催化裂化吸收稳定系统
催化裂化工艺介绍

1。
0催化裂化催化裂化是原料油在酸性催化剂存在下,在500℃左右、1×105~3×105Pa 下发生裂解,生成轻质油、气体和焦炭的过程.催化裂化是现代化炼油厂用来改质重质瓦斯油和渣油的核心技术,是炼厂获取经济效益的重要手段。
催化裂化的石油炼制工艺目的:1)提高原油加工深度,得到更多数量的轻质油产品;2)增加品种,提高产品质量。
催化裂化是炼油工业中最重要的一种二次加工工艺,是重油轻质化和改质的重要手段之一,已成为当今石油炼制的核心工艺之一。
1。
1催化裂化的发展概况催化裂化的发展经历了四个阶段:固定床、移动床、流化床和提升管。
见下图:固定床移动床流化床提升管(并列式)在全世界催化裂化装置的总加工能力中,提升管催化裂化已占绝大多数。
1。
2催化裂化的原料和产品1。
2。
0原料催化裂化的原料范围广泛,可分为馏分油和渣油两大类。
馏分油主要是直馏减压馏分油(VGO),馏程350—500℃,也包括少量的二次加工重馏分油如焦化蜡油等,以此种原料进行催化裂化称为馏分油催化裂化。
渣油主要是减压渣油、脱沥青的减压渣油、加氢处理重油等。
渣油都是以一定的比例掺入到减压馏分油中进行加工,其掺入的比例主要受制于原料的金属含量和残炭值.对于一些金属含量低的石蜡基原有也可以直接用常压重油为原料。
当减压馏分油中掺入渣油使通称为RFCC。
以此种原料进行催化裂化称为重油催化裂化。
1。
2.1产品催化裂化的产品包括气体、液体和焦炭。
1、气体在一般工业条件下,气体产率约为10%-20%,其中含干气和液化气。
2、液体产物1)汽油,汽油产率约为30%-60%;这类汽油安定性较好。
2)柴油,柴油产率约为0—40%;因含较多芳烃,所有十六烷值较低,由重油催化裂化得到的柴油的十六烷值更低,这类柴油需经加氢处理。
3)重柴油(回炼油),可以返回到反应器内,已提高轻质油收率,不回炼时就以重柴油产品出装置,也可作为商品燃料油的调和组分。
4)油浆,油浆产率约为5%—10%,从催化裂化分馏塔底得到的渣油,含少量催化剂细粉,可以送回反应器回炼以回收催化剂。
催化裂化吸收稳定系统流程的分析与改进
催化裂化吸收稳定系统流程的分析与改进
朱亚东
【期刊名称】《石油化工设计》
【年(卷),期】2004(21)3
【摘要】催化裂化吸收稳定系统流程存在解吸气流量过大、吸收系统冷却器循环水出入口温差低、稳定塔顶部液态烃回流偏高等问题.对此笔者提出了取消中间凝缩油罐、解吸塔和稳定塔采用中间再沸器等改进措施.改进后,降低了能耗,增加了效益.
【总页数】5页(P13-17)
【作者】朱亚东
【作者单位】中国石化股份公司荆门分公司,湖北省,448039
【正文语种】中文
【中图分类】TP3
【相关文献】
1.催化裂化装置吸收稳定系统流程优化 [J], 刘旭晓;张聚越;陈振江
2.重油催化裂化装置吸收稳定系统流程改进及操作优化 [J], 张可伟
3.虚拟组分法在催化裂化吸收稳定系统流程模拟中的应用 [J], 郭祖鹏;徐婷婷;李佳佳;杨岗;李勇刚
4.催化裂化吸收稳定系统流程模拟与优化 [J], 代广超;程明
5.1.2Mt/a催化裂化吸收稳定系统流程分析与改进 [J], 席旺春;惠小强;高鹏;刘伟;白晓荣
因版权原因,仅展示原文概要,查看原文内容请购买。
催化裂化—催化裂化工艺(石油加工课件)

吸收塔、解吸塔、稳定塔。完成C2以下组分与C3、C4组分的分离。
四、烟气能量回收系统
一、反应-再生系统
高低并列式提升管催化裂化装置的反应再生和分馏系统的工艺流程
一、反应-再生系统
关键控制手段
1. 沉降器顶部压力:由吸收稳定系统的气压机入口压力调节汽轮机转速控制富气流 量,以维持沉降器顶部压力恒定。 2. 再生器顶部压力:以反应器和再生器压差(通常为0.02~0.04MPa)作为调节信号, 由双动滑阀控制。 3. 催化剂循环量:由提升管反应器出口温度控制再生滑阀开度来调节;根据系统压 力平衡要求由待生滑阀开度控制汽提段料位高度。 4. 烟气中的氧含量:根据再生器稀密相温差调节主风放空量(称为微调放空),来 控制(通常要求小于0.5%),防止发生二次燃烧。
请回答
催化裂化工艺流程的四个系统分别是什么?
