊条(1Cr-0.5Mo),而不能选用R207焊条(0.5Cr-0.5Mo)。
(3)当母材化学成分中碳或硫、磷等有害杂质较高时,应选择抗裂性和抗气孔能力较强的焊条。
如低氢型焊条等。
★注意:焊接构件对力学性能和化学成分的要求并不是均衡的:▼有的焊件可能偏重于强度、韧性等方面的要求,而对化学成分不一定要求与母材一致。
如选用结构钢焊条时,首先应侧重考虑焊缝金属与母材间的等强度,或焊缝金属的高韧性;▼有的焊件又可能偏重于化学成分方面的要求,如对于耐热钢、不锈钢焊条的选择,通常侧重于考虑焊缝金属与母材化学成分的一致;▼有的也可能对两者都有严格的要求。
如异种钢焊条的选择。
因此在选择焊条时应分清主次,综合考虑。
焊条的分类
焊条的分类
焊条是一种常见的焊接材料,广泛应用于各种焊接工艺中。
根据不同的材料和用途,焊条可以分为多种类型。
下面就来介绍一下焊条的分类。
1. 碳钢焊条
碳钢焊条是最常见的一种焊条,适用于焊接碳钢和低合金钢。
根据不同的焊接工艺和要求,碳钢焊条又可以分为多种类型,如手工焊条、埋弧焊条、气体保护焊条等。
2. 不锈钢焊条
不锈钢焊条适用于焊接不锈钢和耐腐蚀钢。
不锈钢焊条的成分和焊接工艺都比较复杂,因此价格也比较高。
不锈钢焊条又可以分为多种类型,如AISI 304、AISI 316等。
3. 铝焊条
铝焊条适用于焊接铝合金和铝镁合金。
铝焊条的成分和焊接工艺也比较复杂,因此价格也比较高。
铝焊条又可以分为多种类型,如纯铝焊条、铝硅焊条、铝镁焊条等。
4. 镍焊条
镍焊条适用于焊接镍合金和高温合金。
镍焊条的成分和焊接工艺都
比较复杂,因此价格也比较高。
镍焊条又可以分为多种类型,如Inconel 625、Hastelloy C-276等。
5. 钛焊条
钛焊条适用于焊接钛合金和钛铝合金。
钛焊条的成分和焊接工艺也比较复杂,因此价格也比较高。
钛焊条又可以分为多种类型,如TA1、TA2等。
焊条的分类是根据不同的材料和用途来划分的。
不同类型的焊条有不同的成分和焊接工艺,因此价格也不同。
在选择焊条时,需要根据具体的焊接工艺和要求来选择合适的焊条,以保证焊接质量和效率。
304不锈钢焊条的选用
304的国内牌号是0Cr18Ni9 一般用A102或A107焊条
A107必须要直流焊机
A102不锈钢焊条特色符合GB E308-16 相当AWS E308-16
说明: A102是钛钙型药皮的Cr19Ni10不锈钢焊条。
熔敷金属具有良好的力学性能及抗晶间腐蚀性能。
有优良的焊接工艺性能和抗气孔性能,药皮耐发红、抗开裂。
可交直流两用。
用途: 用于焊接工作温度低于300℃的耐腐蚀的0Cr19Ni9及
0Cr19Ni11Ti的不锈钢结构。
A107不锈钢焊条符合GB E308-15 相当AWS E308-15
说明: A107是碱性药皮的Cr19Ni10不锈钢焊条。
熔敷金属具有良好的力学性能及抗晶间腐蚀性能。
采用直流反接,能进行全位置焊接。
用途: 用于焊接工作温度低于300℃的耐腐蚀的0Cr19Ni9型不锈钢结构,也可焊接一些可焊性较差的钢材(如高铬钢等)以及堆焊不锈钢表面层。
