GD&T 的规则
GD&T的規則
1.實際當地尺寸和實際匹配封套尺寸
在談及GD&T的規則前,有兩個重要的名詞和它的觀念必須要先去了解,那就是實際當地尺寸Actual Local Size和實際匹配封套尺寸Actual Mating Envelope(簡稱AME)。
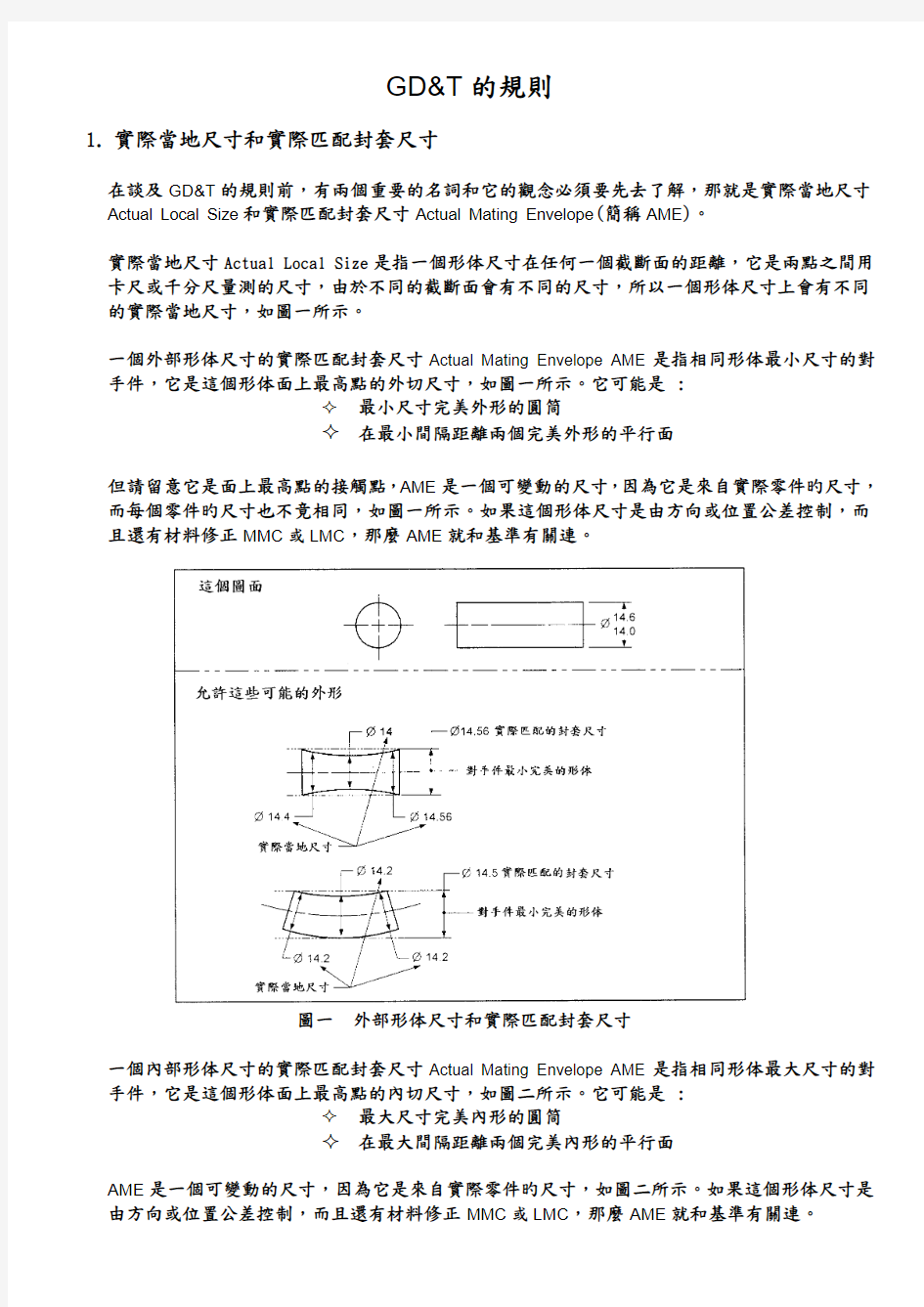
實際當地尺寸Actual Local Size是指一個形体尺寸在任何一個截斷面的距離,它是兩點之間用卡尺或千分尺量測的尺寸,由於不同的截斷面會有不同的尺寸,所以一個形体尺寸上會有不同的實際當地尺寸,如圖一所示。
一個外部形体尺寸的實際匹配封套尺寸Actual Mating Envelope AME是指相同形体最小尺寸的對手件,它是這個形体面上最高點的外切尺寸,如圖一所示。它可能是 :
?最小尺寸完美外形的圓筒
?在最小間隔距離兩個完美外形的平行面
但請留意它是面上最高點的接觸點,AME是一個可變動的尺寸,因為它是來自實際零件旳尺寸,而每個零件旳尺寸也不竟相同,如圖一所示。如果這個形体尺寸是由方向或位置公差控制,而且還有材料修正MMC或LMC,那麼AME就和基準有關連。
圖一外部形体尺寸和實際匹配封套尺寸
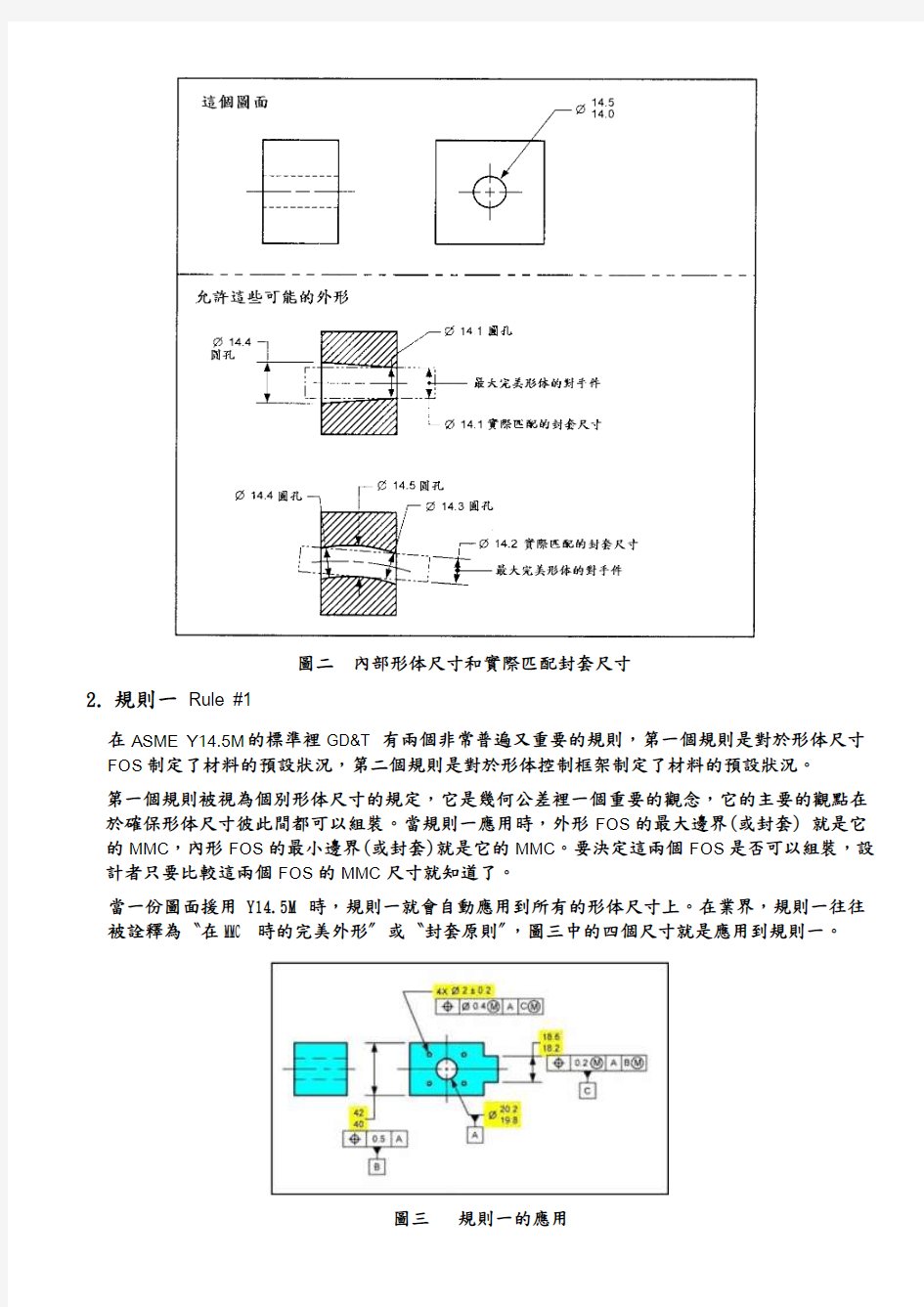
一個內部形体尺寸的實際匹配封套尺寸Actual Mating Envelope AME是指相同形体最大尺寸的對手件,它是這個形体面上最高點的內切尺寸,如圖二所示。它可能是 :
?最大尺寸完美內形的圓筒
?在最大間隔距離兩個完美內形的平行面
AME是一個可變動的尺寸,因為它是來自實際零件旳尺寸,如圖二所示。如果這個形体尺寸是由方向或位置公差控制,而且還有材料修正MMC或LMC,那麼AME就和基準有關連。
圖二內部形体尺寸和實際匹配封套尺寸
2.規則一Rule #1
在ASME Y14.5M的標準裡GD&T 有兩個非常普遍又重要的規則,第一個規則是對於形体尺寸FOS制定了材料的預設狀況,第二個規則是對於形体控制框架制定了材料的預設狀況。
第一個規則被視為個別形体尺寸的規定,它是幾何公差裡一個重要的觀念,它的主要的觀點在於確保形体尺寸彼此間都可以組裝。當規則一應用時,外形FOS的最大邊界(或封套)就是它的MMC,內形FOS的最小邊界(或封套)就是它的MMC。要決定這兩個FOS是否可以組裝,設計者只要比較這兩個FOS的MMC尺寸就知道了。