反应-再生系统的关键控制因素有哪些?
反应器、沉降器、再生器
提升管反应器
提升管反应器是进行催化裂化化学反应的场所,是催化裂化装置的关键设备。
折叠式提升管反应器
直管式提升管反应器
两段提升管反应器
折叠式提升管反应器:多用于同轴式和由床层反应器改为提升管的装置。 直管式提升管反应器:多用于高低并列式提升管催化裂化装置。 两段式提升管反应器:有两根短提升管串联连接而成,用于两段式提升管催化裂化装置。
双塔流程
吸收稳定系统的工艺流程
四、烟气能量回收系统
目的:最大限度地回收能量,降低装置能耗。下图为催化裂化装置烟气轮机动 力回收系统的典型工艺流程。
烟气轮机动力回收系统的典型工艺流程
思政小课堂
实现绿色生产一直是石油化工人的理想追求,在催化裂化工艺中就蕴含 着很多的绿色理念。
基于流程模拟的催化裂化吸收稳定系统分析与操作优化

二次 加工 工艺 , 中吸 收稳 定 系 统 是将 粗 汽 油 、 其 富
气分 离成 干气 、 液化 气 和 蒸气 压 合 格 的稳 定 汽 油 。 目前 , 由于装置 设计 和 操 作原 因 , 吸收 稳 定 系 统普 遍存 在干 气 中含 有 液 化 气 成 分 、 化 气 或 汽 油 质 液
得 到 富 吸 收 油 。从 平 衡 罐 出来 的 液 相 进 入 的脱 乙烷 汽油 经 稳 定 汽 油预 热 后
1 工 艺 流 程 简 介
国 内某 炼油 企业 1 0t / 化 裂 化 装 置 吸 收 8 h催 稳 定 系 统 流 程 示 意 见 图 1 从 分 馏 塔 塔 顶 来 的 。 富 气 被 压缩 后 , 与解 吸 塔 塔 顶 气 、 收 塔 塔 底 油 吸
混 合 后 进 人 平 衡 罐 , 行 气 液 分 离 。从 平 衡 罐 进 出来的气相 进入 吸 收塔 底部 , 以粗 汽 油 和 稳 定
石 控 制 与 优 化
油
炼
制
与
化
T
21 0 2年 1月
PE TROIEUM ROCE S NG P S 1 AND TROCH E I PE M CAIS
第 4 3卷 第 1期
基 于流 程 模 拟 的催 化 裂 化 吸收 稳 定 系统 分 析 与 操 作 优 化
雷 杨 ,张 冰 剑 ,魏 志 强 ,陈 清 林
数据 的 对 比分 析 , 定 模 拟 过 程 的 热 力 学 方 法 为 S K, 对 参 数 进 行 规 定 。在 确 定 吸 收 稳 定 系统 干 气 、 化 气 确 R 并 液 和稳 定 汽 油等 产 品 质量 的条 件 下 , 各 影 响 因 素 进 行 分 析 , 究 其 对 系 统 能 耗 和 吸 收 效 果 的 影 响 , 到 系 统 优 化 对 研 得
催化裂化的吸收稳定作用

项目
描述
过程名称
催化裂化吸收稳定系统
主要作用
将富气和粗汽油分离成干气、液化气和稳定汽油