(完整版)常用母材与焊材选用表 焊条型号牌号对照表
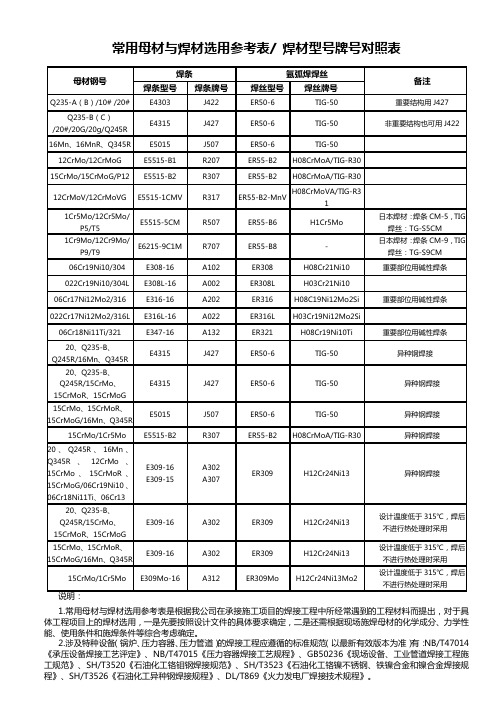
常用母材与焊材选用参考表/ 焊材型号牌号对照表
1.常用母材与焊材选用参考表是根据我公司在承接施工项目的焊接工程中所经常遇到的工程材料而提出,对于具体工程项目上的焊材选用,一是先要按照设计文件的具体要求确定,二是还需根据现场施焊母材的化学成分、力学性能、使用条件和施焊条件等综合考虑确定。
2.涉及特种设备(锅炉、压力容器、压力管道)的焊接工程应遵循的标准规范(以最新有效版本为准)有:NB/T47014《承压设备焊接工艺评定》、NB/T47015《压力容器焊接工艺规程》、GB50236《现场设备、工业管道焊接工程施工规范》、SH/T3520《石油化工铬钼钢焊接规范》、SH/T3523《石油化工铬镍不锈钢、铁镍合金和镍合金焊接规程》、SH/T3526《石油化工异种钢焊接规程》、DL/T869《火力发电厂焊接技术规程》。
3.工程标准规范是随技术进步和管理要求在不断变化更新之中,使用本表人员应要不断学习新知识充实自身,不断提高业务能力。
山东环海石化工程有限公司技术发展部
2016年3月31日。
焊条的分类及特点

焊条的分类及特点
焊条是一种常见的焊接材料,广泛应用于各种焊接工艺中。
根据不同的焊接需求和工艺要求,焊条可以分为多种不同的类型。
以下是常见的焊条分类及其特点:
1. 碳钢焊条:碳钢焊条是最常见的一种焊条,主要用于焊接普通碳钢结构件。
它的焊接性能稳定,适用范围广,价格也相对较低。
2. 不锈钢焊条:不锈钢焊条主要用于焊接不锈钢构件。
它具有良好的耐腐蚀性和抗氧化性能,能够保持焊接处的不锈性能。
3. 铝焊条:铝焊条经常用于焊接铝合金结构件。
它具有良好的抗热性和导电性能,同时焊接过程中不易产生氧化物。
4. 镍焊条:镍焊条主要用于高温和腐蚀性环境下的焊接工作。
它具有良好的耐腐蚀性和抗高温性能,适用于化工、航空等领域。
5. 钛焊条:钛焊条主要用于钛合金结构件的焊接。
它的焊接性能稳定、气孔率低,能够保持焊接处的强度和密封性。
总之,不同类型的焊条具有各自独特的特点和适用范围。
在选择焊条时,需要根据具体的焊接需求和工艺要求进行选择。
- 1 -。
422焊条主要技术参数
422焊条主要技术参数422焊条是一种常用的焊接材料,其主要技术参数对于焊接工作的质量和效率具有重要影响。
下面将从不同方面介绍422焊条的主要技术参数。
1.直径参数:422焊条的直径通常在2.0-5.0毫米之间,不同直径的焊条适用于不同的焊接工作。
小直径的焊条适用于细小的焊缝,而大直径的焊条适用于焊接较大的构件。
2.焊接电流参数:422焊条的焊接电流范围通常在70-200安培之间。
适当的焊接电流能够保证焊接过程中的热量均匀分布,从而获得良好的焊缝质量。
3.焊接电压参数:422焊条的焊接电压通常在20-30伏之间。
适当的焊接电压能够保证焊接过程中的电弧稳定,从而减少焊接缺陷的产生。