當一份圖面援用 Y14.5M時,規則一就會自動應用到所有的形体尺寸上。在業界,規則一往往
被詮釋為〝在MMC時的完美外形〞或〝封套原則〞,圖三中的四個尺寸就是應用到規則一。
圖三規則一的應用
讓我們來進一步了解〝封套原則〞的真義是什麼? 封套原則包含了三個要素 :
第一個要素---形体尺寸在MMC時,它的面不可超越完美外形所允許的邊界,這個邊界是指圖面所代表的真實幾何外形,形体尺寸在MMC時不允許有任何尺寸上的變異,如圖四
所示。
第二個要素---當地的尺寸離開了MMC的量就是這個形体所允許的外形變異量,如圖五所示。
第三個要素---形体尺寸在LMC時,沒有完美外形的邊界,它所允許的變形量就是在MMC邊界範圍內,如圖六所示。
圖四第一個要素
圖五第二個要素圖六第三個要素
規則一Rule #1又可稱為泰勒原理,因為是威簾泰勒William Taylor在1905年時取得的全形通規full form go-gage專利而得名。
圖七是說明規則一應用在外部形体和內部形体的可能情況,完美外形perfect form是指完美的平面度,完美的直線度,完美的真圓度和完美的圓筒度。換言之,形体尺寸只要在MMC時就是完美外形,如果形体尺寸不在MMC時,外形的失誤就會出現。例如圖八的情況,完美外形是指完美的平面度和完美的直線度,如果這個高度尺寸做到10.7,那么外形的失誤就是離開了MMC的量(10.8 -10.7 = 0.1);如果這個高度尺寸做到了LMC10.2,那么外形的失誤就是0.6,也就是說它可有0.6最大的平面度誤差。
圖七規則一應用在外部形体和內部形体的情況
圖八規則一的邊界
圖九形体尺寸間的相互關係
3.規則一的例外情況
圖九有四個形体尺寸分別標示為A,B,C,D,規則一都應用在這四個形体尺寸上,但標示為E,F,G,的三個角度就無法由規則一來控制,因為規則一不能掌控位置,方向和形体尺寸間的相互關係,這時的角度是由圖面上誤差標示欄位裡的誤差來加以規範。
如果一個形体尺寸加註了直線度的標示,那么規則一的應用就完全失效,由直線度來加以規範。
另外,規則一有兩個例外,第一個例外是不可應用於柔性的零件上,如橡膠類易變形的零件,第二個例外是不可應用於原材料上,如棒材,管材,鈑材以及各種形狀的建材。