关键组件Байду номын сангаас
吸收塔、解吸塔、稳定塔、再吸收塔
工艺流程
1. 富气和粗汽油进入吸收塔,通过吸收剂(如汽油或贫吸收油)吸收其中的C3、C4组分。
2. 从吸收塔顶排出的气体(富含C2及更轻组分)为干气。
3. 吸收塔底的富吸收油进入解吸塔,通过加热使吸收的C3、C4组分解吸出来。
3. 引入新工艺和新型催化剂,提高产气率和经济效益。
经济效益
技术改造后,液态烃收率显著提高,经济效益明显。
4. 解吸气(主要为C3、C4)进入稳定塔进行精馏分离,得到液化气和部分回流液。
5. 液化气从稳定塔塔顶采出,塔底得到蒸汽压合格的稳定汽油。
物料平衡
- 干气:约4%
- 液化气:约12%
- 稳定汽油:约50%
技术改造
1. 采用新型液体分布器和高效填料技术,提高吸收率和处理能力。
2. 对解吸塔和稳定塔进行改造,如增加填料高度、优化塔内结构等。
催化裂化控制方案
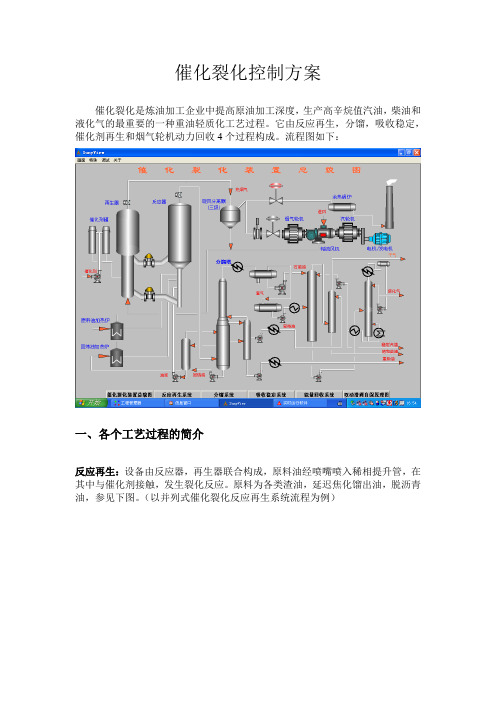
催化裂化控制方案催化裂化是炼油加工企业中提高原油加工深度,生产高辛烷值汽油,柴油和液化气的最重要的一种重油轻质化工艺过程。
它由反应再生,分馏,吸收稳定,催化剂再生和烟气轮机动力回收4个过程构成。
流程图如下:一、各个工艺过程的简介反应再生:设备由反应器,再生器联合构成,原料油经喷嘴喷入稀相提升管,在其中与催化剂接触,发生裂化反应。
原料为各类渣油,延迟焦化馏出油,脱沥青油,参见下图。
(以并列式催化裂化反应再生系统流程为例)分馏系统:分馏系统的任务主要是把反应器(沉降器)顶部的气态产物按沸点范围分割成富气,汽油,轻柴油,重柴油,回炼油和油浆等馏分。
吸收稳定系统:吸收稳定的主要作用是加工来自催化裂化分馏塔顶油气分离出来的石脑油和富气。
目的是保证汽油蒸汽压合格的同时,分离出干气(C2及C2以下),并回收液化气,并对送出的汽油,液化石油气和干气,以及分馏系统送出的柴油组分进行精制。
典型流程见下图。
催化剂再生和烟气轮机动力回收:催化剂再生是在再生器内把反应过程中沉积在催化剂上的焦炭烧掉,以便为反应过程提供恢复了活性的催化剂,并供给所需的热量。
烟气轮机动力回收是回收烟气中的热能,因为,再生器所带走的热量约占全装置的1/4。
下图为催化裂化装置烟气轮机动力回收系统的典型工艺流程。
热烟气从再生器进入三级旋风分离器,在其中除去烟气中绝大部分催化剂微粒后进入烟气轮机。
烟气在烟气轮中作功后,温度大约降低成120~180℃,排出的烟气可以进入CO锅炉或余热锅炉,回收剩余的热能。
综上所述,催化裂化是炼油加工业创造效益的龙头装置,虽然用常规仪表能实现对工艺过程的自动控制,但故障率高,速度慢,不能实现复杂控制、优化控制,无法发挥网络技术等高科技在现代化企业生产经营的优势。
