哈工大机械原理课程毕业设计论文—产品包装线设计(方案7)
产品包装生产线的设计方案
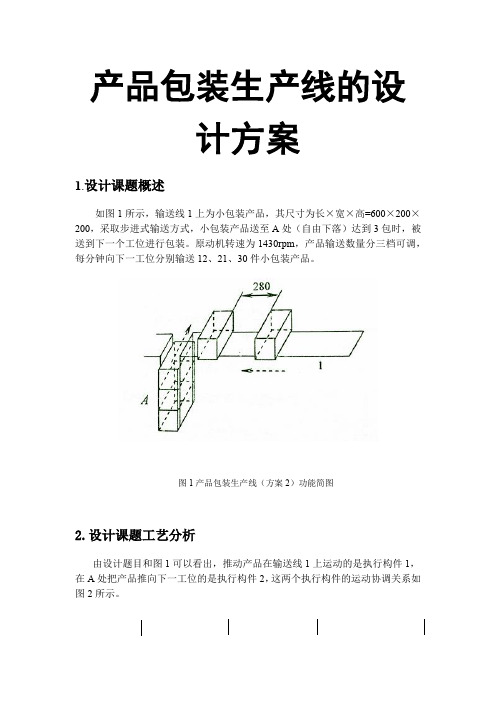
产品包装生产线的设计方案1.设计课题概述如图1所示,输送线1上为小包装产品,其尺寸为长×宽×高=600×200×200,采取步进式输送方式,小包装产品送至A处(自由下落)达到3包时,被送到下一个工位进行包装。
原动机转速为1430rpm,产品输送数量分三档可调,每分钟向下一工位分别输送12、21、30件小包装产品。
图1产品包装生产线(方案2)功能简图2.设计课题工艺分析由设计题目和图1可以看出,推动产品在输送线1上运动的是执行构件1,在A处把产品推向下一工位的是执行构件2,这两个执行构件的运动协调关系如图2所示。
图2产品包装生产线(方案2)运动循环图图2中是执行构件1的工作周期,是执行构件2 的工作周期,是执行构件2的动作周期。
由图2 可以看出,执行构件1是作连续往复运动,执行构件2是间歇运动,执行构件2的工作周期是执行构件1的工作周期的3倍,执行构件2的动作周期则只有执行构件2的工作周期的四分之一左右。
3.设计课题运动功能分析根据前面的分析可知,驱动执行构件1工作的执行机构应该具有运动功能如图3所示。
该运动功能把一个连续的单向转动转换为连续的往复移动,主动件每转动一周,从动件(执行构件1)往复运动一次,主动件的转速分别为12、21、30 rpm。
12、21、30 rpm图3 执行机构1的运动功能由于电动机转速为1430rpm,为了在执行机构1的主动件上分别得到12、21、30rpm的转速,则由电动机到执行机构1之间的传动比有3种分别为:= = 119.167= = 68.095= = 47.667总传动比由定传动比与变传动比组成,即:===三种传动比中最大,最小。
由于定传动比是常数,因此3种传动比中最大,最小。
若采用滑移齿轮变速,其最大传动比最好不要大于4,即:=4于是定传动比为:= = = 29.792故定传动比的其他值为:== = 2.286== = 1.600于是,传动系统的有级变速功能单元如图4:图4 有级变速运动功能单元为保证系统过载时不至于损坏,在电动机和传动系统之间加一个过载保护环节。
产品包装生产线课程设计(方案三)。

产品包装生产线课程设计(方案三)。
课程设计说明书课程名称:机械原理课程设计设计题目:产品包装生产线(方案三)院(系):船舶与海洋工程学院专业:机械设计制造及其自动化班级: 12级机械四班班号: 1213104 设计者:刘胜男学号:121310402指导老师:杨绪剑设计时间:2014.06.30-2014.07.07哈尔滨工业大学(威海)产品包装生产线(方案3)1.设计课题概述如下图所示,输送线1上为小包装产品,其尺寸为长⨯宽⨯高600⨯=,采取步进式输送方式,送第一包产品至托盘A上(托盘A上⨯200200平面与输送线1的上平面同高)后,托盘A下降00mm2,第二包产品送到后,托盘A上升00mm2,然后,把产品推入输送线2。
原动机转速为2400rpm,产品输送数量分三档可调,每分钟向输送线2分别输送 8 ,16 , 24 件小包装产品。
2.设计课题工艺分析由题目和功能简图可以看出,推动产品在输送线1上运动的是执行机构1,在A处使产品上升,下降的是执行构件2,在A处把产品推到下一个工位的是执行构件3,三个执行构件的运动协调关系如图所示。
图2 运动循环图图1中T1为执行构件1的工作周期,T2是执行构件2的工作周期,T3是执行构件3的工作周期。
由图2可以看出,执行构件1是作连续往复移动的,而执行构件2则有一个间歇往复运动,执行构件3作一个间歇往复运动。
三个执行构件的工作周期关系为:2T1= T2。
执行构件3的动作周期为其工作周期的1/4。
3.设计课题运动功能分析及运动功能系统图根据前面的分析可知,驱动执行构件1工作的执行机构应该具有运动功能如图3所示。
该运动功能把一个连续的单向转动转换为连续的往复移动,主动件每转动一周,从动件(执行构件1)往复运动两次,主动件的转速分别为4、8、12 rpm。
图3 执行机构1的运动功能由于电动机转速为2400rpm ,为了在执行机构1的主动件上分别得到4、8、12 rpm 的转速,则由电动机到执行机构之间的传动比i z 有3种分别为:2001224003008240060042400332211=========n n i n n i n n i z z z 总传动比由定传动比i c 与变传动比i v 组成,满足以下关系式:i z1 = i c i v1 i z2=i c i v2 i z3=i c i v3三种传动比中i z1最大,i z3最小。
哈工大机械原理课程设计-方案8-封皮

课程名称:机械原理课程设计
设计题目:产品包装生产线(方案8)
一、题目要求
1、如图1所示,输送线1上为小包装产品,其尺寸为长*宽*高:600*200*200,
采取步进式输送方式,送第一包产品至托盘A上(托盘A上平面与输送线1的上
平面同高)后,托盘A下降200mm,第二包产品送到后,托盘A上升205mm、顺时针旋转90。
,把产品推入输送线2,托盘A顺时针回转90、下降5mm原动
机转速为1430rpm,产品输送量分三档可调,每分钟向输送线2分别输送12、
18、26件小包装产品。
图1功能简图
二、题目解答
1、机械系统工艺动作分析
(1)工艺分析
执行机构1:推动运输线1上产品运动。
