刀具角度测量
实验一 车刀几何角度测量

《机械制造技术基础》实验指导书郑广花付宏鸽编刘新宇审北华航天工业学院2008.12目录实验一车刀几何角度测量 (3)实验二切削变形 (14)实验三车削力的测量 (19)实验四 CA6140车床结构及调整 (30)实验五典型专用机床夹具结构分析实验 (38)实验六机床主轴回转精度的测试 (40)实验七机床静刚度的测试 (44)实验八加工误差的统计分析 (48)实验一车刀几何角度测量一、实验目的1.加深对课堂讲授内容的理解,帮助掌握车刀切削部分的基本概念和基本定义,使之了解以下几方面的内容:(1)刀具切削部分的结构。
(2)刀具切削角度的参考平面。
(3)刀具标准角度的参考系。
(4)刀具的标准角度。
2.了解车刀量角台的结构(如图1-1所示)和使用方法,学会用车刀量角台测量车刀的角度。
二、实验仪器及刀具图1-1 量角台的构造仪器:回转工作台式量角台车刀:外圆车刀、90º偏刀或切断刀若干。
三、回转工作台式量角台的构造图1-1所示,回转工作台式量角台主要由底盘1、平台3、立柱7、测量片5、扇形盘6、10等组成。
底盘1为圆盘形,在零度线左右方向各有1000角度,用于测量车刀的主偏角和副偏角,通过底盘指针2读出角度值;平台3可绕底盘中心在零刻线左右1000范围内转动; 定位块4可在平台上平行滑动,作为车刀的基准;测量片5,如图1-2所示,有主平面(大平面)、底平面、侧平面三个成正交的平面组成,在测量过程中,根据不同的情况可分别用以代表主剖面、基面、切削平面等。
大扇形刻度盘6上有正副450的刻度,用于测量前角、后角、刃倾角,通过测量片5的指针指出角度值;立柱7上制有螺纹,旋转升降螺母8就可以调整测量片相对车刀的位置。
四、实验内容1.利用车刀量角台分别测量所给车刀的几何角度,要求学生测量:κr 、κr '、λs 、γo 、αo 、αo ˊ、γn 、αn 、γf 、αf 、γp 、αp 等角度;2.记录测得的数据,并计算出刀尖角εr 和楔角βo ;3.利用公式计算:so n r s r o p rs r f f λγγκλκγγκλκγγcos tan tan sin tan cos tan tan cos tan sin tan tan =+=-=计算出γn 、γf 、γp ,并验证与实际测量的值是否一致,分析误差原因。
刀具实验报告 1车刀,2质量实验

金属切削原理与刀具设计实验报告书班级姓名学号机械工程系实验一车刀几何角度测量实验报告一、课程名称:金属切削原理与刀具设计二、实验名称:车刀几何角度测量实验三、实验设备:车刀量角仪;车刀模型四、实验目的:1.了解车刀量角仪的结构、工作原理和使用方法;2.掌握车刀主要几何参数的测量方法;3.加深对有关基本概念的理解,并了解车刀几何角度在切削过程中的作用。
五、实验内容:1.熟悉和调整车刀量角仪;2.测量45°弯头外圆车刀、90°车刀、直头外圆车刀、螺纹车刀的六个主要几何角度。
(任选二到三种车刀测量)六、实验报告:1.任选一种刀具,画图标注刀具正交面内的前角γ0、后角α0、副后角α0’、主偏角κr、副偏角κr′和刃倾角λs。