而DCS不但可以取代常规仪表的检测、控制功能,而且还可以发挥在复杂控制、优化控制方面的优势,可以根据需要通过网络技术实施现代化企业生产经营管理。
我们浙大中自公司自90年代后期开发的Suny Tech TDCS9200 DCS系统已成功地运用在国民经济的石化、化工、电力、冶金、生化、造纸的广阔领域各个不同行业。
催化裂化 加氢裂化吸收稳定系统流程及优化

催化裂化加氢裂化吸收稳定系统流程及优化1. 引言1.1 概述催化裂化和加氢裂化是石油炼制领域中常用的重要工艺,主要用于石油原料的转化和提纯。
通过催化裂化和加氢裂化技术,可以将重质石油馏分转变为更高附加值的产品,如汽油、柴油、润滑油等。
这些工艺的关键在于稳定系统流程的运行,以确保产品质量的稳定性、生产效率的提高和设备寿命的延长。
本文目的在于深入探讨催化裂化和加氢裂化吸收稳定系统流程,并提出优化方案以改善工艺效果。
首先概述了本文将要讨论的内容和结构,然后介绍了引言部分的目标。
1.2 文章结构本文主要分为五个部分进行描述。
第一部分是引言,简要介绍了本文内容和结构。
第二、三和四部分则详细讨论了催化裂化系统流程、加氢裂化系统流程以及吸收系统流程优化。
最后一部分是结论与展望,总结了已经探讨过的内容,并对未来进行展望。
1.3 目的本文的目的是深入探讨催化裂化和加氢裂化吸收稳定系统流程,并提出优化方案以改善工艺效果。
通过对系统组成、工艺概述和问题解决方案的介绍,旨在帮助工程师和研究人员更好地理解这些重要工艺,并为实践中的流程优化提供指导。
同时,本文还将对未来的研究方向进行展望,为相关领域提供新的思路和建议。
通过深入分析和讨论,我们期望能够推动催化裂化和加氢裂化技术的进一步发展和优化。
以上就是引言部分的内容,在接下来的文章中,我们将逐一探讨催化裂化系统流程、加氢裂化系统流程以及吸收系统流程优化。
这些内容将有助于读者更好地理解相关工艺,并为实践中的问题解决和优化提供参考。
最后,我们将对已经探讨过的内容进行总结,并展望未来该领域研究方向。
以下内容不属于引言部分。
2. 催化裂化系统流程:2.1 系统组成:催化裂化系统主要由反应器、催化剂输送装置、分离装置和再生装置组成。
其中,反应器是催化裂化过程中最重要的组件,它用于将原料油在催化剂的作用下发生裂解反应。
催化剂输送装置用于将新鲜催化剂及再生后的催化剂注入反应器中。
分离装置则用于将裂解产物进行分离和提纯,包括汽油分离塔、液-液萃取塔等。
催化裂化装置吸收稳定系统改造及效果
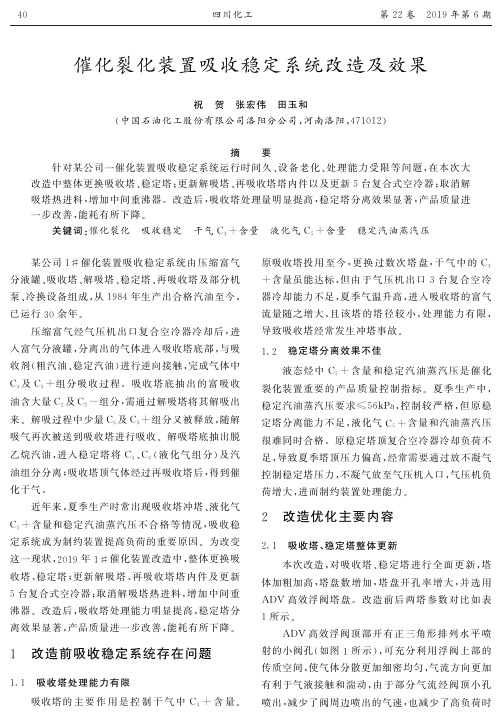
收塔、稳定塔;更新 解 吸 塔、再 吸 收 塔 塔 内 件 及 更 新
5 台复合式空冷器;取消解吸塔热 进 料,增 加 中 间 重
沸器.改造后,吸收塔处理能力明显提高,稳定塔分
离效果显著,产品质量进一步改善,能耗有所下降.