4.焊接速度参数:422焊条的焊接速度通常在10-30厘米/分钟之间。
适当的焊接速度能够保证焊接过程中的热输入均匀,从而减少焊接变形和应力集中。
5.焊接温度参数:422焊条的焊接温度通常在2500-3000摄氏度之间。
适当的焊接温度能够保证焊接过程中的金属熔化,从而实现焊缝的形成。
6.焊接气体参数:422焊条的焊接气体通常为氩气或二氧化碳。
适当的焊接气体能够保护焊接过程中的熔融金属,从而减少氧化和杂质的产生。
7.焊接位置参数:422焊条适用于各种焊接位置,包括平焊、立焊、横焊和仰焊等。
不同的焊接位置需要采用不同的焊接技术和参数。
422焊条的主要技术参数包括直径、焊接电流、焊接电压、焊接速度、焊接温度、焊接气体和焊接位置等。
合理选择和控制这些参数能够实现高质量的焊接工作,提高焊接效率和经济性。
在实际工作中,焊接人员应根据具体情况进行参数的调整和优化,以确保焊接质量和安全。
耐磨焊条型号

耐磨焊条型号1、D102低中合金锰钢堆焊焊条型号:EDPMn2-03说明:普通低中合金锰钢堆焊焊条,交直流两用,电弧稳定,脱渣容易。
用途:用于堆焊或修复低碳钢、中碳钢及低合金钢磨损件,如车轴、齿轮和搅拌机叶片等。
堆焊硬度HRC:≥222、D106低中合金锰钢堆焊焊条型号:EDPMn2-16说明:普通低中合金锰钢堆焊焊条,交直流两用(交流时空载电压大70V)。
用途:用于堆焊或修复低碳钢、中碳钢及低合金钢磨损件,如车轴、齿轮和搅拌机叶片等。
堆焊硬度HRC:≥223、D107低中合金锰钢堆焊焊条型号:EDPMn2-15说明:普通低中合金锰钢堆焊焊条,交直流反接。
用途:用于堆焊或修复低碳钢、中碳钢及低合金钢磨损件,如车轴、齿轮和搅拌机叶片等。
堆焊硬度HRC:≥224、D112铬钼钢堆焊焊条型号:EDPCrMo-Al-03说明:铬钼钢堆焊焊条,交直流两用,电弧稳定,脱渣容易。
用途:用于受磨损的低碳钢、中碳钢及低合金钢,特别用于矿山机械与农业机械的堆焊与修复。
堆焊硬度HRC:≥225、D126低中合金锰钢堆焊焊条型号:EDPMn3-16说明:普通低中合金锰钢堆焊焊条,交直流两用(交流时空载电压大70V)。
用途:用于堆焊受磨损的低、中碳钢及低合金钢,如车轴、齿轮和搅拌机叶片和行走主动轮。
堆焊硬度HRC:≥286、D127低中合金锰钢堆焊焊条型号:EDPMn3-15说明:普通低中合金锰钢堆焊焊条,交直流反接。
用途:用于堆焊受磨损的低、中碳钢及低合金钢,如车轴、齿轮和搅拌机叶片和行走主动轮。
堆焊硬度HRC:≥287、D132铬钼钢堆焊焊条型号:EDPMnCrMo-A2-03说明:铬钼钢堆焊焊条,交直流两用,电弧稳定,脱渣容易。
用途:用于受磨损的低碳钢、中碳钢及低合金钢,特别用于矿山机械与农业机械的堆焊与修复堆焊硬度HRC:≥308、D146低中合金锰钢堆焊焊条型号:EDPMn4-16说明:普通低中合金锰钢堆焊焊条,交直流两用,电弧稳定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0.8的焊丝可焊板最小于等于0.8厚的板