2.车刀量角仪型号:3.车刀几何角度实测记录被测车刀前角γo(°)后角αo(°)副后角αo’(°)主偏角κr(°)副偏角κr′(°)刃倾角λs(°)正交平面法平面正交平面法平面副正交平面基面基面切削平面七、思考题:1.45°弯头外圆车刀车外圆和端面时,主、副切削刃分别在什么位置,画图示意(要求示意工件、刀具,指出进给运动方向、已加工表面、待加工表面、过渡表面)2.为什么在车刀的工作图上不标注副前角?3.车刀按结构分常见类型有哪些?各有何优缺点?4.用车刀正交平面、法平面角度换算公式分析实验结果。
实验一 车刀几何角度测量实验一、实验目的1.了解车刀量角仪的结构、工作原理和使用方法;2.掌握车刀主要几何参数的测量方法;3.加深对有关基本概念的理解,并了解车刀几何角度在切削过程中的作用。
二、实验设备车刀量角仪 ;车刀模型三、实验装置和实验原理(一)车刀量角仪的结构及特性本仪器用于测量各种车刀的正交平面参考系、法平面参考系和假定工作平面、背平面参考系的几何角度。
其结构如图1-1所示。
图1-11、 盘形工作台2、 矩形工作台2a 矩形工作台指针 2c 固紧螺钉 2b 滑动刀台 2d 被量刀具 3、 主量角器 3a 量刀板与指针 3b 升降螺母4、 副量角器12 34 2a2b2c2d3a 3b4a 4b 5a 5b5c54c4a 指针 4c 摇臂 4b 固紧手轮5、 附件 5a 立柱 5c 手轮 5b 量角器支座(二)使用方法(以直头外圆车刀为例)1、测量主偏角:主偏角是在基面上测量的主切削刃S 与车刀进给方向之间的夹角。
刀具的标注角度技术总结_技术人员的工作总结

刀具的标注角度技术总结_技术人员的工作总结刀具是机械加工中不可或缺的工具之一,其标注角度技术是刀具加工中至关重要的一环。
标注角度技术包括角度精度、角度方向、角度校正和角度测量等内容。
一、角度精度角度精度是指刀具切削刃的几何形状与所要求的理想形状之间的偏差。
精度高低直接影响刀具的加工质量和工作寿命。
为保证角度精度,必须确保刀具的加工精度和加工工艺的稳定性。
在制造刀具时,应确保对加工过程中的每一道工艺环节进行严格检验。
同时,在使用刀具时,应严格按照标定的切削刃角度来进行加工,尽量避免因误差而带来的损失。
二、角度方向角度方向指刀具切削刃的方向。
正确的角度方向对于刀具的切削效果和寿命都有着重要的影响。
刀具的角度方向需要根据不同加工环境和材料特性来调整。
在对方向进行标注时,需要准确记录每个角度的位置和方向。
同时,还需要确定好各个角度之间的关系,确保刀具的各个部位在切削过程中能够发挥最佳的作用。
三、角度校正角度校正是针对刀具因长时间使用或工艺误差而出现偏差时的一种校正方法。
角度校正既可以手工进行,也可以通过机器调整来实现。
在进行角度校正时,需要先进行刀具检测,确定出现的具体问题,再根据情况进行相应的调整。
角度校正需要严格遵守精度要求,防止误调对加工带来负面影响。
四、角度测量角度测量是刀具标注角度技术中不可或缺的一环。
刀具角度的测量可以通过各种测量仪器来进行,如角度计、测高仪、投影仪等。
同时,在测量过程中也需要注意诸多因素,如测量姿势、测量位置等。
需要对不同的仪器和标准进行了解,并应根据实际需求选择合适的测量方法。
综上所述,刀具的标注角度技术对于加工质量和工作寿命有着举足轻重的影响。
只有严格按照标准要求进行标注和调整,并在使用过程中进行正确的测量和校正,才能保证刀具的高效稳定性和加工效果。