2 改造优化主要内容
2
1 吸收塔、稳定塔整体更新
液态烃 中 C5 + 含 量 和 稳 定 汽 油 蒸 汽 压 是 催 化
C3 及 C3 + 组分 吸 收 过 程. 吸 收 塔 底 抽 出 的 富 吸 收
裂化装置重要 的 产 品 质 量 控 制 指 标. 夏 季 生 产 中,
来.解吸过程中少量 C3 及 C3 + 组分又被释放,随解
定塔分离能力不足,液化气 C5 + 含量和汽油蒸汽压
某公司 1# 催化装置吸收稳定系 统 由 压 缩 富 气
原吸收塔投用 至 今,更 换 过 数 次 塔 盘,干 气 中 的 C3
泵、冷换设备组成,从 1984 年生产出合格汽油至今,
器冷却能力不足,夏季气温升高,进入吸收塔的富气
分液罐、吸收塔、解吸塔、稳定塔、再吸收塔及部分机
+ 含量虽能达标,但 由 于 气 压 机 出 口 3 台 复 合 空 冷
吸气流量较大,进而 导 致 吸 收 系 统 气 相 及 冷 却 负 荷
增大;冷进 料 具 有 解 吸 气 较 少、吸 收 效 果 良 好 等 优
点,但解吸塔底再沸器所需热量大幅增加.
本次改造,取消解吸塔热进料流程,增设中间重
沸器.原有的冷热 双 股 进 料 流 程,热 路 进 入 解 吸 塔
图 1 ADV 高效浮阀和普通浮阀
度 [1].
表 1 吸收塔、稳定塔改造前后参数对比
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
实施效果:
• 解吸塔再沸器维持原状; • 顶温度低; • 贫气C3+含量: 改造前 改造设计 实际 • 夏季 >10% <5% <3% • 冬季 > 5% <3% 1.5%
一中
二中
解 吸 塔
平衡罐
脱乙烷汽油
5.2.3.1
吸收塔-解吸塔
贫气 粗汽油 补充吸收剂 吸 收 塔
(7)改进双塔流程
-解吸塔冷进料 (中间再沸器)
催化重油加工能力不断增加; 干气、液化气和稳定汽油质量要求进一步提高; 采用的新型催化剂使轻质油收率特别是液化气 产 率成倍提高。
• 存在问题
负荷增加; 干气不干:吸收效果不好,干气中带液化气; 干气带液:再吸收液泛冲塔; 液化气C5含量高:液化气不合格,汽油收率下降; 稳定汽油C4含量高:汽油蒸汽压不合格; 能耗高:吸收-解吸之间大量液化气循环。
• 解吸塔过解吸和解吸不够时有发生; • 再吸收塔液泛,引起硫磺回收装置的操作波动; • 稳定塔精馏效果不好。
5.2.2
系统分析
干气 液化气 稳定汽油
• 吸收稳定过程
富气 粗汽油
• 吸收稳定系统任务
加工来自分馏塔顶油气分离器的粗汽油和富 气,分离出干气,并回收液化气和稳定汽油。
• 负荷大幅度增加
• • • • • • •
压缩富气
一中
二中
利用了稳定汽油的热能; 解吸塔顶温度低; 解吸气量少; 吸收塔的负荷小; 吸收效果好; 平衡罐冷凝负荷小; 解吸塔重沸器加热负荷降低。 平衡罐
解 吸 塔
中沸器
脱乙烷汽油
贫气
5.2.3.1
吸收塔-解吸塔
粗汽油 吸 收 塔
补充吸收剂
(8)改进双塔流程
一中
二中
-解吸塔双股进料 (二级冷凝)
再 吸 收 段
轻柴富吸收油
平衡罐
解 吸 段
稳 定 塔
1
吸收塔-解吸塔
贫气
粗汽油 补充吸收剂 一中 二中
(1)单塔流程
• 流程和设备简单; 吸 • 在同一塔中进行的吸收和解 收 压缩富气 段 吸过程要求相左,同时满足塔 顶和塔底的质量要求有困难; • 吸收段和解吸段之间缺乏有 效的调节控制方法; • 吸收段对过解吸敏感。 平衡罐
• 设备改造方案
吸收塔:采用高效规整填料 解吸塔:采用高效规整填料 稳定塔:采用MD和高效塔盘 再吸塔:采用高效规整填料