焊条直径的选择
板厚(mm) ≤ 4 4~12 >12
焊条直径(mm) 不超过工件厚度 3.2~4 ≥4
焊条直径(mm) 1.6 2.0 2.5 3.2 4.0 5.0 6.0
焊接电流(A) 25~40 40~65 50~80 100~130 160~210 200~270 260~500
当板厚小于5mm,取焊丝直径=板厚
当板厚等于5-10mm,焊丝直径为板厚的一半
电焊:
I焊=(35-55)d
式中(35-55)是估算系数,d是焊条直径mm
焊缝的厚度(还有余高)是与电流成正比的。
还有焊接速度过慢,厚度,余高还有焊缝宽度都会增加。
顺便一提,焊条前倾厚度小,后倾厚度大。
1.焊条直径
焊条直径根据焊件的厚度和焊接位置来选择。
一般,厚焊件用粗焊条,薄焊件用细焊条。
立焊、横焊和仰焊的焊条应比平焊细。
平焊对接时焊条直径的选择如表4-3所示:表4-3焊条直径的选择(mm)
工件厚度2 3 4~7 8~12 ≥13
焊条直径1.6~2.0 2.5~3.2 3.2~4.0 4.0~5.0 4.0~5.8
2.焊接电流和焊接速度
焊接电流是影响焊接接头质量和生产率的主要因素。
电流过大,金属熔化快,熔深大、金属飞溅大,同时易产生烧穿、咬边等缺陷;电流过小,易产生未焊透、夹渣等缺陷,而且生产率低。
确定焊接电流时,应考虑到焊条直径、焊件厚度、接头型式、焊接位置等因素,其中主要的是焊条直径。
一般,细焊条选小电流,粗焊条选大电流。
焊接低碳钢时,焊接电流和焊条直径的关系可由下列经验公式确定:I=(30~60)d ( 4-3 )
式中:I为焊接电流(A),d为焊条直径(mm)。
焊接速度是指焊条沿焊缝长度方向单位时间移动的距离,它对焊接质量影响很大。
焊速过快,易产生焊缝的熔深浅、熔宽小及未焊透等缺陷;焊速过慢,焊缝熔深、熔宽增加,特别是薄件易烧穿。
确定焊接电流和焊接速度的一般原则是:在保证焊接质量的前提下,尽量采用较大的焊接电流值,在保证焊透且焊缝成形良好的前提下尽可能快速施焊,以提高生产率。
手工电弧焊重要的工艺及参数1.焊条直径主要依据焊件的厚度,焊接位置,焊道层数及接头形式来决定。
焊接件厚度较大时,选用较大直径焊条。
平焊时,可采用较大电流焊接。
焊条直径也相应选大。
横焊、立焊或仰焊时,因焊接电流比平焊小,焊条直径也相应小些。
多
层焊的打底焊,用较小直径焊条。
最后收焊时可选用较大直径焊条。
焊件厚度与焊条直径推荐值见表(㎜)
焊件厚度1.5~2 2.5 ~3 3.5~4.5 5~8 10~12 >13
焊条直径1.6~2 2.5 3.2 3.2~4 4~5 5~6
2.焊接电流焊接电流大小,主要依据焊件厚度、接头型式、焊接位置,依据焊条型号、焊条直径来选择。
立焊、横焊、仰焊时,焊接电流要比平焊电流小10%~20%.不锈钢焊条、合金钢焊条因电阻大,热膨胀系数较高,焊接电流大时,焊条会因发红使药皮脱落,影响焊接质量。
在施焊中,焊接电流要相应减小。