60°阳顶尖角度公差

60°阳顶尖角度公差摘要:一、引言二、60°阳顶尖角度公差的定义和作用三、60°阳顶尖角度公差的测量方法四、60°阳顶尖角度公差的应用领域五、60°阳顶尖角度公差对工业生产的影响六、结论正文:一、引言在工业生产中,精确的角度控制是保证产品质量的关键因素之一。
尤其是在机械加工领域,如车削、铣削等,对刀具的角度要求非常严格。
60°阳顶尖角度公差是刀具制造和使用过程中一个重要的参数,它直接影响着产品的加工质量和性能。
本文将详细介绍60°阳顶尖角度公差的定义、测量方法以及在工业生产中的应用。
二、60°阳顶尖角度公差的定义和作用60°阳顶尖角度公差是指在一定的测量条件下,实际测得的60°阳顶尖角度与理论值的差异。
它反映了刀具在制造和使用过程中的精度水平。
60°阳顶尖角度公差的大小直接影响着刀具的切削性能和耐用性。
如果公差过大,可能导致刀具在加工过程中产生振动、磨损加剧,甚至影响产品的加工质量。
因此,控制60°阳顶尖角度公差对于提高刀具使用寿命和保证产品加工质量具有重要意义。
三、60°阳顶尖角度公差的测量方法测量60°阳顶尖角度公差的方法有多种,常用的有光学投影仪法、万能角度尺法和圆度仪法等。
其中,光学投影仪法测量结果准确,但设备昂贵,操作复杂;万能角度尺法操作简便,但测量精度相对较低;圆度仪法测量结果准确,适用于高精度测量,但设备成本较高。
在实际生产中,可以根据实际需求和条件选择合适的测量方法。
四、60°阳顶尖角度公差的应用领域60°阳顶尖角度公差广泛应用于机械加工行业,如车削、铣削、钻孔等加工过程。
在航空、航天、汽车、电子等高精度加工领域,对60°阳顶尖角度公差的要求尤为严格。
只有精确控制60°阳顶尖角度公差,才能保证产品的加工质量和性能。
车刀角度的测量思考题答案

车刀角度的测量思考题答案【篇一:车刀角度测量(1)】t>一、实验目的与要求1.熟悉车刀切削部分的构造要素,掌握车刀标注角度的参考平面、参考系及车刀标注角度的定义;2.了解车刀量角台的构造与工作原理,学会使用车刀量角台测量车刀标注角度;3.绘制车刀标注角度图,并标注出测量得到的各标注角度的数值。
二、实验仪器及用具1.回转工作台式车刀量角台 2.钢板尺 3.车刀若干把三、测量原理与实验方法车刀量角台测量车刀标注角度的基本原理是:按照车刀标注角度的定义,在刀刃的选定点,用量角台的指针平面(或侧面、或底面),与构成被测角度的面或线紧密贴合(或相平行、或相垂直),把要测量的角度测量出来。
图1-1所示,回转工作台式量角台主要由底盘1、平台3、立柱7、测量片5、扇形盘6、10等组成。
底盘1为圆盘形,在零度线左右方向各有100角度,用于测量车刀的主偏角和副偏角,通过底盘指针2读出角度值;平台3可绕底盘中心在零刻线左右0100范围内转动;定位块4可在平台上平行滑动,作为车刀的基准;测量片5,如图1-2所示,有大平面、底平面、侧平面三个成正交的平面组成,在测量过程中,根据不同的情况可分别用以代表剖面、基面、切削平面等;大扇形刻度盘6上有正副45的刻度,用于测量前角、后角、刃倾角,通过测量片5的指针指出角度值;立柱7上制有螺纹,旋转升降螺母8就可以调整测量片相对车刀的位置。