执行机构2:使产品上升、转位。
执行机构3:吧托盘产品推到运输线2上。
(2)动作分析
执行机构1:连续往复移动。
执行机构2:间歇往复移动+间歇转动。
执行机构3:间歇往复移动。
T2=T3=2T1
T1
机构运动情况
构件1
进退进退
构件2停降停升停停停降停停停停转停转停
构件3
停停停停停进退停
运动循环图。
产品包装线设计(方案5)

H a r b i n I n s t i t u t e o f T e c h n o l o g y课程设计说明书(论文)课程名称:机械原理课程设计设计题目:产品包装生产线(方案5)院系:机电学院班级:11108107设计者:学号:指导教师:林琳设计时间:2013.07.01-2013.07.05哈尔滨工业大学产品包装生产线(方案8)1.题目要求如图1所示,输送线1上为小包装产品,其尺寸为长*宽*高=500*200*200,采取步进式输送方式,把产品送至托盘A上(托盘A上平面与输送线1的上平面等高)托盘A上升5mm、顺时针回转90°后,把产品推入输送线2。
然后,托盘A逆时针回转90°、下降5mm,恢复原始位置。
原动机转速为1430rpm,产品输送量分三档可调,每分钟向输送线2分别输送7、14、21件小包装产品。
图1功能简图2.题目解答(1)工艺方法分析由题目和功能简图可以看出,推动产品在输送线1上运动的是执行机构1,在A处使产品上升、转位的是执行构件2,在A处把产品推到下一个工位的是执行构件3,三个执行构件的运动协调关系如图所示。
下图中T1为执行构件1的工作周期,T2是执行构件2的工作周期,T3是执行构件3的工作周期。
由图2可以看出,执行构件1是作连续往复移动的,而执行构件2则有一个间歇往复运动和一个间歇往复转动,执行构件3作一个间歇往复运动。
三个执行构件的工作周期关系为:T1= T2= T3= T。
图2 运动循环图(2)运动功能分析及运动功能系统图根据前面的分析可知,驱动执行构件1工作的执行机构应该具有运动功能如图3所示。
该运动功能把一个连续的单向转动转换为连续的往复移动,主动件每转动一周,从动件(执行构件1)往复运动一次,主动件的转速分别为7、14、21 rpm7、14、21rpm图3 执行机构1的运动功能由于电动机转速为1430rpm,为了在执行机构1的主动件上分别得到7、14、21 rpm的转速,则由电动机到执行机构1之间的传动比i z有3种分别为:= 204.2857i z1=14307i z2=1430= 102.142914= 68.0952i z3=143021总传动比由定传动比i c与变传动比i v组成,满足以下关系式:i z1 = i c*i v1i z2=i c*i v2i z3=i c*i v3三种传动比中i z1最大,i z3最小。
毕业设计论文(包装机横封机构)

┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊摘要食品包装机械,是指能完成全部或部分产品和食品包装过程的机械。
包装过程包括充填、裹包、封口等主要工序,以及与其相关的前后工序,如清洗、堆码和拆卸等。
此外,包装还包括计量或在包装件上盖印等工序。
使用机械包装产品可提高生产率,减轻劳动强度,适应大规模生产的需要,并满足清洁卫生的要求。
目前国产的设备大多是对国外进口产品的简单仿制,并且我国的包装机械产品普遍存在质量不稳定、性能单一、成本高、技术含量低的状况。
因此针对食品自动包装机关键部件的深入研究,对原理、结构、运动、功能等分析,提供结构简单可靠、操作方便、自动化程度高、用途范围广的包装机是很有必要的。
本文在分析方便面自动包装机的包装工艺和使用要求的基础上,通过对关键部件的理论分析,提出一种实用、简单的横封机构,实现了根据薄膜厚度不同自动调节加热时间和温度的功能,并且对方便面包装机封切机构的结构,工作原理及各组成部分功能做了较为详细的研究和设计,对关键部件提出完整的设计方法和造型设计,旨在满足市场需求,推动企业创新步伐。
本文借助了autocad,pro-e等软件分析运动规律和结构设计,这种利用计算机作辅助设计和分析的方法,可以应用于其它类型包装设备的设计和分析中。
关键词:包装机械,封切机构,包装工艺,机构设计┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊ABSTRACTFood packaging machinery is able to complete all or part of the products and food packaging process machinery.Packaging process, including filling, wrapping, sealing and other major processes, and the associated processes before and after,Such as cleaning, stacking, and demolition.In addition, the packaging also includes a measurement or on the package stamped and other processes.The use of mechanical packaging products to increase productivity, reduce labor