圖十通止規的案例
4.形体尺寸的檢測
當我們檢測一個由規則一控制的形体尺寸時,它的尺寸和形狀都需加以驗証,MMC的尺寸和規則一的封套原則可以用通規來驗証,如圖十所示。通規的尺寸是做到MMC的極限,而且是在完美外形perfect form的狀態下,要能完全驗証規則一的效果,通規至少要和形体尺寸是一樣的長度。
下限尺寸LMC則可由止規來加以驗証,如圖十所示。止規的尺寸是做到LMC的極限,止規要能做到兩點間的檢測,如同用卡尺來檢測的情況;而且,兩點間的檢測要能檢測多個地方,以確保不會有超出下限尺寸LMC的情況出現。
5. 規則二Rule #2
在幾何公差和基準的標示裡沒有MMC或LMC的材料修正符號時,則以不管形体尺寸
Regardless of Feature Size RFS來看待。若以MMC或LMC標示時都會有增額公差的出現,對於製造者來說,它可以增加允收率,減少不良品,當然就洚低了製造成本。如果沒有MMC或LMC 標示時,就以不管形体尺寸RFS來看待,對製造者來說則是相當嚴苛的,它不會有增額公差的出現,不論是什么尺寸,都以標示的幾何公差來檢視和判定。
值得留意的是 : 圓跳動Circular runout,全跳動Total runout,同心度Concentricity和對稱度Symmetry只能用不管形体尺寸RFS來標示,MMC和LMC都不適用。
圖十一所示是不管形体尺寸RFS的各種案例,在過去它是以一個圈起來S的符號來標示,如圖十二所示,但現已省略不用。
圖十一不管形体尺寸RFS 的各種案例
圖十二不管形体尺寸RFS過去的標示符號
6. 螺牙規則
若無其他說明,所有螺紋件所標示的幾何公差和參考基準,都是指節徑pitch diameter的軸心,如果您需要的是以螺紋的大徑Major Dia或小徑Minor Dia做基準,那就得在形体控制框架的下方註明是螺紋的大徑或小徑即可。
圖十三螺牙規則
7. 齒輪和花鍵規則
所有齒輪Gear和花鍵Spline所標示的幾何公差和參考基準,都必須清楚地標示出是指那個形体,是以節徑pitch diameter、大徑Major Dia或小徑Minor Dia做基準呢 ? 必須要在形体控制框架的下方明確地標示出,本例標示的是節徑PD。
圖十四齒輪規則