• 影响吸收效果的因素:
吸收压力;
吸收温度; 补充吸收剂量; 解吸塔理论板数; 吸收塔理论板数。
5.2.3. 流程改进
系统流程图
贫气 粗汽油 压缩富气 吸 收 段 补充吸收剂 一中 二中 轻柴油 干气
• 利用了稳定汽油的热能; • 解吸塔顶温度高; • 解吸气量较大且液化气含量 高; • 解吸塔重沸器加热负荷大; • 吸收塔的负荷大; • 吸收效果较差; • 吸收塔冷凝负荷大。
一中
二中
解 吸 塔
平衡罐
脱乙烷汽油
5.2.3.1
吸收塔-解吸塔
贫气
粗汽油 吸 收 塔 补充吸收剂
(6)双塔流程
-解吸塔冷热双股进料
5.2.3.2 稳定塔和深度稳定 (4) 改进深度稳定流程
补充吸收剂 液化气 稳定汽油
稳 定 塔
脱乙烷汽油
深度稳定汽油
5.2.4 模拟结果比较
5.2.4.1
吸收塔-解吸塔流程模拟实验结果
(1) 计算条件(1400kt/a): • • • • • • • • • • 油气分离器: 解吸塔进料温度: 单塔压力: 双塔吸收塔压力: 双塔解吸塔压力: 富气(组成略): 粗汽油: 补充吸收剂: 解吸塔底质量控制: 吸收塔一中、二中热负荷:
吸收塔-解吸塔
贫气 粗汽油 压缩富气 富吸收油 吸 收 段 补充吸收剂
(3)改进单塔流程B • • • • • 利用了稳定汽油的热能; 解吸气量少; 吸收塔的负荷小; 吸收效果好; 罐前冷负荷增加。
一中
二中
平衡罐
解 吸 段
中沸器
脱乙烷汽油
5.2.3.1
吸收塔-解吸塔
贫气 粗汽油 补充吸收剂 吸 收 塔
• • • • • 平衡罐冷凝负荷很小; 解吸气量少; 解吸塔的负荷小; 解吸效果好; 避免轴向浓度返混。
压缩富气
平衡罐
平衡罐 解 吸 塔
5.2.3.2 稳定塔和深度稳定 (1) 深度稳定要求: 稳定汽油中C4 - <1%(wt); 稳定汽油中C5维持一定的蒸汽分压。 (2) 操作要求: 塔底C5蒸汽分压不可过高,否则影响再吸收塔负荷; (3) 补充吸收剂要求: C4 -尽量低并以C6 - C9组分为主(理想组分); 塔底C5蒸汽分压不可过高。
解 吸 段
脱乙烷汽油
5.2.3.1
吸收塔-解吸塔
贫气
粗汽油 吸 收 段 补充吸收剂 一中 二中
(2)改进单塔流程A • • • • • • 利用了稳定汽油的热能; 解吸气量少; 吸收塔的负荷小; 吸收效果好; 设备较复杂; 冷负荷增加。
压缩富气
进料取热
平衡罐
解 吸 段 中沸器
脱乙烷汽油
5.2.3.1
• • • • • • • •
压缩富气 利用了稳定汽油的热能; 解吸塔顶温度低; 解吸气量少; 吸收塔的负荷小; 吸收效果好; 平衡罐冷凝负荷小; 解吸塔重沸器加热负荷降低; 冷热进料口间存在轴向浓度 返混。
一中
二中
解 吸 塔
平衡罐
脱乙烷汽油
5.2.3.1
吸收塔-解吸塔
贫气
粗汽油 压缩富气 吸 收 塔 补充吸收剂
5.2 催化裂化吸收稳定系统
5.2.1.
前言
——FCCU实际生产中经常出现的问题
• 反应—再生系统输出的富气量与吸收稳定系统的设计 负荷不匹配,各塔的操作状况恶化并影响产品质量; • 气体回收过程各可变参数关系及重要性不清楚,也未 能优选匹配,影响系统发挥最大处理能力和最佳分离 效果; • 吸收效果不好,C3+成份(液化气)大量损失;
(4)双塔流程
-解吸塔冷进料
• • • • • • 解吸塔顶温度低; 解吸气量少; 吸收塔的负荷小; 吸收效果好; 平衡罐冷凝负荷小; 解吸塔重沸器加热负荷大。
压缩富气
一中
二中
解 吸 塔 平衡罐 脱乙烷汽油
5.2.3.1
吸收塔-解吸塔
贫气 粗汽油 压缩富气 吸 收 塔 补充吸收剂
(5)双塔流程
-解吸塔热进料