intensity, to meet the needs of the large-scale production, and meet the requirements of hygiene.At present,Domestic equipment is mostly a simple imitation of the imported product,Also,Prevalence of inconsistent quality, and performance of a single, high cost, low technical content and packaging machinery products in China situation.Therefore, in-depth study of the key components of food-automatic packaging machine,the principle, structure, movement, functional analysis,Provide a simple and reliable structure, convenient operation, high degree of automation is necessary to use a wide range of packaging machines.This article based on analysis of instant noodles, automatic pack ing machine packaging technology and use requirements,By means of the theoretical analysis of the key components,Propose a practical, simple cross-seal mechanism,Realized the function automatically adjusts the heating time and temperature according to the film thickness,And instant noodles packaging machine sealing and cutting to the structure, working principle and part of the function to do a more detailed study and design,The key components of a complete design methodology and design,Designed to meet the market demand, to promote the pace of business innovation.In this paper, using the autocad, pro-e, such as movement of software analysis and structural design, such as the use of computer-aided design and analysis methods can be applied to other types of packaging equipment design and analysis.Keywords: Packaging Machiner, Sealing and Cutting institutions, Packaging technology,Mechanism Design┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊目录摘要 (Ⅰ)ABSTRACT (Ⅱ)第一章绪论 (1)1.1包装机的分类 (1)1.1.1 枕式包装机 (1)1.1.2 立式包装机 (2)1.1.3 真空包装机 (3)1.2方便面包装机的应用及适用范围 (3)1.3方便面包装机的主要特点 (4)1.3.1 主要性能和结构特点 (4)1.3.2 方便面包装机的技术规格和结构简图 (4)1.4方便面市场分析 (6)1.5食品包装机械的国内外发展情况 (7)1.5.1 国外包装机械的发展情况 (7)1.5.2国内包装机械的发展情况 (8)1.6我国食品包装机械存在的主要问题 (8)1.7我国食品包装机械的发展趋势 (9)1.8食品包装未来需求 (10)1.9研究内容与目的 (10)1.9.1 研究内容 (10)1.9.2 研究目的 (11)第二章总体方案设计 (12)2.1方便面的生产工艺流程 (12)2.2塑料袋封口机的工作原理 (12)2.2.1 适用范围 (12)2.2.2 主要特点 (12)2.2.3 工作原理及结构 (13)2.2.4 封口质量调整 (13)2.3塑料薄膜横封机构的工作原理 (13)2.4工作行程的电气控制 (15)2.5相关的PLC控制和程序指令 (15)2.5.1 控制线路图 (15)┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ 装 ┊ ┊ ┊ ┊ ┊ 订 ┊ ┊ ┊ ┊ ┊ 线 ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊┊2.5.2 外部接线图......................................................................................................... 