四、实验内容2.绘制出车刀标注角度图,并将其中一把车刀的角度数值标在相应的位置上。
五、实验方法1.根据车刀辅助平面及几何参数的定义,首先确定辅助平面的位置,再按着几何角度的定义测出几何角度。
2.通过测量片的测量面与车刀刀刃、刀面的贴合使指针指出所测的各几何角度。
六、实验步骤1.首先进行测量前的调整:调整量角台使平台、大扇形刻度盘和小扇形刻度盘指针全部指零,使定位块侧面与测量片的大平面垂直,这样就可以认为:(1)主平面垂直于平台平面,且垂直于平台对称线。
《机械制造技术基础A、B、C、D》实验指导书-龚文、蔡兰兰

机械制造技术基础A、B、C、D实验指导书(*************系)武汉理工大学机电工程学院实验中心年月日目录实验一刀具认识及刀具角度三维测量 (1)实验二车床及滚齿机传动分析 (7)实验三加工误差综合分析 (10)实验一、刀具认识及刀具角度三维测量一、实验目的1. 熟悉外圆车刀刀头部分的构造,掌握刀具参考系及参考平面的确定方法;2. 了解万能角度尺的结构,并掌握其使用方法;3. 一般了解生产中常用各种金属切削刀具的形状、结构、切削加工原理及用途。
二、实验设备外圆车刀、外圆车刀模型、万能角度尺;生产中常用的各种金属切削刀具实物。
三、实验原理及方法㈠一般了解生产中常用各种金属切削刀具由实验指导教师向学生展示生产中常用各种金属切削刀具,并讲授刀具的形状、结构、切削加工原理及用途。
㈡外圆车刀几何角度的测量1. 测量原理根据刀具几何角度的定义利用量具进行测量。
2.测量方法将量具的测量平面置于刀具代测角度所在的平面上,调整量具的测量边,使其与相应平面重合,读数即可。
(用万能角度尺测量外圆车刀的具体方法见附录二)四、实验步骤1.实验准备(预习)复习有关刀具参考系、参考平面的知识:掌握刀具角度的标注方法;熟悉刀具基本角度(γ0、α、λs、κr、κr’)的定义;阅读本实验指导书,重点了解万能角度尺的使用方法及刀具角度的测量方法。
2.实验①测量刀具角度并作记录;②认真考察各种常用金属切削刀具的外形、刀具结构和切削原理,了解各类刀具的生产用途。
3.完成实验报告五、思考题1、主剖面参考系中,参考平面:基面、切削平面和主剖面的定义是什么?2、车刀的刃倾角在哪个参考平面中测量?刃倾角在切削中起什么作用?3、车刀的前刀面的型面有哪几种?各起何种作用?附录一万能角度尺的使用方法万能角度尺是在实际生产中常用的角度测量量具,其测量范围0~320°,测量精度为2′。
它由基尺、直尺、直角尺及夹持件组成,见图1-2所示。
实验一:刀具的标注角度
精密机械制造基础实验报告信息工程学院光机电测控专业13级1班 学号 姓名 (合作者 ) 实验日期 实验室实验一 车刀几何角度的测量一、 实验目的1.了解车刀量角台的结构、工作原理及使用方法; 2.掌握车刀主要几何参数的测量方法;3.加深对车刀各几何角度、各参考平面及其相互关系的理解,并了解车刀几何角度在切削过程中的作用。
二、 实验内容和要求1.熟悉车刀结构及其相关基本概念,熟悉车刀量角台的使用;2.测量记录四把不同类型的车刀(包括直头外圆车刀、弯头外圆车刀、偏刀、切断刀)的几个主要几何角度,读数要求精确至0.5度;3.在测量过程中应小心细致避免车刀伤及身体及碰坏刀刃。
三、 实验主要仪器设备和材料车刀量角台;被测量用车刀。