16 2.5.3 程序梯形图......................................................................................................... 17 2.5.4 程序指令............................................................................................................. 18 2.6 机构运动示意图........................................................................................................ 18 2.7 机构工作原理图........................................................................................................ 19 第三章 相关件的选择、计算 ........................................................................................ 21 3.1 气缸的选择原则........................................................................................................ 21 3.2 气缸的设计、选择与计算........................................................................................ 22 3.3 弹簧3的选择、计算................................................................................................ 23 第四章 强度校核 ............................................................................................................ 26 4.1 许用应力的确定........................................................................................................ 26 4.2 推杆24、连杆21的强度校核................................................................................. 26 4.3 拉杆29、连杆22的强度校核................................................................................. 27 第五章 设计说明 ............................................................................................................ 30 5.1 日常清洁、维护保养规程........................................................................................ 30 5.2 安全操作规程............................................................................................................ 30 5.3 常见故障及排除方法................................................................................................ 30 第六章 三维软件的应用 ................................................................................................ 32 6.1 三维软件的介绍........................................................................................................ 32 6.2 软件特点.................................................................................................................... 32 结论 .................................................................................................................................. 34 致 谢 ................................................................................................................................ 35 参考文献 .. (36)┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊第一章绪论1.1包装机的分类按产品形态区分,可分为枕式包装机、立式包装机、真空包装机、封口机等等。
【精品毕设】机械原理课程设计巧克力糖自动包装机
目录1. 设计任务书 (1)1.1设计题目 (1)1.2设计任务 (1)2. 巧克力糖包装机的工艺确定 (2)2.1工艺方案 (2)2.2方案选择 (2)3. 粒状巧克力包装机的总体布局 (3)3.1粒装巧克力糖包装机机构简图 (3)3.2执行机构简图 (4)3.3折纸机构 (4)3.4送纸与切纸机构 (5)3.5推糖机构 (5)3.6其他 (6)3.6.1盘形机构 (6)3.6.2卸糖机构 (6)4. 巧克力糖包装机的工作循环图 (7)4.1执行机构的运动循环图 (7)4.2执行机构周期确定 (7)4.3机构初始状态设置 (8)4.3传动机构传动比计算 (8)5. 曲柄滑块机构 (10)5.1曲柄滑块机构的设计 (10)5.2曲柄滑块机构的运动线图 (10)6.粒状巧克力糖包装机的齿轮机构设计 (12)7. 巧克力糖包装机的凸轮机构 (13)7.1顶糖凸轮机构设计 (13)7.1.1 凸轮机构轮廓曲线设计结构示意图 (14)7.1.2顶糖凸轮机构平底从动件位移曲线图 (14)7.2送纸滚筒凸轮机构设计 (15)7.3折纸凸轮机构设计 (15)7.4压糖凸轮及剪纸凸轮设计 (16)8. 粒状巧克力包装机的槽轮设计 (17)9. 设计小结 (18)参考文献 (19)机制093 巧克力糖自动包转机1. 设计任务书1.1设计题目设计巧克力糖自动包装机。
包装对象为圆台状巧克力糖(图6),包装材料为厚0.008mm的金色铝箔纸。
包装后外形应美观挺拔,铝箔纸无明显损伤、撕裂和褶皱(图7)。
包装工艺方案为:纸坯型式采用卷筒纸,纸片水平放置,间歇剪切式供纸(图8)。
包装工艺动作为:1.将64mm×64mm铝箔纸覆盖在巧克力糖ф17mm小端正上方;2.使铝箔纸沿糖块锥面强迫成形;3.将余下的铝箔纸分半,先后向ф24mm大端面上褶去,迫使包装纸紧贴巧克力糖。
1.2设计任务1.巧克力糖包装机一般应包括凸轮机构、平面连杆机构、齿轮机构等。
机械原理技术交底大全报告—产品包装线方案与对策
H a r b i n I n s t i t u t e o f T e c h n o l o g y课程设计说明书(论文)课程名称:机械原理课程设计设计题目:产品包装生产线(案9)院系:机电工程学院班级:设计者:学号:指导教师:明设计时间:2013.07.01-2013.07.05工业大学目录一.题目要求 (3)二.题目解答1.工艺法分析 (3)2.运动功能分析及图示 (4)3.系统运动案的拟定 (8)4.系统运动案设计 (13)5.运动案执行构件的运动时序分析 (19)6.运动循环图 (21)产品包装生产线(案9)1.题目要求如图1所示,输送线1上为小包装产品,其尺寸为长*宽*高=500*200*200,采取步进式输送式,将第一包和第二包产品送至托盘A上(托盘A上平面与输送线1的上平面同高),每送一包产品至托盘A上,托盘A下降200mm。
当第三包产品送到托盘A上后,托盘A上升405mm、顺时针旋转90°,把产品推入输送线2。
然后,托盘A逆时针回转90°、下降5mm恢复至原始位置。
原动机转速为1430rpm,产品输送量分三档可调,每分钟向输送线2分别输送6、12、18件小包装产品。
图1功能简图2.题目解答(1)工艺法分析由题目和功能简图可以看出,推动产品在输送线1上运动的是执行机构1,在A处使产品上升、转位的是执行构件2,在A处把产品推到下一个工位的是执行构件3,三个执行构件的运动协调关系如图所示。
下图中T1为执行构件1的工作期,T2是执行构件2的工作期,T3是执行构件3的工作期,T3’是执行构件3的动作期。
由图2可以看出,执行构件1是作连续往复移动的,而执行构件2则有一个间歇往复运动和一个间歇转动,执行构件3作一个间歇往复运动。
三个执行构件的工作期关系为:3T1=T2=T3。
执行构件3的动作期为其工作期的1/20。
T2=T3T1执行机构运动情况执行构件1 进退进退进退执行构件2 停降停降停升停降停顺停逆停执行构件3 停进退停T3’图2运动循环图(2)运动功能分析及运动功能系统图根据前面的分析可知,驱动执行构件1工作的执行机构应该具有运动功能如图3所示。
哈工大机械原理课程—产品包装线方案9
哈工大机械原理课程—产品包装线方案9H a r b i n I n s t i t u t e o f T e c h n o l o g y课程设计说明书(论文)课程名称:机械原理课程设计设计题目:产品包装生产线(方案9)院系:机电工程学院班级:设计者:学号:指导教师:陈明设计时间:2013.07.01-2013.07.05哈尔滨工业大学目录一.题目要求 (3)二.题目解答1.工艺方法分析 (3)2.运动功能分析及图示 (4)3.系统运动方案的拟定 (8)4.系统运动方案设计 (13)5.运动方案执行构件的运动时序分析 (19)6.运动循环图 (21)产品包装生产线(方案9)1.题目要求如图1所示,输送线1上为小包装产品,其尺寸为长*宽*高=500*200*200,采取步进式输送方式,将第一包和第二包产品送至托盘A上(托盘A上平面与输送线1的上平面同高),每送一包产品至托盘A上,托盘A下降200mm。
当第三包产品送到托盘A上后,托盘A上升405mm、顺时针旋转90°,把产品推入输送线2。
然后,托盘A逆时针回转90°、下降5mm恢复至原始位置。
原动机转速为1430rpm,产品输送量分三档可调,每分钟向输送线2分别输送6、12、18件小包装产品。
图1功能简图2.题目解答(1)工艺方法分析由题目和功能简图可以看出,推动产品在输送线1上运动的是执行机构1,在A处使产品上升、转位的是执行构件2,在A处把产品推到下一个工位的是执行构件3,三个执行构件的运动协调关系如图所示。
下图中T1为执行构件1的工作周期,T2是执行构件2的工作周期,T3是执行构件3的工作周期,T3’是执行构件3的动作周期。
由图2可以看出,执行构件1是作连续往复移动的,而执行构件2则有一个间歇往复运动和一个间歇转动,执行构件3作一个间歇往复运动。
三个执行构件的工作周期关系为:3T1= T2= T3。
执行构件3的动作周期为其工作周期的1/20。
哈工大机械原理课程设计产品包装线设计(方案2)
H a r b i n I n s t i t u t e o f T e c h n o l o g y课程设计说明书(论文)课程名称:机械原理课程设计设计题目:产品包装生产线(方案2)院系:班级:设计者:学号:指导教师:设计时间:哈尔滨工业大学产品包装生产线(方案2)1.设计课题概述如图1所示,输送线1上为小包装产品,其尺寸为长×宽×高=600×200×200,采取步进式输送方式,小包装产品送至A处(自由下落)达到3包时,被送到下一个工位进行包装。
原动机转速为1430rpm,产品输送数量分三档可调,每分钟向下一工位分别输送12、21、30件小包装产品。
图1产品包装生产线(方案2)功能简图2.设计课题工艺分析由设计题目和图1可以看出,推动产品在输送线1上运动的是执行构件1,在A处把产品推向下一工位的是执行构件2,这两个执行构件的运动协调关系如图2所示。
执行构件运动情况执行构件1 进退进退进退执行构件2 退停止进退图2产品包装生产线(方案2)运动循环图图2中是执行构件1的工作周期,是执行构件2 的工作周期,是执行构件2的动作周期。
由图2 可以看出,执行构件1是作连续往复运动,执行构件2是间歇运动,执行构件2的工作周期是执行构件1的工作周期的3倍,执行构件2的动作周期则只有执行构件1的工作周期的四分之三左右,所以,执行构件2大多数时间是在停歇状态。
3.设计课题运动功能分析根据前面的分析可知,驱动执行构件1工作的执行机构应该具有运动功能如图3所示。
该运动功能把一个连续的单向转动转换为连续的往复移动,主动件每转动一周,从动件(执行构件1)往复运动一次,主动件的转速分别为12、21、30 rpm。
12、21、30 rpm图3 执行机构1的运动功能由于电动机转速为1430rpm,为了在执行机构1的主动件上分别得到12、21、30rpm的转速,则由电动机到执行机构1之间的传动比有3种分别为:= = 119.167= = 68.095= = 47.667总传动比由定传动比与变传动比组成,即:===三种传动比中最大,最小。
产品包装线设计
产品包装线设计方案五:自动化包装线设计一、设计目标自动化包装线的设计目标是提高包装效率、降低人工成本、确保包装质量和提供高度灵活性以适应不同产品的包装需求。
二、工序划分1.材料投放:将原材料放置在指定位置,由机械臂或输送带将材料送入下一道工序。
2.包装装配:在机械装配线上完成包装组件的装配,如纸板盒、泡沫填充物等。
3.产品装填:将已装配好的包装组件放置在指定位置,并由机械臂或输送带将产品送入包装容器中。
4.封口封装:将包装容器进行封口和封装,如胶带封口、热缩包装等。
6.产品检验:对包装好的产品进行质量检验,如外观、尺寸等。
8.包装封装:将已经检验合格的产品进行整理和封装,如装箱、码垛等。
三、设备配置1.输送设备:采用自动输送带和机械臂组合的方式,实现材料和产品在工序之间的自动传递和送料。
2.包装机械:包括纸板箱成型机、封箱机、贴标机、打码机等,实现自动化的包装装配和封装。
3.检测设备:包括外观检测仪、尺寸检测仪等,用于对包装产品的质量进行检验和监控。
4.控制系统:采用PLC控制和计算机集中控制,实现自动化生产和监控。
四、自动化技术应用1.视觉识别技术:利用图像处理技术实现产品的自动识别和定位,保证产品在包装线上的正确装配和放置。
2.激光测距技术:通过激光测距传感器实时监测包装产品的尺寸,保证产品尺寸的一致性。
3.气动控制技术:利用气动装置实现包装机械的升降、夹持、推动等操作,提高包装机械的效率和稳定性。
4.数据采集和分析:通过采集和分析包装过程中的数据,实现对包装线运行状态的监控和分析,优化包装生产。
五、设计优势1.提高包装效率:自动化包装线能够实现连续不断的包装生产,大大提高包装效率和产能。