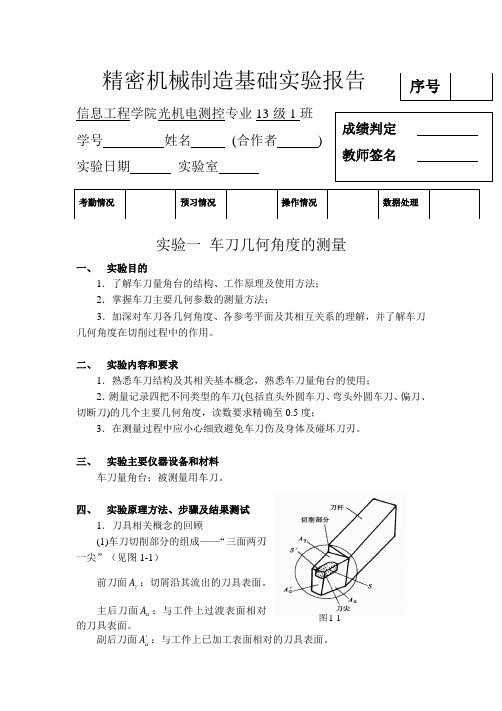
四、 实验原理方法、步骤及结果测试1.刀具相关概念的回顾(1)车刀切削部分的组成——“三面两刃一尖”(见图1-1)前刀面A γ:切屑沿其流出的刀具表面。
主后刀面A α:与工件上过渡表面相对的刀具表面。
副后刀面'A α:与工件上已加工表面相对的刀具表面。
序号考勤情况预习情况操作情况数据处理成绩判定 教师签名图1-1主切削刃S :前刀面与主后刀面的交线,它承担主要切削工作,也称为主刀刃。
副切削刃'S :前刀面与副后刀面的交线,它协同主切削刃完成切削工作并最终形成已加工表面,也称为副刀刃。
刀尖:连接主切削刃和副切削刃的一段刀刃,它可以是一段小的圆弧,也可以是一段直线。
(2)刀具角度参考坐标系——正交平面参考坐标系(见图1-2)刀具角度是确定刀具切削部分几何形状的重要参数,要确定刀具的角度,必须先确定用于定义和规定刀具角度的各种基准坐标平面,组成各种参考坐标系。
根据有无考虑进给运动与安装条件,参考坐标系可分为标注(静止)参考坐标系和工作(动态)参考坐标系。
标注参考系中最常用的是正交平面参考坐标系,其主要有以下三个平面组成。
基面P γ:通过主切削刃上某一指定点,并与该点切削速度方向相垂直的平面。
角度测量
用自准直仪测量小角度可以用相对法测量角度块的例子来说 明。 与被测角度块公称值相同的标准角度块1放置在专用工作 台2上,并使其一个工作面紧靠在两个鼓形定位销3上。将光学 自准直仪4对准角度块的另一个工作面,从其读数装置上读取 第1个读数A。然后取下标准角度块,换上被测角度块,并以 同样方法定位。在自准直仪上读取第2个读数B。则被测角度 块的角值a为:式中—标准角度块的实际角值。
测角仪
测角仪是角度计量工作中使用较广的一种测量 仪器,它主要用以测量如角度量块、多面棱体、棱 镜的角度、楔形镜(光楔)的楔角及平板玻璃两平 面的平行度等。用测角仪测量的工件一般用平行于 被测角平面的端平面定位,且要求构成被测角的被 瞄准平面具有较高的反射率。
图3所示为测角仪的结构示意图。测量时先用 瞄准器5瞄淮被测件6上组成被测角的第一个几 何要素(可能是点、线、面)(如图中ABC所示位 置),由读数装置2读得读数1 ,然后使圆分度 器件1、主轴3、工作台4及被测件6一起回转, 直至瞄准器瞄准组成被测角的第二个几何要素 (如图A’B’C’所示位置),读得读数2 。根据被 测角的定义作简单的数据处理,便可得被测角 度值。
4.角编码器:把角位置定义为数字代码的 装置称作角编码器。节距角有2o、1o、40’。 5.多面棱体:高精度标准器。常见多面棱 体的面数为4、6、8、12、24、36、72等。 分度精度可达0.5~1 。 6.多齿分度盘
多齿分度盘的构造与齿轮端面离合器相似, 由两个直径、齿数和齿形都相同的上、下端 面齿盘组成,如图3-sla所示,其齿形多为 梯形。按齿的构造不同又可分为弹性齿刚性 齿两种。多齿盘在使用时,下齿盘固定不动, 上齿盘抬起与下齿盘脱离啮合后即可绕其主 轴旋转。一经再次啮合,即可根据转过的齿 数多少达到精确分度的目的.多齿盘的齿数 有360、720、 1440几种,它们的分度间隔分 别为1’、30’和15’。