2.降低人工成本:自动化包装线减少了人工干预,降低了人工成本和人工误差。
3.保证包装质量:自动化包装线通过精确的装配和检测,保证了包装质量的一致性和可靠性。
4.灵活适应性:自动化包装线具备灵活的配置和调整能力,能够适应不同产品的包装需求和变化。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Harbin Institute of Technology课程设计说明书(论文)课程名称:设计题目:院系:班级:设计者:学号:指导教师:设计时间:2012.06.17-2012.06.21哈尔滨工业大学(威海)目录产品包装生产线(方案6) (4)1.题目要求 (4)2.题目解答 (4)(1)工艺方法分析 (4)(2)运动功能分析及运动功能系统图 (5)(3)系统运动方案拟定 (9)(4)系统运动方案设计 (14)执行机构1的设计 (14)执行机构2的设计 (16)执行机构3的设计 (18)滑移齿轮传动设计 (18)齿轮传动设计 (19)(5)运动方案执行构件的运动时序分析 (19)曲柄15的初始位置 (19)凸轮的初始位置 (20)曲柄36的初始位置 (20)(六) 机械系统运动分析 (22)构件1运动分析 (23)机构2运动分析 (24)附录1 (25)产品包装生产线(方案6)1.题目要求如图1所示,输送线1上为小包装产品,其尺寸为长*宽*高=600*200*200,采取步进式输送方式,送第一包产品至托盘A上(托盘A上平面与输送线1的上平面同高)后,托盘A下降200mm,第二包产品送到后,托盘A上升205mm、顺时针旋转90°,把产品推入输送线2,托盘A顺时针回转90°、下降5mm。
原动机转速为1430rpm,产品输送量分三档可调,每分钟向输送线2分别输送12、16、26件小包装产品。
图1功能简图2.题目解答(1)工艺方法分析由题目和功能简图可以看出,推动产品在输送线1上运动的是执行机构1,在A处使产品上升、转位的是执行构件2,在A处把产品推到下一个工位的是执行构件3,三个执行构件的运动协调关系如图所示。
下图中T1为执行构件1的工作周期,T2是执行构件2的工作周期,T3是执行构件3的工作周期,T3’是执行构件3的动作周期。
由图2可以看出,执行构件1是作连续往复移动的,而执行构件2则有一个间歇往复运动和一个间歇转动,执行构件3作一个连续往复运动。
三个执行构件的工作周期关系为:T1= T2= T3。
图2 运动循环图(2)运动功能分析及运动功能系统图根据前面的分析可知,驱动执行构件1工作的执行机构应该具有运动功能如图3所示。
该运动功能把一个连续的单向转动转换为连续的往复移动,主动件每转动一周,从动件(执行构件1)往复运动一次,主动件的转速分别为11、19、27 rpm。
图3 执行机构1的运动功能由于电动机转速为1430rpm,为了在执行机构1的主动件上分别得到12、16、26 rpm的转速,则由电动机到执行机构1之间的传动比i z有3种分别为:i z1== 130i z2== 75.263i z3== 52.963总传动比由定传动比i c与变传动比i v组成,满足以下关系式:i z1 = i c*i v1i z2=i c*i v2i z3=i c*i v3三种传动比中i z1最大,i z3最小。
由于定传动比i c是常数,因此3种传动比中i v1最大,i v3最小。
若采用滑移齿轮变速,其最大传动比最好不要大于4,即:i v1=4则有:i c== 32.5故定传动比的其他值为:== 2.3158== 1.6296于是,有级变速单元如图4:图4 有级变速运动功能单元为保证系统过载时不至于损坏,在电动机和传动系统之间加一个过载保护环节。
过载保护运动功能单元可采用带传动实现,这样,该运动功能单元不仅具有过载保护能力,还具有减速功能,如图5所示。
图5 过载保护运动功能单元整个传动系统仅靠过载保护功能单元的减速功能不能实现全部定传动比,因此,在传动系统中还要另加减速运动功能单元,减速比为i = = 13减速运动功能单元如图6所示。
图6 执行机构1的运动功能根据上述运动功能分析,可以得到实现执行构件1运动的功能系统图,如图7所示。
1430rpm i = 2.5 i = 4, 2.3158, 1.6296i = 13图7 实现执行构件1运动的运动功能系统图为了使用同一原动机驱动执行构件2,应该在图7所示的运动功能系统图加上1个运动分支功能单元,使其能够驱动分支执行构件2,该运动分支功能单元如图8所示。
执行构件2有两个执行运动,一个是间歇往复移动,另一个是间歇单向转动。
执行构件3有一个执行运动,为间歇往复移动,其运动方向与执行构件1的运动方向垂直。
为了使执行构件2和执行构件3的运动和执行构件1的运动保持正确的空间关系,可以加一个运动传动方向转换功能单元,如图9所示。
图8 运动分支功能单元i=1图9 运动传动方向转换的运动功能单元经过运动传递方向转换功能单元输出的运动需要分成三个运动分支分别驱动执行构件2的2个运动和执行构件3的一个运动。
因此,需要加一个运动分支功能分支单元,如图10所示。
图10 运动分支功能单元执行构件2的一个运动是间歇往复移动,考虑采用两个运动单元,将连续转动转换成间歇单向转动,再转换成间歇往复移动。
如图11所示。
图11 连续转动转换为间歇往复移动的运动功能单元执行构件2的另一个运动是间歇单向转动,且其运动平面与第一个运动的运动平面垂直,因此,可以选用运动传递方向转换功能单元,如图12所示。
图12运动传动方向转换的运动功能单元经过运动传递方向转换功能单元后的运动,可以通过另一个运动功能单元把连续转动转换为间歇单向转动,如图13所示。
图13 连续转动转换为间歇单向转动的运动功能单元根据上述分析可以得出实现执行构件1和执行构件2运动功能的运动功能系统图,如图14所示。
1430rpm i = 2.5 i = 4, 2.3158, 1.6296 i =13图14 执行构件1、2的运动功能系统图根据前面的分析可知,驱动执行构件1工作的执行机构应该具有运动功能如图15所示。
该运动功能把一个连续的单向转动转换为连续的往复移动,主动件图15 把连续转动转换为往复移动的运动功能单元根据上述分析,可以画出整个系统的运动功能系统图,如图16所示。
1430rpm i = 2.5 i=4,2.3158,1.6296 i=13图16 产品包装生产线(方案6)的运动功能系统图(3)系统运动方案拟定根据图16所示的运动功能系统图,选择适当的机构替代运动功能系统图中的各个运动功能单元,便可拟定出机械系统运动方案。
图16中的运动功能单元1是原动机。
根据产品包装生产线的工作要求,可以选择电动机作为原动机。
如图17所示。
1430rpm1图17 电动机替代运动功能单元1图16中的运动功能单元2是过载保护单元兼具减速功能,可以选择带传动实现,如图18所示。
2图18图16中的运动功能单元3是有级变速功能单元,可以选择滑移齿轮变速传动替代,如图19所示。
图19 滑移齿轮变速替代运动功能单元3图16中的运动功能单元4是减速功能,可以选择2级齿轮传动代替,如图20所示。
图20 2级齿轮传动替代运动功能单元4图16中的运动功能单元6将连续传动转换为往复摆动,可以选择导杆滑块机构替代,如图21所示。
图21 导杆滑块机构替代运动功能单元6图16中的运动功能单元7是运动传递方向转换功能和减速运动功能单元,可以用圆锥齿轮传动替代,如图22所示。
i = 1图22 圆锥齿轮传动替代减速运动功能单元7图16中运动功能单元5是运动分支功能单元,可以用运动功能单元7锥齿轮传动的主动轮、运动功能单元6导杆滑块结构的曲柄与运动功能单元4的运动输出齿轮固连替代,如图23所示。
图23 2个运动功能单元的主动件固联替代运动功能单元5 图16中运动功能单元9和10将连续传动转换为间歇往复移动,由于运动复杂,可以选用不完整齿和凸轮机构固联来共同完成要求。
不完全齿轮在一个工作周期内有三次停歇和和三次转动,且三次停歇的时间不相同。
于是,可以用不完全齿轮和凸轮机构固联来代替这两个运动功能单元。
如图24所示。
图24不完整齿和凸轮机构固联替代功能单元9和10图16中运动功能单元11是运动传递方向转换功能,可以用圆锥齿轮传动代替,如图27所示。
图27 圆锥齿轮传动机构代替运动功能单元10图16中运动功能单元12是把连续转动转换为间歇转动的运动功能单元,由运动循环图可知该运动功能单元在一个工作周期之内有两次停歇和两次转动,且两次停歇时间不同,于是可以用不完全齿轮机构代替该运动功能单元,如图28所示。
图28 用不完全齿轮传动替代运动功能单元12图16中运动功能单元8是运动分支功能单元,可以用运动功能单元10、运动功能单元11锥齿轮传动的主动轮与运动功能单元7的运动输出齿轮固联代替,如图29所示。
图29 3个运动功能单元的主动件固联替代运动功能单元8图16中的运动功能单元13将连续传动转换为往复摆动,可以选择导杆滑块机构替代,如图30所示。
图30 导杆滑块机构替代运动功能单元13根据上述分析,按照图16各个运动单元连接顺序把个运动功能单元的替代机构一次连接便形成了产品包装生产线(方案8)的运动方案简图,如图34所示。
(a)(b)(c )图34 产品包装生产线(方案6)的运动方案简图(4) 系统运动方案设计 执行机构1的设计该执行机构是曲柄滑块机构,由曲柄15,滑块18,导杆19,连杆20和滑枕21组成。
其中大滑块的行程h=480mm,现对机构进行参数计算。
该机构具有急回特性,在导杆19与曲柄15的轨迹圆相切时候,从动件处于两个极限位置,此时导杆的末端分别位于C 1和C 2位置。
取定C 1C 2的长度,使其满足:h C C =21利用平行四边形的特点,由下图可知滑块移动的距离E 1E 2= C 1C 2=h ,这样就利用了机构急回运动特性,使滑块移动了指定的位移。
设极位夹角为θ,显然导杆19的摆角就是θ,取机构的行程速比系数K=1.4,由此可得极位夹角和导杆19的长度。
001180301/2927.289sin 2k k h l mmθθ-==+==图35 导杆滑块机构设计先随意选定一点为D ,以D 为圆心,l 为半径做圆。
再过D 作竖直线,以之为基础线,左右各作射线,与之夹角15°,交圆与C 1和C 2点。
则弧C 1C 2即为导杆顶部转过的弧线,当导轨从C 1D 摆到C 2D 的时候,摆角为30°。
接着取最高点为C,在C 和C 1之间做平行于C 1C 2的直线m ,该线为滑枕21的导路,距离D 点的距离为cos 22l l s l θ-=-在C 1点有机构最大压力角,设导杆22的长度为l 1,最大压力角的正弦等于1max 22cossin l l l θα-=要求最大压力角小于100,所以有10max sin1cos152927.68991.022sin 2sin10l l l mm θα--≥=⨯=⨯l 1越大,压力角越小,取l 1=200~400mm 。